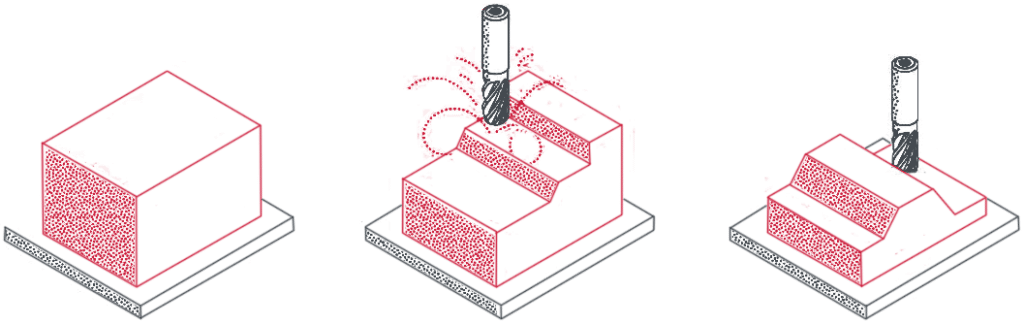
El mecanizado CNC es un método de fabricación de sustractivos, lo que significa que elimina el material de un bloque sólido (conocido como blanco o pieza de trabajo) utilizando varias herramientas de corte. Esta es una forma fundamentalmente diferente de fabricación en comparación con las tecnologías aditivas (impresión 3D) o formativas (moldeo por inyección). Los mecanismos de eliminación de materiales tienen implicaciones significativas en los beneficios, limitaciones y restricciones de diseño de CNC. Más sobre esto en nuestra guía.
¿Qué es el mecanizado CNC?
CNC (Control numérico de la computadora) El mecanizado es un proceso de fabricación en el que una computadora controla las máquinas herramientas de acuerdo con las instrucciones preprogramadas para cortar y dar forma a una pieza de trabajo en la parte deseada.
Debido a su alto nivel de automatización, CNC puede producir piezas con precisión excepcional, versatilidad y eficiencia a un costo competitivo. Esto lo convierte en una opción popular en el sector manufacturero actual, donde los costos laborales están aumentando y los requisitos de precisión también están aumentando.
Otra ventaja clave del mecanizado CNC es su capacidad para trabajar con casi cualquier material. El mas comúnMateriales de mecanizado CNCincluir metales (aleaciones de aluminio y acero, latón, etc.) yplástica(ABS, Delrin, Nylon, etc.). Las máquinas CNC también pueden manejar espuma, compuestos y madera.
Sin embargo, el mecanizado CNC tiene algunas limitaciones vinculadas a su naturaleza sustractiva. Por ejemplo, ciertas estructuras internas o geometrías muy complejas pueden ser difíciles o imposibles de lograr. Es por eso que CNC a menudo se compara con la fabricación aditiva (impresión 3D) y las tecnologías de formación (moldeo por inyección) al elegir el método de producción más adecuado. (Discutiremos esto más adelante en la guía).
Historia del mecanizado CNC
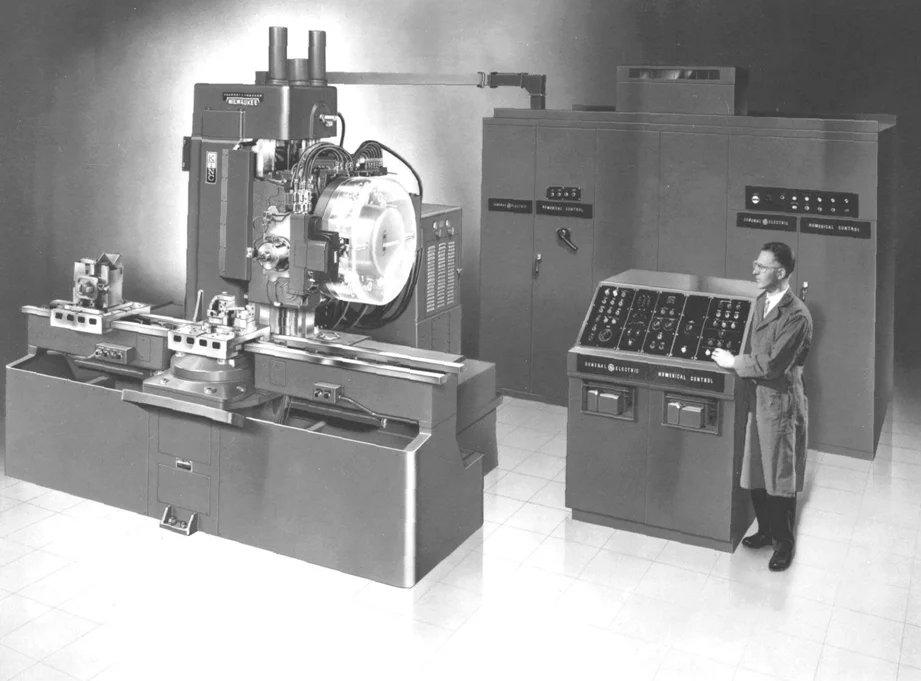
Los orígenes del mecanizado CNC se remontan a fines de la década de 1940, impulsados por la urgente necesidad de la industria aeroespacial de piezas complejas de alta precisión. A medida que los diseños de aviones se volvieron más sofisticados, el mecanizado manual ya no podía satisfacer las demandas de precisión o eficiencia. Para abordar esto, el ingeniero estadounidense John T. Parsons se asoció con MIT en 1949 para desarrollar el primer sistema de control numérico (NC) del mundo, utilizando cinta perfecta para guiar los movimientos de las máquinas, marcando el comienzo de la automatización de la fabricación.
