CNC milling is one of the most widely used automated subtractive manufacturing technologies. In this process, automated tool changers seamlessly switch between different milling cutters to remove material from a workpiece with high precision. Selecting the right milling cutter for each task is crucial for achieving efficiency, accuracy, and high-quality results.
In this comprehensive guide, we’ll explore the key features of typical milling cutters, the various types of milling tools, the materials used to make them, and practical tips for choosing the best cutter for your milling operations.
A Close Look at One Milling Cutter: Key Features
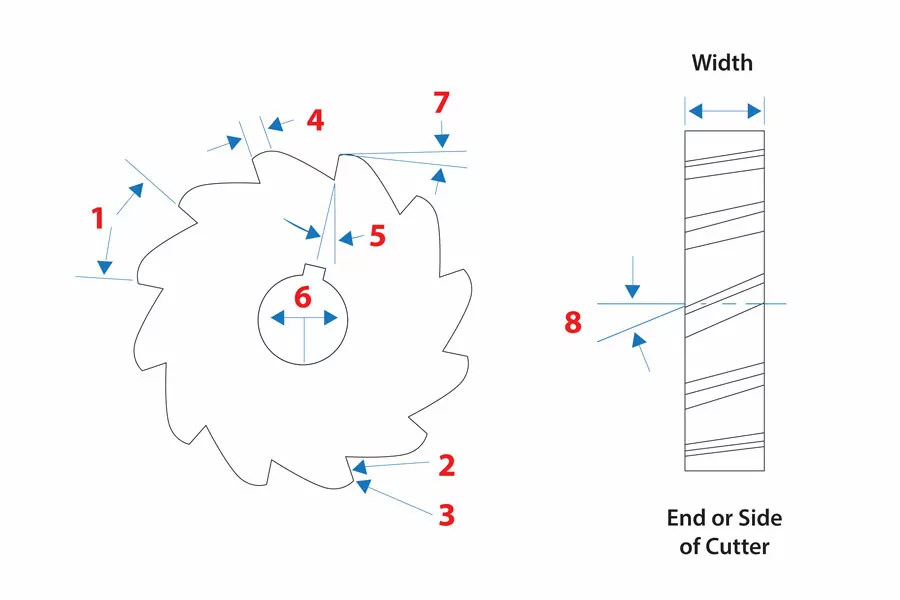
The picture shows a standard milling cutter. Observing its structure, we can see that most milling cutters share similar key features:
1. Pitch: The angular distance between the teeth, determined by the number of teeth. A larger pitch means fewer teeth, while a smaller pitch indicates more teeth on the cutter.
2.Tooth Face: The tooth face is the forward-facing surface of the cutting edge, which directs chips away from the cutting zone, aiding in smooth cutting and preventing chip buildup.
3.Cutting Edge: The angled part of each tooth responsible for cutting the material. It is designed to efficiently remove material while minimizing wear and extending tool life.
4.Land: The land is the flat surface behind the cutting edge that supports and strengthens the tooth during cutting operations.
5.Rake Angle: The rake angle is the angle between the tooth face and the cutter's centerline. This angle plays a key role in chip formation and cutting efficiency.
6.Hole Diameter: The diameter of the central hole, which determines the size of the arbor or spindle needed to mount the cutter.
7.Primary Clearance Angle: The angle of the land measured from a line perpendicular to the cutter's centerline at the cutting edge. This angle, typically 5 to 7 degrees, prevents the tooth from rubbing against the workpiece and aids in chip evacuation.
8.Spiral or Helical Teeth: These teeth are arranged in a helical pattern and are typically used on wider cutters (over 3/4 inch). They provide smoother cutting action, reduce cutting forces, and improve surface finish, especially on interrupted surfaces or uneven materials.
What Are the Different Types of Milling Cutters?
Now that we've covered the common features of milling cutters, in this section,we will explore the various types available. Milling cutters come in a wide range of shapes, sizes, and designs, each suited for specific cutting tasks. Understanding the different types is key to selecting the right cutter for your project. To get a quick overview, let's start by reviewing the summary table below.
Category
Tool Type
Key Features
Usage
End Mill Cutters
Square End Mills
Flat end with sharp, 90-degree cutting edges
General-purpose milling like plunging, profiling, slotting,especially square-bottomed features like pockets and slots
Ball End Mills
Hemispherical end with rounded cutting edges
3D contouring and fine finishing passes, especially on complex or curved surfaces
Corner Radius End Mills
Flat end with rounded cutting edges to reduce corner stress
Creating filleted edges and small-radius transitions on internal and external part edges
Rounding End Mills
Rounded cutting edge
Machining rounded external edges, deburring, and improving the aesthetics and safety of part edges.
