Les processus de fabrication laissent souvent des textures irrégulières sur les surfaces des produits. Avec la demande croissante de finitions de haute qualité, l’importance de la finition des surfaces devient de plus en plus primordiale. La finition de surface n'est pas seulement une question d'esthétique ou d'obtention d'un aspect plus lisse ; cela a un impact significatif sur la fonctionnalité, la durabilité et les performances globales d’un produit.
Explorez notre guide pour tout savoir sur la finition de surface et obtenez des conseils pour obtenir la finition souhaitée et sélectionner la rugosité de surface appropriée pour Usinage CNC.
Qu'est-ce que la finition de surface ?
L’état de surface, également appelé texture de surface ou topographie de surface, fait référence à la douceur, à la texture et à la qualité globales de la surface d’une pièce. Il s'agit d'un facteur important dans la fabrication et l'ingénierie, car il affecte non seulement l'apparence, mais également les performances et la fonctionnalité d'un produit.
Les caractéristiques clés de la finition de surface comprennent principalement les trois aspects suivants :
Rugosité de surface
La rugosité de la surface fait référence aux petites irrégularités finement espacées sur une surface qui peuvent ne pas être visibles à l'œil nu mais qui peuvent être ressenties si vous passez votre doigt sur la surface.
La rugosité est souvent mesurée à l'aide de paramètres tels que Ra (rugosité moyenne). Une valeur Ra inférieure indique des irrégularités moins nombreuses et plus petites, ce qui entraîne une surface plus lisse qui diminue la friction et l'usure. Lorsque les professionnels font référence à l’état de surface, ils font souvent spécifiquement référence à la rugosité de la surface.
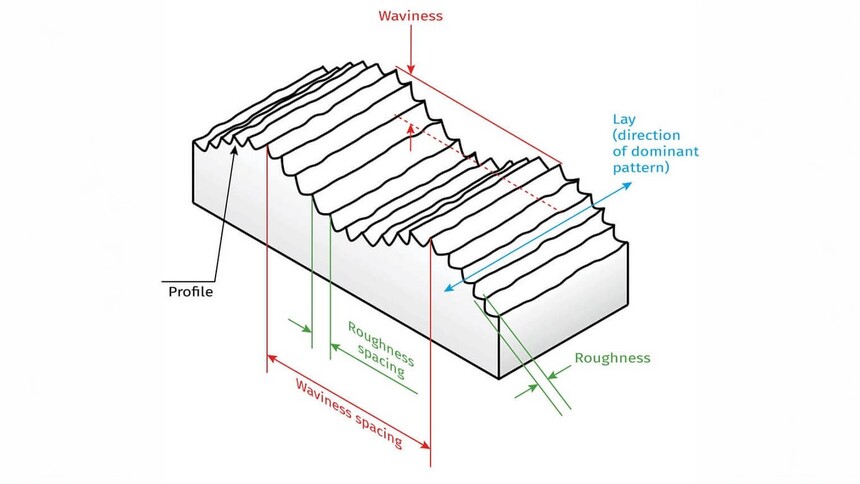
Ondulation
L'ondulation diffère de la rugosité de la surface car elle englobe des irrégularités plus grandes et plus espacées sur la surface. Celles-ci peuvent être causées par des facteurs tels que les vibrations de la machine, les déformations ou les déformations au cours du processus de fabrication. L’ondulation de la surface peut affecter considérablement la façon dont les pièces s’assemblent et leur capacité d’étanchéité.
Poser (direction du motif de surface)
La pose est la direction prédominante du motif de surface, résultant généralement du processus de fabrication utilisé et peut être parallèle, perpendiculaire, circulaire, hachurée, radiale, multidirectionnelle ou isotrope (non directionnelle).
Le sens de pose affecte la friction, la lubrification et l’esthétique. Dans les composants optiques, une direction de pose spécifique peut réduire la diffusion de la lumière et améliorer la clarté.
Pourquoi la finition de surface est-elle importante dans les processus de fabrication ?
Comme mentionné précédemment, la finition de surface a un impact significatif sur l'apparence, les performances, la durabilité et la qualité globale d'un produit. C'est précisément pourquoi la finition de surface joue un rôle important dans les processus de fabrication. Décrivons ici les raisons pour lesquelles la finition de surface joue un rôle si central.