Durante las décadas de 1950 y 1960, la tecnología de control numérico maduró ya que las computadoras tempranas se integraron para mejorar la precisión de control y la flexibilidad de programación. A principios de la década de 1970, el advenimiento de los microprocesadores digitales reemplazó los controladores analógicos, dando lugar al CNC moderno. CNC se expandió más allá de la fresación y el giro para incluir el mecanizado de rectificado y descarga eléctrica (EDM), lo que permite la fabricación más diversa y de mayor precisión.
El advenimiento de CAD/CAM en la programación de piezas transformadas de la década de 1980: los diseñadores podrían dibujar un modelo en el software CAD y generar automáticamente las trayectoria CNC. En la década de 1990, los controles se volvieron más compactos, los husillos corrieron más rápido y las interfaces de usuarios se volvieron cada vez más intuitivas. A medida que los diseñadores exigían tolerancias más estrictas y una mayor complejidad, los sistemas de múltiples eje, especialmente las máquinas de 5 ejes, resbalan a la prominencia, lo que permite que las piezas completas se mecanizarán en una sola configuración. A principios de la década de 2000, la aparición de materiales de alto rendimiento y la demanda de producción personalizada impulsaron aún más la adopción de centros avanzados de múltiples eje.
Hoy, el mecanizado CNC está evolucionando rápidamente a través de su integración con los sistemas de monitoreo de IA, IoT y en tiempo real. Desde sus orígenes aeroespaciales hasta su papel como piedra angular de la Industria 4.0, el mecanizado CNC ha sufrido un viaje notable y continúa avanzando.
¿Cómo funciona el mecanizado CNC?
Aunque encontrará que cada máquina CNC funciona y está programada de manera ligeramente diferente, todos siguen estos cuatro pasos básicos:
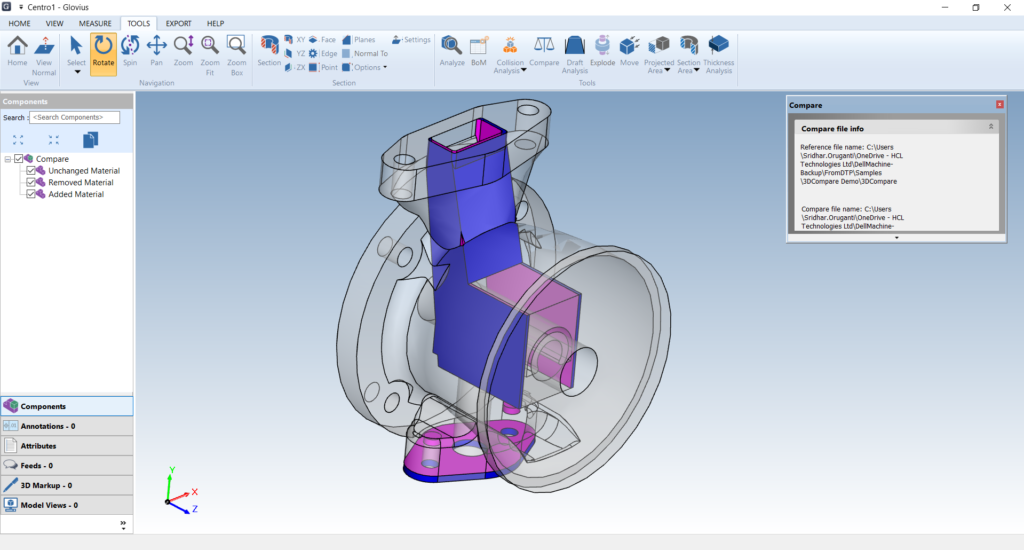
Paso 1: Prepare un modelo CAD
Esto implica crear un modelo CAD 3D totalmente detallado (diseño asistido por computadora) de su parte en software como SolidWorks, Fusion 360 o similar. Asegúrese de que el modelo incluya toda la geometría crítica (dimensiones, tolerancias, patrones de agujeros, hilos, filetes) y cualquier nota de fabricación.
