La modélisation par dépôt fondu (FDM) est un processus d'impression 3D par extrusion de matériaux. Il fonctionne en alimentant un filament thermoplastique dans une buse chauffée, où il fond et est déposé couche par couche le long d'un parcours d'outil programmé pour construire la pièce. Essentiellement, une imprimante FDM fonctionne un peu comme un pistolet à colle chaude contrôlé par ordinateur, extrudant de fines perles de plastique fondu qui se solidifient rapidement pour former un objet tridimensionnel.
La FDM est la méthode d’impression 3D la plus utilisée, notamment auprès des consommateurs et de l’éducation. Avec la plus grande base d’imprimantes installées au monde, c’est souvent le premier processus auquel les gens pensent lorsqu’on parle d’impression 3D. Vous pouvez également voir le termeFabrication de filaments fondus (FFF)utilisé de manière interchangeable. Parce que « FDM » est une marque déposée de Stratasys, la communauté de l'impression 3D open source a adopté « FFF » comme alternative neutre ; en pratique, les deux termes décrivent le même processus basé sur l'extrusion.
Cet article explique les bases du FDM, y compris ses avantages et ses inconvénients, ainsi que les différences entre les machines de bureau et industrielles. Il couvre également les plastiques d'impression courants et les situations dans lesquelles le FDM est le plus approprié.
Une brève histoire du FDM
Si la FDM est aujourd’hui la méthode d’impression 3D la plus populaire, elle n’est pas la première à être inventée. En fait, cela fait suite à la stéréolithographie (SLA) et au frittage sélectif par laser (SLS). Scott Crump a déposé le premier brevet FDM en 1989, trois ans après SLA et un an après SLS, et avec son épouse Lisa, il a fondé Stratasys pour commercialiser cette technologie.
Tout au long des années 1990, Stratasys détenait les brevets clés et positionnait FDM principalement pour le prototypage industriel. Un changement majeur s'est produit en 2005 avec le projet RepRap (Replicating Rapid Prototyper), une initiative open source d'Adrian Bowyer visant à créer des imprimantes auto-réplicatives. Lorsque les principaux brevets FDM ont expiré en 2009, ce mouvement a ouvert la voie à l'émergence de sociétés telles que MakerBot, Ultimaker et Prusa Research, rendant les imprimantes de bureau abordables pour les amateurs et les éducateurs.
Dans les années 2010, les systèmes industriels de Stratasys et les imprimantes grand public d’entreprises inspirées par le mouvement open source avaient fermement établi le FDM comme la technologie d’impression 3D la plus utilisée au monde.
Imprimantes FDM de bureau ou industrielles
Aujourd'hui, cette évolution se traduit par deux grandes catégories de machines : les systèmes industriels destinés à la production professionnelle et les imprimantes de bureau destinées aux consommateurs et aux enseignants. Leurs principales différences sont résumées ci-dessous :
Propriété
FDM industriel
FDM de bureau
Précision standard
Environ ±0,2 à 0,3 mm
Environ ±0,2 à 0,5 mm
Épaisseur de couche typique
0,15 à 0,3 mm
0,1 à 0,25 mm
Épaisseur minimale de paroi
~1 mm
~0,8 à 1 mm
Volume de construction maximal
Grand (par exemple, 900 × 600 × 900 mm)
Moyen (par exemple, 200 × 200 × 200 mm)
Matériaux courants
ABS/ASA, PC, nylon, ULTEM
PLA, ABS, PETG, TPU
Matériel de soutien
Séparable et soluble
Même matériau ou soluble (double extrudeuse)
Capacité de production
Faible à moyen ; lots répétables
Faible; prototypes et pièces uniques
Coût de la machine
50 000 $+
500 $ à 5 000 $
Comment fonctionne FDM : processus étape par étape
Une imprimante FDM transforme une conception numérique en un objet physique en suivant les étapes suivantes :
Modélisation 3D :Le processus commence par un modèle numérique, généralement créé dans un logiciel de CAO ou téléchargé à partir d'une bibliothèque 3D. Le modèle est exporté dans un format tel queSTLou OBJ, qui définit la géométrie de l’objet.