Undercutting End Mills
Spherical or curved cutting head with extended neck
Machining undercuts, grooves, overhangs, or the backside of interior walls, especially useful for complex parts with recessed or hard-to-reach geometries
Face Milling Tools
Face Mills
Large diameter cutter with multiple replaceable cutting inserts along its circumference
Removing material quickly from broad, flat surfaces such as the tops of parts or workpieces.
Slotting and Grooving Cutters
T-Slot Cutters
T-shaped cutting head
Creating T-shaped slots for fixtures, hanging brackets
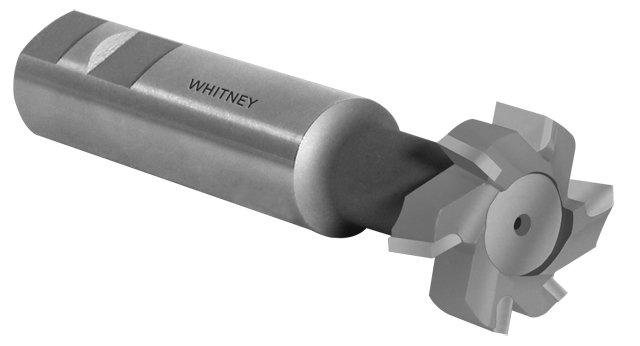
Woodruff (Keyway) Cutters
Small,disk-shaped cutter with a straight or slightly concave cutting edge.
Cut keyways for Woodruff keys
Slitting Saw Cutters
Thin circular saw blade with fine, closely spaced teeth
Precision slitting or cutting thin grooves in materials, often in metalworking for parts separation or cutting narrow slots
Form Milling Cutters
Gear Milling Cutters
Designed with teeth that match specific gear tooth profiles
Cutting spur, helical, and bevel gears
Convex Milling Cutters
Convex (curved outward) cutting edge
Creating concave grooves or curved profiles
Concave Milling Cutters
Concave (curved inward) cutting edge
Creating convex profiles or rounded edges
Thread Milling Cutters
Multi-tooth cutting tool with thread-like geometry
Cutting precise internal and external threads
Fly Cutters
Fly Cutter
A single-point cutting tool mounted on a rotating arbor
Producing smooth finishes in light-duty milling and prototyping
Next, we'll discuss the details of each type of milling cutter.
End Mill Cutters
End mill cutters are versatile tools and one of the most commonly used types of milling cutters. They're sort of like drill bits, but unlike drill bits that only cut axially, end mills have cutting edges on both the end and the side, allowing them to cut both axially and laterally.
Manufacturers commonly use them for a variety of machining tasks, including plunging, slotting, profiling, drilling, and contouring.
▪ Square end mills: Also known as flat end mills, have a flat end with sharp, 90-degree cutting edges. These tools are ideal for general-purpose tasks such as plunging, profiling, and slotting, and are especially useful when producing square-bottomed slots and pockets.
▪ Ball end mills: Have a hemispherical tip with rounded cutting edges. They are commonly used for 3D contouring, particularly for fine finishing passes on complex geometries or curved surfaces, such as molds and dies.
▪ Corner radius end mills: Similar to square end mills but feature a rounded radius at the cutting corners instead of sharp 90-degree angles. This design helps to prevent stress concentrations, reduce the risk of corner chipping, and extend tool life. They are ideal for creating filleted edges and are commonly used to produce small-radius transitions on both internal and external part edges.
▪ Rounding end mills: Designed with a specific radius along the cutting edges, typically used for machining rounded edges on the exterior of parts. They are often employed for deburring and improving the safety and aesthetics of part edges.
▪ Undercutting end mills: Also known as lollipop cutters, are designed with a spherical or curved cutting head, resembling a lollipop. Their extended neck allows them to reach deep or hard-to-access areas that standard end mills cannot reach, such as for machining undercuts, grooves, overhangs, or the backside of interior walls.
Face Milling Tools
Unlike end mill cutters, which perform both end and side cutting and are primarily used for detailed cutting, contouring, slotting, or deep cuts, face milling tools focus on end cutting, machining large, flat surfaces. Face mills cut horizontally and typically have a larger diameter, allowing them to cover broad surface areas efficiently. They often feature multiple replaceable inserts (such as in shell mills), enabling rapid roughing of large surfaces and providing a smooth finish when using finishing inserts.