Paso 2: Convierta el modelo CAD en CNC Ready G Code
Las máquinas CNC no pueden leer un modelo CAD directamente. Por lo tanto, debe convertir el modelo en un archivo legible con CNC llamado G-Code. Puede hacerlo en software CAD/CAM como Fusion 360, que tiene herramientas incorporadas de CAM (fabricación asistida por computadora) para exportar G-Code con un solo clic, o en paquetes de CAM dedicados como MasterCam o Edgecam para una generación de trayectoria más avanzada. El código G resultante contiene todo lo que el controlador CNC necesita, incluidas las trayectoria de herramientas, las velocidades del huso, las velocidades de alimentación y los movimientos del eje) para mecanizar su parte con precisión.
Paso 3: Preparación de la máquina CNC
A continuación, el operador prepara la máquina al verificar su condición general, confirmando que todos los ejes están correctamente lubricados e inspeccionando los tornillos de plomo y las guías para el desgaste o el daño. Luego cargan las herramientas requeridas (ya sea manualmente o mediante el cambiador de herramientas automático), sujeten la pieza de trabajo de forma segura y, si es necesario, ejecute un ciclo seco para verificar las trayectoria de herramientas antes de cortar.
Paso 4: Ejecutando la operación de mecanizado
El operador comienza el ciclo de mecanizado seleccionando el programa de código G en el panel de control CNC y presionando "Cycle Start". La máquina sigue esas instrucciones, moviendo la herramienta (o pieza de trabajo), activando el refrigerante y cambiando las herramientas automáticamente según sea necesario, hasta que el ciclo se completa o se detiene. Una vez que termina, el operador elimina la parte terminada para su inspección.
Tipos comunes de procesos de mecanizado CNC y las máquinas utilizadas
El mecanizado CNC se refiere a una familia de procesos de corte controlados por computadora realizados en varias máquinas herramientas. Cada operación se adapta a geometrías de piezas específicas, materiales, tolerancias y requisitos funcionales. Las piezas simples a menudo se pueden producir con una sola operación, mientras que las piezas complejas generalmente requieren una combinación de múltiples operaciones.
Fresado de CNC
Fresado de CNCes el proceso de mecanizado CNC más común, y en muchas tiendas "mecanizado CNC" y "fresado CNC" se usan indistintamente. En la fresación CNC, una herramienta de corte múltiple giratoria llamadafresase mueve en relación con la pieza de trabajo para eliminar el material. La facilidad de corte depende de la sofisticación del molino CNC.
Los tipos más comunes son las máquinas de fresado de 3, 4 y 5 ejes.
Fresador de 3 ejes
Molinos de 3 ejes Mover la herramienta de corte a lo largo de tres ejes lineales en relación con la pieza de trabajo (x: izquierda-derecho, y: frontal-back, z: up-down). Son las máquinas CNC más comunes porque pueden producir casi todas las geometrías básicas. Son fáciles de programar y operar, con costos de inicio relativamente bajos. Sin embargo, el acceso a la herramienta es limitado: ciertas áreas pueden ser imposibles de alcanzar o requerir la indexación manual de la pieza, lo que puede reducir la precisión general.
Máquinas de fresado de 4 ejes
Una fábrica de 4 ejes agrega un cuarto eje rotativo, generalmente llamado eje A, que gira la pieza de trabajo alrededor de uno de los ejes lineales (más a menudo el eje x). Esto permite el mecanizado alrededor de las partes cilíndricas (como ejes, flautas, surcos helicoidales) en una configuración, reduciendo el reposicionamiento y el tiempo de fijación. Sin embargo, en la mayoría de las máquinas de 4 ejes (3+1), el eje A solo se indexa a ángulos fijos en lugar de girar continuamente durante el corte.
Máquinas de fresado de 5 ejes
Afábrica completa de 5 ejesAgrega dos ejes rotativos adicionales (típicamente A y B, o A y C), lo que permite que la mesa o la cabeza de corte gire e incline para que el cortador pueda acercarse a la pieza de trabajo desde casi cualquier ángulo. A diferencia deMáquinas de 3+2 eje, una máquina completa de 5 ejes mueve los cinco ejes simultáneamente a lo largo de cada operación de corte, lo que permite la producción de geometrías complejas de forma libre con una precisión y acabado superficial que ninguna otra tecnología puede igualar. Naturalmente, estas capacidades avanzadas vienen con costos más altos, tanto para la maquinaria en sí como para los operadores altamente capacitados requeridos.
