Anodizing, also known as anodization, is an electrochemical process used to create a decorative and corrosion-resistant oxide layer on metal surfaces. While several nonferrous metals, including magnesium and titanium, can be anodized, aluminum is particularly well-suited for this process. In fact, aluminum anodizing is widely used today because it significantly enhances both the material's durability and appearance.
This article will focus on anodizing aluminum, describing the anodizing process in detail, explaining its types, benefits, applications, and design tips of aluminum anodizing.
What Is Aluminum Anodizing?
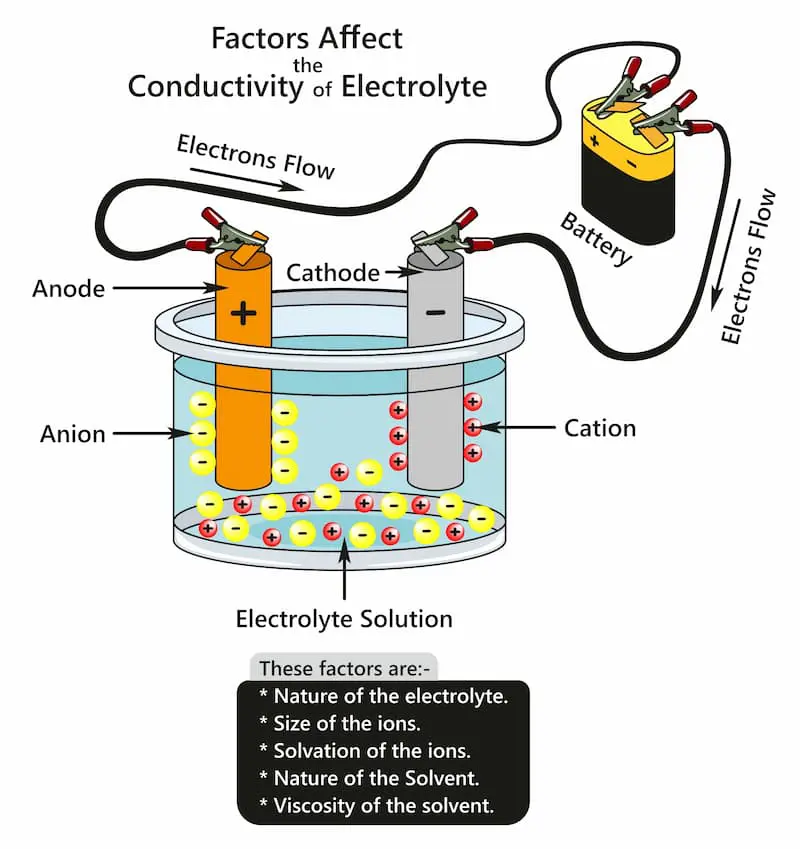
Aluminum anodizing is an electrolytic process most commonly carried out in a dilute sulfuric acid solution. During this process, an electrical current is passed through the aluminum part, causing the aluminum atoms on the surface to lose electrons and become positively charged aluminum ions (Al3+). These aluminum ions then react with water molecules (H2O) in the electrolyte, forming a durable aluminum oxide layer that is significantly stronger and more corrosion-resistant than the metal's naturally occurring oxide layer.
