Como aluminio o steinless sinlessmateriales de mecanizado CNC En la fabricación moderna. Esto se debe principalmente a la excelente conductividad eléctrica y térmica del cobre, alta resistencia a la corrosión, buena resistencia y resistencia a la fatiga y color distintivo. Además, se puede trabajar fácilmente, soldado, soldado y soldado.
Necesitamos comprender las características del cobre y sus detalles de mecanizado para realizar efectivamente el mecanizado CNC de cobre. Siga leyendo: este artículo proporciona lo que quiere saber.
¿Qué es el mecanizado de cobre CNC?
Copper CNC Meckining es una precisión proceso de fabricación que utiliza herramientas y máquinas de control numérico (CNC) para formar materiales de cobre en formas deseadas. Este proceso produce piezas de cobre confiables y de alta calidad con intrincadas geometrías y dimensiones precisas, que es crucial en industrias como la electrónica, la fabricación aeroespacial, automotriz y médica.
El cobre está marcado como Cu con número atómico 29 en la tabla periódica. Tiene una apariencia distintiva de color naranja rojizo y es solo superado de plata (Ag) en conductividad térmica y eléctrica. Cuando hablamos de "cobre", a menudo nos referimos a las aleaciones de cobre y cobre. La forma más común de clasificarlos es en seis familias: cobres, aleaciones de cobre diluido (o alto-cobre), latón, bronces, níqueles y platas de níquel.
Coperentes are essentially commercially pure copper, with up to approximately 0.7% total impurities. Based on impurity levels and alloying additions, these materials are designated by UNS numbers C10100 to C13000. Due to their excellent electrical and thermal conductivity, they are primarily used in electrical and heat dissipation applications, such as electrical wiring, fittings, busbars, and heat exchangers. These coppers are soft, highly ductile, and can be easily formed, brazed, or welded. However, they are moderately difficult to machine, with a standard machinability rating of approximately 20% (with free-cutting brass rated at 100).
Aleaciones de cobre diluido (o alto-cobre)contain small amounts of various alloying elements such as beryllium, chromium, zirconium, tin, silver, sulphur, or iron. These elements modify one or more of the basic properties of copper, such as strength, creep resistance, machinability, or weldability, while preserving as much of copper's conductivity and corrosion resistance as possible. Most of their applications are similar to those given above for coppers, but dilute-copper alloys are used in more extreme conditions.
Latón are copper-zinc alloys containing up to about 45% zinc or more, often with small additions of lead for improved machinability and tin for increased strength. In addition to offering good corrosion resistance and machinability, brass also has an attractive appearance. Typical applications include architectural elements, radiator cores and tanks, electrical terminals, plugs and lamp fittings, locks, door handles, plumbing hardware, cartridge cases, and cylinder liners for pumps.
Bronce are alloys of copper with tin, plus at least one of phosphorus, aluminium, silicon, manganese, and nickel. These alloys offer high strength along with excellent corrosion and wear resistance. They are used for springs and fixtures, metal forming dies, bearings, bushes, terminals, contacts and connectors, architectural fittings and features. The use of cast bronze for statuary is well known.
Monedas de cobre, commonly known as cupronickel alloys, are primarily composed of copper and nickel—typically containing about 70–90% copper and 10–30% nickel—with small additions of elements like iron or manganese to further enhance their properties. These alloys are highly resistant to corrosion, especially in seawater and other harsh, saline environments. They are widely used in marine hardware, condenser tubes for power plants, heat exchangers, and piping systems in desalination plants and other maritime applications.
Plateado de níquel contain 55–65% copper alloyed with nickel and zinc, and sometimes include a small addition of lead to promote machinability. These alloys derive their misleading name from their appearance, which is similar to pure silver, even though they contain no silver. They are used for jewelry, name plates, musical instruments, cutlery, and as a base for silver plating (EPNS).
Diferentes grados de cobre utilizados en mecanizado CNC
A continuación, introduciremos varios tipos comunes de aleaciones de cobre y cobre diluido utilizadas en el mecanizado.
C10100 (cobre electrónico sin oxígeno, cobre de OFE)
C10100 es el cobre de mayor grado de pureza, con un contenido de cobre superior al 99.99% y un nivel de oxígeno tan bajo como 0.0005% (con plata tratada como una impureza). Esta calificación tiene una excelente conductividad eléctrica (al menos 101% de IACS - Estándar de cobre recocido internacional ) y conductividad térmica. Su muy bajo contenido de oxígeno minimiza el riesgo de fragilidad de hidrógeno, permitiendo dibujo profundo o dibujo de alta reducción sin grietas, y permitiendo que se une cualquier proceso convencional, como soldadura por arco, soldadura por resistencia, soldadura y soldadura, incluso en condiciones de reducción o vacío. C10100 se usa principalmente para componentes de la cámara de vacío, conexiones de semiconductores, cables de plomo, sellos de vidrio a metal y guías de onda.