Esthétique : La première impression d'un produit est souvent basée sur son apparence et sa sensation tactile. Une finition de surface de haute qualité améliore l’attrait visuel et peut influencer considérablement votre perception et votre satisfaction, notamment en ce qui concerne les biens de consommation.
Friction et usure : En particulier dans les applications mécaniques, une finition de surface plus lisse réduit la friction et l'usure entre les pièces mobiles, minimisant ainsi la production de chaleur et améliorant l'efficacité et la durée de vie des composants.
Étanchéité et ajustement : Une finition de surface appropriée assure une meilleure étanchéité et un meilleur ajustement des pièces, évitant les fuites et garantissant des assemblages précis.
Résistance à la fatigue : Une surface plus lisse améliore la résistance à la fatigue en réduisant les concentrations de contraintes et la probabilité d'apparition de fissures.
Résistance à la corrosion : Une meilleure finition de surface améliore la résistance à la corrosion en minimisant les crevasses où les agents corrosifs peuvent s'accumuler.
Adhérence des revêtements : La texture de la surface peut avoir un impact sur la façon dont les revêtements ou la peinture adhèrent au produit.
Conductivité et dissipation thermique améliorées : Dans les applications électroniques et thermiques, une finition de surface de haute qualité améliore la conductivité et facilite la dissipation thermique.
Contrôle de la réflexion et de la diffusion de la lumière : Dans les applications optiques, la finition de la surface affecte la façon dont la lumière est réfléchie et diffusée.
Comment mesurer la rugosité d’une surface ?
Compte tenu de l’impact critique de l’état de surface sur la fabrication, la mesure de la rugosité de surface est essentielle dans les processus de production. Cela nous permet de comprendre avec précision les caractéristiques de surface réelles des produits, garantissant ainsi qu’ils répondent aux exigences de conception et fonctionnelles.
La mesure de la rugosité de surface implique l’utilisation de diverses techniques de mesure et d’analyse de données pour évaluer la douceur relative du profil de surface d’un produit. Le paramètre numérique le plus couramment utilisé pour quantifier cette rugosité est Ra.
Plusieurs méthodes sont disponibles pour mesurer la rugosité de surface. Les principaux types de techniques de mesure sont les suivants :
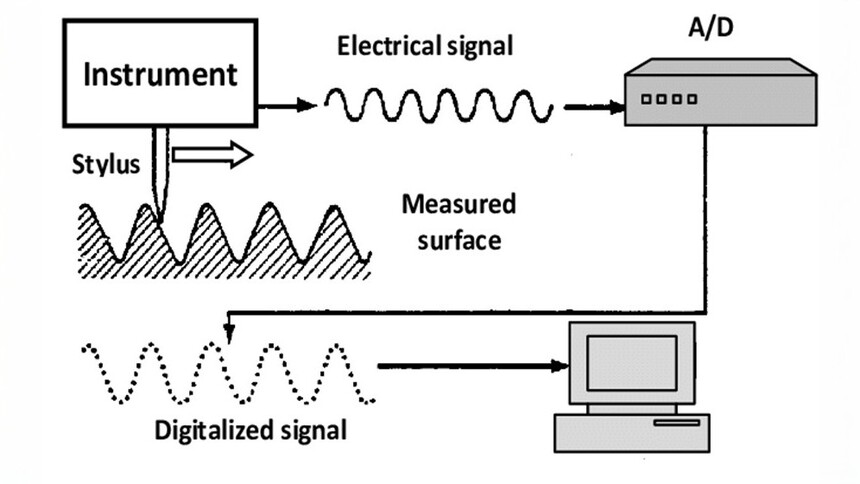
Méthodes de contact (instrument à sonde à stylet)
Les méthodes de contact impliquent de toucher physiquement la surface avec un outil, tel qu'un instrument à stylet. Cet appareil se déplace verticalement par rapport à la direction de pose de la surface pour tracer le profil de la surface. Le mouvement de la sonde génère une carte détaillée des contours de la surface, fournissant des données précises sur la rugosité de la surface.
Ces méthodes sont principalement utilisées dans les environnements de fabrication où le contact direct avec la surface ne causera pas de dommages. Cependant, ils peuvent ne pas convenir aux surfaces délicates ou molles qui pourraient être déformées par l'action de sondage.