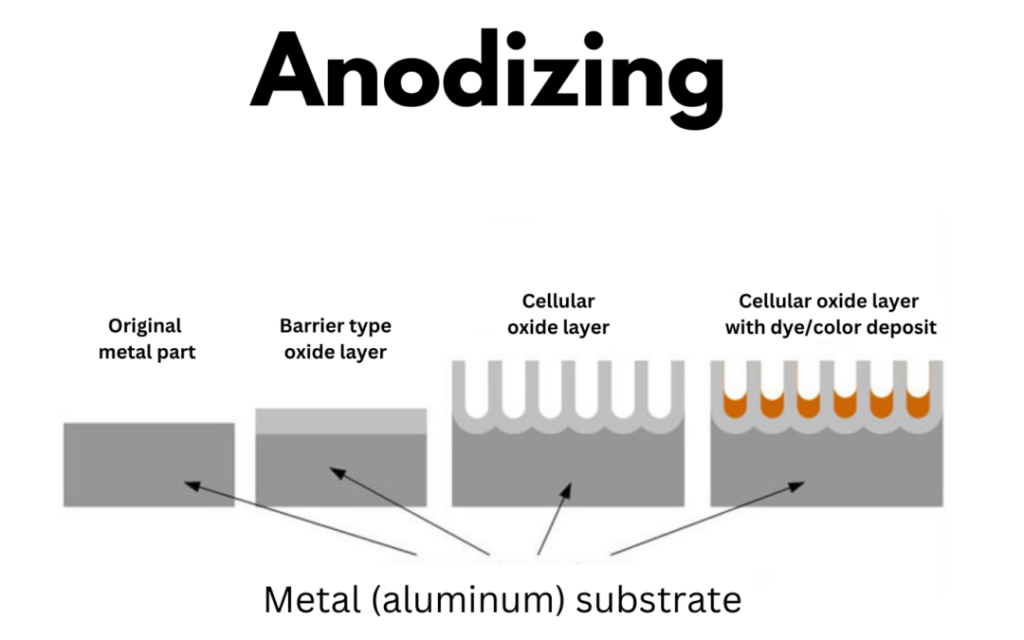
This aluminum oxide is not applied to the surface like paint or plating, but is fully integrated with the underlying aluminum substrate, so it cannot chip or peel. Additionally, the oxide layer has a highly ordered, porous structure, which allows for secondary processes like coloring and sealing. These treatments further enhance the corrosion resistance, durability, and aesthetic flexibility of anodized surface, enable the aluminum to adopt various colors while maintaining its metallic finish, and expand the range of applications for anodized aluminum—particularly in consumer products, architecture, and design.
Aluminum Anodizing Process Step-by-Step
Step 1: Cleaning
The anodizing process begins by thoroughly cleaning the aluminum part to remove any grease, oil, dirt, or other contaminants. This can be achieved by submerging the aluminum into an alkaline or acid-based detergent bath. This step ensures a clean, active surface, which is essential for uniform anodizing.
Step 2: Pre-Treatment
Next, the aluminum surface is prepared for anodizing through chemical or mechanical processes. Chemical pre-treatment typically includes etching, where an etching solution like sodium hydroxide eliminates surface irregularities , and desmutting, which uses solutions containing nitric or sulfuric acid to remove smuts (a residue of insoluble alloying elements or oxides left on the surface after etching ) from the aluminum components.
Mechanical pre-treatment may also be applied, with techniques like abrasive polishing, sandblasting, and shot peening used to further smooth or texture the surface as needed.
Step 3: Anodizing
After additional rinses, the cleaned and pre-treated aluminum part is transferred to the anodizing tank and immersed in an electrolytic solution, typically sulfuric or chromic acid. An electrical current is then passed through the solution, with the aluminum part serving as the anode (hence the term "anodizing") and an inert material like stainless steel or lead acting as the cathode.
This current causes the aluminum atoms to lose electrons and become aluminum ions, which react with water molecules in the electrolyte to form a layer of aluminum oxide (Al₂O₃) that deposits on the surface of the part, creating a protective and durable coating.The electrochemical reactions at each electrode is summarized below:
Reactions at the Anode(Oxidation of Aluminum)
Al → Al3+ + 3e- 2Al3++3H2O→Al2O3+6H+
Reactions at the Cathode(Reduction of Hydrogen Ions)
6H++ 6e-→3H2
Overall Reaction
2Al + 3H2O → Al2O3+ 3H2
Electrochemical reactions in anodizing
During the electrolysis phase, two distinct types of oxide films can form, depending on the chemical makeup of the electrolyte bath:
Barrier Oxide Film:
A barrier oxide film forms when anodizing occurs in a neutral or slightly alkaline solution, such as those containing ammonium borate, phosphate, or tartrate compositions. In these solutions, aluminum oxide remains insoluble, allowing the formation of a thin, non-porous, and continuous oxide layer that is directly bonded to the aluminum substrate. This barrier layer is highly dense and serves as a protective coating, preventing further oxidation and corrosion.
Porous Oxide Film:
When anodizing is conducted in a dilute acidic solution like sulfuric, phosphoric, or chromic acid, the electric current drives the formation of an oxide layer on the aluminum surface. At the same time, the acidic electrolyte partially dissolves the oxide, especially in exposed or weaker areas. This dynamic balance between oxide formation and dissolution results in some oxide being retained to form a stable film, while other parts dissolve, creating a regular porous structure.
