Manufacturing processes often leave irregular textures on product surfaces. With rising demand for high-quality finishes, the importance of surface finishing is becoming increasingly paramount. Surface finishing isn't just about aesthetics or achieving a smoother appearance; it significantly impacts the functionality, durability, and overall performance of a product.
Explore our guide to learn everything about surface finishing, and get tips on achieving the desired finish and selecting suitable surface roughness for CNC machining.
What Is Surface Finish?
Surface finish, also known as surface texture or surface topography, refers to the overall smoothness, texture, and quality of a part’s surface. It's an important factor in manufacturing and engineering, as it affects not just appearance but also the performance and functionality of a product.
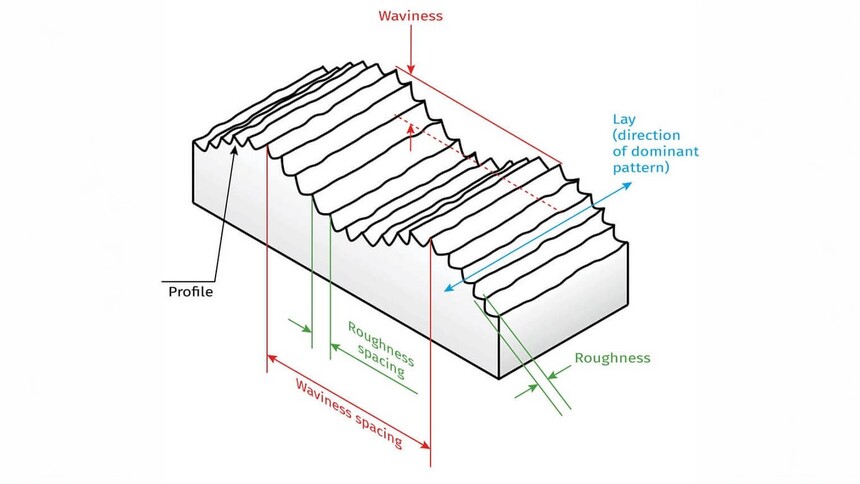
The key characteristics of surface finish mainly include the following three aspects:
Surface Roughness
Surface roughness refers to the small, finely spaced irregularities on a surface that might not be visible to the naked eye but can be felt if you run your finger over the surface.
Roughness is often measured using parameters like Ra (average roughness). A lower Ra value indicates fewer and smaller irregularities, resulting in a smoother surface that decreases friction and wear. When professionals refer to surface finish, they often specifically mean surface roughness.
Waviness
Waviness differs from surface roughness as it encompasses larger, more widely spaced irregularities on the surface. These can be caused by factors such as machine vibrations, deflections, or warping during the manufacturing process. Surface waviness can significantly affect how parts fit together and their sealing capability.
Lay (Surface Pattern Direction)
Lay is the predominant direction of the surface pattern, typically resulting from the manufacturing process used and can be parallel, perpendicular, circular, crosshatched, radial, multi-directional, or isotropic (non-directional).
The lay direction affects friction, lubrication, and aesthetics. In optical components, a specific lay direction can reduce light scattering and improve clarity.
Why Is Surface Finish Important in Manufacturing Processes?
As mentioned earlier, surface finish significantly impacts the appearance, performance, durability, and overall quality of a product. That's precisely why surface finish plays an important role in manufacturing processes. Here let's break down the reasons why surface finish holds such a pivotal role.
Aesthetics: The first impression of a product is often based on its appearance and tactile feel. A high-quality surface finish enhances visual appeal and can significantly influence your perception and satisfaction, especially with consumer goods.
Friction and Wear: Particularly in mechanical applications, a smoother surface finish reduces friction and wear between moving parts, thereby minimizing heat production and enhancing the efficiency and lifespan of components.
Sealing and Fitting: A proper surface finish ensures better sealing and fitting of parts, preventing leaks and ensuring precise assemblies.
Fatigue Strength: A smoother surface improves fatigue strength by reducing stress concentrations and the likelihood of crack initiation.
Corrosion Resistance: A better surface finish enhances corrosion resistance by minimizing crevices where corrosive agents can accumulate.
Adhesion of Coatings: The surface texture can impact how well coatings or paint adhere to the product.
Improved Conductivity and Heat Dissipation: In electronic and thermal applications, a high-quality surface finish enhances conductivity and aids in heat dissipation.