C10200 (cobre sin oxígeno, de cobre)
C10200 también es un cobre sin oxígeno, pero es un poco menos puro que C10100, con un contenido mínimo de cobre de 99.95% (incluida la plata) y un contenido de oxígeno limitado a aproximadamente 0.001% máximo. Proporciona ventajas funcionales casi idénticas como C10100 (sin daño de hidrógeno, etc.) y a menudo es intercambiable en muchas aplicaciones. Esencialmente, C10200 puede considerarse una versión de menor grado de C10100, que satisface la necesidad de cobre sin oxígeno en aplicaciones generales a un costo ligeramente más bajo.
C11000 (cobre electrolítico duro, cobre ETP)
El cobre ETP es el cobre más común. Se requiere que sea al menos 99.9% puro y típicamente tiene 0.02% a 0.04% de oxígeno. Al igual que con el cobre, el contenido de plata (Ag) se cuenta como cobre (Cu) al determinar la pureza. En términos de conductividad eléctrica y térmica, C11000 es esencialmente igual a C10100 y C10200 en rendimiento práctico. La mayoría de C11000 vendido hoy cumple o excede el 101% de IAC para conductividad eléctrica y proporciona conductividad térmica alrededor de 390 W/m · K. Además, C11000 es más económico y se considera el estándar de la industria para aplicaciones eléctricas generales.
Aunque C11000 es muy dúctil en condiciones normales, puede sufrir fragilidad si se calienta en un entorno rico en hidrógeno. Esto se debe a que el oxígeno en C11000 existe como precipitados CU₂O, típicamente ubicado en los límites del grano. A temperaturas elevadas, el hidrógeno puede difundirse en el material y reaccionar con Cu₂o para formar vapor de agua (H₂O). Esta reacción crea vacíos o grietas internas, un fenómeno conocido como fragilidad de hidrógeno o "enfermedad de hidrógeno". Como resultado, C11000 no es adecuado para la soldadura de gas y la soldadura de alta temperatura. Si se necesita soldadura, generalmente se realiza por soldadura por arco (TIG, MIG) en un escudo de gas inerte, o por soldadura de resistencia, para evitar la recolección de hidrógeno.
C12200 (cobre de alto fósforo desoxidado, cobre DHP)
También conocido como cobre desoxidado por fósforo o cobre de fósforo alto resistual, C12200 es mecánicamente similar a C11000 pero incluye una pequeña cantidad de fósforo (0.015-0.04%). Esta adición ayuda a eliminar el oxígeno del metal, mejorando su soldabilidad y capacidades de soldadura al tiempo que evita el fragilidad de hidrógeno. C12200 también puede ser fácilmente formado por caliente y en frío y es una excelente opción para devanados de transformadores, barras colectivas y otros componentes eléctricos que exigen una fabricación confiable.
C14500 (Cobre Tellurium)
C14500 es una aleación de cobre diluida que contiene 0.4-0.7% de telurio y 0.004–0.12% de fósforo. El Tellurium forma precipitados finamente dispersos dentro de la matriz de cobre, que actúan como interruptores de chips durante el mecanizado. Esto aumenta su calificación de maquinabilidad a alrededor del 80-90%(con latón de corte libre al 100%), en comparación con una clasificación estándar de maquinabilidad de cobre de aproximadamente 20%. Su ligera reducción en la conductividad se compensa con su capacidad de mecanizarse de manera rápida y precisa.
Debido a su excelente maquinabilidad y alta calidad de superficie, se usa comúnmente en componentes eléctricos y conectores que requieren un corte de alta precisión y acabados de superficie lisa, como interruptores de precisión, conectores y componentes electrónicos. Sin embargo, la presencia de Tellurium afecta negativamente la estabilidad de la articulación de la soldadura; Por lo tanto, los procesos como la soldadura de oxi-acetileno, la soldadura por puntos y la soldadura por arco de metal recubierto generalmente no son adecuados para C14500.
