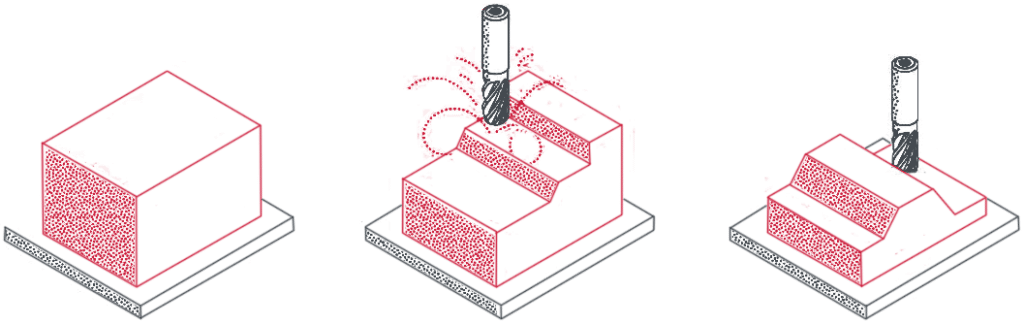
L'usinage CNC est une méthode de fabrication soustractive, ce qui signifie qu'il élimine le matériau d'un bloc solide (appelé blanc ou pièce) en utilisant divers outils de coupe. Il s'agit d'une manière fondamentalement différente de fabrication par rapport aux technologies additives (impression 3D) ou formatrices (moulage par injection). Plus à ce sujet dans notre guide.
Qu'est-ce que l'usinage CNC?
CNC (Contrôle numérique de l'ordinateur) L'usinage est un processus de fabrication dans lequel un ordinateur contrôle les machines-outils en fonction des instructions préprogrammées pour couper et façonner une pièce dans la pièce souhaitée.
En raison de son haut niveau d'automatisation, CNC peut produire des pièces avec une précision exceptionnelle, une polyvalence et une efficacité à un coût compétitif. Cela en fait un choix populaire dans le secteur manufacturier d'aujourd'hui, où les coûts de main-d'œuvre augmentent et les exigences de précision augmentent également.
Un autre avantage clé de l'usinage CNC est sa capacité à travailler avec presque tous les matériaux. Le plus communMatériaux d'usinage CNCInclure les métaux (alliages en aluminium et en acier, laiton, etc.) etplastiques(Abs, Delrin, Nylon, etc.). Les machines CNC peuvent également gérer la mousse, les composites et le bois.
Cependant, l'usinage CNC a certaines limites liées à sa nature soustractive. Par exemple, certaines structures internes ou géométries très complexes peuvent être difficiles ou impossibles à réaliser. C'est pourquoi CNC est souvent comparé à la fabrication additive (impression 3D) et aux technologies de formation (moulure d'injection) lors du choix de la méthode de production la plus appropriée. (Nous en discuterons plus tard dans le guide.)
Histoire de l'usinage CNC
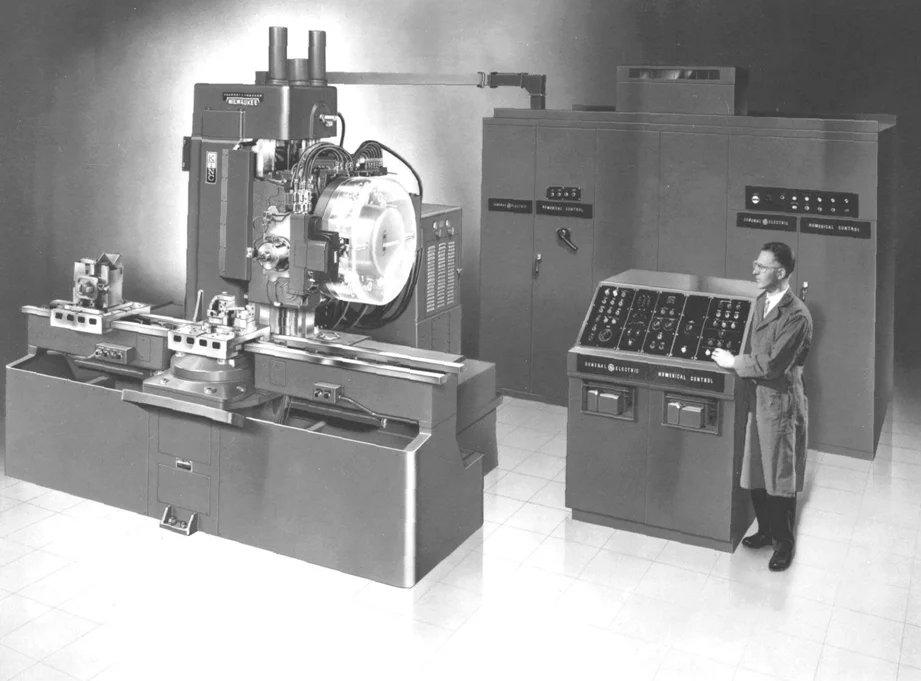
Les origines de l'usinage CNC remontent à la fin des années 40, tirées par le besoin urgent de l'industrie aérospatiale de pièces complexes de haute précision. Au fur et à mesure que les conceptions d'avions devenaient plus sophistiquées, l'usinage manuel ne pouvait plus répondre à des exigences de précision ou d'efficacité. Pour y remédier, l'ingénieur américain John T. Parsons s'est associé au MIT en 1949 pour développer le premier système de contrôle numérique (NC) au monde, en utilisant du ruban adhésif perfoqué pour guider les mouvements de la machine - marquant le début de l'automatisation de la fabrication.