Tranchage :Le logiciel de découpage convertit le modèle 3D en une pile de couches bidimensionnelles et génère les parcours d'outils que l'imprimante suivra. Il ajoute également tous les supports nécessaires pour les surplombs et génère un fichier G-code contenant les instructions d'impression. Les paramètres clés, tels que la hauteur de couche, la vitesse d'impression, la densité de remplissage et le placement du support, sont choisis à ce stade et affectent directement la qualité et la durée d'impression.
Configuration de l'imprimante :La bobine de filament est chargée dans l'extrudeuse, qui alimente le matériau vers l'extrémité chaude. La plaque de construction est nettoyée et nivelée pour garantir une bonne adhérence de la première couche, et pour des matériaux comme l'ABS, elle est généralement préchauffée pour réduire la déformation.
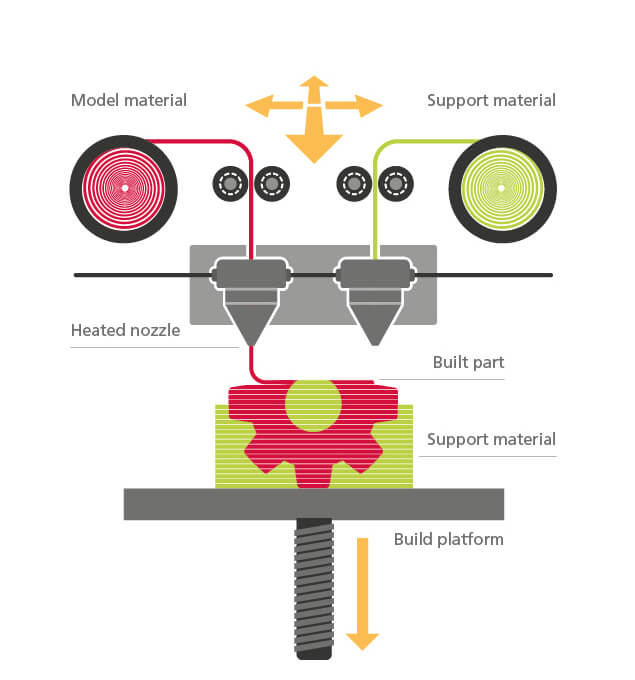
Chauffage, extrusion et dépôt de couches :Lorsque la buse atteint la température cible, l’extrudeuse pousse le filament dans la tête chauffée, où il fond. La tête d'extrusion est montée sur un système de mouvement à trois axes (X, Y, Z) qui guide la buse avec précision sur la zone de fabrication. Lorsque la tête se déplace, elle extrude de minces brins de plastique fondu sur la plaque de construction le long du chemin prédéterminé.
Chaque nouvelle couche est déposée par-dessus la précédente. Le matériau refroidit et se solidifie rapidement ; dans de nombreux cas, les ventilateurs de refroidissement fixés à proximité de la tête d'extrusion accélèrent ce processus, en particulier pour les matériaux comme le PLA. Pour remplir des zones plus larges, la buse effectue plusieurs passages jusqu'à ce que la couche soit terminée. Ensuite, soit la plate-forme de fabrication descend, soit la tête d'extrusion monte d'une hauteur de couche, et la machine commence la couche suivante. Ce cycle se répète des centaines ou des milliers de fois jusqu'à ce que la pièce entière soit construite.
Le matériau refroidit et se solidifie presque immédiatement, souvent aidé par des ventilateurs pour un refroidissement plus rapide avec des matériaux comme le PLA. Pour remplir une zone, la buse effectue plusieurs passes, un peu comme si on coloriait une forme avec un marqueur. Une fois qu'une couche est terminée, soit la plate-forme de construction s'abaisse, soit la tête d'extrusion monte d'une hauteur de couche, et le processus se répète. Couche par couche, la pièce est construite depuis le bas jusqu'à ce qu'elle soit complètement formée.