Control of Light Reflection and Scattering: In optical applications, the surface finish affects how light is reflected and scattered.
How to Measure Surface Roughness?
Given the critical impact of surface finish on manufacturing, measuring surface roughness is essential in production processes. This enables us to precisely understand the actual surface characteristics of products, ensuring they meet design and functional requirements.
Measuring surface roughness involves using various measurement techniques and data analysis to assess the relative smoothness of a product’s surface profile. The most commonly used numeric parameter to quantify this roughness is Ra.
Several methods are available to measure surface roughness. The major types of measurement techniques include are as follows:
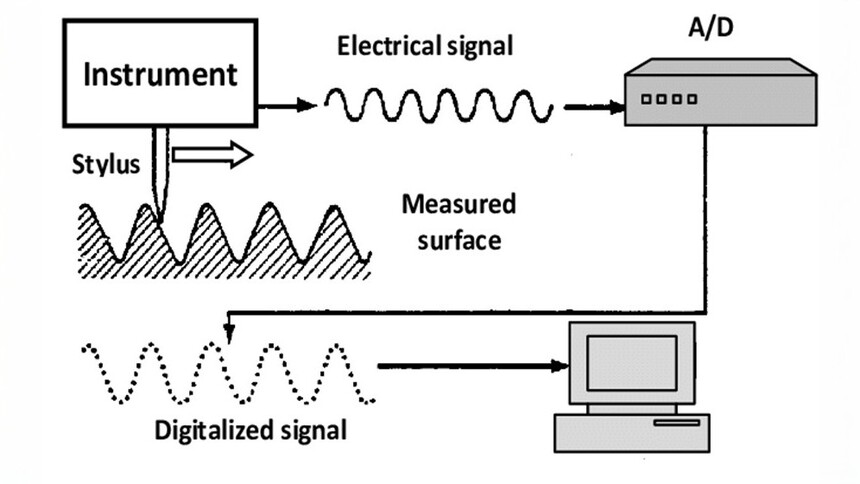
Contact Methods (Stylus Probe Instrument)
Contact methods involve physically touching the surface with a tool, such as a stylus probe instrument. This device moves vertically in relation to the surface lay direction to trace the surface profile. The movement of the probe generates a detailed surface contour map, providing precise data on surface roughness.
These methods are primarily used in manufacturing settings where direct contact with the surface will not cause damage. However, they may not be suitable for delicate or soft surfaces that could be distorted by the probing action.
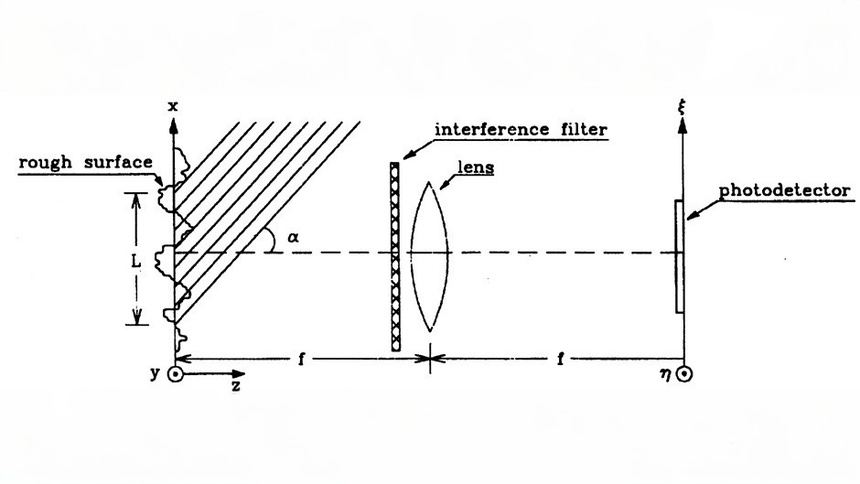
Non-Contact Methods(Optical Light, Laser)
Optical Profilometer/White Light Interferometer: This technique involves projecting a light beam onto a surface and measuring the pattern of reflected light to accurately determine surface height variations, thereby creating a detailed 3D surface profile.It is suitable for delicate or soft surfaces in precision engineering, semiconductor, and optical industries. However, it requires surfaces with good reflective properties, and the equipment can be expensive.
Laser Scanning Confocal Microscopy:This method uses a focused laser beam to scan the surface, generating high-resolution 3D images of the topography. It is ideal for analyzing complex 3D surfaces in biomedical research, materials science, and precision engineering. However, it is expensive and complex to operate.