Slotting and Grooving Cutters
Slotting and grooving cutters are specialized tools for cutting slots, grooves, and keyways —features that accommodate inserted components. They are typically thin and disc-shaped or have specialized geometries, allowing for narrow and precise cuts.
▪ T-slot cutters: Feature teeth perpendicular to the outside diameter and are specifically designed to cut T-shaped slots. These slots are commonly used to securely hold bolts, fixtures, or other components requiring precise mounting and assembly.
▪ Woodruff cutters (keyway cutters): Small, disc-shaped cutters designed for cutting keyways, which are grooves that connect rotating parts like shafts and gears, preventing slipping and ensuring a secure fit.
▪ Slitting Saw Cutters: Characterized by thinner blades, these cutters are often used for precise slitting, parting, or cutting deep, narrow grooves.
Form Milling Cutters
Form milling cutters are made with specific profiles, enabling precise machining of intricate contours in a single pass. They are efficient for manufacturing gears, threads, and other complex parts.
▪ Gear milling cutters: Used to produce different types of gears, including spur gears (straight teeth), helical gears (angled teeth), and bevel gears (conical teeth).
▪ Convex milling cutters: Perfect for machining outward-curved, rounded profiles on a workpiece, typically for semi-circular or arc-shaped contours.
▪ Concave milling cutters: These cutters have a rounded, inward cutting edge that allows them to create smooth, concave profiles or grooves.
▪ Thread milling cutters: Thread milling cutters are used to produce both internal and external threads in a workpiece. Traditional threading operations, such as tapping, are typically performed on drilling machines. However, thread milling offers more precise control over thread diameter and pitch, providing greater stability and fewer limitations in various working environments.
Fly Cutters
Fly cutters and face mills both machine flat surfaces on a workpiece, but they differ in design and use. Fly cutters typically feature a single or double cutting tool mounted on an arbor and are more affordable. They are ideal for light-duty milling, prototyping, and manual milling machines, capable of producing excellent surface finishes when operated at lower speeds with light cuts, though they are not suited for heavy-duty or high-speed machining.
Materials Used to Make Milling Cutters
Milling cutter tools are crafted from various materials, each offering distinct benefits suited for different machining needs. Here are the most common materials used to make milling cutters:
High-Speed Steel (HSS)
High-Speed Steel (HSS) gets its name from its ability to maintain hardness and wear resistance at high cutting speeds, due to alloying elements like molybdenum, tungsten, chromium, and sometimes vanadium or cobalt. However, HSS begins to lose hardness at around 600-650°C, making it more suitable for general-purpose milling of softer materials like aluminum, steel, and plastics. It is commonly used for tools that must retain sharpness under moderate cutting conditions, and manufacturers often use coolants to prevent overheating and extend tool life. When cobalt is added (5-8%), the resulting HSCO offers improved heat resistance and hardness, making it suitable for more demanding applications.
Cemented Carbide
Cemented carbides are composite materials composed of tungsten carbide (WC) particles bonded with a metal binder, typically cobalt. The carbide provides extreme hardness, while the binder adds toughness to reduce brittleness. This combination results in a material that is highly hard, wear-resistant, and capable of withstanding cutting temperatures up to 1000°C.
Compared to high-speed steel (HSS), cemented carbides are significantly harder and perform better at higher cutting speeds. which is why they are commonly used for machining hard materials such as stainless steel, cast iron, and non-ferrous metals.They are widely found in milling tools, drills, and inserts.
Ceramics
Ceramic milling cutters are even harder and offer better heat resistance than cemented carbides, but lose in toughness. They are primarily used in high-speed machining, dry machining, and the machining of hard and heat-resistant materials like hardened steels, cast iron, and superalloys. Due to their brittleness, ceramic tools are best suited for continuous cutting operations rather than interrupted cuts.
Polycrystalline Diamond (PCD)
PCD, being made from diamond particles, is one of the hardest materials available. This gives it exceptional wear resistance, though it tends to be brittle. PCD tools are primarily used for machining non-ferrous metals such as aluminum and copper, as well as composites like carbon fiber and fiberglass, and plastics.
However, PCD tools are not suitable for machining steel because the diamond can react chemically with the carbon in steel at high temperatures, leading to premature tool failure. Additionally, PCD tools are quite expensive.