Structures de soutien :Pour les surplombs ou les ponts, l'imprimante génère un matériau de support pour empêcher les sections non supportées de s'effondrer. Ces supports peuvent être imprimés dans le même plastique puis cassés, ou dans un filament secondaire soluble si l'imprimante est équipée de plusieurs buses.
Post-traitement :Une fois la couche finale déposée, la pièce refroidit et est retirée du plateau de construction. La plupart des impressions FDM ne nécessitent guère plus que le retrait du support, mais des étapes de finition supplémentaires peuvent être appliquées si une surface plus lisse ou des performances améliorées sont souhaitées.
Les méthodes de post-traitement courantes pour les pièces FDM incluent :
Ponçage et polissage – lisse les lignes de couche visibles et prépare les surfaces à peindre.
Apprêt et peinture – ajoute de la couleur et améliore l’esthétique de la surface.
Soudage à froid – utilise des solvants (tels que l'acétone pour l'ABS) ou des adhésifs pour coller les pièces entre elles ou sceller les joints.
Lissage à la vapeur – expose la pièce aux vapeurs de solvants, faisant légèrement fondre la surface extérieure pour produire une finition brillante.
Revêtement époxy – applique une fine couche de résine qui comble les espaces, améliore la résistance et peut rendre les pièces étanches.
Placage métallique – ajoute une couche de surface métallique pour plus de durabilité, de conductivité ou d'effet visuel.
Avantages et inconvénients du FDM
Avantages
Rentable
La FDM est généralement la méthode d’impression 3D la plus abordable, tant en termes de prix de la machine que de coût des matériaux. Les unités de bureau coûtent entre quelques centaines et quelques milliers de dollars, et même de nombreux systèmes FDM industriels restent moins chers que leurs homologues SLA ou SLS. Le filament est peu coûteux, largement disponible dans de nombreuses marques et types et facile à se procurer. Cette faible barrière à l’entrée rend le FDM accessible aux salles de classe, aux laboratoires de recherche et aux petites entreprises.
Vitesse de prototypage rapide
FDM est excellent pour une itération de conception rapide. Une pièce peut être imprimée en quelques minutes à quelques heures, ce qui permet aux équipes de passer du jour au lendemain du concept au prototype physique. Par rapport aux méthodes qui nécessitent de longs cycles de durcissement ou de refroidissement, le FDM réduit les délais de livraison et accélère le développement de produits.
Large sélection de matériaux
FDM prend en charge une large gamme de thermoplastiques, depuis les options courantes et abordables comme le PLA, l'ABS et le PETG jusqu'aux matériaux de qualité technique tels que le nylon, le polycarbonate et le TPU, et même les polymères hautes performances comme l'ULTEM ou le PEEK sur les systèmes industriels. Cette polyvalence permet aux ingénieurs de choisir des matériaux qui correspondent étroitement aux exigences de performances du produit final.
Évolutivité (taille d'impression)
Contrairement aux systèmes à base de résine ou de poudre, qui sont limités par les dimensions de la cuve ou du lit, les machines FDM peuvent être mises à l'échelle simplement en agrandissant le cadre et le système de mouvement. Cette évolutivité confère au FDM un net avantage en termes de coût et de taille et en fait une solution pratique pour produire de grands prototypes tels que des composants automobiles ou des modèles architecturaux.
Facilité d'utilisation et post-traitement simple
L’utilisation d’une imprimante FDM est simple : chargez le filament, démarrez l’impression et retirez la pièce une fois l’opération terminée. Le post-traitement se limite généralement au détachement des supports, contrairement à l'impression sur résine qui nécessite un lavage, un durcissement et une manipulation de produits chimiques. De nombreuses pièces FDM sont prêtes à l'emploi immédiatement, une finition supplémentaire n'étant requise que pour certains matériaux ou applications. Un autre avantage est la flexibilité des couleurs : avec des filaments disponibles dans une large gamme de nuances, les modèles peuvent souvent être imprimés dans leur aspect final sans la peinture supplémentaire que nécessitent généralement les impressions en résine.