Au cours des années 1950 et 1960, la technologie de contrôle numérique a mûri à mesure que les premiers ordinateurs ont été intégrés pour améliorer la précision du contrôle et la flexibilité de la programmation. Au début des années 1970, l'avènement des microprocesseurs numériques a remplacé les contrôleurs analogiques, donnant naissance au CNC moderne. CNC s'est étendu au-delà du broyage et du virage pour inclure le broyage et l'usinage de décharge électrique (EDM), permettant une fabrication de précision plus diversifiée et plus élevée.
L'avènement de CAO / CAM dans les années 80 a transformé la programmation de pièces: les concepteurs pourraient dessiner un modèle dans les logiciels CAO et générer automatiquement des parcours d'outils CNC. Dans les années 1990, les contrôles sont devenus plus compacts, les broches fonctionnaient plus rapidement et les interfaces utilisateur sont devenues de plus en plus intuitives. Comme les concepteurs exigeaient des tolérances plus strictes et une plus grande complexité, les systèmes multi-axes - en particulier les machines à 5 axes - se réjouissent, permettant à des pièces entières d'être usinées dans une seule configuration. Au début des années 2000, l'émergence de matériaux haute performance et la demande de production personnalisée ont encore conduit l'adoption de centres multi-axes avancés.
Aujourd'hui, l'usinage CNC évolue rapidement grâce à son intégration avec l'IA, l'IoT et les systèmes de surveillance en temps réel. De ses origines aérospatiales à son rôle de pierre angulaire de l'industrie 4.0, l'usinage CNC a subi un voyage remarquable et continue de progresser.
Comment fonctionne l'usinage CNC?
Bien que vous constaterez que chaque machine CNC fonctionne et est programmée légèrement différemment, elles suivent toutes ces quatre étapes de base:
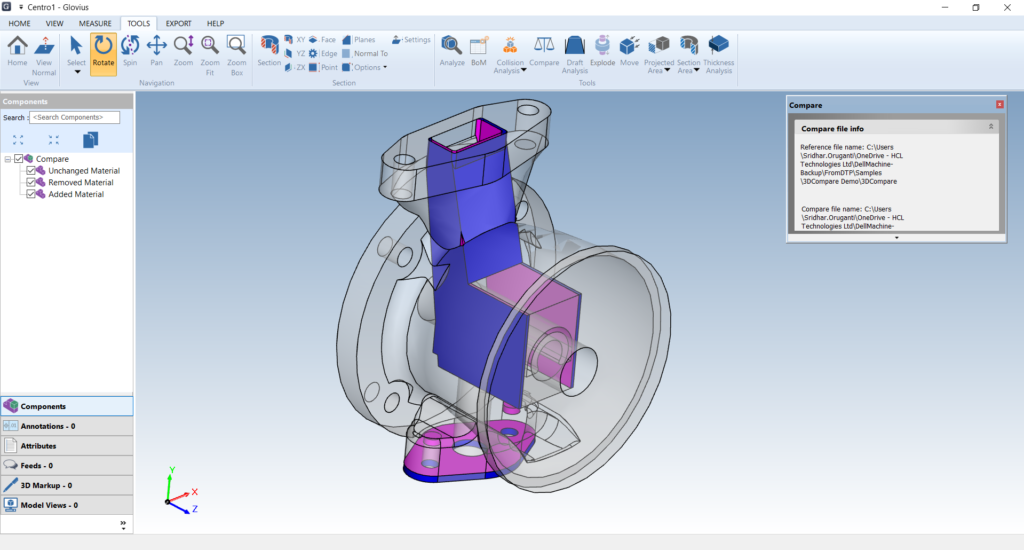
Étape 1: Préparez un modèle CAO
Cela implique la création d'un modèle 3D CAD 3D (conception assistée par ordinateur) de votre pièce dans des logiciels tels que SolidWorks, Fusion 360 ou similaire. Assurez-vous que le modèle comprend toute la géométrie critique - dimensions, tolérances, modèles de trous, filetages, filets - et toutes les notes de fabrication.