C14700 (cobre de azufre)
C14700 es una aleación de cobre de maquinar libre, similar a C14500, diseñada para mejorar drásticamente la maquinabilidad del cobre puro. Contiene 0.2–0.5% de azufre, formando precipitados de sulfuro que difieren en la morfología y la distribución del telururo precipitados en C14500.
Mientras que algunos fabricantes prefieren C14500 para aplicaciones críticas que exigen un control óptimo de chips y el acabado superficial, la retroalimentación muestra que, bajo ciertas condiciones de soldadura, el sulfuro precipita en C14700 afecta la estabilidad de la articulación de la soldadura menos que el telururo precipitado en C14500. No obstante, ambos son inadecuados para la soldadura convencional. Se recomienda utilizar soldadura de arco de baja temperatura o gas inerte (TIG o MIG). Además, para aplicaciones de mecanizado sensibles a los costos o menos exigentes, C14700 ofrece beneficios significativos y puede ser más económico.
Procesos comunes para el mecanizado CNC de cobre
El proceso de mecanizado CNC de cobre utiliza dispositivos complejos como molinos, molinos y tornos para crear características precisas e intrincadas en piezas de cobre. A continuación se muestran las técnicas más comunes:
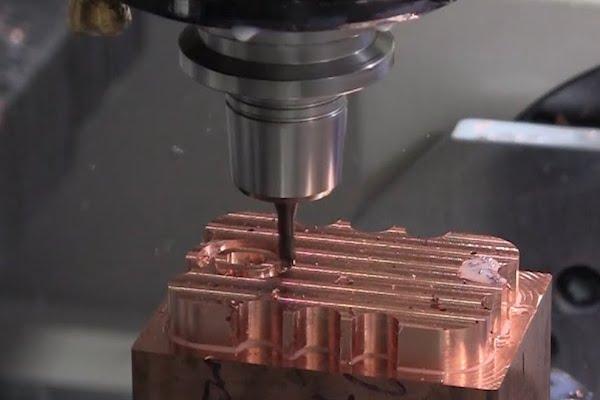
Fresado de CNC
fresa CNC Automata la velocidad de corte, la velocidad de alimentación y el movimiento de la herramienta, lo que permite una conformación precisa de piezas de trabajo de cobre. Utilizando herramientas de corte giratorias de varios puntos, elimina gradualmente material para crear diversas características de diseño que incluyen surcos, contornos, muescas, superficies planas, agujeros y bolsillos. Debido a la suavidad del cobre, las fábricas finales de carburo de 2 pendientes se usan comúnmente para evitar la acumulación de chips y mantener la precisión.
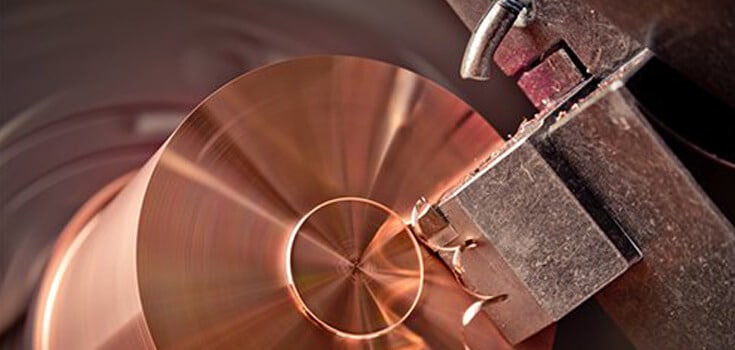
CNC Turning
en CNC girando , una pieza de trabajo de cobre giratoria está formada por una herramienta de corte estacionario. Este proceso produce eficientemente piezas cilíndricas, roscadas y de alta precisión con tolerancias estrechas. Los insertos de cerámica o CBN a veces se usan para aumentar la vida útil de la herramienta y la resistencia al desgaste. Debido a su velocidad y adaptabilidad, el giro de CNC es adecuado para la producción de alto volumen. Este método es relativamente rentable y es adecuado para mecanizar muchos componentes electrónicos y mecánicos, como conectores de alambre eléctrico, válvulas, barras de bus, radiadores.
Perforación CNC
La perforación CNC crea agujeros precisos y limpios en partes de cobre. Si bien la fresación CNC también puede crear agujeros, la perforación CNC está especializada para perforación de agujeros profundos o formación de agujeros de alta precisión. Para evitar que el cobre se adhiera a la broca y cause obstrucción, se usan brocas de taladro con ángulos de corte optimizados para mejorar la evacuación de los chips. Además, los brocas recubiertas de estaño a menudo se eligen para reducir la fricción y mejorar la vida útil de la herramienta.
