Les outils de coupe de tour sont des instruments spécialisés montés sur des machines de tour, qu'elles soient manuelles, pour le travail du bois ou CNC, pour façonner, couper , ou terminer la rotation des pièces. Ces outils sont généralement constitués d'une tige fixée au support de l'outil du tour et d'un tranchant qui s'engage directement dans la pièce à usiner. Disponibles dans différentes formes, tailles et matériaux, ils peuvent effectuer une gamme d'opérations telles que le tournage, le dressage, le filetage et le tronçonnage lorsqu'ils sont combinés avec différentes trajectoires d'outils.
Choisir le bon outil détermine la précision et l’efficacité de votre travail. Dans cet article, nous discuterons des outils de coupe de tour courants, explorerons leurs conceptions et leurs fonctionnalités et vous aiderons à sélectionner celui qui convient à votre projet.
Comprendre les différents types d'outils de coupe de tour
Lorsqu’on discute des types d’outils de coupe de tour, il existe différentes méthodes de classification. Qu'il s'agisse des exigences opérationnelles, de la géométrie de l'outil, des matériaux ou du sens d'avance, l'objectif est le même : reconnaître les outils de coupe du tour et clarifier ce qu'ils peuvent faire.
Malgré la grande variété d'outils de coupe sur tour, laissons pour l'instant de côté les systèmes de classification complexes. Au lieu de cela, nous nous concentrerons sur la compréhension des outils qui se trouvent juste devant nous : à quoi ils ressemblent et ce qu’ils peuvent réaliser. Si nous pouvons répondre à ces deux questions, nous serons sur la bonne voie pour maîtriser leur utilisation.
A quoi ressemblent-ils ?
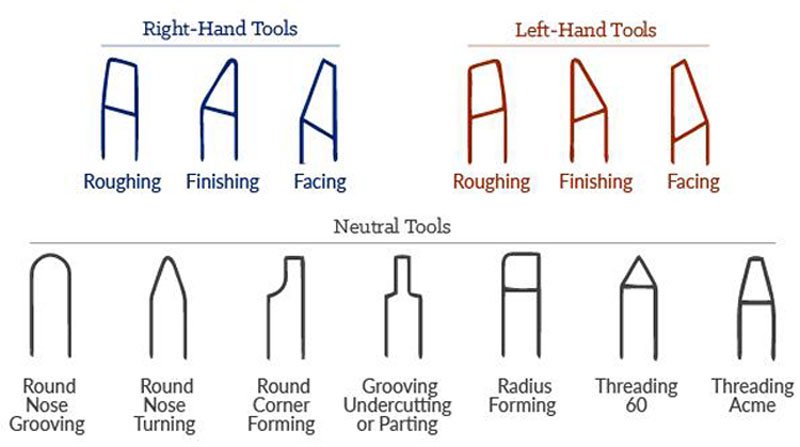
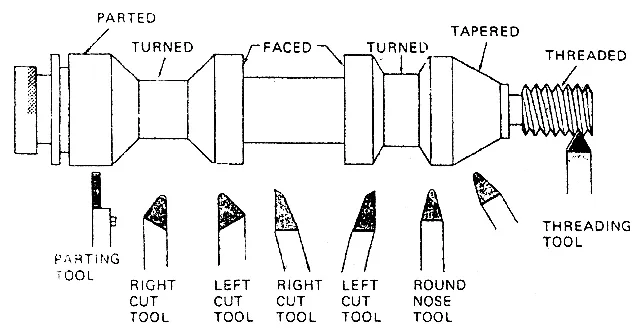
Les images ci-dessus présentent les trois principaux types d'outils de coupe de tour en fonction du sens d'avance. Les différences entre ces trois types sont clairement visibles. Ensuite, nous fournirons une introduction détaillée à l’apparence et aux fonctions de chaque outil, vous aidant à mieux comprendre leurs utilisations.
▪ Outils de coupe à droite
Les outils de coupe à droite ont leur tranchant principal sur le côté gauche et sont conçus pour couper lorsqu'ils se déplacent de droite à gauche, vers la poupée mobile. Étant donné que la plupart des opérations de tour alimentent l'outil dans cette direction, celles-ci sont les plus couramment utilisées dans les travaux de tour. Ils sont généralement utilisés pour des tâches de tournage générales telles que la réduction du diamètre de la pièce, le dressage des extrémités et l'obtention de finitions de surface lisses.