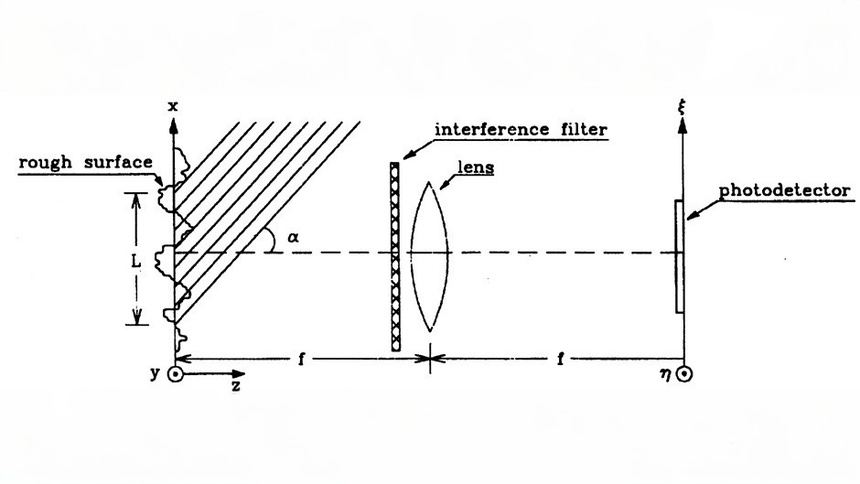
Méthodes sans contact (lumière optique, laser)
Profilomètre optique/interféromètre de lumière blanche : Cette technique consiste à projeter un faisceau lumineux sur une surface et à mesurer le motif de lumière réfléchie pour déterminer avec précision les variations de hauteur de la surface, créant ainsi un profil de surface 3D détaillé. surfaces délicates ou molles dans les industries de l'ingénierie de précision, des semi-conducteurs et de l'optique. Cependant, cela nécessite des surfaces présentant de bonnes propriétés réfléchissantes et l’équipement peut être coûteux.
Microscopie confocale à balayage laser :Cette méthode utilise un laser focalisé faisceau pour scanner la surface, générant des images 3D haute résolution de la topographie. Il est idéal pour analyser des surfaces 3D complexes dans la recherche biomédicale, la science des matériaux et l'ingénierie de précision. Cependant, son fonctionnement est coûteux et complexe.
Numérisation laser 3D : cette technique utilise un laser pour capturer la topographie d'une surface et créer un modèle 3D. Il est généralement utilisé pour des surfaces plus grandes et peut générer rapidement un profil de surface complet. Il convient aux surfaces grandes ou complexes dans les applications automobiles, aérospatiales et architecturales. Bien qu’elle puisse traiter efficacement de grandes surfaces, elle a une résolution inférieure à celle des autres méthodes et n’est pas adaptée aux mesures de haute précision ou aux très petites surfaces.
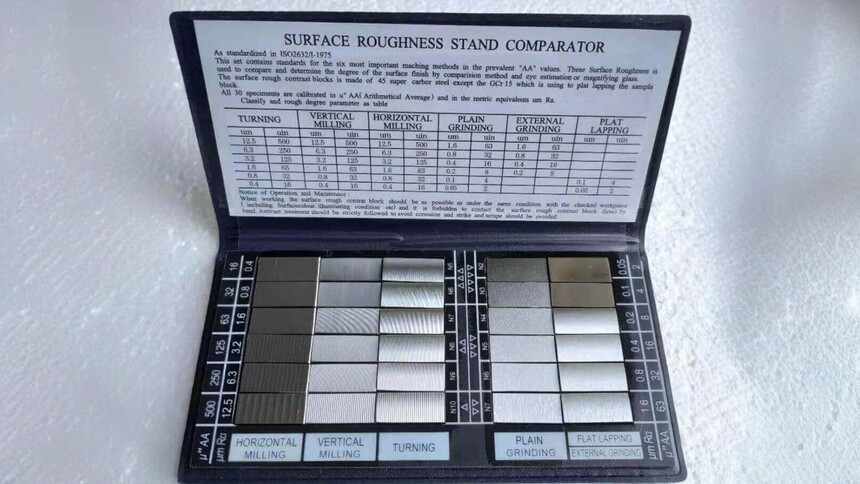
Méthodes de comparaison
Les méthodes de comparaison consistent à comparer la surface en question avec un ensemble standard d’échantillons dont la rugosité est connue.