CNC Turning
Al girar, la pieza de trabajo se mantiene en un huso giratorio de alta velocidad. La herramienta de corte no gira y se mueve en las direcciones radiales (x) y axiales (z) para dar forma a la pieza.CNC Turningse usa comúnmente para piezas cilíndricas y ofrece un mayor rendimiento y un costo más bajo por unidad que la fresado CNC.
Hay dos tipos principales de máquinas de giro CNC:
Tornos de CNC
Los tornos de CNC generalmente se refieren a las máquinas de giro de 2 eje. Operan en el eje Z (a lo largo de la longitud del huso) y el eje X (radialmente hacia o lejos del centro de la pieza de trabajo). Como el tipo más simple de máquina de giro CNC, pueden realizar operaciones básicas (diámetros que ingresan, miran las superficies del extremo y aburren o perforan a lo largo de la línea central) con alta precisión. Sin embargo, no pueden moldear o perforar características compensadas desde el eje central.
Centros CNC Turning Centros
Un centro de giro CNC es un torno mejorado con ejes adicionales (a menudo 3 a 5 en total) y capacidades de herramientas en vivo. En otras palabras, cualquier máquina de giro CNC con más de dos ejes o con capacidad de fresado se llama "centro de giro".
Los centros de giro pueden maquinar piezas giratorias complejas en una configuración: piezas que en su mayoría son simétricas rotacionalmente pero tienen características como orificios fuera del centro, pisos fresados, agujeros cruzados, roscas de toque o múltiples lados mecanizados. La compensación es un costo de equipo más alto y una programación de CAM más involucrada.
Perforación y tapping de CNC
La perforación CNC alimenta automáticamente una broca giratoria en la pieza de trabajo en posiciones programadas, velocidades del huso y velocidades de alimentación. Un cabezal de tapping luego corta hilos internos en la misma configuración. Estas funciones de fabricación de agujeros a menudo están integradas en fábricas CNC o centros de giro.
Molienda de CNC
La molienda es típicamente una operación secundaria después de la molienda o giro. Una rueda abrasiva giratoria elimina mínimos cantidades de material para lograr tolerancias ultra altos (hasta millones de pulgadas) y acabados con forma de espejo. Los molinos de superficie aplanan las piezas, mientras que los molinillos cilíndricos terminan los ejes o los orificios.
Enrutamiento CNC
Los enrutadores CNC funcionan como máquinas de fresado, moviendo una herramienta de corte a lo largo de los ejes X, Y- y Z para eliminar el material. Utilizan husillos más ligeros y de alta velocidad y lechos de trabajo grandes optimizados para materiales blandos (madera, plásticos, compuestos), lo que permite recortes de desacuerdo más rápidos a expensas de rigidez y precisión.
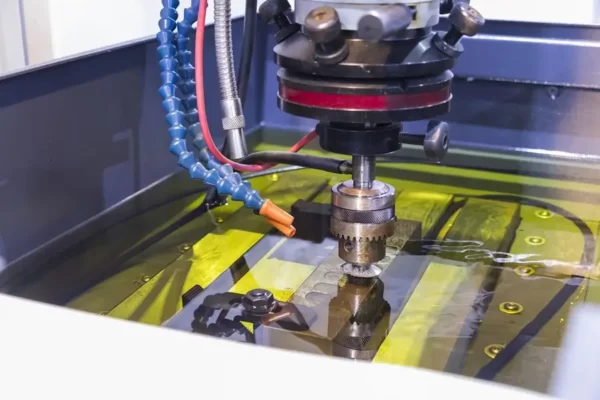
Mecanizado de descarga eléctrica (EDM)
EDM no "corta" en el sentido tradicional; En cambio, las descargas eléctricas controladas se erosionan el material de los metales difíciles de la máquina. Hay dos tipos principales de máquinas EDM:
EDM de alambre:Utiliza un cable delgado y alimentado continuamente para erosionar formas precisas e intrincadas.
Fregador (Die-Sinker) EDM:Utiliza un electrodo con forma para formar cavidades y detalles profundos.