Étape 2: Convertir le modèle CAO en code G CNC Ready
Les machines CNC ne peuvent pas lire directement un modèle CAO. Par conséquent, vous devez convertir le modèle en un fichier lisible CNC appelé G-Code. Vous pouvez le faire dans un logiciel CAD / CAM tel que Fusion 360, qui possède des outils intégrés CAM (fabrication assistée par ordinateur) pour exporter le code G en un seul clic, ou dans des packages CAM dédiés comme MasterCam ou Edgecam pour une génération de parcours d'outils plus avancée. Le code G résultant contient tout ce dont le contrôleur CNC a besoin - y compris les parcours d'outils, les vitesses de broche, les débits d'alimentation et les mouvements de l'axe - pour machine avec précision votre pièce.
Étape 3: Préparation de la machine CNC
Ensuite, l'opérateur prépare la machine en vérifiant son état global - confirmant que tous les axes sont correctement lubrifiés et inspectant les vis de plomb et les voies de guidage pour l'usure ou les dommages. Ensuite, ils chargent les outils requis (manuellement ou via le changeur d'outil automatique), serrez la pièce en place en place et, si nécessaire, exécutez un cycle sec pour vérifier les parcours d'outils avant la coupe.
Étape 4: Exécution de l'opération d'usinage
L'opérateur démarre le cycle d'usinage en sélectionnant le programme G-Code sur le panneau de configuration CNC et en appuyant sur «Démarrage du cycle». La machine suit ces instructions - en mouvement l'outil (ou une pièce), l'activation du liquide de refroidissement et la modification des outils automatiquement au besoin - jusqu'à ce que le cycle se termine ou est interrompu. Une fois la fin, l'opérateur supprime la pièce finie pour l'inspection.
Types communs de processus d'usinage CNC et les machines utilisées
L'usinage CNC fait référence à une famille de processus de coupe contrôlés par ordinateur effectués sur diverses machines-outils. Chaque opération convient à des géométries, des matériaux, des tolérances et des exigences fonctionnelles spécifiques. Des pièces simples peuvent souvent être produites avec une seule opération, tandis que les pièces complexes nécessitent généralement une combinaison d'opérations multiples.
Moulin CNC
Moulin CNCest le processus d'usinage CNC le plus courant, et dans de nombreux magasins, «l'usinage CNC» et le «fraisage CNC» sont utilisés de manière interchangeable. Dans CNC Milling, un outil de découpe tournant et multi-points appelé unfrappeurse déplace par rapport à la pièce pour éliminer le matériau. La facilité de coupe dépend de la sophistication du moulin CNC.
Les types les plus courants sont les machines de broyage à 3, 4 et 5 axes.
Machines de fraisage à 3 axes
Les usines à 3 axes déplacent l'outil de coupe le long de trois axes linéaires par rapport à la pièce (x: gauche - droit, y: avant - back, z: up - down). Ce sont les machines CNC les plus courantes car ils peuvent produire presque toutes les géométries de base. Ils sont faciles à programmer et à opérer, avec des coûts de démarrage relativement bas. Cependant, l'accès à l'outil est limité: certaines zones peuvent être impossibles à atteindre ou nécessiter une indexation manuelle de la pièce, ce qui peut réduire la précision globale.
Machines de fraisage à 4 axes
Un moulin à 4 axes ajoute un quatrième axe rotatif - généralement appelé l'axe A - qui tourne la pièce autour de l'un des axes linéaires (le plus souvent l'axe x). Cela permet l'usinage autour des pièces cylindriques (comme les arbres, les flûtes, les rainures hélicoïdales) dans une configuration, réduisant le repositionnement et le temps de fixation. Cependant, sur la plupart des machines à 4 axes (3 + 1), l'axe A index uniquement des angles fixes plutôt que de rotation en continu pendant la coupe.
Machines de fraisage à 5 axes
UNmoulin à 5 axes completAjoute deux axes rotatifs supplémentaires (généralement A et B, ou A et C), permettant à la table ou à la coupe de couper la tête pour tourner et incliner afin que le coupeur puisse s'approcher de la pièce sous presque tous les angles. Contrairement àMachines 3 + 2 axes, une machine complète à 5 axes déplace les cinq axes simultanément tout au long de chaque opération de coupe, permettant la production de géométries complexes et libres avec une précision et une finition de surface qu'aucune autre technologie ne peut correspondre. Naturellement, ces capacités avancées comportent des coûts plus élevés - à la fois pour les machines elle-même et pour les opérateurs hautement qualifiés requis.
CNC tournant
En tournant, la pièce est maintenue sur une broche tournante à grande vitesse. L'outil de coupe ne tourne pas et se déplace dans les instructions radiales (x) et axiales (z) pour façonner la pièce.CNC tournantest couramment utilisé pour les pièces cylindriques et offre un débit plus élevé et un coût par unité plus faible que le fraisage CNC.