Coated Carbide
Coated carbide tools consist of a cemented carbide base coated with one or more layers of wear-resistant materials like titanium nitride (TiN), titanium carbonitride (TiCN), aluminum oxide (Al2O3), or aluminum titanium nitride (AlTiN). These coatings improve heat resistance, hardness, and reduce friction, enabling the tool to cut harder materials at higher speeds and temperatures more efficiently.
How to Select the Right Milling Cutter Tool?
In the earlier sections, we discussed the different types of milling cutters and their unique characteristics. Different tools like end mills, face mills, slotting cutters, and form cutters serve various purposes, from roughing to finishing and complex contouring. To make an informed decision, it’s important to understand how each cutter’s characteristics align with your specific milling needs. For a quick overview, refer to the previously discussed tool type table.
Of course, in practical applications, we must consider additional factors, such as balancing speed, cost, and quality to meet your specific milling requirements. Below are key tips to help you make a well-informed decision.
1. Consider the Workpiece Material and Machining Requirements
▪ Workpiece Material: Select a milling cutter based on the material you are working with. For harder materials like stainless steel, titanium, or hardened alloys, you will need tools made of Cemented carbides, as they offer superior hardness and wear resistance. On the other hand, softer materials like aluminum or copper can be efficiently machined with High-Speed Steel (HSS) cutters, which are less expensive but wear out faster.
▪ Machining Requirements: Evaluate the specific needs of your project, including precision, surface finish, and production efficiency.For roughing, select coarse-toothed cutters to remove large amounts of material quickly. For fine finishing, tools with more teeth and finer cutting geometries provide smoother results.
2. Evaluate the Machine Tool and Machining Conditions
▪ Machine Tool Compatibility: Ensure that the tool’s power requirement fits within the power capacity of the milling machine. Larger tools generally need more power, while smaller tools should be compatible with the machine’s maximum rotational speed to ensure efficient cutting at higher velocities. Additionally, confirm that the machine’s spindle and clamping systems can adequately support the tool’s size and design.
▪ Clamping and Stability: Check the clamping capacity of your machine and the fixture's stability. Proper fixture setup helps to reduce vibrations and ensures that the tool maintains consistent engagement with the workpiece during cutting.
3. Determine Specific Cutter Parameters
▪ Cutter Diameter: The diameter of the milling cutter is crucial for both speed and precision. A larger diameter cutter can remove material more quickly but may not be suitable for intricate work or tight spaces. For face milling, use the formula D = 1.5d, where “d” is the spindle diameter. When working with less rigid setups or smaller parts, a smaller diameter tool is often preferable to maintain control and reduce deflection.
▪Number of Teeth (Flutes): The number of teeth affects the cutting smoothness and power requirements. Fewer teeth are suitable for roughing operations, while more teeth are better for finishing operations. However, more teeth may lead to reduced chip evacuation, so proper coolant and swarf removal must be considered.
▪Tool Coating: Coatings like Titanium Nitride (TiN) or Aluminum Titanium Nitride (AlTiN) can increase the tool's wear resistance, heat tolerance, and lifespan, especially when working with abrasive materials or at high speeds. Coated tools tend to perform better in harsh conditions but come with a higher upfront cost, so balance this with tool life and job requirements.
▪ Cutter Geometry: Consider parameters like rake angle, cutting edge inclination, and relief angle, which should align with the cutter and workpiece materials and machining conditions. A steeper rake angle is ideal for softer materials like aluminum, while harder materials like steel may require a shallower angle for better cutting stability.
▪Tool Blade Selection: For roughing operations, pressed blades are more cost-effective. For finishing, grinding blades provide better dimensional accuracy and smoother surfaces. Always ensure the blade type matches the machining task to optimize performance.
4. Consider Economics and Feasibility
Finally, balance the cost, tool life, and replacement frequency when selecting your milling cutter. While imported cutters may offer better performance and longer life, domestic tools could be more cost-effective for smaller projects or less demanding tasks. In some cases, choosing a higher-performance tool may lead to significant long-term savings by reducing downtime and replacement costs, especially for large production runs.
Conclusion
Milling cutter tools play a pivotal role in achieving versatile milling operations and creating products with diverse shapes. Their wide range of types allows them to adapt to different cutting tasks. If you are still unsure about selecting the right tool, consulting an expert for professional advice is recommended.
At Chiggo, our expert engineers are ready to help you select the best milling cutters for your project. We also offer customized manufacturing services and comprehensive manufacturing solutions to meet all your needs, including CNC machining services, 3D printing, rapid prototyping, and more. Upload your files and let’s get started!