3D Laser Scanning: This technique uses a laser to capture the topography of a surface and create a 3D model. It is typically used for larger surfaces and can quickly generate a comprehensive surface profile. It is suitable for large or complex surfaces in automotive, aerospace, and architectural applications. Although it can handle large areas efficiently, it has a lower resolution compared to other methods and is not suitable for high-precision measurements or very small surface features.
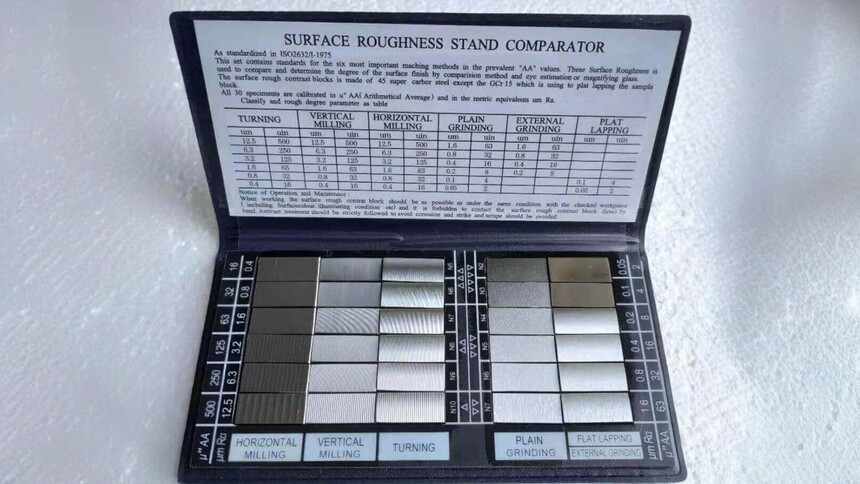
Comparison Methods
Comparison methods involve comparing the surface in question with a standard set of samples that have known roughness.
These methods are quick and cost-effective, suitable for routine checks in production environments. However, they are more subjective and less suitable for applications requiring high precision.
In-Process Methods
In-process methods integrate surface roughness measurement directly into the manufacturing process. Tools like in-line profilometers or integrated sensors in CNC machines are used. These tools provide real-time data on the surface finish, allowing for immediate adjustments.
This approach is particularly useful for real-time monitoring and quality control in continuous production lines and automated manufacturing systems. However, it may be limited in situations where integrating measurement systems into the process is not feasible due to space, cost, or complexity constraint.
For all measurement methods mentioned above, please note the measurement unit when making a record. Micro-inches are used for roughness measurement in the United States, typically written as µin, while micrometers are used internationally (SI), written as µm or um. Here is a brief conversion:
