Comme aluminium ou acier inoxydable matériaux d'usinage CNC dans la fabrication moderne. Cela est principalement dû à l'excellente conductivité électrique et thermique du cuivre, à une forte résistance à la corrosion, à une bonne résistance et à une résistance à la fatigue et à une couleur distinctive. De plus, il peut être facilement travaillé, brasé, soudé et soudé.
Nous devons comprendre les caractéristiques du cuivre et ses détails d'usinage pour effectuer efficacement l'usinage CNC en cuivre. Lisez la suite - Cet article fournit ce que vous voulez savoir.
Qu'est-ce que l'usinage CNC en cuivre?
L'usinage CNC en cuivre est une précision Processus de fabrication qui utilise des outils et des machines de contrôle numérique (CNC) pour former des matériaux de cuivre dans les formes souhaitées. Ce processus produit des pièces de cuivre fiables de haute qualité avec des géométries complexes et des dimensions précises, ce qui est crucial dans des industries telles que l'électronique, l'aérospatiale, l'automobile et la fabrication médicale.
Le cuivre est étiqueté comme CU avec le numéro 29 atomique sur le tableau périodique. Il a une apparence rougeâtre-orange distinctive et est en deuxième position sur l'argent (AG) dans la conductivité thermique et électrique. Lorsque nous parlons de «cuivre», nous voulons souvent dire à la fois les alliages de cuivre et de cuivre. La façon la plus courante de les classer dans six familles: cuivres, alliages, cuivres, bronzes, nickels de cuivre et cuivre et cuivre.
Cuivre are essentially commercially pure copper, with up to approximately 0.7% total impurities. Based on impurity levels and alloying additions, these materials are designated by UNS numbers C10100 to C13000. Due to their excellent electrical and thermal conductivity, they are primarily used in electrical and heat dissipation applications, such as electrical wiring, fittings, busbars, and heat exchangers. These coppers are soft, highly ductile, and can be easily formed, brazed, or welded. However, they are moderately difficult to machine, with a standard machinability rating of approximately 20% (with free-cutting brass rated at 100).
Alliages diluécontain small amounts of various alloying elements such as beryllium, chromium, zirconium, tin, silver, sulphur, or iron. These elements modify one or more of the basic properties of copper, such as strength, creep resistance, machinability, or weldability, while preserving as much of copper's conductivity and corrosion resistance as possible. Most of their applications are similar to those given above for coppers, but dilute-copper alloys are used in more extreme conditions.
Cuivres are copper-zinc alloys containing up to about 45% zinc or more, often with small additions of lead for improved machinability and tin for increased strength. In addition to offering good corrosion resistance and machinability, brass also has an attractive appearance. Typical applications include architectural elements, radiator cores and tanks, electrical terminals, plugs and lamp fittings, locks, door handles, plumbing hardware, cartridge cases, and cylinder liners for pumps.
Bronzes are alloys of copper with tin, plus at least one of phosphorus, aluminium, silicon, manganese, and nickel. These alloys offer high strength along with excellent corrosion and wear resistance. They are used for springs and fixtures, metal forming dies, bearings, bushes, terminals, contacts and connectors, architectural fittings and features. The use of cast bronze for statuary is well known.
Nickels en cuivre, commonly known as cupronickel alloys, are primarily composed of copper and nickel—typically containing about 70–90% copper and 10–30% nickel—with small additions of elements like iron or manganese to further enhance their properties. These alloys are highly resistant to corrosion, especially in seawater and other harsh, saline environments. They are widely used in marine hardware, condenser tubes for power plants, heat exchangers, and piping systems in desalination plants and other maritime applications.
Nickel Silvers contain 55–65% copper alloyed with nickel and zinc, and sometimes include a small addition of lead to promote machinability. These alloys derive their misleading name from their appearance, which is similar to pure silver, even though they contain no silver. They are used for jewelry, name plates, musical instruments, cutlery, and as a base for silver plating (EPNS).
Différentes notes de cuivre utilisées dans l'usinage CNC
Ensuite, nous présenterons plusieurs types courants d'alliages de cuivre et de cuivre dilué utilisés dans l'usinage.
C10100 (cuivre électronique sans oxygène, OFE Copper)
Le C10100 est le cuivre de qualité la plus élevée, avec une teneur en cuivre supérieure à 99,99% et un niveau d'oxygène aussi faible que 0,0005% (avec de l'argent traité comme une impureté). Cette note a une excellente conductivité électrique (au moins 101% IACS - Norme internationale de cuivre recuit ) et la conductivité thermique. Sa très faible teneur en oxygène minimise le risque d'embrimance de l'hydrogène, permettant un dessin profond ou un dessin à haute réduction sans se fissurer, et lui permettant de le rejoindre par un processus conventionnel, tel que le soudage à l'arc, le soudage, le brasage et le soudage - même dans des conditions de réduction ou de vide. Le C10100 est principalement utilisé pour les composants de la chambre à vide, les connexions semi-conducteurs, les fils d'entrée, les joints de verre à métal et les guides d'ondes.