The thickness of the porous oxide layer is influenced by factors such as applied voltage, electrolyte temperature, and anodizing time. Higher voltages and longer durations result in thicker films. Additionally, the size and density of the pores depend on the acid concentration and the temperature of the electrolyte.
Step 4: Coloring (Optional)
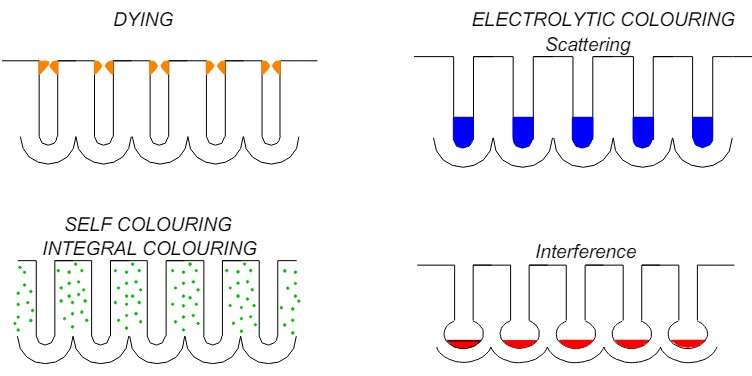
If a colored finish is desired, there are several methods available, with the most common being dyeing ( dip coloring) and electrolytic coloring.
In dyeing, the anodized part is immersed in a bath containing organic dyes. The dye penetrates the surface pores of the oxide layer and adheres within. The final color depends on the specific dye used, as well as factors like its concentration and molecular structure. This method is cost-effective and allows for a wide variety of colors to be applied to aluminum parts. However, the resulting colored film is less resistant to UV light, meaning the color may fade over time when exposed to sunlight.
In electrolytic coloring, the anodized part is submerged in a bath containing metal salts (such as tin, nickel, or cobalt), and an electrical current is applied. This causes metal ions to deposit into the pores of the oxide layer, creating a distinctive color on the anodized surface. The final color and its quality depend on the type of metal used and the concentration of metal deposits within the pores.
What Colors Can You Anodize Aluminum?
You can achieve most colors through the methods described above, along with additional techniques such as integral coloring and interference coloring.
Possible anodizing colors include black, blue, blue-gray, brown, gold, gray, green, olive drab, pink, red, violet, and yellow. Some methods, such as electrolytic coloring with inorganic metal salts, produce UV-resistant colors, making them ideal for outdoor applications where color stability is important.
Certain processes, like interference coloring, create colors through optical interference effects within the anodized layer, resulting in unique hues that can change based on the viewing angle. Other methods rely on light scattering, influencing how light interacts with the surface to generate specific shades.
Additionally, anodized aluminum is excellent for accepting paint, screen printing, or applied reflective materials (like those used in road signs). This versatility allows for achieving colors and finishes not possible through anodizing alone, such as pure white or highly reflective surfaces.
Step 5: Sealing
The final step in the anodizing process is sealing, which closes the pores in the anodized layer to prevent further chemical reactions and lock in any color. This is usually done by immersing the part in a bath of boiling deionized water, but other methods like steam sealing or chemical sealing can also be used. Once sealed, the anodized layer becomes stable, and the part gains enhanced resistance to wear and corrosion. Since the oxide film is sensitive, sealing must be performed promptly after coloring to ensure the quality and longevity of the finish.
Types of Aluminum Anodizing Processes
According to MIL-PRF-8625 (which supersedes MIL-A-8625), there are three primary aluminum anodizing processes, each designed for specific applications and offering unique properties in terms of appearance, durability, and corrosion resistance.
Type I - Chromic Acid Anodizing
Chromic acid anodizing, the oldest anodizing method, uses chromic acid as the electrolyte to create a thin oxide film on aluminum surfaces, typically ranging from 0.5 to 2.5 microns in thickness. Despite being the thinnest among the three anodizing types, Type I significantly enhances corrosion resistance compared to bare aluminum. The resulting thin oxide layer causes negligible dimensional changes, making it ideal for components requiring tight tolerances. It also produces a non-reflective, matte finish, which is desirable for military and aerospace applications. Additionally, The thinner film is more flexible than the thicker Type III hardcoat anodizing layers, allowing it to better withstand stress and bending.