Ces méthodes sont rapides et économiques, adaptées aux contrôles de routine dans les environnements de production. Cependant, ils sont plus subjectifs et moins adaptés aux applications nécessitant une grande précision.
Méthodes en cours de processus
Les méthodes en cours de processus intègrent la mesure de la rugosité de surface directement dans le processus de fabrication. Des outils tels que des profilomètres en ligne ou des capteurs intégrés dans les machines CNC sont utilisés. Ces outils fournissent des données en temps réel sur l'état de surface, permettant des ajustements immédiats.
Cette approche est particulièrement utile pour la surveillance et le contrôle qualité en temps réel dans les lignes de production continue et les systèmes de fabrication automatisés. Cependant, cela peut être limité dans les situations où l'intégration de systèmes de mesure dans le processus n'est pas réalisable en raison de contraintes d'espace, de coût ou de complexité.
Pour toutes les méthodes de mesure mentionnées ci-dessus, veuillez noter l'unité de mesure lors de l'enregistrement. Les micro-pouces sont utilisés pour la mesure de la rugosité aux États-Unis, généralement écrits µin, tandis que les micromètres sont utilisés au niveau international (SI), écrits µm ou um. Voici une brève conversion :
1 µm (micromètre) est égal à 0,000001 m (mètre).
1 µin (micro-pouce) est égal à 0,000001 po (pouce).
1 µm (micromètre) équivaut à 39,37 µin (micro-pouces).
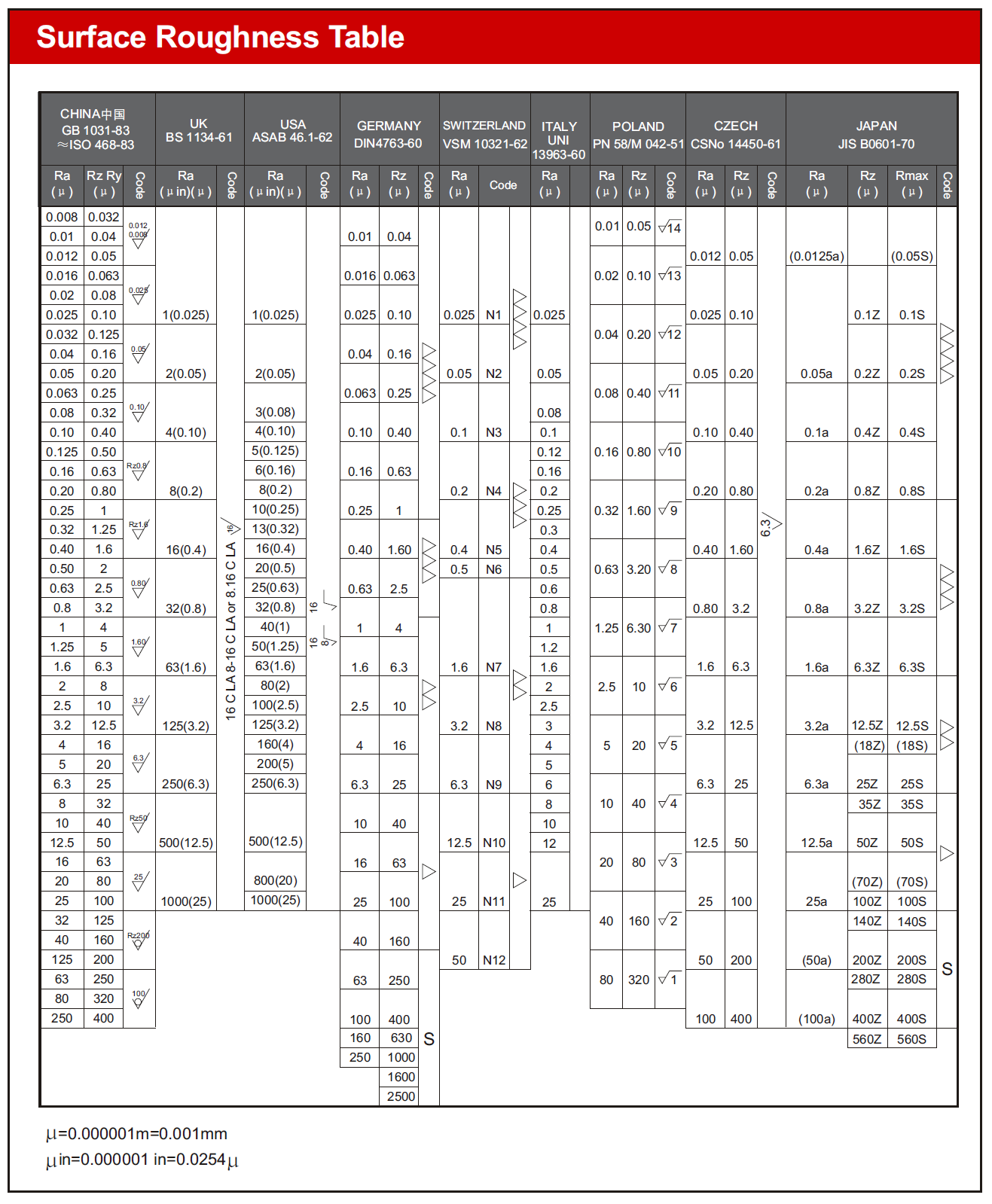
Comprendre les paramètres et les symboles de rugosité de surface
Si nous ne comprenons pas les symboles et les paramètres du tableau de rugosité de surface ci-dessus, nous serons perdus dans le domaine complexe de la fabrication. Ces indicateurs sont comme des repères sur une carte, nous guidant pour garantir que la qualité, la fonctionnalité et l’adéquation des surfaces répondent aux attentes.