C10200 (cuivre sans oxygène, de cuivre)
Le C10200 est également un cuivre sans oxygène, mais il est légèrement moins pur que C10100, avec une teneur minimale en cuivre de 99,95% (y compris l'argent) et une teneur en oxygène limitée à environ 0,001% maximum. Il offre des avantages fonctionnels presque identiques comme C10100 (pas de dommages à l'hydrogène, etc.) et est souvent interchangeable dans de nombreuses applications. Essentiellement, C10200 peut être considéré comme une version de qualité inférieure de C10100, répondant au besoin de cuivre sans oxygène dans les applications générales à un coût légèrement inférieur.
C11000 (cuivre électrolytique à pitch dur, cuivre ETP)
Le cuivre ETP est le cuivre le plus courant. Il doit être au moins 99,9% pur et a généralement 0,02% à 0,04% d'oxygène. Comme pour le cuivre, la teneur en argent (AG) est comptée comme du cuivre (Cu) lors de la détermination de la pureté. En termes de conductivité électrique et thermique, C11000 est essentiellement égal à C10100 et C10200 en performance pratique. La plupart des C11000 vendus aujourd'hui respectent ou dépassent 101% des IAC pour la conductivité électrique et fournissent une conductivité thermique autour de 390 w / m · k. De plus, C11000 est plus économique et est considéré comme la norme de l'industrie pour les applications électriques générales.
Bien que C11000 soit très ductile dans des conditions normales, elle peut souffrir de fracasse si elle est chauffée dans un environnement riche en hydrogène. En effet, l'oxygène en C11000 existe lorsque Cu₂o précipite, généralement situé aux joints de grains. À des températures élevées, l'hydrogène peut se diffuser dans le matériau et réagir avec Cu₂o pour former une vapeur d'eau (H₂o). Cette réaction crée des vides ou des fissures internes, un phénomène connu sous le nom de fragilisation de l'hydrogène ou de «maladie de l'hydrogène». En conséquence, C11000 ne convient pas au soudage au gaz et à la brasage à haute température. Si le soudage doit être nécessaire, il est généralement effectué par le soudage à l'arc (TIG, MIG) dans un bouclier à gaz inerte ou par le soudage de résistance, pour empêcher le ramassage d'hydrogène.
C12200 (cuivre en phosphore élevé désoxydé, cuivre DHP)
Également connu sous le nom de cuivre désoxydé au phosphore ou de cuivre à phosphore haute résiduel, le C12200 est mécaniquement similaire à C11000 mais comprend une petite quantité de phosphore (0,015 - 0,04%). Cet ajout aide à éliminer l'oxygène du métal, améliorant sa soudabilité et ses capacités de brasage tout en empêchant l'embrittance de l'hydrogène. Le C12200 peut également être facilement formé à chaud et à froid et est un excellent choix pour les enroulements de transformateurs, les barres de bus et d'autres composants électriques qui exigent une fabrication fiable.
C14500 (cuivre tellurium)
Le C14500 est un alliage de cuivre dilué qui contient 0,4 à 0,7% de Tellurium et 0,004 à 0,12% de phosphore. Le Tellurium forme des précipités finement dispersés dans la matrice de cuivre, qui agissent comme des disjoncteurs pendant l'usinage. Cela augmente son indice de machinabilité à environ 80 à 90% (avec un laiton de coupe libre réglé à 100%), par rapport à une cote de machinabilité en cuivre standard d'environ 20%. Sa légère réduction de la conductivité est compensée par sa capacité à être usinée rapidement et précisément.
En raison de son excellente machinabilité et de sa qualité de surface élevée, il est couramment utilisé dans les composants électriques et les connecteurs qui nécessitent une coupe de haute précision et des finitions de surface lisses, telles que les commutateurs de précision, les connecteurs et les composants électroniques. Cependant, la présence de Tellurium affecte négativement la stabilité des articulations du soudage; Par conséquent, des processus tels que le soudage oxy-acétylène, le soudage au comptant et le soudage à l'arc métallique enduit ne conviennent généralement pas au C14500.