Il existe deux principaux types de machines à tourner CNC:
CNC Lathes
Les lathes CNC se réfèrent généralement aux machines à tourner à 2 axes. Ils fonctionnent sur l'axe Z (le long de la longueur de la broche) et l'axe x (radialement vers ou loin du centre de la pièce). En tant que type de machine à virage CNC le plus simple, ils peuvent effectuer des opérations de base - le tournant des diamètres, les surfaces finales et les forages ou le forage le long de la ligne médiane - avec une haute précision. Cependant, ils ne peuvent pas broyer ou percer les caractéristiques compensées de l'axe central.
CNC Turning Centres
Un centre de rotation CNC est un tour amélioré avec des axes supplémentaires (souvent de 3 à 5 au total) et des capacités d'outillage en direct. En d'autres termes, toute machine à virage CNC avec plus de deux axes ou avec une capacité de fraisage est appelée «centre de virage».
Les centres de virage peuvent machine des pièces rotatives complexes dans une seule configuration: des pièces qui sont principalement symétriques en rotation mais qui ont des caractéristiques telles que des trous hors centre, des plats broyés, des trous transversaux, des filetages de robinet ou plusieurs côtés usinés. Le compromis est un coût d'équipement plus élevé et plus impliquée par la programmation CAM.
Forage et tapotement CNC
Le forage CNC alimente automatiquement un foret en rotation dans la pièce à des positions programmées, des vitesses de broche et des taux d'alimentation. Une tête de tapotement coupe ensuite les fils internes dans la même configuration. Ces fonctions de fabrication de trous sont souvent construites dans des moulins CNC ou des centres de virage.
CNC Grinceing
Le broyage est généralement une opération secondaire après le fraisage ou le tournant. Une roue abrasive rotative élimine de minuscules quantités de matériau pour obtenir des tolérances ultra-serrées (jusqu'à des millions de pouces) et des finitions de type miroir. Les meuleuses de surface aplatissent les pièces, tandis que les broyeurs cylindriques terminent les puits ou les alésages ronds.
Routage CNC
Les routeurs CNC fonctionnent comme les machines à mourir, en déplaçant un outil de coupe le long des axes X-, Y- et Z pour éliminer le matériau. Ils utilisent des broches plus légères et à grande vitesse et de grands lits de travail optimisés pour les matériaux mous (bois, plastiques, composites), permettant des coupes de brouillage plus rapides au détriment de la rigidité et de la précision.
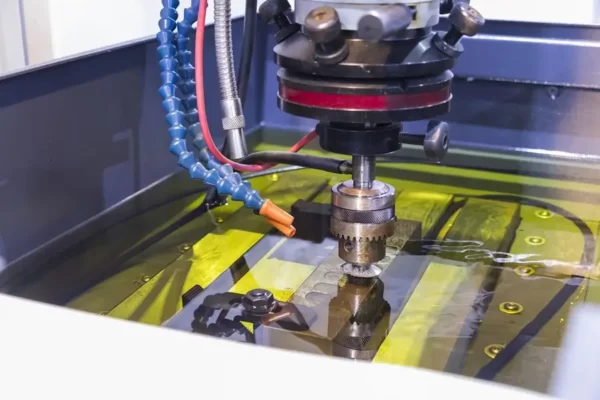
Usinage à décharge électrique (EDM)
EDM ne «coupe» pas »au sens traditionnel; Au lieu de cela, les décharges électriques contrôlées érodent le matériau des métaux durs à machine. Il existe deux principaux types de machines EDM:
Câbler EDM:Utilise un fil fine et alimenté en continu pour éroder des formes précises et complexes.
Pinker (pain de pain) EDM:Utilise une électrode en forme pour former des cavités et des détails profonds.
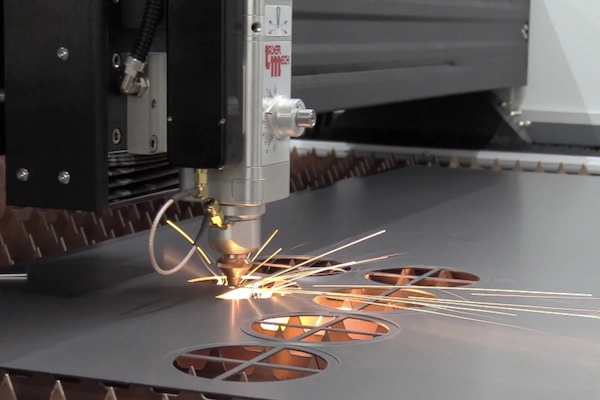
CNC Laser / plasma / coupe à jet d'eau
Ce sont des processus de découpe sans contact qui utilisent différentes sources d'énergie pour trancher les matériaux de tôle ou de plaque: les coupeurs laser dirigent un faisceau lumineux focalisé pour les coupes ultra-précis dans les métaux minces et les non-métaux; Les tables de plasma génèrent un arc à gaz ionisé pour couper rapidement et rentable les métaux conducteurs plus épais; et les coupeurs à jet d'eau font exploser un flux d'eau à haute pression mélangé à des particules abrasives pour couper pratiquement n'importe quel matériau sans zone touchée par la chaleur, bien qu'elles aient des coûts d'exploitation plus élevés.