However, Type I anodizing presents environmental concerns because chromic acid is toxic and carcinogenic. Consequently, facilities that perform this process must implement specialized wastewater treatment systems to manage the chromic acid byproducts. Furthermore, the limited thickness of the oxide layer reduces its ability to absorb dyes, often causing the film to appear grayish even when dyed black.
Type II - Sulfuric Acid Anodizing
Sulfuric acid anodizing is the most widely used anodizing method, employing sulfuric acid as the electrolyte instead of chromic acid. This process typically produces an thicker oxide layer between 2.5 to 25 microns, which provides superior abrasion and corrosion resistance compared to Type I anodized parts and is generally harder.
The increased thickness and porosity of the oxide layer allow for effective absorption of color dyes, paints, and adhesives, making it ideal for decorative applications. Additionally, this type of anodizing is more cost-effective than Type I due to lower chemical costs, reduced energy consumption, and simpler waste treatment processes.
Type III - Hard Anodizing (Hardcoat Anodizing)
Hard anodizing uses sulfuric acid like Type II anodizing but operates at much lower temperatures, higher voltages, and increased current densities. This process forms an oxide layer that can exceed 25 microns in thickness and is exceptionally hard—often reaching the hardness of tool steel. As a result, Type III anodizing offers superior protection against wear, making it a top choice for parts used in industrial and mechanical environments with high wear and tear.
However, the resultant film is typically dark and may be left undyed or colored black. Although Type III anodizing is environmentally friendly like Type II, it is more costly due to the stringent process conditions required.
Which Type of Anodizing Is the Best for You?
The table below summarizes the key characteristics of the three types of anodizing and highlights their most common applications, helping you select the anodizing type that best suits your needs.
Properties
Type I (Chromic Acid Anodizing)
Type II (Sulphuric Acid Anodizing)
Type III (Hard Anodizing)
Coating Thickness
0.5-2.5 microns
2.5-25 microns
>25 microns
Corrosion Resistance
Good
Better
Excellent
Wear Resistance
Poor
Moderate
Excellent
Porosity
Low
Moderate
Low
Appearance
Matte gray or natural color
Clear or dyed
Hard clear or hard black
Environment Friendly
No
Yes
Yes
Cost
Moderate to high; higher due to safety measures for chromic acid
Low; most economical anodizing process
High; due to stringent process conditions and energy requirements
Applications
- Parts needing tight dimensional tolerances- Require further processing like adhesive bonding or painting
- Balancing surface hardness and aesthetics- Projects requiring vibrant, customizable colors and durability
- High-wear environments- Parts used in harsh conditions
Comparison of three types of anodizing
What Are the Benefits of Anodizing Aluminum?
We have already mentioned several advantages of anodizing aluminum. Now, let's bring these benefits together for discussion and explore specific applications that arise from them.
Enhanced Corrosion Resistance
The anodized layer acts as a protective barrier against environmental factors like moisture, salt, and pollutants. This is particularly beneficial in the architectural and marine industries,where exposure to harsh weather and corrosive environments is common.Typical applications include building facades, roofs, window frames,and marine equipment.
Increased Durability and Hardness
The aluminum oxide layer is much harder and than raw aluminum, helping the part resist scratches, abrasion,and other forms of wear。This makes anodized aluminum perfect for high-traffic or high-use products such as cookware, electronic devices, and automotive components like wheels, trims, and engine components .
Aesthetic Versatility
The porous nature of the anodized layer allows it to absorb dyes efficiently, offering a wide range of color options. This enables designers to integrate functionality with visual appeal, offering both high performance and aesthetic flexibility. It is particularly valued in industries such as consumer electronics and architecture, where anodized aluminum is used in products like smartphones, laptops, and building exteriors.
Improved Thermal and Electrical Insulation
Anodic coatings enhance the effectiveness of heat sinks by increasing surface emissivity by an order of magnitude compared to bare aluminum, improving radiation heat transfer. This is beneficial in applications that require heat resistance, such as engine components and cookware. Additionally, anodizing provides effective electrical insulation, which is particularly useful in the electronics industry.
Better Adhesion for Coatings and Sealants
The anodized surface provides an excellent base for paints, sealants, and adhesives, enhancing the product’s overall longevity and durability. This feature is particularly valuable in the automotive and aerospace industries, where reliable adhesion is essential for coatings and finishes that must withstand harsh conditions. Anodized aluminum is also popular in architectural applications, ensuring long-lasting finishes on building exteriors and structural elements.