1 µm (micrometer) is equal to 0.000001 m (meter).
1 µin (micro-inch) is equal to 0.000001 in (inch).
1 µm (micrometer) is equivalent to 39.37 µin (micro-inches).
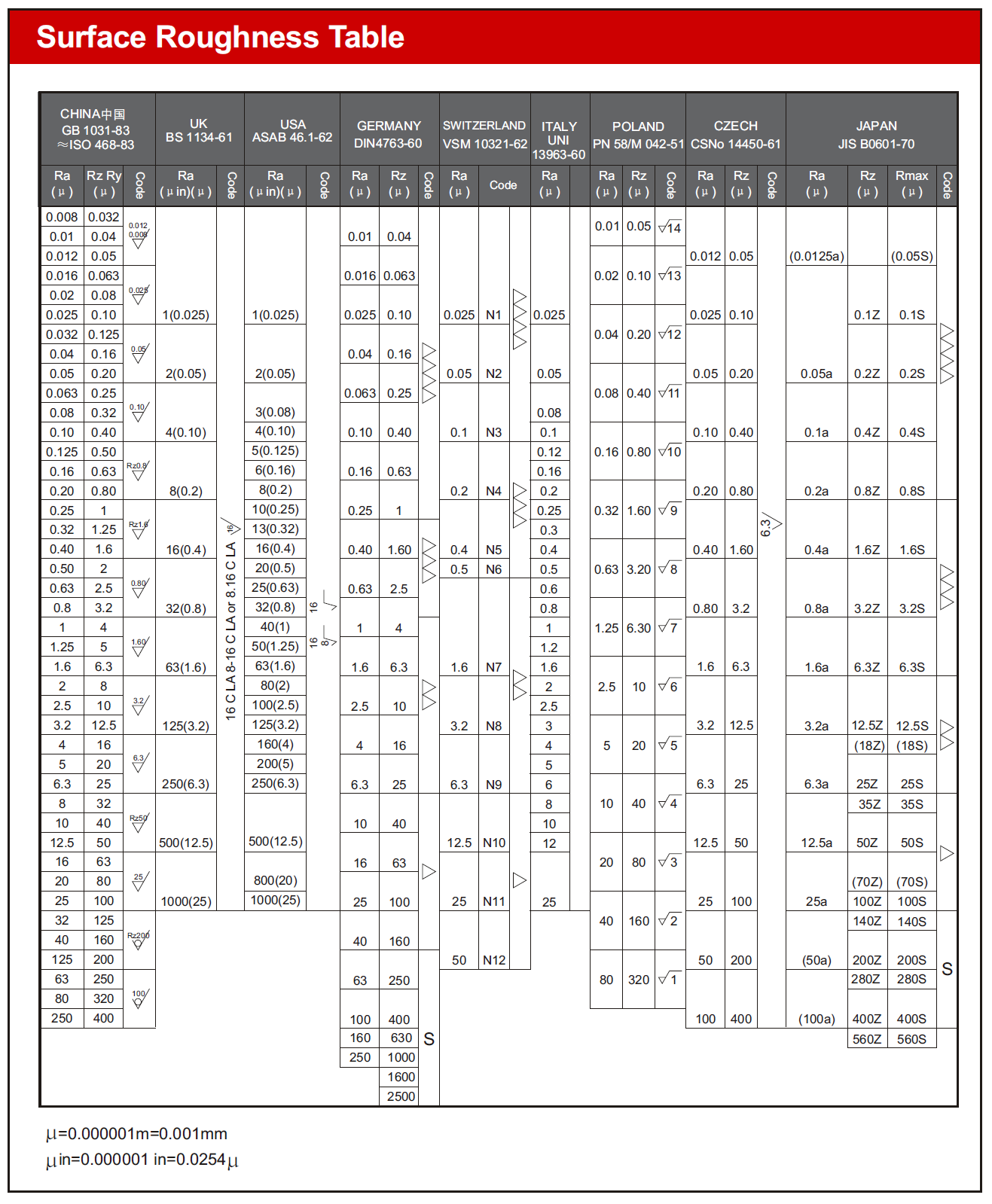
Understanding Surface Roughness Parameters and Symbols
If not understanding the symbols and parameters in the Surface Roughness Table as above, we will be at a loss in the complex field of manufacturing. These indicators are like markers on a map, guiding us to ensure that the quality, functionality, and suitability of surfaces meet expectations.
Roughness Parameters
Ra: Average Roughness
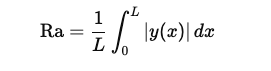
Ra is defined as the average variation of the roughness profile from the mean line. In mathematical terms, it is the arithmetic average of the absolute values of the surface height deviations measured from the mean line over the evaluation length.
Ra is the most commonly used parameter for surface roughness because it provides a simple,general indication of the surface texture,giving a balanced view of overall roughness without being overly influenced by extreme peaks or valleys.
where : L is the measurement length. y(x) is the vertical distance from a given point on the surface profile to the mean line.
Because of this averaging, the Ra value is lower than the actual height of the roughness variations.
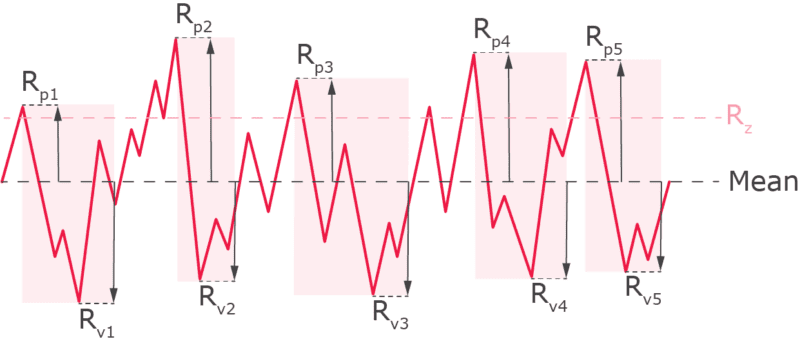
Rz: Average Maximum Height
To calculate Rz, the the evaluation length is divided into five equal lengths. Rz is the average of the maximum peak-to-valley heights within each of these five equal sampling lengths.