▪ Outils de coupe à gauche
Contrairement à la version droite, les outils de coupe gauche ont leur tranchant principal sur le côté droit et coupent en se déplaçant de gauche à droite, en s'éloignant de la poupée. Ces outils sont particulièrement utiles pour les opérations d'usinage à proximité de la contre-pointe ou lorsque des obstructions sur le côté gauche de la pièce nécessitent d'avancer l'outil dans le sens opposé.
▪ Outils de coupe neutres
Les outils de coupe neutres ont un bord de coupe positionné symétriquement le long de la ligne centrale de l'outil, ce qui leur permet de couper dans les deux sens sans avoir besoin de changer d'orientation. Ils sont couramment utilisés pour les opérations de finition ou les applications où des performances de coupe constantes sont requises dans les deux sens d'avance. Cependant, ils sont moins fréquemment utilisés dans des tâches lourdes ou spécialisées que les outils à droite ou à gauche.
Quelles opérations peuvent-ils réaliser ?
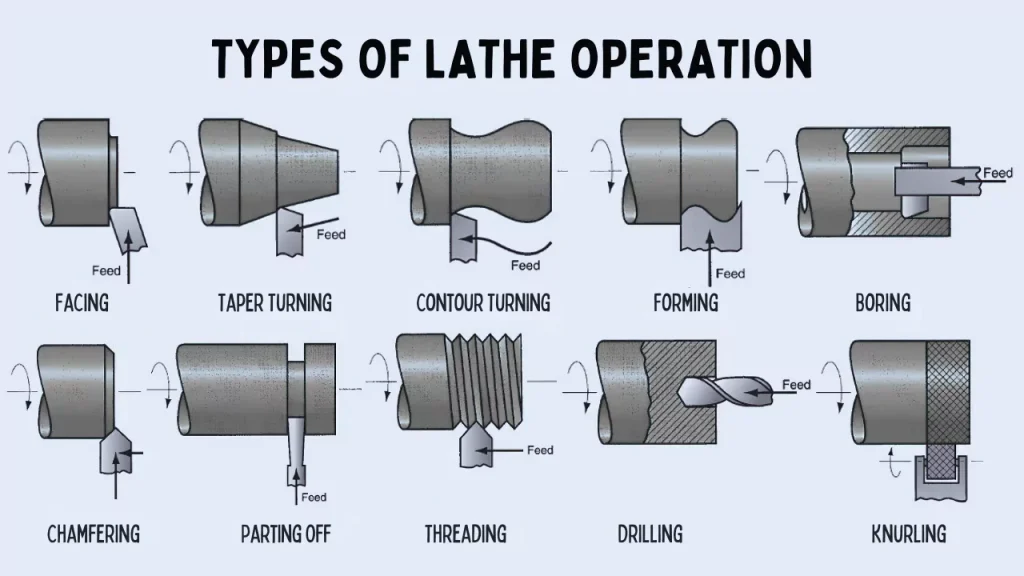
Maintenant que nous comprenons la géométrie de base, explorons les opérations pour lesquelles ces outils sont conçus. Les outils de coupe de tour sont conçus pour répondre aux exigences spécifiques de diverses opérations de tour, et leur conception reflète la fonctionnalité qu'ils sont censés atteindre.
▪ Outils de tournage
Les outils de tournage sont les outils de coupe sur tour les plus largement utilisés, conçus pour enlever de la matière sur toute la longueur d'une pièce afin de réduire son diamètre. Cette catégorie comprend des outils d'ébauche pour enlever de grandes quantités de matière et des outils de finition pour réaliser des coupes précises et fines.
▪ Outils de mise en face
Les outils de dressage coupent perpendiculairement à l'axe de rotation, créant une surface plane et lisse à l'extrémité de la pièce. Cette opération de dressage est souvent réalisée pour préparer la pièce à des processus d'usinage ultérieurs, tels que le perçage ou le filetage, ou pour finir l'extrémité d'une pièce à des dimensions précises.
▪ Outils de séparation (Cut-Off)
Les outils de tronçonnage ont généralement une lame fine et droite avec un bord tranchant. Ils sont généralement utilisés pour couper le diamètre d'une pièce en rotation, en séparant une partie du reste. En plus de leur fonction première, ces outils peuvent également être utilisés pour créer des rainures dans la pièce lorsque cela est nécessaire.
