As we embrace the era of Industry 4.0, CNC (Computer Numerical Control) machining has become a cornerstone of modern manufacturing. This technology, which uses computers to control machine tools, has revolutionized traditional machining with its high precision, efficiency, and consistency. However, as the demand for more complex and precise components grows, traditional 3-axis or 4-axis CNC machining often falls short.
This is where 5-axis CNC machining comes into play. By adding two rotational axes to the conventional three linear axes, 5-axis CNC machines allow the tool to approach the workpiece from virtually any direction. This capability significantly eliminates the need for additional setups, increases production efficiency, and produces aesthetically pleasing and complex parts, unlocking incredible potential for any workshop.
This article will focus on clarifying what 5-Axis CNC machining is, explaining how it works, delving into the operation of its five axes in detail, and sharing its benefits and limitations.
What Is 5-Axis CNC Machining?
To better understand 5-axis CNC machining, let's first explain what an axis count entails in CNC machining. An axis count refers to the number of directions in which the cutting tool (or worktable) can move to create the desired product. Essentially, the more axes a machine possesses, the greater the range of movement and rotation becomes for the tool and worktable, ultimately enabling the production of more complex and precise components.
5-axis CNC machining involves the simultaneous movement of cutting tools or parts along five different axes. Unlike traditional 3-axis machining, which moves along the X, Y, and Z linear axes, 5-axis CNC machines incorporate two additional rotational axes. This allows for the processing of multiple surfaces in a single setup. It can handle complex curves and contours with ease, and ideal for machining intricate and irregularly shaped parts.
Now, let’s begin with the knowledge of axes in 5-axis CNC machining:
Linear Axes:
Standard 3-axis machining occurs along the X, Y, and Z axes. These three linear axes represent the directions in which the spindle or the workpiece can move.
X-axis: Move left and right (parallel to the worktable)
Y-axis: Move forward and backward(parallel to the worktable)
Z-axis: Move up and down(parallel to the spindle axis)
Rotational Axes:
Using rotational axes means that a machine can rotate either the part or the cutting tool (spindle head) around one of the previously established linear axes. In 5-axis CNC machining, different machines will use different combinations of the following rotational axes (A & B, B & C, or A & C).
A-axis (rotation around the X-axis): Typically can rotate ±120° to ±150°, with some high-end models reaching up to ±180°.
B-axis (rotation around the Y-axis): Typically can rotate ±120° to ±150°, with some models reaching up to ±180°.
C-axis (rotation around the Z-axis): Generally can achieve continuous 360° rotation, depending on the specific design.
How Does 5-Axis CNC Machining Work?
5-Axis CNC machining operates by moving the cutting tool or the workpiece along five different axes simultaneously. The three linear axes and two rotational axes moves together to achieve the required machining.
Here's a step-by-step explanation of how 5-Axis CNC machining works:
Step 1: Design and Preparation
The first step involves designing the part to be machined using CAD (Computer-Aided Design) software. The designer creates a 3D model of the part, specifying all the necessary dimensions, shapes, and features.
Once the part is designed, CAM (Computer-Aided Manufacturing) software is used to convert the 3D model into machine-readable instructions. This involves defining the toolpaths, selecting the appropriate cutting tools, and determining the machining parameters such as cutting speeds and feeds.
Step 2: Setup and Alignment
The 5-axis CNC machine is selected based on the part's requirements. A fixture is designed and installed on the worktable to securely hold and align the workpiece. Cutting tools are chosen based on the material, desired surface finish, and part complexity, then installed in the tool changer.
Step 3: Machining Process
Load the CAM-generated program into the CNC machine's control system. This program contains all the necessary instructions for the machine to execute the machining operations.
When the machine is powered on, the program is initiated. And the CNC system controls the movement of the tool along the predefined toolpaths. The three linear movements are the same as that of traditional 3-axis machining: left and right (X-axis), forward and backward (Y-axis), and up and down (Z-axis). As for the simultaneous rotation and tilting motions, as mentioned earlier, there are below three combinations:
1. Rotation motions of the A & B 2. Rotation motions of the A & C 3. Rotation motions of the B & C
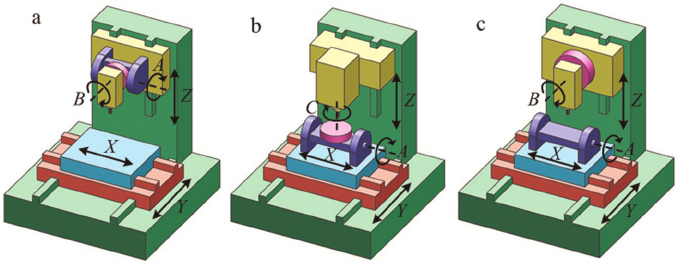
The specific configuration of these axes varies based on the type of 5-axis CNC machines. The below picture shows the rotation motions of A & B, A&C and B&C:
The operator monitors the machining process, ensuring that everything is running smoothly. If necessary, adjustments can be made to the cutting parameters or toolpaths to optimize the machining process.