Flexibilité de conception en termes de résistance et d'utilisation des matériaux
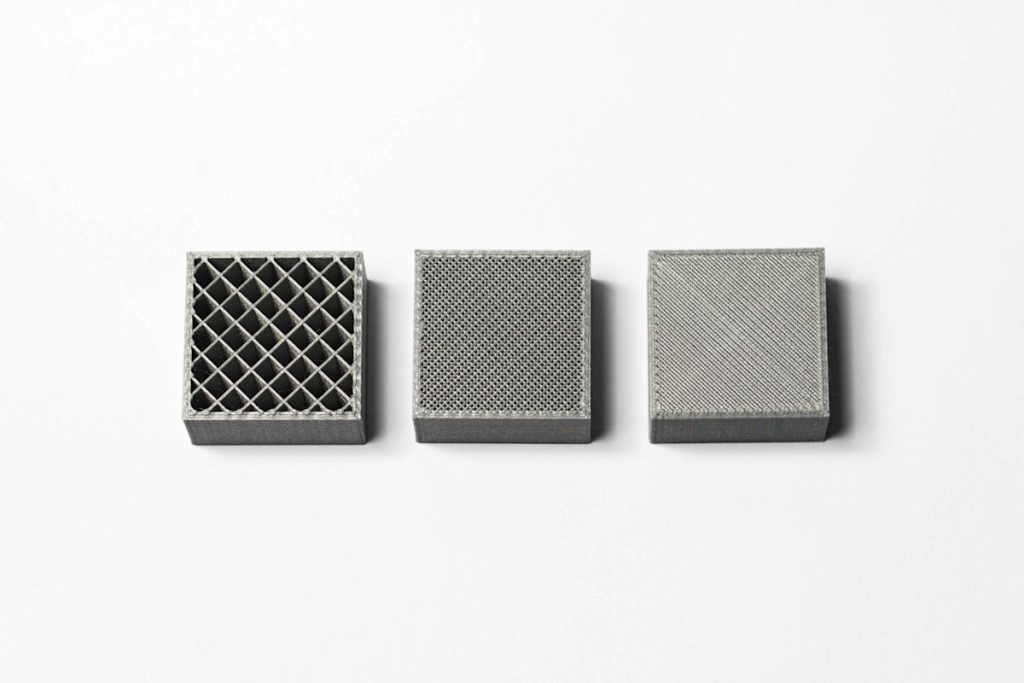
FDM permet aux utilisateurs d'ajusterdensité de remplissageetépaisseur de la coque, équilibrant le temps d'impression, la consommation de matériaux et les performances mécaniques. Cette possibilité de réglage signifie que les pièces peuvent être optimisées en tant que prototypes légers ou en tant que composants fonctionnels plus solides. Sur les systèmes haut de gamme, des matériaux de support solubles sont également disponibles, ce qui facilite la gestion de géométries complexes et simplifie le post-traitement.
Moins de gaspillage de matériaux
FDM utilise un filament qui est fondu et déposé exactement là où cela est nécessaire, de sorte qu'aucune matière première n'est gaspillée lors de l'impression. Cela contraste avec les méthodes basées sur la poudre comme le SLS ou le MJF, où la poudre inutilisée nécessite une manipulation et peut se dégrader après plusieurs cycles. Grâce à une conception intelligente qui minimise ou élimine les structures de support, le FDM peut être encore plus efficace dans l'utilisation des matériaux.