Molienda de CNC
La molienda CNC refina los acabados superficiales y la precisión dimensional en el mecanizado de cobre. Emplea ruedas abrasivas para lograr tolerancias estrechas y superficies suaves, lo que lo hace muy adecuado para electrónica de alta gama o dispositivos médicos. Debido a la tendencia del cobre a mancharse, se utilizan abrasivos finos y presión controlada para evitar la deformación del material.
Mecanizado de descarga eléctrica (EDM)
EDM es un método de mecanizado sin contacto que elimina el material a través de descargas eléctricas controladas. Es una excelente opción para diseños complejos de cobre que son difíciles de mecanizar con herramientas convencionales. Esta técnica es particularmente útil para mecanizar secciones de paredes delgadas, cavidades detalladas y componentes de alta precisión en aeroespacial y electrónica. cable EDM y el hundimiento EDM son los dos tipos principales. El primero se usa para cortes precisos en un perfil bidimensional (o formas planas) utilizando un cable delgado como electrodo, mientras que el segundo se usa para mecanizar cavidades tridimensionales y agujeros profundos, donde el electrodo está en forma para que coincida con la geometría deseada. Aunque EDM es más lento que los métodos tradicionales, puede crear diseños precisos e intrincados con un estrés mecánico mínimo.
Suplementos: procesos de postprocesamiento para piezas mecanizadas por CNC de cobre
Después del mecanizado CNC, las partes de cobre generalmente se someten a acabado de superficie Para mejorar la funcionalidad y la estética eliminando las marcas de mecanizado, reduciendo la oxidación y mejorando la resistencia a la corrosión.
Explosión de medios:Uses abrasive materials such as sand, glass beads, or aluminum oxide to clean and texture copper surfaces. It effectively removes oxidation, machining marks, and surface contaminants, providing a uniform matte or satin finish.
Electroplatación:Deposits a thin metallic layer onto copper parts to improve corrosion resistance, conductivity, and wear resistance. Common plating materials include nickel (for durability), silver and gold (for high conductivity), and tin (for solderability and oxidation resistance).
Electropolización: An electrochemical process that removes a thin oxide layer from the copper surface, especially suitable for high-purity copper and oxygen-free copper. It helps to reduce friction, improves oxidation resistance, and provides a shiny, reflective surface.
Anodizante:While not as common for copper as for aluminum, anodizantecan be applied to certain copper alloys. This process thickens the oxide layer on the surface, enhancing corrosion resistance and providing a decorative finish in various colors.
Desafíos en el proceso de mecanizado CNC de cobre
Aunque el cobre se usa ampliamente por su excelente trabajabilidad y propiedades térmicas, presenta varios desafíos únicos en el mecanizado CNC. A continuación se presentan las principales dificultades que aparecen en el proceso de mecanizado CNC de cobre.
Pobre maquinabilidad del cobre puro
El cobre puro se adhiere fácilmente a las herramientas de corte y forma bordes acumulados (BUE) en las superficies de la herramienta, degradación de la herramienta de aceleración. Esto da como resultado el mecanizado de ineficiencias y la formación de rebabas en la superficie de la pieza de trabajo. A diferencia de las aleaciones de cobre, que ofrecen una mejor formación de chips y maquinabilidad, el mecanizado de cobre puro requiere herramientas especializadas y ajustes de procesos para garantizar la precisión dimensional y los acabados superficiales lisos.
Trabajar endureciendo
La alta ductilidad del cobre significa que se deforma fácilmente bajo tensiones de mecanizado. Cuando sufre deformación plástica (especialmente durante el trabajo en frío), su estructura cristalina acumula dislocaciones, aumentando su resistencia y dureza, un fenómeno conocido como endurecimiento por trabajo. La superficie endurecida requiere fuerzas de corte más altas y es más abrasivo para la herramienta, enfatizando la máquina y afectando la precisión dimensional. Para mitigar esto, se utilizan parámetros de corte optimizados, enfriamiento y lubricación efectivos, y herramientas nítidas y de alta calidad.
Expansión térmica
El cobre tiene la capacidad de conducir y disipar el calor rápidamente, pero los cambios rápidos de temperatura localizados pueden causar una expansión o contracción térmica desigual, lo que resulta en una distorsión de la pieza de trabajo. Además, la generación excesiva de calor puede degradar las herramientas de corte. Para prevenir estos problemas, es importante controlar la generación de calor y garantizar una disipación de calor efectiva durante el mecanizado.