Paramètres de rugosité
Ra : Rugosité moyenne
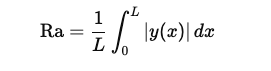
Ra est défini comme la variation moyenne du profil de rugosité par rapport à la ligne moyenne. En termes mathématiques, il s'agit de la moyenne arithmétique des valeurs absolues des écarts de hauteur de surface mesurés par rapport à la ligne moyenne sur la longueur d'évaluation.
Ra est le paramètre le plus couramment utilisé pour la rugosité de surface car il fournit une indication simple et générale de la texture de la surface, donnant une vue équilibrée de la rugosité globale sans être trop influencé par des pics ou des vallées extrêmes.
où :L est la longueur de mesure.y(x) est la distance verticale entre un point donné du profil de la surface et la ligne moyenne.
Du fait de cette moyenne, la valeur Ra est inférieure à la hauteur réelle des variations de rugosité.
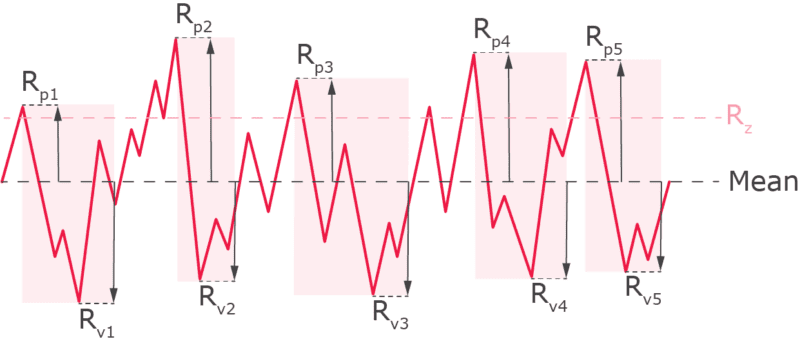
Rz : Hauteur maximale moyenne
Pour calculer Rz, la longueur d'évaluation est divisée en cinq longueurs égales. Rz est la moyenne des hauteurs maximales entre crête et vallée au sein de chacune de ces cinq longueurs d'échantillonnage égales.
Rz fournit une représentation plus détaillée de la rugosité de surface par rapport à Ra et est plus sensible aux pics et aux creux du profil de surface. Il est souvent utilisé dans les industries où les textures de surface extrêmes sont critiques, comme dans les surfaces d'étanchéité, où les pics les plus élevés et les vallées les plus profondes peuvent affecter les performances des joints et des garnitures.
En pratique, par commodité, une formule approximative « 7,2 x Ra = Rz » est parfois utilisée. Il s’agit cependant d’une estimation approximative et pas toujours exacte.