Avantages et limitations de l'usinage CNC
Voici les principaux avantages et limitations de l'usinage CNC. Utilisez-les pour décider s'il s'agit de la bonne technologie pour votre application.
Avantages de l'usinage CNC
Précision et précision
Les machines CNC suivent les parcours d'outils exacts en fonction des instructions programmées, permettant la suppression de matériaux très précise. Les tolérances standard sont d'environ ± 0,125 mm (± 0,005 po), tandis que des tolérances aussi serrées que ± 0,050 mm (± 0,002 po) et même ± 0,025 mm (± 0,001 po) sont réalisables. De plus, ce niveau de précision reste cohérent entre les lots de production.
Large gamme de matériaux compatibles L'usinage CNC fonctionne avec pratiquement tous les matériaux de rigidité suffisante - les métaux, les plastiques, les composites, même le bois et la mousse peuvent tous être usinés. Cela donne aux ingénieurs la flexibilité de choisir le matériau optimal pour chaque application. De plus, parce que le matériau est supprimé plutôt que modifié,Pièces usinées CNCconserver les propriétés physiques d'origine du matériau de base.
Rapide et efficace
Les progrès des systèmes CNC modernes, des logiciels CAM et des chaînes d'approvisionnement numérique ont considérablement réduit les délais de production de production. Une fois programmé, une machine CNC peut fonctionner 24 heures sur 24 avec une intervention humaine minimale. Vous pouvez souvent obtenir une pièce usinée CNC finie en quelques jours, ce qui est comparable à la redressement des processus d'impression 3D industriels tels que SLS. Cependant, la vitesse et l'efficacité globales dépendent toujours de la machine CNC spécifique et de la complexité de la pièce.
Production évolutive
Contrairement aux méthodes formatrices (moulage par injection), l'usinage CNC ne nécessite aucun outillage spécialisé, ce qui le rend particulièrement pertinent pour les pièces et les prototypes personnalisés où les coûts initiaux sont importants. Le CNC est également une option compétitive à très prix pour les petits et moyens lots (dizaines à des centaines d'unités). En revanche, les technologies additives (imprime 3D) ne sont pas également à l'échelle - les prix de l'unité restent relativement stables, quelle que soit la quantité, tandis que les méthodes formatrices (moulage par injection ou moulage d'investissement) ne deviennent économiques qu'à de grands volumes (généralement des milliers de parties) en raison de dépenses d'outillage élevées.
Limites de l'usinage CNC
Déchets
Étant donné que l'usinage CNC est un processus soustractif, il génère généralement 30% à 60% de ferraille du stock d'origine. Dans la pratique, les magasins réduisent les déchets en optimisant l'orientation des pièces dans le stock, en utilisant des blancs en forme de quasi-réseau ou forgé lorsqu'ils sont disponibles, en planifiant des nids en plusieurs parties et en recyclant les puces. Avec ces stratégies, les emplois bien planifiés peuvent réduire les taux de ferraille à environ 20% à 30%. Même ainsi, par rapport aux processus formatifs ou additifs, l'usinage CNC produit encore beaucoup plus de déchets de matériaux.
Restrictions d'accès aux outils et de travail
Étant donné que l'usinage CNC élimine le matériau d'un bloc solide, chaque surface doit être accessible par un outil avec la forme et la rigidité appropriées. Les cavités profondes, les virages internes serrés et les contre-dépouilles abruptes sont souvent impossibles à mouiller sans frappeurs à longue portée, courbés ou à 5 axes - et même alors, les risques de collision augmentent et la finition de surface peut en souffrir.
Pendant ce temps, la pièce doit être serrée fermement; Les murs minces ou les contours complexes peuvent nécessiter des luminaires ou des supports personnalisés pour éviter les vibrations et la déviation.
Complexité géométrique à un coût élevé
Lorsque la géométrie d'une partie devient très complexe - des surfaces limitées, des sous-cutations abruptes ou des faces multiples inclinées - les coûts d'usinage CNC augmentent fortement. Les formes complexes nécessitent une programmation CAM plus complexe, des parcours d'outils plus longs et des étapes plus fines, qui prolongent les temps de cycle. Des configurations multiples ou des luminaires personnalisés sont souvent nécessaires afin que les coupeurs puissent atteindre tous les angles, ajoutant du travail et des temps d'arrêt de la machine. L'outillage spécialisé augmente encore les dépenses.