C14700 (cuivre en soufre)
Le C14700 est un alliage de cuivre libre de machant, similaire à C14500, conçu pour améliorer considérablement la machinabilité du cuivre pur. Il contient 0,2 à 0,5% de soufre, formant des précipités de sulfure qui diffèrent en morphologie et en distribution des précipités de Telluride dans C14500.
Alors que certains fabricants préfèrent le C14500 pour les applications critiques qui exigent un contrôle optimal des puces et une finition de surface, la rétroaction montre que dans certaines conditions de soudage, le sulfure précipite en C14700 affecte la stabilité de l'articulation de la soudure inférieure à celle que le Telluride précipite en C14500. Néanmoins, les deux ne sont pas adaptés au soudage conventionnel. Il est recommandé d'utiliser le soudage à l'arc blindé à basse température ou à gaz inerte (TIG ou MIG). De plus, pour les applications d'usinage sensibles aux coûts ou moins exigeantes, le C14700 offre des avantages importants et peut être plus économique.
Processus communs pour l'usinage CNC en cuivre
Le processus d'usinage CNC en cuivre utilise des dispositifs complexes tels que les moulins, les broyeurs et les tours pour créer des fonctionnalités précises et complexes sur les pièces en cuivre. Vous trouverez ci-dessous les techniques les plus courantes:
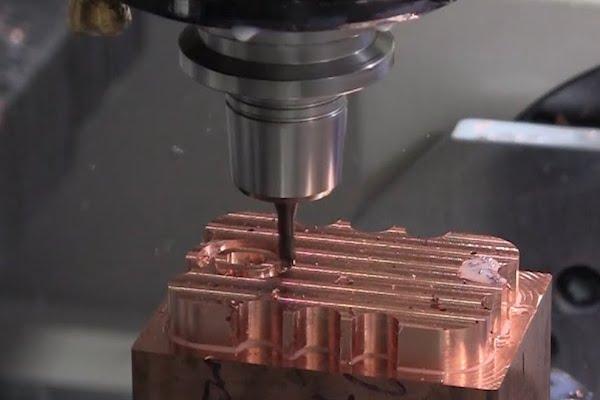
Moulin CNC
CNC Milling automatise la vitesse de coupe, le taux d'alimentation et le mouvement des outils, permettant une mise en forme précise des pièces en cuivre. À l'aide d'outils de coupe rotatifs multi-points, il élimine progressivement le matériau pour créer diverses fonctionnalités de conception, y compris les rainures, les contours, les encoches, les surfaces plates, les trous et les poches. En raison de la douceur du cuivre, les usines d'extrémité en carbure à 2 flûtes sont couramment utilisées pour prévenir l'accumulation de puces et maintenir la précision.
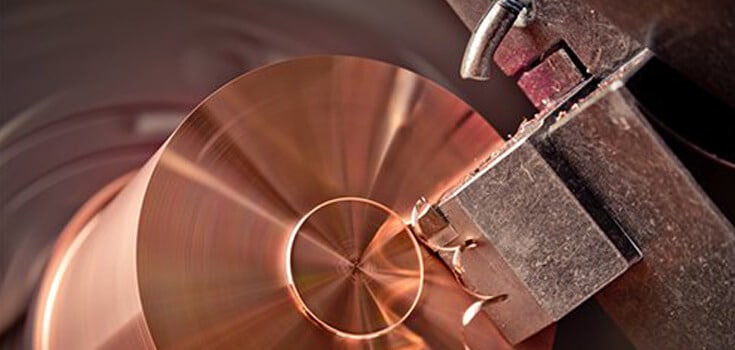
CNC tournant
En tournant CNC , une pièce en cuivre tournante est façonnée par un outil de coupe stationnaire. Ce processus produit efficacement des pièces cylindriques, filetées et de haute précision avec des tolérances étroites. Les inserts en céramique ou CBN sont parfois utilisés pour une augmentation de la durée de vie des outils et de la résistance à l'usure. En raison de sa vitesse et de son adaptabilité, le virage CNC est bien adapté à la production à haut volume. Cette méthode est relativement rentable et convient à l'usinage de nombreux composants électroniques et mécaniques tels que les connecteurs de fil électrique, les vannes, les barres de bus, les radiateurs.
Forage CNC
Le forage CNC crée des trous précis et propres dans les pièces en cuivre. Bien que le fraisage CNC puisse également créer des trous, le forage CNC est spécialisé pour le forage des trous profonds ou la formation de trous de haute précision. Pour empêcher le cuivre d'adhérer au foret et provoquer le colmatage, des bits de forage pointus avec des angles de coupe optimisés sont utilisés pour améliorer l'évacuation des puces. De plus, les forets enduits en étain sont souvent choisis pour réduire les frottements et améliorer la durée de vie des outils.