▪ Outils de chanfreinage
Les outils de chanfreinage sont utilisés pour couper un bord biseauté, généralement à un angle de 45 degrés, sur les bords d'une pièce. Cette opération est souvent effectuée pour éliminer les arêtes vives pour des raisons de sécurité ou d'esthétique, pour préparer la pièce à un usinage ultérieur (comme le filetage) ou pour assurer un bon ajustement lors de l'assemblage.
▪ Outils de filetage
Les outils de coupe-fil sont utilisés sur les tours pour couper des filetages hélicoïdaux. L'angle du nez de l'outil détermine la forme du filetage, comme les filetages en V ou les filetages carrés. Ces outils sont généralement classés en outils de coupe à filetage externe et interne. Les outils de coupe de filetage externe coupent les filetages sur la surface extérieure d'une pièce, comme des boulons ou des vis. Les outils de coupe de filetage interne sont utilisés pour créer des filetages à l'intérieur d'un trou, comme on le voit dans les écrous ou les alésages filetés.
▪ Outils de rainurage
Les outils de rainurage sont conçus pour découper des rainures étroites sur la surface d'une pièce. Ces rainures peuvent être externes, pour des applications telles que les épaulements d'arbre ou les rainures de bague de retenue, ou internes, dans un trou ou un alésage, pour des caractéristiques telles que des anneaux d'arrêt internes. De plus, des outils de rainurage peuvent être utilisés sur la face d'extrémité d'une pièce pour créer des rainures perpendiculaires à l'axe de rotation, généralement pour les applications de joint facial.
▪ Outils de moletage
Les outils de moletage sont un autre type d'outil de coupe de tour utilisé pour créer un motif texturé sur la surface de la pièce, généralement pour une meilleure adhérence ou à des fins décoratives. Contrairement aux autres outils de coupe, les outils moletés n’enlèvent pas de matière. Au lieu de cela, ils utilisent la pression pour imprimer des motifs droits ou en losange sur la surface.
Outils de coupe supplémentaires
Les outils ci-dessous ne sont pas des outils de coupe de tour traditionnels, mais ce sont des outils compatibles avec les tours qui effectuent souvent des opérations spécifiques sur un tour :
▪ Outils de perçage
Les outils de perçage créent des trous le long de l’axe central d’une pièce en rotation. Un foret est monté dans la contre-pointe du tour et introduit dans la pièce à mesure qu'elle tourne. Le perçage est souvent la première étape avant des opérations d'usinage intérieur plus précises, comme l'alésage ou le taraudage.
▪ Outils d'alésage
Les outils d'alésage sont utilisés pour augmenter la taille d'un trou existant dans la pièce. Ces outils sont généralement conçus comme des outils à point unique, dont le but principal est d'agrandir et de corriger le diamètre du trou.
▪ Outils d'alésage
L'alésage implique l'utilisation d'un outil à plusieurs tranchants pour terminer un trou pré-percé ou pré-alésé, améliorant ainsi à la fois la précision dimensionnelle et la finition de surface. Les alésoirs ne modifient pas de manière significative la taille du trou mais l'ajustent pour une plus grande précision.
▪ Outils de taraudage
Contrairement aux outils de filetage, les outils de taraudage sont utilisés pour couper des filetages internes directement dans un trou pré-percé en une seule opération. Un taraud crée des filetages qui permettent d'insérer des vis ou des boulons. Il est idéal pour le filetage rapide et à haute production de trous plus petits, où la vitesse est plus importante qu'un contrôle précis.
Suppléments importants sur les matériaux des outils
Les outils de coupe de tour sont fabriqués à partir de matériaux qui sont en grande partie similaires à ceux des outils de fraisage. . Par exemple, l'acier rapide (HSS), le carbure, la céramique et le nitrure de bore cubique (CBN) sont couramment utilisés. Ces matériaux sont largement utilisés dans les outils de tournage et de fraisage en raison de leur excellente dureté, résistance à l’usure et résistance à la chaleur.