Investissement initial élevé
L'usinage CNC implique un investissement initial élevé, bon nombre de ses coûts initiaux sont fixes et doivent être répartis sur moins de pièces. Ces coûts comprennent la programmation, la configuration, l'étalonnage des machines et la préparation d'outillage, qui nécessitent tous un temps important et un travail qualifié, quelle que soit la quantité produite.
Aucune gradation de propriété matérielle
L'usinage CNC commence toujours à partir d'un seul stock homogène - tout point dans la pièce finie partage les mêmes propriétés du matériau (densité, rigidité, etc.). Contrairement à certaines méthodes d'impression 3D qui varient la composition ou la couche de porosité par couche, vous ne pouvez pas créer des zones d'élasticité, de dureté ou de densité différentes sur un moulin ou un tour CNC. Cela limite l'usinage CNC lorsqu'une conception nécessite des transitions progressives dans le comportement des matériaux (par exemple, un extérieur rigide se mélangeant dans un noyau flexible).
Processus de fabrication alternatifs à l'usinage CNC
L'usinage CNC est un processus polyvalent largement utilisé dans la fabrication en partie et des produits. Cependant, ce n'est pas toujours la méthode optimale. L'impression 3D et le moulage par injection sont les deux alternatives les plus courantes.
Le tableau 1 fournit une comparaison concise des trois processus pour vous aider à comprendre rapidement leurs avantages et limitations respectifs.
Facteur clé
Usinage CNC
Impression 3D
Moulage par injection
Taille de lot
1 à 5000 pcs
1 à 500 pcs
≥1000pcs
Complexité de géométrie
Moyenne-élevée (les manières à 3 axes formes externes de base; 4/5 axe ajoute des sous-dépouilles; des cavités profondes ou des canaux qui se croisent ont besoin de luminaires / EDM)
TRÈS élevé (canaux internes, réseau, surfaces de forme libre)
Moyen à élevé (prend en charge les caractéristiques de pièce comme des contre-dépouilles modérées, des trous latéraux et des inserts moulés; Les caractéristiques internes extrêmement complexes nécessitent des composants de moisissure coûteux)
Coût initialSetUp
Moyen à élevé (programmation CAM, luminaires, outils)
Low - Médium (les plastiques / résines de base n'ont besoin que d'une construction; le coût des résines métalliques ou haut de gamme et le coût de la mise en place)
Les moisissures élevées (les moules à tooll commencent à des chiffres à faible chiffre d'affaires USD; complexité, noyaux latéraux, les coureurs chauds augmentent le coût; Moules mous ~ 1 000 à 2 000 $)
Options matérielles
Métaux, plastiques, bois, composites, mousse
Plastiques, quelques métaux, céramiques, composites
Thermoplastiques, quelques thermodosignes
Vitesse de production
PROGRAMMATION / FIXURING: 1 à 3 jours; Temps d'usinage: Minutes - heures par pièce; Lot de centaines: 3 à 7 jours
Temps d'impression par pièce: Minutes - heures; Durée globale: 1 à 3 jours (taille du lot, post-traitement varie); Résine métal / haute précision: ~ 1 semaine
Bâtiment de moisissure: 2 à 6 semaines; Digne de moisissure: jours - 1 semaine; Temps de cycle: 10–60 s; Taux de production: 500–2 000 PC / jour
Coût unitaire
Part unique: Quelques dollars - 20 à 200 $; Milieu de volume (centaines): 10 à 30% de réduction des coûts
Après l'amortissement: 0,20 $ à 5 $ chacun; Volumes élevés (millions): à 0,05 $ chacun
Mieux pour
Pièces de précision, matériaux à haute résistance ou résistants à la chaleur, prototypes métalliques
Pièces complexes personnalisées ponctuelles et petits lots; prototypage rapide
Pièces en plastique standardisées à volume élevé
CNC vs impression 3D vs moulage par injection
Le tableau 2 présente ensuite des exemples d'application illustrant comment sélectionner le processus le plus approprié.
Cas
Type de produit
Exigences clés
Processus recommandé
Raison de la sélection
1
Prototype médical avec réseau interne
Géométrie interne complexe, matière plastique, revirement rapide
Impression 3D
Le moulage par injection nécessite des outils coûteux et ne peut pas former des réseaux internes; Le CNC ne peut pas mourir des structures de réseau intérieur.
2
Cadre en aluminium de drone
Haute résistance, tolérances étroites, lot de 300 à 1 000 unités
Usinage CNC
L'impression métal 3D est prohibitive à ce volume; CNC offre une meilleure économie et des propriétés matérielles pour les cadres en aluminium.