Rz provides a more detailed representation of surface roughness compared to Ra and is more sensitive to the peaks and valleys of the surface profile. It is often used in industries where the extremes of surface texture are critical, such as in sealing surfaces, where the highest peaks and deepest valleys can affect the performance of seals and gaskets.
In practice, for convenience, an approximate formula "7.2 x Ra = Rz" is sometimes used. However, this is a rough estimate and not always accurate.
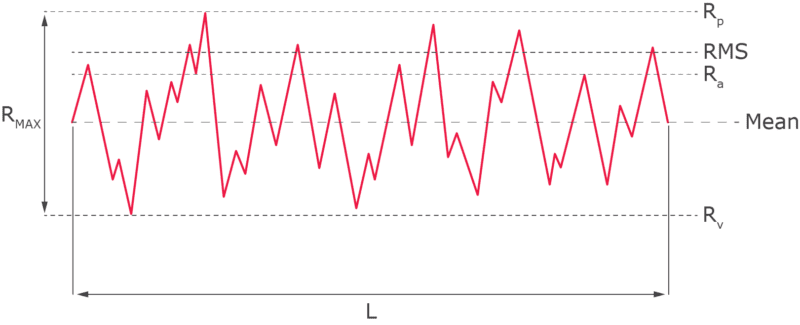
Rp: Maximum Profile Peak Height
Rp is the height of the highest single peak in the surface profile measured from the mean line within the evaluation length.
Rv: Maximum Profile Valley Depth
Rv is the depth of the deepest single valley in the surface profile measured from the mean line within the evaluation length.
Rt : Total Roughness
Rt is the total vertical distance between the highest peak and the lowest valley within the entire evaluation length.
It is useful for overall quality control and ensuring that the surface does not have extreme deviations.
Rmax: Maximum Roughness Depth
Rmax is the largest peak-to-valley height within the evaluation length.It looks at the largest peak-to-valley difference within individual segments, and then the maximum of those segments is chosen.
Rmax focuses on the most significant localized roughness, useful for applications where specific areas of the surface need to be controlled more tightly, such as in critical sealing or contact surfaces.
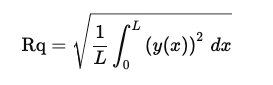
RMS: Root Mean Square Roughness
RMS, also known as Rq, is the root mean square average of the surface height deviations from the mean line over the evaluation length. It gives more weight to larger deviations than Ra and is particularly useful for applications sensitive to larger surface variations,such as precision engineering and optical applications.
where: Rq is the RMS roughness value. L is the measurement length. y(x) is the vertical distance from a point on the surface profile to the mean line.
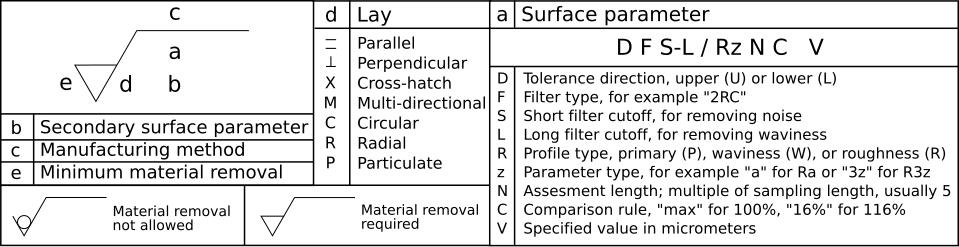
Roughness Symbols
The roughness symbols can be as check marks, with the point of the mark resting on the surface to be specified. Please refer to the table below for additional instructions.
How to Achieve Desired Surface Finish?
In practice, from raw materials to the selection of specific processing techniques, and even the machining conditions like tool condition and machining parameters, all can greatly affect the quality of the part's surface. Under the condition that the processing material is determined, in order to obtain an ideal surface finish, we can consider the following aspects:
Surface finish is highly dependent on the process used to manufacture the part. Different manufacturing processes can produce varying surface roughness results, as shown in the surface roughness comparison chart below.
Use high-quality tool materials such as carbide or diamond, to maintain the sharpness of the cutting tools. Regularly replace worn tools to prevent rough surfaces caused by chatter and increased friction.