CNC Grinceing
Le broyage CNC affine les finitions de surface et la précision dimensionnelle dans l'usinage en cuivre. Il utilise des roues abrasives pour obtenir des tolérances étroites et des surfaces lisses, ce qui le rend très adapté aux appareils électroniques ou médicaux haut de gamme. En raison de la tendance du cuivre à salir, des abrasifs fines et une pression contrôlée sont utilisés pour empêcher la déformation des matériaux.
Usinage à décharge électrique (EDM)
EDM est une méthode d'usinage sans contact qui élimine le matériau par des décharges électriques contrôlées. C'est un excellent choix pour les conceptions de cuivre complexes difficiles à machine avec des outils conventionnels. Cette technique est particulièrement utile pour usiner des sections à parois minces, des cavités détaillées et des composants de haute précision en aérospatiale et en électronique. wire edm Et le puits EDM sont les deux types principaux. Le premier est utilisé pour des coupes précises dans un profil bidimensionnel (ou des formes plates) en utilisant un fil mince comme électrode, tandis que le second est utilisé pour machine des cavités tridimensionnelles et des trous profonds, où l'électrode est façonnée pour correspondre à la géométrie souhaitée. Bien que l'EDM soit plus lent que les méthodes traditionnelles, il peut créer des conceptions complexes précises avec une contrainte mécanique minimale.
Suppléments: Processus de post-traitement pour les pièces usinées en cuivre CNC
Après l'usinage CNC, les pièces de cuivre subissent généralement finition de surface pour améliorer les fonctionnalités et l'esthétique en supprimant les marques d'usinage, en réduisant l'oxydation et en améliorant la résistance à la corrosion.
Blaptage des médias:Uses abrasive materials such as sand, glass beads, or aluminum oxide to clean and texture copper surfaces. It effectively removes oxidation, machining marks, and surface contaminants, providing a uniform matte or satin finish.
Electroplaste:Deposits a thin metallic layer onto copper parts to improve corrosion resistance, conductivity, and wear resistance. Common plating materials include nickel (for durability), silver and gold (for high conductivity), and tin (for solderability and oxidation resistance).
Electropolissage: An electrochemical process that removes a thin oxide layer from the copper surface, especially suitable for high-purity copper and oxygen-free copper. It helps to reduce friction, improves oxidation resistance, and provides a shiny, reflective surface.
Anodisation:While not as common for copper as for aluminum, anodisationcan be applied to certain copper alloys. This process thickens the oxide layer on the surface, enhancing corrosion resistance and providing a decorative finish in various colors.
Défis dans le processus d'usinage CNC en cuivre
Bien que le cuivre soit largement utilisé pour son excellente ouvrière et ses propriétés thermiques, il présente plusieurs défis uniques dans l'usinage CNC. Vous trouverez ci-dessous les principales difficultés apparaissant dans le processus d'usinage CNC en cuivre.
Mauvaise machinabilité de cuivre pur
Le cuivre pur adhère facilement aux outils de coupe et aux formulaires des bords accumulés (Bue) sur les surfaces de l'outil, accélérant la dégradation de l'outil. Il en résulte des inefficacités d'usinage et de la formation de terrifiants sur la surface de la pièce. Contrairement aux alliages de cuivre, qui offrent une meilleure formation et une meilleure machinabilité, l'usinage du cuivre pur nécessite des outils spécialisés et des réglages de processus pour garantir la précision dimensionnelle et les finitions de surface lisses.
Travail en durcissant
La ductilité élevée du cuivre signifie qu'elle se déforme facilement sous les contraintes d'usinage. Lorsqu'il subit une déformation plastique (en particulier pendant le travail au froid), sa structure cristalline accumule des dislocations, augmentant sa force et sa dureté - un phénomène appelé travail de travail. La surface durcie nécessite des forces de coupe plus élevées et est plus abrasive pour l'outil, soulignant la machine et affectant la précision dimensionnelle. Pour atténuer cela, des paramètres de coupe optimisés, un refroidissement et une lubrification efficaces et des outils nets de haute qualité sont utilisés.
Extension thermique
Le cuivre a la capacité de mener et de dissiper la chaleur rapidement, mais des changements de température localisés rapides peuvent provoquer une expansion ou une contraction thermique inégale, entraînant une distorsion de la pièce. De plus, une génération de chaleur excessive peut dégrader les outils de coupe. Pour éviter ces problèmes, il est important de gérer la production de chaleur et d'assurer une dissipation de chaleur efficace pendant l'usinage.