3
Noyau de moule d'injection d'acier
Haute précision et faible quantité
Usinage CNC
Le moulage par injection produit des pièces en plastique, pas des moules en acier; Alors que de nombreux processus AM métalliques (SLM / DML) peuvent obtenir une résistance presque forgée après traitement thermique, l'usinage CNC suivi d'un traitement thermique et du broyage reste plus fiable pour les noyaux de moisissure à longue durée de vie.
4
Cas artistique personnalisé
Forme organique, unité unique, plastique
Impression 3D
CNC lutte avec des courbes organiques complexes et nécessiterait des luminaires personnalisés; Aucun outillage n'est nécessaire pour l'impression 3D.
5
Petite enceinte électronique en plastique
Fonctionnalités d'installation, supports internes, environ 100 unités
Impression 3D
Le CNC est lent et inutile pour les caractéristiques internes complexes; L'outillage de moulage par injection est trop coûteux pour seulement 100 unités.
6
Logement en plastique de production de masse
Abs / PC plastique, plus de 10 000 unités
Moulage par injection
Le coût élevé de moisissure initiale est amorti sur un grand volume
7
Plaque de base de précision
Géométrie simple, métal, grande taille, tolérances serrées
Usinage CNC
L'impression en métal 3D est coûteuse pour les grandes pièces; L'usinage CNC atteint plus les tolérances requises économiquement.
8
Titaniumbracket léger aérospatial
Structure du réseau complexe, faible volume
Impression en métal 3D
Seule l'impression 3D peut produire des conceptions complexes de réseau en titane dans une seule version.
9
Connecteur en plastique à mi-volume
Géométrie simple, contrôle des coûts , 1000 unités
Moulage par injection
Le coût de la moisissure peut se répandre plus de 1 000 unités, produisant un prix par pièce inférieur à l'Impression CNC ou 3D.
Exemples d'application: choisir le bon processus
5 facteurs clés affectant le coût d'usinage CNC et les conseils de réduction
Le contrôle des coûts d'usinage CNC ne consiste pas seulement à négocier des prix inférieurs - il s'agit de SMARTConception d'usinage CNC, Choix de matériaux efficaces et planification stratégique de la production. Avec la bonne approche, vous pouvez atteindre à la fois une qualité et une rentabilité de haute qualité. Dans cette section, nous discuterons brièvement de ce qui entraîne des coûts dans l'usinage CNC et offrirons prouvéConseils pour réduire le coût de votre projet CNCt.
Complexité de géométrie en partie
La complexité de géométrie en partie entraîne le coût car les formes complexes nécessitent plus de temps de machine, de modifications supplémentaires d'outils et de configurations multiples. Des poches profondes, des contre-dépouilles raides, des trous inclinés et des murs minces nécessitent des outils plus petits ou de longueur prolongée, qui se coupent plus lentement et sont sujets à la déviation. Les longs trajets d'outils et le repositionnement fréquent augmentent le temps de cycle et augmentent le risque d'erreurs ou de ferrailles.
✅Conseils:
Ajouter les filets aux coins internes pointus afin que vous puissiez utiliser des usines d'extrémité de diamètre plus grand et éviter les outils personnalisés.
Gardez les profondeurs de poche à pas plus de quatre fois leur largeur (profondeur ≤4 × largeur) afin que les coupeurs de longueur standard puissent atteindre.
Maintenez les épaisseurs de paroi d'au moins 0,8 mm pour les métaux et 1,5 mm pour les plastiques afin d'éviter les vibrations et le besoin de plusieurs passes lumineuses.
Éliminer les trous inutiles inclinés ou hors axe; Si une fonctionnalité inclinée est essentielle, envisagez de diviser la pièce en sous-composants plus simples.
Demandez tôt à votre machiniste la conception des commentaires de fabrication tôt, afin que vous puissiez attraper et corriger les fonctionnalités coûteuses avant la programmation.
Sélection des matériaux
Le choix du bon matériau affecte le coût en déterminant les vitesses de coupe, l'usure des outils et les taux de ferraille. Les alliages plus doux comme le 6061 en aluminium ou un POM se coupent rapidement à des aliments plus élevés et préservent la durée de vie de l'outil. En revanche, l'acier inoxydable, le titane et les alliages à haute température nécessitent des vitesses plus lentes, des changements d'outils plus fréquents et des fixations robustes. Même au sein d'une famille de matériaux, les notes avec une meilleure machinabilité peuvent faire de moitié les temps de cycle.
✅Conseils:
Dans la mesure du possible, sélectionnez un matériau avec une machinabilité élevée qui répond toujours à vos exigences de résistance ou de corrosion
Demandez à votre fournisseur des alliages ou des plastiques alternatifs qui pourraient coûter moins cher et réduire plus rapidement.