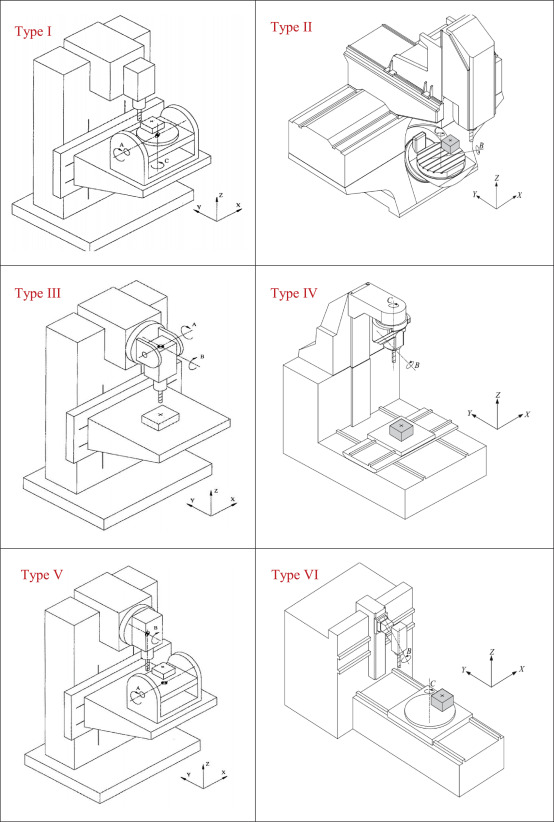
Types of 5-Axis CNC Machines
As demand continues to grow, there are now many types of 5-axis machines. Based on the configuration of the two rotational axes, any 5-axis milling center can be classified into one of three major types: Table/Table, Head/Table, or Head/Head.
Three types of five-axis machine tools: (a) spindle-tilting, (b) table-tilting and (c) table/spindle-tilting.
Table/Table
In this setup, both rotational axes are mounted on the worktable. This means the workpiece is fixed on the table, which rotates and tilts to achieve 5-axis motion. Compared to other types, the Table-Table configuration is simpler in structure, easier to maintain, and has a minimal work envelope. This makes it very effective for machining medium to small-sized workpieces, especially those that are complex in shape but small in size. However, its load capacity is limited, making it unsuitable for large or heavy workpieces.
Head/Head
Head/Head machines use their spindle heads to perform all rotary and pivoting motions, while the workpiece itself remains stationary. This setup avoids interference between the spindle head and the workpiece ,and reduces errors caused by workpiece movement. Head/Head type CNC machines are ideal for producing large parts. However, this design has a limited range of motion in the rotational axis direction. Although the spindle head can rotate and tilt at various angles, the range of motion for the rotational axis is relatively small, which can be a limiting factor in certain complex machining scenarios.
Table/Head
Machines with a Head/Table configuration are a mix between Table/Table and Head/Head setups. One rotational axis is located on the spindle head, and the other is on the rotating table. Unlike the Head/Head configuration, where the rotational axis on the spindle head may encounter physical structure or range of motion limitations in certain situations, the rotating axis on the table in the Head/Table configuration can freely rotate, allowing the workpiece to continue rotating. This setup provides better access to undercuts and complex surfaces or multi-sided workpieces. However, since the workpiece is fixed on the rotational axis, the load-bearing capacity and rotational capability of the rotating table can limit the size and weight of the workpiece.
Benefits of 5-Axis CNC Machining
5-axis CNC machining offers several significant advantages that make it an indispensable technology in modern manufacturing, particularly when it comes to processing complex parts and high-precision products. Here are some of the key benefits:
1. Capability to Create Complex Geometry
The ability to move all five axes simultaneously allows for dynamic adjustment of the tool’s angle and position, providing better access to difficult-to-reach areas of the workpiece. This enables the machining of highly complex geometries, such as deep cavities, undercuts, freeform surfaces, and intricate contours, that would be very difficult or impossible with traditional 3-Axis or 4-Axis machining.