Considérations utiles pour l'usinage CNC en cuivre
Pour relever les défis ci-dessus, ci-dessous sont des considérations clés pour assurer une usinage efficace et rentable du cuivre.
Choisissez la bonne note de cuivre
Avant l'usinage, il est crucial de sélectionner la note de matériau de cuivre la plus appropriée pour votre application. Le cuivre pur est cher et difficile pour la machine. Si vous avez besoin des propriétés du cuivre pur mais que vous avez besoin d'un matériau plus facile à traiter, les alliages de cuivre à l'achat libre - tels que le cuivre cuivre et le cuivre soufre, sont mieux pour l'usinage efficace et sont plus rentables. Cependant, si une résistance mécanique plus élevée et une résistance à l'usure sont également nécessaires, phosphor bronze ou cuivre beryllium peut être plus approprié.
Conception de la fabrication
Une autre considération importante consiste à examiner les exigences et les spécifications de conception de vos pièces en cuivre au début du processus. En alignant la conception sur les capacités de fabrication, vous pouvez réduire les erreurs, recouvrir et vous assurer que la pièce finale répond aux fonctionnalités prévues. Voici quelques suggestions de conception:
Maintenir une épaisseur de paroi adéquate: For aesthetic or decorative parts, a thickness of at least 0.5 mm is sufficient. For structural components that require additional strength, thicker walls should be used to prevent deformation.
Évitez les poches profondes avec de petits rayons:These features hinder chip evacuation and put additional strain on the cutting tools, which increases wear and affects surface quality.
Concevoir avec un déburricule à l'esprit:Copper tends to form burrs during machining. To reduce the need for post-machining deburring, use smooth transitions — such as rounded edges, chamfers, or fillets — rather than sharp edges. Also, design features with accessible tool paths and appropriate cutting force directions to further minimize burr formation and boost machining efficiency.
Concevoir des fonctionnalités standardisées:Use standard dimensions and features whenever possible to simplify fixturing and tool path programming. Avoid overly tight tolerances, as these can increase machining difficulty, accelerate tool wear, and raise production costs.
Réglez le taux d'alimentation correct
Le taux d'alimentation décrit la vitesse à laquelle l'outil de coupe CNC progresse par rapport à la pièce. Il affecte directement la durée de vie de l'outil, la finition de surface et l'efficacité d'usinage. Un taux d'alimentation élevé peut entraîner une augmentation de la température trop rapidement, entraînant des problèmes tels que des bavardages, une déviation de l'outil et une précision réduite de l'usinage du cuivre. Pour éviter ces problèmes, il est conseillé d'appliquer des taux d'alimentation faibles à modérés.
Sélectionnez le matériau de l'outil approprié
Choisir le bon outil de coupe est essentiel dans l'usinage CNC en cuivre. Les outils en carbure sont préférés pour l'usinage à grande vitesse car ils maintiennent la dureté à des températures élevées et ont une excellente résistance à l'usure. Les outils enduits de diamant fonctionnent mieux pour les applications de cuivre pur et de précision, car elles empêchent l'accumulation de puces et l'adhésion des matériaux. Les outils en acier à vitesses à grande vitesse (HSS) peuvent être utilisés pour les opérations à basse vitesse, mais ont tendance à se porter plus rapidement. De plus, les flûtes à outils polies améliorent l'évacuation des puces et réduisent les macultes de matériaux. Assurez-vous d'aiguiser vos outils de coupe à un tranchant tranchant avant d'usinter du cuivre pour des performances optimales.
Autres conseils envisagés:
Appliquez des refroidisseurs ou des lubrifiants appropriés pendant l'usinage. Pour l'usinage à grande vitesse, les liquides de refroidissement à base d'huile peuvent offrir une meilleure lubrification et une dissipation thermique.
Utilisez des disjoncteurs de puces et des outils de coupe à angle élevé pour un meilleur contrôle des puces.
Adoptez des techniques de déburricité telles que la finition vibratoire ou le déburricule manuel pour assurer des surfaces lisses et sans défaut.
Conclusion
L'usinage CNC en cuivre nécessite une précision, une expertise et une sélection minutieuse de matériaux pour une production de haute qualité et rentable. Cet article fournit des informations clés pour guider vos choix de matériel et vous aider à éviter les problèmes d'usinage communs. Cependant, la fabrication réussie dépend également d'avoir un partenaire de confiance avec la technologie CNC avancée et l'expertise de l'industrie. Pour l'usinage CNC fiable du cuivre et de ses alliages, chiggo est là pour vous aider. Contactez-nous aujourd'hui et commençons!