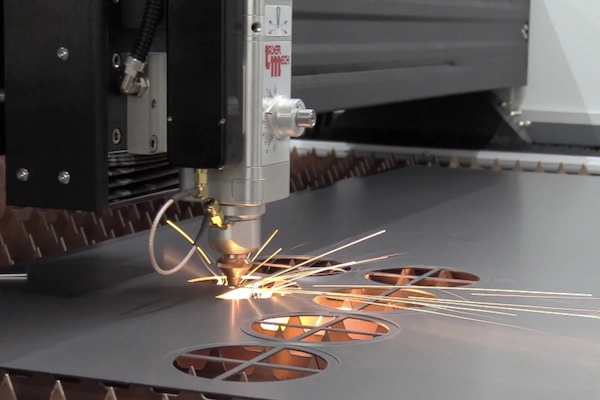
CNC Láser/Plasma/Corte de chorro de agua
Estos son procesos de corte sin contacto que utilizan diferentes fuentes de energía para cortar materiales de láminas o placas: los cortadores láser dirigen un haz de luz enfocado para cortes ultra precisos en metales delgados y no metales; Las tablas de plasma generan un arco de gas ionizado para cortar metales conductores más gruesos de manera rápida y rentable; y los cortadores de chorro de agua hacen que una corriente de agua de alta presión mezcle con partículas abrasivas para cortar prácticamente cualquier material sin una zona afectada por el calor, aunque tienen mayores costos operativos.
Beneficios y limitaciones del mecanizado CNC
Estas son las ventajas y limitaciones clave del mecanizado CNC. Use estos para decidir si es la tecnología adecuada para su aplicación.
Beneficios del mecanizado CNC
Precisión y precisión
Las máquinas CNC siguen la trayectoria exacta basadas en instrucciones programadas, lo que permite la eliminación de material altamente precisa. Las tolerancias estándar son de alrededor de ± 0.125 mm (± 0.005 pulgadas), mientras que las tolerancias tan apretadas como ± 0.050 mm (± 0.002 pulgadas) e incluso ± 0.025 mm (± 0.001 in) son logrables. Además, este nivel de precisión sigue siendo consistente en los lotes de producción.
Amplia gama de materiales compatibles El mecanizado CNC funciona con prácticamente cualquier material de rigidez suficiente: metales, plásticos, compuestos, incluso madera y espuma se pueden mecanizar. Esto brinda a los ingenieros la flexibilidad de elegir el material óptimo para cada aplicación. Además, porque el material se elimina en lugar de alterarse,Piezas mecanizadas de CNCConserve las propiedades físicas originales del material base.
Rápido y eficiente
Los avances en los sistemas CNC modernos, el software CAM y las cadenas de suministro digital han reducido en gran medida los tiempos de entrega de producción. Una vez programada, una máquina CNC puede ejecutarse alrededor del reloj con una intervención humana mínima. A menudo puede obtener una parte mecanizada CNC terminada en solo unos días, que es comparable al cambio de los procesos de impresión 3D industriales como SLS. Sin embargo, la velocidad y la eficiencia general aún dependen de la máquina CNC específica y de la complejidad de la pieza.
Producción escalable
A diferencia de los métodos formativos (moldeo por inyección), el mecanizado CNC no requiere herramientas especializadas, lo que lo hace especialmente relevante para una sola vez de piezas y prototipos personalizados donde los costos por adelantado importan. CNC también es una opción competitiva de precios para carreras de lotes pequeños a medianos (decenas a cientos de unidades). Por el contrario, las tecnologías aditivas (impresión 3D) no escalan tan bien, los precios de la unidad siguen siendo relativamente estables independientemente de la cantidad, mientras que los métodos formativos (moldeo por inyección o fundición de inversión) solo se vuelven económicos a grandes volúmenes (típicamente miles de partes) debido a los altos gastos de herramientas.
Limitaciones del mecanizado CNC
Desechos materiales
Debido a que el mecanizado CNC es un proceso sustractivo, generalmente genera 30 % –60 % de chatarra de las acciones originales. En la práctica, las tiendas reducen los desechos optimizando la orientación de las piezas en el stock, utilizando espacios en blanco de forma cercana a la red o en blanco cuando estén disponibles, planeando nidos de varias partes y chips de reciclaje. Con estas estrategias, los trabajos bien planificados pueden reducir las tasas de desecho a alrededor del 20 %-30 %. Aun así, en comparación con los procesos formativos o aditivos, el mecanizado CNC todavía produce un desechos significativamente más materiales.
Acceso a herramientas y restricciones de trabajo de trabajo
Debido a que el mecanizado CNC elimina el material de un bloque sólido, cada superficie debe ser accesible por una herramienta con la forma y la rigidez apropiadas. Las cavidades profundas, las esquinas internas apretadas y los socavados empinados a menudo son imposibles de moldear sin cortadores especiales de largo alcance, doblado o 5 ejes, e incluso entonces, los riesgos de colisión aumentan y el acabado superficial puede sufrir.
Mientras tanto, la pieza de trabajo debe ser sujetada firmemente; Las paredes delgadas o contornos complejos pueden requerir accesorios o soportes personalizados para evitar la vibración y la deflexión.