Inconvénients
Résolution et finition de surface limitées
FDM crée des objets avec des lignes de calque visibles, et même avec des réglages fins (~ 0,1 à 0,2 mm), les surfaces courbes présentent un effet « en escalier ». La taille minimale des caractéristiques est limitée par le diamètre de la buse (souvent ~ 0,4 mm), de sorte que de très petits détails ou des ajustements précis sont difficiles à réaliser. En conséquence, une apparence ou une précision de qualité professionnelle nécessite souvent un post-traitement : les filetages peuvent nécessiter un taraudage, les trous peuvent nécessiter un alésage et les surfaces peuvent nécessiter un ponçage, une peinture ou un lissage à la vapeur pour une finition polie. FDM a également du mal à produire des pièces entièrement étanches à l’eau ou à l’air sans étanchéité supplémentaire.
Problèmes d'anisotropie et d'adhérence des couches
Étant donné que les pièces sont réalisées couche par couche, les impressions FDM sont anisotropes : nettement plus faibles le long de l'axe Z. La liaison entre les couches est moins robuste qu'à l'intérieur d'une couche, ce qui rend les pièces plus susceptibles de se fendre ou de se délaminer sous l'effet d'une contrainte appliquée perpendiculairement à la direction de construction. Cela limite leurs performances dans les applications mécaniquement critiques à moins que l’orientation et le remplissage des pièces ne soient soigneusement optimisés.
Défis de déformation et de précision
La contraction thermique pendant le refroidissement peut provoquer une déformation des pièces, des bords se soulevant de la plaque de construction ou des éléments minces se pliant. L'ABS et le nylon y sont particulièrement sujets, nécessitant souvent des lits chauffants ou des chambres fermées. Même avec l'étalonnage, il est difficile d'obtenir une précision dimensionnelle élevée, avec des tolérances généralement autour de ±0,1 à 0,3 mm. Les trous et les détails fins nécessitent souvent un ajustement ou un usinage pour un ajustement précis.
Contraintes de support et de géométrie
Les imprimantes FDM nécessitent des structures de support pour les surplombs supérieurs à ~45° ou les ponts longs. Ces supports ajoutent de la matière, prolongent les temps d'impression et peuvent laisser des imperfections une fois retirés. Les géométries internes complexes peuvent être impossibles à imprimer car les supports seraient piégés à l'intérieur. Bien que les machines à double extrudeuse avec supports solubles améliorent la flexibilité, elles augmentent les coûts et nécessitent toujours des étapes de retrait.
Limites matérielles
Bien que le FDM prenne en charge de nombreux thermoplastiques, il reste limité à cette classe de matériaux. Les métaux et les céramiques complètes ne peuvent pas être imprimés directement. Les polymères hautes performances comme le PEEK ou l'ULTEM nécessitent des températures de buse et de chambre très élevées, ce qui les rend accessibles uniquement sur des machines industrielles spécialisées. Par conséquent, chaque imprimante FDM ne peut gérer qu’un sous-ensemble de la gamme complète des matériaux.
Exigences d’étalonnage et de maintenance
En raison de la simplicité et de la conception économique des systèmes FDM, les utilisateurs passent souvent du temps à peaufiner des paramètres tels que le nivellement du lit et la hauteur des buses pour obtenir une qualité constante. La forte dépendance au mouvement mécanique nécessite un entretien régulier : réglage de la tension de la courroie, lubrification des rails, nettoyage des extrudeuses et remplacement de pièces telles que les buses ou les extrémités chaudes.
Sensibilité des matières premières
La qualité d'impression dépend fortement de la qualité du filament. Une mauvaise tolérance dimensionnelle du diamètre du filament ou une composition incohérente peut entraîner des problèmes d’extrusion. De plus, la plupart des filaments sont hygroscopiques ; s'ils ne sont pas stockés correctement, ils absorbent l'humidité de l'air, entraînant des bulles, une mauvaise finition de surface ou une faible adhérence des couches pendant l'impression.
Matériaux courants utilisés dans l'impression FDM
Des décennies de développement dans l'industrie du plastique ont créé un large éventail defilaments polymères, des plastiques courants aux polymères techniques spécialisés.