Optimize cutting speeds to minimize the formation of built-up edges. Use lower feed rates and apply shallower cuts to achieve a finer surface finish.
Select appropriate coolants to reduce friction and heat at the cutting interface.
Choose us! Chiggo can provide various surface finishing services, including polishing, bead blasting, and grinding, to enhance the smoothness of the surface.
It is worth mentioning that since additional processing and a smoother surface will incur additional costs, it is crucial that the engineer or designer does not impose unnecessarily stringent roughness requirements. Whenever possible, the roughness specifications should be set within the limitations of the primary manufacturing process.
How to Select Suitable Surface Roughness for CNC Machining?
As indicated by previously mentioned Surface Roughness Comparison Chart, CNC machining can generate a very wide range of surface roughness. So, what kind of surface roughness is most suitable for your project? Let's find out.
Approximate Surface Roughness Conversion Chart
Roughness Grade Numbers
American System - Ra (µin)
American System - RMS (µin)
Metric System - Ra (µm)
Metric System - RMS (µm)
N12
2000
2200
50
55
N11
1000
1100
25
27.5
N10
500
550
12.5
13.75
N9
250
275
8.3
9.13
N8
125
137.5
3.2
3.52
N7
63
69.3
1.6
1.76
N6
32
35.2
0.8
0.88
N5
16
17.6
0.4
0.44
N4
8
8.8
0.2
0.22
N3
4
4.4
0.1
0.11
N2
2
2.2
0.05
0.055
N1
1
1.1
0.025
0.035
In the chart above, the roughness grade numbers (N12, N11, N10, etc.) are often used in ISO 1302 to indicate different levels of surface roughness. Here are some typical roughness grades for CNC machining:
Ra 3.2 µm (N8)
A Ra 3.2 µm surface finish exhibits a moderately smooth surface,and is commonly used as a standard for commercial machinery. This surface finish, though leaving visible but not excessive cutting marks, is acceptable for most consumer parts and provides a sufficiently smooth surface for many applications.
Ra 1.6 µm (N7)
A Ra 1.6 µm surface finish represents a relatively smooth surface with minimal cutting marks that are barely noticeable. This finish is suitable for slow-moving and mildly load-bearing surfaces and is ideal for pump parts and hydraulic components.
Ra 0.8 µm (N6)
A Ra 0.8 µm surface finish signifies an extremely smooth and precise surface. It is the standard for many precision engineering applications, such as aerospace and automotive components.
Ra 0.4 µm (N5)
A Ra 0.4 µm surface finish provides an almost mirror-like finish. This level of smoothness requires significant effort to produce and should be requested only when it is a top priority. It is used in optical components, scientific instruments, and other high-precision applications.
Conclusion
Surface finish is an integral aspect of manufacturing, directly influenced by the processes used. It significantly impacts the functionality, aesthetics, and durability of the final product. However, it is important to note that a lower surface roughness is not always better,practical use and budget must be considered.
As a one-stop processing manufacturer, Chiggo not only applies a range of manufacturing processes and surface finishing services to achieve strict surface finish standards but also offers cost-effective solutions tailored to your specific project needs.
Key Take-Aways:
Surface finish is defined by three key characteristics: lay, waviness, and roughness. And technical drawings often specify roughness alone, because roughness value is the most representative parameter characterizing surface features.
Ra (average roughness) and Rz (mean roughness depth) are the most frequently specified roughness parameters. In most cases, Ra is less than Rz. A rough estimation for conversion is Rz ≈ 7.2 x Ra.
Don’t forget to pay attention to whether roughness is specified in SI units (micrometers) or English units (micro-inches).
Smoother surfaces are more expensive due to the additional manufacturing processes required. Therefore, specify the roughest acceptable finish to minimize costs.
When selecting surface roughness for CNC machining, you may consider the balance between functionality and cost. Ra 3.2 µm is standard for most commercial parts, Ra 1.6 µm suits precise, slow-moving components, Ra 0.8 µm is ideal for high-precision applications, and Ra 0.4 µm, the smoothest, is used only when top-level smoothness is essential due to its high cost.
In practice, surface roughness values are predetermined, meaning we adhere to a set of standards. ISO standards are widely recognized and applied globally across various industries, while ASME standards are primarily used in the United States. ISO 4287 and ASME B46.1 focus on the measurement and evaluation of surface roughness, whereas ISO 1302 and ASME Y14.36M emphasize the graphical representation on technical drawings.