2. Efficiency and Precision
Efficient Processing: 5-axis machining minimize the need for multiple setups and repositioning by enabling the completion of multiple-sided processing in a single setup. This uninterrupted process reduces downtime, increases overall throughput, and leads to faster production cycles.
High Precision: 5-axis machines can achieve exceptional precision by controlling the tool across five degrees of freedom. This precise control ensures that complex surfaces are machined to exacting tolerances, often down to the micrometer level. The simultaneous movement of all five axes ensures that the cutting tool maintains optimal positioning and orientation throughout the machining process, reducing errors and improving accuracy.
3. Outstanding Surface Finish
The rotational axes of 5-axis machining play a crucial role in this aspect by allowing the cutting tool to maintain a constant and optimal cutting angle relative to the workpiece surface, which reduces the risk of tool chatter and ensures a smoother, high-quality surface finish. Additionally, 5-axis machining enables the use of shorter cutting tools, which reduces vibration and deflection, leading to superior surface finishes and minimizing the need for additional finishing processes.
4. Reduced Fixture and Tool Changes
5-axis machining allows for complex components to be created with a single clamping operation. This minimizes the need for frequent fixture and tool changes, reducing the risk of misalignments, errors, and potential workpiece damage. The optimized tool paths are also designed to help reduce stress and heat on cutting tools, extending their lifespan. This leads to fewer interruptions for tool replacement or maintenance, contributing to a more continuous and efficient machining process.
5. Wide Application Fields
The versatility of 5-axis CNC machining technology has expanded its use across various industries:
Aerospace: Used extensively for manufacturing aircraft components, engine parts, and other high-precision, complex products.
Military: Essential for producing precision weapons and equipment, where accuracy and reliability are critical.
Precision Instruments & Medical Devices: Ideal for creating devices and instruments with stringent precision and surface quality requirements, ensuring optimal performance and reliability in critical applications.
Limitations of 5-Axis CNC Machining
Despite its benefits, 5-axis CNC machining also has certain limitations:
1. High Initial and Maintenance Costs
5-axis CNC machines are more expensive than traditional 3-axis and 4-axis machines, primarily due to their advanced design and capabilities. Additionally, the maintenance costs for these machines are higher, as the intricate mechanical structure with numerous moving parts needs regular servicing and calibration. Moreover, the sophisticated control systems require expert attention, further driving up operational expenses.
2. Programming Complexity
It requires advanced CAM (Computer-Aided Manufacturing) software and highly skilled operators to programme for 5-axis CNC machining. Furthermore, the process is time-consuming, necessitating detailed planning and verification to ensure accurate and efficient toolpaths. This complexity can lead to increased training costs and longer setup times.
3. Specialized Operator Skills Required
Operators need specialized training to understand the intricacies of the machines and their control systems. Specialized training for operators adds another layer of cost, as they need to be proficient in handling the advanced features and capabilities of these machines.
4. Not Applicable in Certain Applications
In some scenarios, 5-axis machining may not be feasible. For instance, when using short cutters or broad handles, 5-axis machining techniques can be problematic due to vibrations that occur at tilted angles. These vibrations can adversely affect machining accuracy and surface finish, making 5-axis machining less effective for certain tasks. In such cases, 3-axis machining might be a more practical choice, providing stability and precision for specific applications where the advantages of 5-axis machining are not as critical.
Work with Chiggo for 5-Axis CNC Machining
Through this article, we believe you have gained a comprehensive understanding of 5-axis CNC machining. This advanced technique allows for the production of highly complex geometries and facilitates the creation of intricate parts with superior surface finishes. While the initial costs may be higher, 5-axis machining ultimately saves time and money in the long run. To make your precision 5-axis machining projects more efficient and cost-effective, you need to choose a reliable partner. Look no further than Chiggo!
Chiggo is one of China's leading CNC machining service providers. With high-quality 5-axis CNC machines and experienced experts, we offer high-quality parts, competitive prices, and fast delivery times. Additionally, we provide various machining options and on-demand manufacturing solutions. If you have any questions or demands related to precision 5-axis machining, please feel free to contact us or request a quote.