PLAest le filament le plus populaire pour les imprimantes FDM de bureau. Il s’agit d’un plastique biodégradable (souvent à base d’amidon de maïs) facile à imprimer et qui produit des pièces avec de bons détails et une bonne qualité de surface. Lorsqu'une ténacité et une résistance à la température plus élevées sont nécessaires,ABSest généralement le choix. Cependant, l'ABS est plus sujet à la déformation et nécessite souvent un lit ou une chambre chauffante pour empêcher les coins de se soulever.
Une autre alternative populaire estPETG,qui combine la facilité d’impression du PLA avec la durabilité de l’ABS. Il offre un bon équilibre entre résistance, flexibilité et résistance chimique.
Machines FDM industrielles, en revanche, utilisent principalement des thermoplastiques techniques tels queABS,polycarbonate (PC), etUltem (Î.-P.-É.). Ces matériaux incluent souvent des additifs pour améliorer leurs propriétés, ce qui les rend adaptés aux applications exigeantes qui nécessitent une résistance aux chocs, une stabilité thermique, une résistance chimique ou même une biocompatibilité élevées.
Le tableau ci-dessous résume les principaux avantages, inconvénients et applications typiques des matériaux d'impression FDM les plus courants :
Matériel
Avantages
Inconvénients
Applications courantes
PLA
Facile à imprimer ; superbes détails et finition de surface. Biosourcé et déformation minimale.
Fragile; faible résistance à la chaleur (se déforme à ~60 °C). Pas idéal pour les pièces porteuses.
Prototypes visuels, modèles, projets éducatifs, de loisirs
ABS
Solide et durable ; résistance à des températures plus élevées (~100 °C). Peut être post-traité (par exemple, lissage à l'acétone).
Sujet à la déformation sans lit/chambre chauffante. Émet des fumées (nécessite une ventilation). Un peu plus difficile à imprimer que le PLA.
Prototypes fonctionnels, boîtiers, pièces automobiles, produits de consommation
PETG
Bonne résistance et adhérence des couches ; s'imprime facilement avec une faible déformation. Résistant à l'humidité et aux produits chimiques ; souvent sans danger pour les aliments.
Légèrement moins rigide que l’ABS ; la surface peut attirer des cordages si les réglages ne sont pas réglés.
Haute résistance à la traction et ténacité ; résistant à l'usure et aux produits chimiques. Une certaine flexibilité (pour les charnières) et une grande durabilité.
Absorbe l'humidité (le filament doit être maintenu au sec). Nécessite des températures d'impression élevées et un boîtier pour réduire la déformation.
Engrenages, roulements, clips, gabarits et fixations, prototypes structurels
TPU (flexible)
Très flexible et élastique – peut créer des pièces semblables à du caoutchouc. Bonne absorption des chocs.
Difficile d'imprimer avec précision à grande vitesse (impressions lentes nécessaires). Le filament souple peut se coincer dans certaines extrudeuses non conçues pour les flexibles.
Joints, joints, coques de téléphone, roues/pneus, modèles médicaux
Polycarbonate (PC)
Excellente résistance aux chocs ; résistance à la chaleur plus élevée (~110 °C). Convient aux pièces fonctionnelles difficiles.
Nécessite des températures d'impression élevées ; sujet à la déformation/fissuration s’il est refroidi trop rapidement. Nécessite généralement une imprimante fermée de qualité industrielle.
Outillage industriel, boîtiers de protection, composants automobiles
Î.-P.-É./ULTEM
Haute performance : excellent rapport résistance/poids, ignifuge, fonctionne jusqu'à ~170 °C. Utilisé dans l'aérospatiale, l'automobile.
Matériel très cher ; imprime uniquement sur des machines haut de gamme en raison des exigences de température extrêmes.