Environmentally Friendly Process
Anodizing is a relatively eco-friendly process compared to other metal finishing techniques. It produces minimal hazardous waste, and the anodized layer is non-toxic and recyclable, making it a safe option for cookware and food-processing equipment. As industries move toward greener manufacturing, anodized aluminum is becoming more popular for its sustainability, especially in sectors like transportation, where there is a growing demand for lightweight, energy-efficient materials.
Considerations When Choosing Anodizing Aluminum
Anodizing is a relatively straightforward process and has become a popular choice in many parts manufacturing industries. However, to ensure the best results, several factors should be considered when designing parts for anodizing. Here are some key tips and considerations.
1. Consider the Alloy
Different aluminum alloys react differently to the anodizing process. For instance, alloys with 2% or more copper content, such as those in the 2000 series and some 7000 series, generally have lower wear resistance when tested under MIL Spec Type III coatings. This means that a Type III hard coat on these alloys may not be as wear-resistant as on 6061 aluminum. If you have concerns about the alloy you’re using, it’s best to consult with your vendor.
2. Concern for Tolerances and Dimensional Changes
All types of anodizing result in some dimensional changes, especially Type II and Type III processes. Remember to compensate for the anodizing thickness when finalizing part dimensions and setting feature tolerances. This is particularly crucial for mating parts or threaded sections, where even small changes can significantly affect performance.
3. Avoid Sharp Edges
Sharp edges can cause uneven anodizing because the electrical current tends to concentrate in these areas, leading to thicker oxide layers. To achieve a more uniform oxide layer and improve both durability and appearance, it’s recommended to round or chamfer edges during the design phase.
4. Combined Coatings
In practice, anodizing can be combined with other coating technologies to further enhance part performance. For instance, applying a polymer coating (such as epoxy or polyurethane) over the anodized layer can improve wear resistance, chemical resistance, and UV protection. Alternatively, electroplating (e.g., with nickel or chrome) after anodizing can increase surface hardness, enhance wear resistance, and add a glossy finish.
5. Consider Color and Aesthetics
Anodized aluminum offers great flexibility in aesthetics, thanks to its porous oxide layer that absorbs dyes for a range of finishes. Before dyeing the part, you may consider the points below:
Coloring Methods:
As mentioned earlier, anodized aluminum can be colored using different methods, each with unique applications and benefits. The choice of method should depend on your specific needs:
Dip Coloring: This method is straightforward and allows for vibrant colors, making it suitable for decorative applications where color variety is a priority. However, the dyes used in this method are less resistant to light and heat, leading to potential fading over time.
Electrolytic coloring: Produces highly durable, UV-resistant colors, commonly used in architectural and outdoor applications. Typical colors include gold, bronze, and black.
Integral coloring: Forms colors that are integrated with the oxide layer, resulting in high wear and corrosion resistance. It is often used in automotive and aerospace applications where high strength and durability are required.
Interference coloring: Creates unique, pearlescent or metallic hues that are fade-resistant, commonly found in high-end decorative products like architectural elements and electronic casings.
Color Consistency:
The final color can be influenced by several factors, including alloy composition, surface finish, and oxide thickness. As a result, maintaining color consistency during anodizing can be challenging. Even with controlled conditions, variations may still occur within the same batch or across different batches. To reduce these variations, it may be helpful to conduct a small test run before full production or collaborate with multiple vendors.
Dye Responsiveness:
Different aluminum alloys respond differently to dyes. For example, certain alloys may produce uneven or dull colors due to their composition. Alloys with high silicon or copper content may exhibit a grayish tone after anodizing, which can impact the final dyed color. When color is a priority, it’s essential to choose an alloy that responds well to dyeing to achieve the desired finish.
Conclusion
Aluminum anodizing has already established itself as a critical process in many industries, enhancing both the performance and appearance of everyday products. As technology advances, anodizing is set to play an even more important role in sustainable manufacturing, innovative material design, and emerging fields like nanotechnology and biomedicine.
At Chiggo, we specialize in providing top-quality aluminum anodizing services that are designed to meet your specific needs and help you stay ahead in a competitive market. Upload your file and let’s get started!