Complejidad geométrica con un alto costo
Cuando la geometría de una parte se vuelve muy compleja (superficies deForm, subprocesos, o múltiples caras inclinadas, los costos de mecanizado de CNC aumentan considerablemente. Las formas complejas requieren una programación de levas más intrincada, trayectoria más largas y pasos más finos, que extienden los tiempos de ciclo. A menudo se necesitan múltiples configuraciones o accesorios personalizados para que los cortadores puedan alcanzar todos los ángulos, agregando el tiempo de inactividad de mano de obra y máquina. Las herramientas especializadas aumentan aún más los gastos.
Alta inversión inicial
El mecanizado CNC implica una alta inversión inicial, muchos de sus costos iniciales son fijos y deben distribuirse en menos piezas. Estos costos incluyen programación, configuración, calibración de máquinas y preparación para herramientas, todos los cuales requieren un tiempo significativo y mano de obra calificada, independientemente de la cantidad producida.
No hay gradación de propiedad material
El mecanizado CNC siempre comienza desde un solo stock homogéneo: cada punto en la parte terminada comparte las mismas propiedades del material (densidad, rigidez, etc.). A diferencia de algunos métodos de impresión 3D que varían composición o capa de porosidad por capa, no puede crear zonas de elasticidad, dureza o densidad diferentes en un molino o torno CNC. Esto limita el mecanizado de CNC cuando un diseño requiere transiciones graduales en el comportamiento del material (por ejemplo, una mezcla exterior rígida en un núcleo flexible).
Procesos de fabricación alternativos para el mecanizado CNC
El mecanizado CNC es un proceso versátil ampliamente utilizado en la fabricación de piezas y productos. Sin embargo, no siempre es el método óptimo. La impresión 3D y el moldeo por inyección son las dos alternativas más comunes.
La Tabla 1 proporciona una comparación concisa de los tres procesos para ayudarlo a comprender rápidamente sus respectivas ventajas y limitaciones.
Factor clave
Mecanizado CNC
Impresión 3D
Moldura de inyección
Tamaño por lotes
1–5000 PCS
1–500 PCS
≥1000pcs
Complejidad de la geometría
Medio-alto (3 eje maneja formas externas básicas; 4/5 eje agrega socavos; Las cavidades profundas o los canales de intersección necesitan accesorios/EDM)
Muy alto (canales internos, redes, superficies de forma libre)
Medio a alto (admite características de pieza como socavos moderados, agujeros laterales e inserciones moldeadas; Las características internas extremadamente intrincadas requieren componentes de molde caros)
Costo de initialSetup
Medio a alto (programación de levas, accesorios, herramientas)
Bajo a medio (plásticos/resinas básicos solo necesitan una construcción; metal o resinas de alta gama y costo de procesamiento de postes más)
Alto (los moldes de herramientas duras comienzan en USD de baja cinco cifras; complejidad, núcleos laterales, corredores calientes aumentan el costo; Moldes blandos ~ $ 1 000–2 000)
Opciones de material
Metales, plásticos, madera, compuestos, espuma
Plásticos, algunos metales, cerámica, compuestos
Termoplásticos, algunos termosets
Velocidad de producción
Programación/accesorios: 1–3 días; Tiempo de mecanizado: minutos - horas por parte; lote de cientos: 3–7 días
Tiempo de impresión por parte: minutos-horas; Tiempo de entrega general: 1–3 días (tamaño por lotes, posprocesamiento varía); Resina de metal/alta precisión: ~ 1 semana
Construcción de moho: 2–6 semanas; Ajuste de moho: días - 1 semana; Tiempo de ciclo: 10–60 s; Tasa de producción: 500–2 000 PC/día
Costo unitario
Parte única: unos pocos dólares– $ 20–200; Volumen medio (cientos): 10–30% de reducción de costos
Plásticos: $ 5– $ 50 cada uno; metales: ≥ $ 100 cada uno
Después de la amortización: $ 0.20– $ 5 cada uno; Volúmenes altos (millones): hasta $ 0.05 cada uno
Mejor para
Piezas de precisión, materiales de alta resistencia o resistentes al calor, prototipos de metal
Piezas complejas personalizadas únicas y de lotes pequeños; Prototipos rápidos
Piezas de plástico estandarizadas de alto volumen
CNC vs. 3D Impresión versus moldeo por inyección
La Tabla 2 presenta ejemplos de aplicación que ilustran cómo seleccionar el proceso más adecuado.
Caso
Tipo de producto
Requisitos clave
Proceso recomendado
Razón de la selección
1
Prototipo médico con red interna
Geometría interna compleja, material plástico, respuesta rápida
Impresión 3D
El moldeo por inyección requiere herramientas costosas y no puede formar redes internas; CNC no puede moldear estructuras de red interiores.