Pièces aérospatiales, composants automobiles sous le capot, dispositifs médicaux
Quand utiliser FDM
Compte tenu des points forts et des limites évoqués, voici quelques cas typiques dans lesquels FDM constitue le choix le plus approprié par rapport à d’autres méthodes :
Le coût ou la rapidité sont la principale préoccupation :Si vous avez besoin d’un prototype rapidement et à moindre coût, FDM est difficile à battre. Vous pouvez passer de la CAO à une pièce physique dans la même journée sans vous ruiner. Parfait pour le prototypage précoce, les projets d'étudiants et les constructions de loisirs où l'itération abordable compte plus que la perfection.
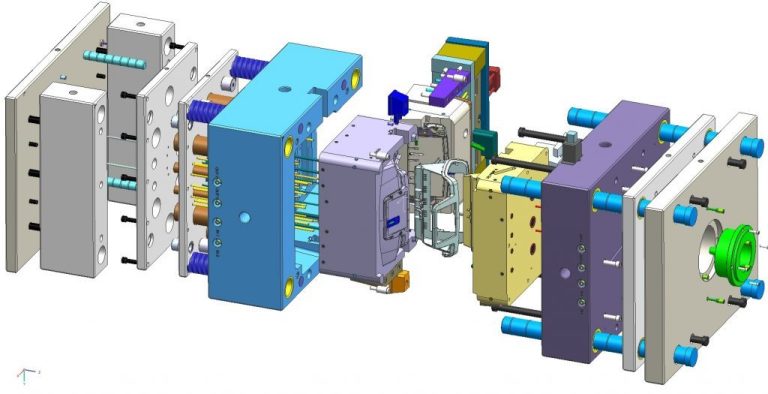
La taille de la pièce est grande :Les imprimantes FDM grand format peuvent traiter des pièces qui seraient extrêmement coûteuses, voire impossibles, dans des cuves de résine ou des lits de poudre. Pensez aux modèles architecturaux, aux boîtiers grandeur nature ou aux grands prototypes fonctionnels : le FDM évolue plus facilement et à moindre coût.
Prototypes fonctionnels en vrais plastiques :Lorsque vous avez besoin que le prototype se comporte comme une pièce en plastique de production (par exemple, un clip qui doit se plier sans se casser ou un support qui doit résister à la chaleur), le FDM avec ABS, PC ou Nylon est idéal. Ces pièces peuvent être percées, vissées et testées dans des conditions de travail où les impressions en résine pourraient échouer.
Outils personnalisés, gabarits ou pièces de rechange :FDM excelle dans la production de pièces uniques ou en faible volume adaptées à des besoins spécifiques. Un gabarit sur mesure pour l'assemblage ? Un bouton de remplacement pour un équipement ? Imprimez-le pendant la nuit et mettez-le au travail. Pour de nombreuses utilisations modérées, les impressions FDM peuvent servir de véritables pièces d’utilisation finale.
Environnements éducatifs et familiaux :FDM est l’option d’impression 3D la plus conviviale et la plus sûre dans les salles de classe, les espaces de création et les maisons. Le PLA et les filaments similaires sont faciles à manipuler, permettant aux apprenants de se concentrer sur la conception et l'ingénierie. Le faible coût par pièce encourage également l’expérimentation et l’itération.
Lorsque le post-traitement doit être minimal :Si vous avez besoin d'une pièce directement sortie de l'imprimante avec peu de travail supplémentaire, FDM vous convient. Il suffit de retirer les supports et la pièce est prête à être manipulée. Pour les démonstrations et les ateliers, cette immédiateté rend le FDM particulièrement pratique.
Services d'impression 3D FDM de Chiggo
Chiggo propose l'impression 3D FDM à la demande pour les prototypes et les séries de production. Nous pouvons livrer des pièces FDM de haute qualité en quelques jours seulement.Téléchargez vos fichiers CAOpour recevoir un devis instantané. Pour plus de détails ou pour discuter de vos besoins avec notre équipe, contactez-nous dès aujourd'hui.