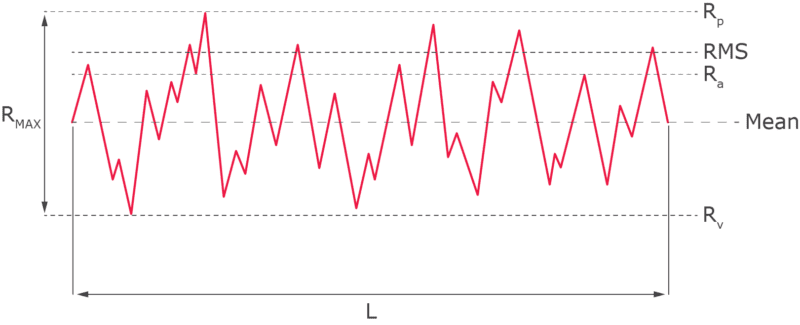
Rp : hauteur maximale du pic du profil
Rp est la hauteur du pic le plus élevé du profil de surface, mesurée à partir de la ligne moyenne dans la longueur d'évaluation.
Rv : Profondeur maximale de la vallée du profil
Rv est la profondeur de la vallée la plus profonde du profil de surface, mesurée à partir de la ligne moyenne sur la longueur d'évaluation.
Rt : Rugosité Totale
Rt est la distance verticale totale entre le sommet le plus élevé et la vallée la plus basse sur toute la longueur d'évaluation.
Il est utile pour le contrôle global de la qualité et pour garantir que la surface ne présente pas de déviations extrêmes.
Rmax : Profondeur de rugosité maximale
Rmax est la plus grande hauteur entre sommet et vallée au sein de la longueur d'évaluation. Elle examine la plus grande différence entre sommet et vallée au sein de segments individuels, puis le maximum de ces segments est choisi.
Rmax se concentre sur la rugosité localisée la plus importante, utile pour les applications où des zones spécifiques de la surface doivent être contrôlées plus étroitement, comme dans les surfaces d'étanchéité ou de contact critiques.
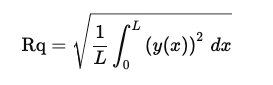
RMS : rugosité quadratique moyenne
RMS, également connu sous le nom de Rq, est la moyenne quadratique moyenne des écarts de hauteur de surface par rapport à la ligne moyenne sur la longueur d'évaluation. Il accorde plus de poids aux écarts plus importants que Ra et est particulièrement utile pour les applications sensibles à des variations de surface plus importantes, telles que l'ingénierie de précision et les applications optiques.
où :Rq est la valeur de rugosité RMS.L est la longueur de mesure.y(x) est la verticale distance entre un point du profil de la surface et la ligne moyenne.
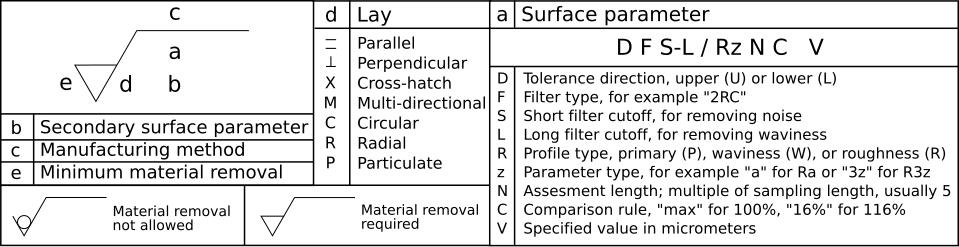
Symboles de rugosité
Les symboles de rugosité peuvent être des coches, avec la pointe du marque reposant sur la surface à préciser. Veuillez vous référer au tableau ci-dessous pour des instructions supplémentaires.
Comment obtenir la finition de surface souhaitée ?
En pratique, des matières premières à la sélection de techniques de traitement spécifiques, en passant par les conditions d'usinage telles que l'état de l'outil et les paramètres d'usinage, tout peut grandement affecter la qualité de la surface de la pièce. À condition que le matériau à traiter soit déterminé, afin d'obtenir une finition de surface idéale, nous pouvons considérer les aspects suivants :
La finition de surface dépend fortement du processus utilisé pour fabriquer la pièce. Différents processus de fabrication peuvent produire des résultats de rugosité de surface variables, comme le montre le tableau de comparaison de rugosité de surface ci-dessous.
Utilisez des matériaux d'outils de haute qualité tels que le carbure ou le diamant, pour maintenir le tranchant des outils de coupe. Remplacez régulièrement les outils usés pour éviter les surfaces rugueuses causées par le broutage et l'augmentation de la friction.