2
Marco de aluminio de drones
Alta resistencia, tolerancias estrechas, lote de 300–1,000 unidades
Mecanizado CNC
La impresión 3D de metal es de costo prohibitivo en este volumen; CNC ofrece mejores propiedades económicas y materiales para marcos de aluminio.
3
Núcleo de molde de inyección de acero
Alta precisión, baja cantidad
Mecanizado CNC
El moldeo por inyección produce piezas de plástico, no moldes de acero; Mientras que muchos procesos de metal AM (SLM/DML) pueden lograr una fuerza casi forjada después del tratamiento térmico, el mecanizado CNC seguido de tratamiento térmico y molienda sigue siendo más confiable para los núcleos de moho de larga vida.
4
Estuche artístico personalizado
Forma orgánica, un solo unidad, plástico
Impresión 3D
CNC lucha con curvas orgánicas complejas y requeriría accesorios personalizados; No se necesitan herramientas para la impresión 3D.
5
Pequeño recinto electrónico de plástico
Características de ajuste a presión, soportes internos, aproximadamente 100 unidades
Impresión 3D
CNC es lento y derrochador para características internas intrincadas; Las herramientas de moldeo por inyección son demasiado costosas para solo 100 unidades.
6
Producción en masa Carcasa de plástico
ABS/PC Plastic, más de 10,000 unidades
Moldura de inyección
El alto costo de moho por adelantado se amortiza a gran volumen
7
Placa base de precisión
Geometría simple, metal, gran tamaño, tolerancias apretadas
Mecanizado CNC
La impresión 3D de metal es costosa para grandes piezas; El mecanizado CNC logra las tolerancias requeridas de manera más económica.
8
Titaniumbracket aeroespacial de peso ligero
Estructura de red compleja, bajo volumen
Impresión 3D de metal
Solo la impresión 3D puede producir intrincados diseños de red de titanio en una sola construcción.
9
Conector de plástico de volumen medio
Geometría simple, control de costos, 1000 unidades
Moldura de inyección
El costo del moho se puede distribuir más de 1,000 unidades, produciendo un precio por pieza más bajo que CNC o la impresión 3D.
Ejemplos de la aplicación: elegir el proceso correcto
5 Factores clave que afectan el costo de mecanizado CNC y los consejos de reducción
Controlar los costos de mecanizado de CNC no se trata solo de negociar precios más bajos, se trata de inteligenteDiseño de mecanizado CNC, opciones de material eficientes y planificación estratégica de producción. Con el enfoque correcto, puede lograr tanto alta calidad como rentable. En esta sección, discutiremos brevemente qué impulsa los costos en el mecanizado CNC y la oferta probadaConsejos para reducir el costo de su proyecto CNCt.
Parte de complejidad de la geometría
Los unidades de complejidad de la geometría de parte costos porque las formas intrincadas requieren más tiempo de máquina, cambios de herramientas adicionales y múltiples configuraciones. Los bolsillos profundos, los socavados empinados, los agujeros en ángulo y las paredes delgadas requieren herramientas más pequeñas o extendidas, que se cortan más lentamente y son propensas a la deflexión. Las largas trazas de herramientas y el reposicionamiento frecuente aumentan el tiempo del ciclo y aumentan el riesgo de errores o chatarra.
✅Consejos:
Agregue filetes a las esquinas internas afiladas para que pueda usar molinos finales de mayor diámetro y evitar herramientas personalizadas.
Mantenga las profundidades de bolsillo para no más de cuatro veces su ancho (profundidad ≤4 × ancho) para que los cortadores de longitud estándar puedan alcanzar.
Mantenga los espesores de la pared de al menos 0.8 mm para metales y 1.5 mm para plásticos para evitar la vibración y la necesidad de múltiples pases de luz.
Eliminar agujeros innecesarios en ángulo o fuera del eje; Si una característica en ángulo es esencial, considere dividir la pieza en subcomponentes más simples.
Pídale a su maquinista el diseño de la retroalimentación de fabricación temprano, para que pueda atrapar y corregir funciones costosas antes de programar.
Selección de material
Elegir el material correcto afecta el costo al determinar las velocidades de corte, el desgaste de la herramienta y las tasas de desecho. Las aleaciones más suaves como el aluminio 6061 o el POM cortan rápidamente en alimentos más altos y preservan la vida útil de la herramienta. En contraste, las aleaciones de acero inoxidable, titanio y alta temperatura requieren velocidades más lentas, cambios de herramientas más frecuentes y fijación robusta. Incluso dentro de una familia de materiales, las calificaciones con mejor maquinabilidad pueden reducir a la mitad los tiempos de ciclo.