Consideraciones útiles para el mecanizado CNC de cobre
Para abordar los desafíos anteriores, a continuación hay consideraciones clave para garantizar un mecanizado eficiente y rentable del cobre.
Elija el grado de cobre adecuado
Antes del mecanizado, es crucial seleccionar la calificación de material de cobre más apropiada para su aplicación. El cobre puro es costoso y desafiante para la máquina. Si necesita las propiedades del cobre puro pero que necesita un material que sea más fácil de procesar, las aleaciones de cobre de mecanizado libre, como el cobre telurio y el cobre con azufre, son mejores para un mecanizado eficiente y son más rentables. Sin embargo, si también se requieren una mayor resistencia mecánica y resistencia al desgaste, fosfor bronze o beryllium cobre puede ser más adecuado.
Diseño para la fabricación
Otra consideración importante es revisar los requisitos y especificaciones de diseño de sus partes de cobre temprano en el proceso. Al alinear el diseño con las capacidades de fabricación, puede reducir los errores, volver a trabajar y asegurarse de que la parte final cumpla con la funcionalidad prevista. Aquí hay algunas sugerencias de diseño:
Mantener un grosor de pared adecuado: For aesthetic or decorative parts, a thickness of at least 0.5 mm is sufficient. For structural components that require additional strength, thicker walls should be used to prevent deformation.
Evite los bolsillos profundos con radios pequeños:These features hinder chip evacuation and put additional strain on the cutting tools, which increases wear and affects surface quality.
Diseño con desgaste en mente:Copper tends to form burrs during machining. To reduce the need for post-machining deburring, use smooth transitions — such as rounded edges, chamfers, or fillets — rather than sharp edges. Also, design features with accessible tool paths and appropriate cutting force directions to further minimize burr formation and boost machining efficiency.
Diseño de características estandarizadas:Use standard dimensions and features whenever possible to simplify fixturing and tool path programming. Avoid overly tight tolerances, as these can increase machining difficulty, accelerate tool wear, and raise production costs.
Establezca la velocidad de alimentación correcta
La tasa de alimentación describe la velocidad a la que la herramienta de corte CNC avanza contra la pieza de trabajo. Impacta directamente la vida útil de la herramienta, el acabado superficial y la eficiencia del mecanizado. Una alta tasa de alimentación puede hacer que la temperatura aumente demasiado rápido, lo que lleva a problemas como la charla, la desviación de las herramientas y la precisión reducida en el mecanizado de cobre. Para prevenir estos problemas, es aconsejable aplicar tarifas de alimentación bajas a moderadas.
Seleccione el material de herramienta apropiado
Elegir el derecho herramienta de corte es fundamental en el mecanizado CNC de cobre. Las herramientas de carburo se prefieren para el mecanizado de alta velocidad porque mantienen la dureza a temperaturas elevadas y tienen una excelente resistencia al desgaste. Las herramientas recubiertas de diamantes funcionan mejor para aplicaciones de cobre puro y precisión, ya que evitan la acumulación de chips y la adhesión del material. Las herramientas de acero a alta velocidad de cobalto (HSS) se pueden usar para operaciones de baja velocidad, pero tienden a usar más rápido. Además, las flautas de herramientas pulidas mejoran la evacuación de chips y reducen el manchado de materiales. Asegúrese de afilar sus herramientas de corte a una vanguardia afilada antes de mecanizar el cobre para un rendimiento óptimo.
Otros consejos considerando:
Aplique refrigerantes o lubricantes adecuados durante el mecanizado. Para el mecanizado de alta velocidad, los refrigerantes a base de aceite pueden ofrecer una mejor lubricación y disipación de calor.
Use interruptores de chips y herramientas de corte de ángulo de alta clara para un mejor control de chips.
Adoptar técnicas de desgaste como el acabado vibratorio o el desgaste manual para garantizar superficies suaves y libres de defectos.
Conclusión
El mecanizado CNC de cobre requiere precisión, experiencia y selección de materiales cuidadosos para una producción rentable de alta calidad. Este artículo proporciona información clave para guiar sus opciones de material y ayudarlo a evitar problemas de mecanizado comunes. Sin embargo, la fabricación exitosa también depende de tener un socio confiable con tecnología avanzada de CNC y experiencia en la industria. Para el mecanizado CNC confiable de cobre y sus aleaciones, Chiggo Está aquí para ayudar. Contáctenos hoy ¡y comencemos!