Optimize cutting speeds to minimize the formation of built-up edges. Use lower feed rates and apply shallower cuts to achieve a finer surface finish.
Select appropriate coolants to reduce friction and heat at the cutting interface.
Choose us! Chiggocan provide various services de finition de surface, including polishing, bead blasting, and grinding, to enhance the smoothness of the surface.
Il convient de mentionner que, étant donné qu'un traitement supplémentaire et une surface plus lisse entraîneront des coûts supplémentaires, il est crucial que l'ingénieur ou le concepteur n'impose pas d'exigences de rugosité inutilement strictes. Dans la mesure du possible, les spécifications de rugosité doivent être définies dans les limites du processus de fabrication primaire.
Comment sélectionner la rugosité de surface appropriée pour l'usinage CNC ?
Comme l'indique le tableau de comparaison des rugosités de surface mentionné précédemment, l'usinage CNC peut générer une très large gamme de rugosités de surface. Alors, quel type de rugosité de surface est le plus adapté à votre projet ? Découvrons-le.
Tableau de conversion de la rugosité approximative de la surface
Une finition de surface Ra 3,2 µm présente une surface modérément lisse et est couramment utilisée comme norme pour les machines commerciales. Cette finition de surface, bien que laissant des marques de découpe visibles mais non excessives, est acceptable pour la plupart des pièces de consommation et fournit une surface suffisamment lisse pour de nombreuses applications.
Ra 1,6 µm (N7)
Une finition de surface Ra 1,6 µm représente une surface relativement lisse avec des marques de coupe minimes à peine perceptibles. Cette finition convient aux surfaces à mouvement lent et légèrement porteurs et est idéale pour les pièces de pompes et les composants hydrauliques.
Ra 0,8 µm (N6)
Une finition de surface Ra 0,8 µm signifie une surface extrêmement lisse et précise. Il s'agit de la norme pour de nombreuses applications d'ingénierie de précision, telles que les composants aérospatiaux et automobiles.
Ra 0,4 µm (N5)
Une finition de surface Ra 0,4 µm offre une finition presque miroir. Ce niveau de douceur nécessite un effort de production important et ne doit être demandé que lorsqu'il s'agit d'une priorité absolue. Il est utilisé dans les composants optiques, les instruments scientifiques et d’autres applications de haute précision.
Conclusion
La finition de surface fait partie intégrante de la fabrication, directement influencée par les processus utilisés. Cela a un impact significatif sur la fonctionnalité, l’esthétique et la durabilité du produit final. Cependant, il est important de noter qu’une rugosité de surface plus faible n’est pas toujours meilleure ; il faut tenir compte de l’utilisation pratique et du budget.
En tant que fabricant de traitement à guichet unique, Chiggo applique non seulement une gamme de processus de fabrication et de services de finition de surface pour atteindre des normes strictes de finition de surface, mais également propose des solutions rentables adaptées aux besoins spécifiques de votre projet.
Principaux points à retenir :
Surface finish is defined by three key characteristics: lay, waviness, and roughness. And technical drawings often specify roughness alone, because roughness value is the most representative parameter characterizing surface features.
Ra (average roughness) and Rz (mean roughness depth) are the most frequently specified roughness parameters. In most cases, Ra is less than Rz. A rough estimation for conversion is Rz ≈ 7.2 x Ra.
Don’t forget to pay attention to whether roughness is specified in SI units (micrometers) or English units (micro-inches).
Smoother surfaces are more expensive due to the additional manufacturing processes required. Therefore, specify the roughest acceptable finish to minimize costs.
When selecting surface roughness for CNC machining, you may consider the balance between functionality and cost. Ra 3.2 µm is standard for most commercial parts, Ra 1.6 µm suits precise, slow-moving components, Ra 0.8 µm is ideal for high-precision applications, and Ra 0.4 µm, the smoothest, is used only when top-level smoothness is essential due to its high cost.
In practice, surface roughness values are predetermined, meaning we adhere to a set of standards. ISO standards are widely recognized and applied globally across various industries, while ASME standards are primarily used in the United States. ISO 4287 and ASME B46.1 focus on the measurement and evaluation of surface roughness, whereas ISO 1302 and ASME Y14.36M emphasize the graphical representation on technical drawings.