✅Consejos:
Siempre que sea posible, seleccione un material con alta maquinabilidad que aún cumpla con sus requisitos de fuerza o corrosión
Pregúntele a su proveedor sobre aleaciones alternativas o plásticos que puedan costar menos y cortar más rápido.
Reduzca el exceso de grosor en metales costosos mediante secciones de pared de dimensionamiento derecho a solo lo que es estructuralmente necesario.
Use en blanco de forma neta cercana (forjados o fundidos) para aleaciones caras para que elimine menos material durante cada corte.
Factor en las tasas de reciclaje de chips; Los chips de aluminio a menudo tienen un valor de reventa, mientras que las aleaciones más duras pueden no.
Cantidad de pedido
Pedir influencias de la cantidad por costo de la pieza porque los gastos fijos, como la programación de la cámara, la fabricación de accesorios y la configuración de la máquina, se extienden sobre cada parte. Cuando ejecuta solo un puñado de piezas, esas inversiones únicas dominan el precio unitario. A medida que aumenta el volumen, esos costos se vuelven menos significativos, y el tiempo de ciclo se convierte en los principales impulsores.
✅ Consejos:
Combine partes similares en una sola ejecución de producción para compartir configuraciones, cero compensaciones y accesorios.
Si prevé que necesita más piezas más tarde, ordene un lote más grande ahora para amortizar la programación y la fijación de la fijación de más unidades.
Busque oportunidades para pedir placas familiares o piezas ganas, organizando múltiples copias de piezas pequeñas en un espacio en blanco para reducir el desperdicio y el tiempo de configuración.
Programe trabajos relacionados de forma consecutiva para que se puedan reutilizar las mismas herramientas y el trabajo.
Negocie los descuentos de volumen con su tienda si puede comprometerse con una cantidad total más alta por adelantado.
Tiempo de programación y configuración
La programación y el tiempo de configuración se vuelven significativos cuando las piezas incluyen características no estándar como cementeros decorativos, logotipos grabados o tamaños de agujeros inusuales. Cada cara adicional que requiere volteo, cada necesidad de fijación personalizada y cada trayectoria no estándar agrega horas de trabajo de cámara y tiempo de inactividad de la máquina. La programación más larga y las carreras secas frecuentes se traducen directamente a tarifas de taller más altas.
✅ Consejos:
Simplifique la geometría para usar formas estándar, características rectas y diámetros de orificio comunes (incrementos de .1 mm o .5 mm) para aprovechar los taladros de estantería y las fábricas finales.
Piezas de diseño para que se pueda acceder a todas las características críticas en una sola orientación (geometría 2.5D), minimizando la necesidad de múltiples configuraciones.
Comparta los archivos de paso o IGES limpios y bien exportados con un nombre de cara adecuado y sin geometría superpuesta para evitar la limpieza de la cámara.
Elimine las características puramente cosméticas, como el texto grabado o los chamfers, que agregan rutas de herramientas innecesarias.
Trabaje con su maquinista para identificar qué características conducen el tiempo de programación adicional y exploran las alternativas de diseño.
Necesidades de postprocesamiento
Las necesidades posteriores al procesamiento, como pulir, anodizar, enchapar o pintar, pueden agregar un manejo significativo, enmascaramiento y pasos de curado. Cada acabado requiere una configuración separada, movimiento entre departamentos o proveedores, y a menudo los cambios de estante o accesorio, reforzando los tiempos de entrega y el costo aumentando.
✅ Consejos:
Pregunta si se requiere un acabado cosmético; Muchas piezas internas o funcionales funcionan bien "como mecanizadas" o con una explosión simple de cuentas.
Si se necesita un acabado, consolide los tratamientos bajo un proveedor para reducir el envío, el manejo y la programación de la sobrecarga.
Especifique los requisitos de acabado superficial solo en el apareamiento crítico o las superficies expuestas; Acepte acabados molidos estándar (ra1.6 µm - 3.2 µm) en otro lugar.
Elija acabados que se puedan aplicar en un solo paso, por ejemplo, anodize duro en lugar de anodizar más pintura, cuando sea posible.
Considere el enchapado o el recubrimiento que se puede aplicar directamente después del mecanizado sin un enmascaramiento extenso, como el enchapado selectivo de níquel electroales.
Trabaje con Chiggo para su proyecto de mecanizado CNC
Chiggo es una empresa líder de mecanizado CNC de precisión en China con más de 10 años de experiencia en fabricación. Operamos equipos CNC de última generación y tenemos un equipo profesional de ingenieros. Respaldado por una sólida red de cadena de suministro, ofrecemos precios competitivos y tiempos de entrega confiables.ContáctenosAhora para experimentar nuestroServicios de mecanizado CNC!