Réduisez l'excès d'épaisseur dans les métaux coûteux par des sections de paroi de dimensionnement droit à ce qui est structurellement nécessaire.
Utilisez près des blancs de forme nette (forgé ou coulé) pour les alliages coûteux afin de retirer moins de matériau pendant chaque coupe.
Facteur dans les taux de recyclage des puces; Les puces en aluminium ont souvent une valeur de revente, tandis que les alliages plus durs ne le peuvent pas.
Quantité de commande
La quantité de commande influence le coût par pièce car les dépenses fixes - comme la programmation CAM, la fabrication de luminaires et la configuration de la machine - sont réparties sur chaque partie. Lorsque vous ne faites qu'une poignée de pièces, ces investissements uniquement dominent le prix unitaire. À mesure que le volume augmente, ces coûts deviennent moins significatifs et le temps matériel, le temps de cycle devient les principaux moteurs.
✅ Conseils:
Combinez des pièces similaires en une seule production afin de partager des configurations, des décalages zéro et des luminaires.
Si vous prévoyez que vous avez besoin de plus de pièces plus tard, commandez un lot plus grand maintenant pour amortir la programmation et le fixation sur plus d'unités.
Recherchez des opportunités pour commander des assiettes familiales ou des pièces à astuce, en organisant plusieurs copies de petites pièces sur un blanc pour réduire les déchets et le temps de configuration.
Planifiez les emplois liés à l'arrière afin que le même outillage et le même travail puissent être réutilisés.
Négocier des réductions de volume avec votre boutique si vous pouvez vous engager à un niveau total plus élevé à l'avance.
Programmation et temps de configuration
La programmation et le temps de configuration deviennent significatifs lorsque les pièces incluent des caractéristiques non standard telles que les chanfreins décoratifs, les logos gravés ou les tailles de trous inhabituels. Chaque visage supplémentaire qui nécessite un retournement, chaque besoin de fixation personnalisé et chaque parcours d'outils non standard ajoute des heures de travail de came et de temps d'arrêt de la machine. La programmation plus longue et les courses sèches fréquentes se traduisent directement par des tarifs de boutique plus élevés.
✅ Conseils:
Simplifiez la géométrie pour utiliser des formes standard, des caractéristiques à face droite et des diamètres de trous courants (incréments de 0,1 mm ou 0,5 mm) pour tirer parti des perceuses et des usines d'extrémité.
Concevoir des pièces afin que toutes les fonctionnalités critiques soient accessibles en une seule orientation (géométrie 2.5D), minimisant le besoin de plusieurs configurations.
Partagez des fichiers étape ou IgE propres et bien exportés avec une note de visage appropriée et pas de géométrie qui se chevauchent pour éviter le nettoyage de la came.
Retirez les caractéristiques purement cosmétiques, telles que le texte ou les chambres gravées - qui ajoutent des chemins d'outils inutiles.
Travaillez avec votre machiniste pour identifier les fonctionnalités qui entraînent un temps de programmation supplémentaire et explorer des alternatives de conception.
Besoins de post-traitement
Les besoins post-traitement tels que le polissage, l'anodisation, le placage ou la peinture peuvent ajouter des étapes significatives de manipulation, de masquage et de durcissement. Chaque finition nécessite une configuration séparée, un mouvement entre les départements ou les vendeurs, et souvent des modifications de rack ou de luminaire - les délais de conduite et la conduite des coûts.
✅ Conseils:
Se demander si une finition cosmétique est requise; De nombreuses pièces internes ou fonctionnelles fonctionnent bien «comme usinées» ou avec un simple dynamitage de perles.
Si une finition est nécessaire, consolidez les traitements sous un seul fournisseur pour réduire l'expédition, la manipulation et la planification des frais généraux.
Spécifiez les exigences de finition de surface uniquement sur les surfaces accouplées ou exposées critiques; Acceptez les finitions broyées standard (RA1,6 µm - 3,2 µm) ailleurs.
Choisissez des finitions qui peuvent être appliquées en une seule étape - par exemple, une anodie dure au lieu de l'anodize plus de la peinture - dans la mesure du possible.
Considérez le placage ou le revêtement qui peuvent être appliqués directement après l'usinage sans masquage étendu, tel que le placage de nickel électrolaire sélectif.
Travaillez avec Chiggo pour votre projet d'usinage CNC
Chiggo est une entreprise d'usinage CNC de premier plan en Chine avec plus de 10 ans d'expérience en fabrication. Nous exploitons un équipement CNC de pointe et avons une équipe professionnelle d'ingénieurs. Soutenu par un réseau de chaîne d'approvisionnement robuste, nous offrons des prix compétitifs et des délais de livraison fiables.Contactez-nousmaintenant pour découvrir notreServices d'usinage CNC!