Notamment, les outils diamantés sont également utilisés dans la découpe au tour. Cela est principalement dû au fait que le tournage est un processus de coupe continu et que la dureté et la résistance à l'usure élevées des outils diamantés sont bien adaptées à ce type d'opération. En revanche, le fraisage implique une coupe intermittente avec des charges d'impact plus élevées, ce qui rend les conditions de coupe inadaptées aux outils diamantés. Par conséquent, les outils diamantés sont utilisés de préférence dans les opérations de tour, mais rarement dans le fraisage.
Composants d'un outil de coupe de tour
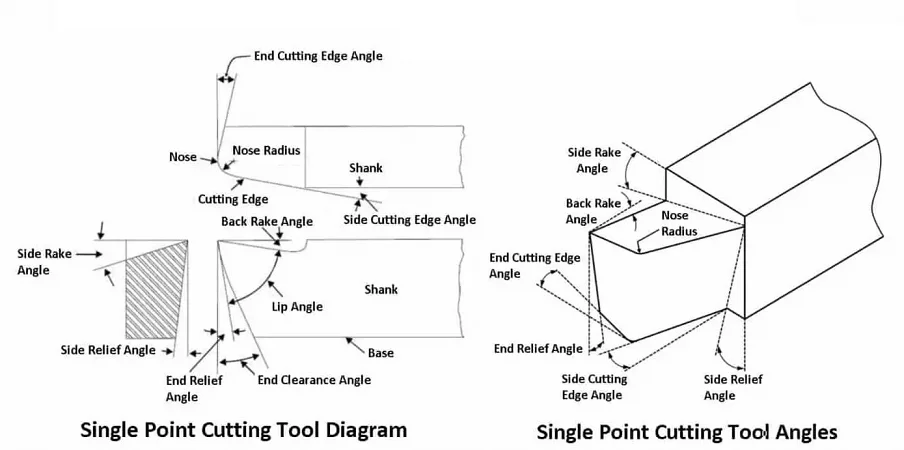
Bien qu'il existe de nombreux types d'outils de coupe de tour, ils sont presque tous constitués de plusieurs composants clés, chacun influençant la manière dont l'outil interagit avec la pièce pendant le processus de coupe. Prenons maintenant l'exemple de l'outil de coupe à pointe unique pour approfondir les détails de ces éléments.
Tige : Le corps principal de l'outil de coupe qui est serré dans le porte-outil du tour. Il maintient l'outil en place et transmet les forces de coupe tout en fournissant un soutien structurel.
Tranchant : Le tranchant est la partie affûtée de l'outil qui interagit directement avec la pièce à usiner pour enlever de la matière par action de cisaillement. Dans les outils de coupe à un seul point, il se compose du bord tranchant latéral et du bord tranchant d'extrémité, formant le point principal d'enlèvement de matière. Le tranchant peut faire partie intégrante de l'outil ou être un insert remplaçable fabriqué à partir de matériaux tels que l'acier rapide (HSS), le carbure ou la céramique, affectant les performances de l'outil et son adéquation à différentes applications.
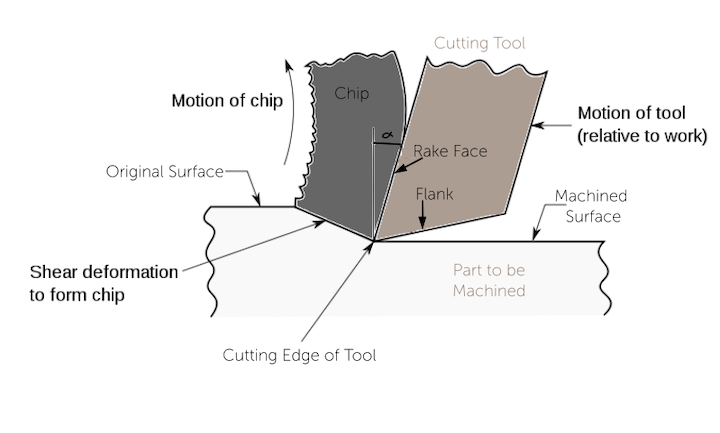
Face de coupe : La face de coupe est la surface d'un outil de coupe qui est en contact direct avec le matériau à couper. Il est chargé d'éloigner les copeaux de la pièce pendant l'usinage et joue un rôle essentiel dans la détermination de l'efficacité de coupe, de la formation des copeaux et de l'usure de l'outil. L'angle de la face de coupe, appelé angle de coupe, peut affecter de manière significative les forces de coupe et la qualité de la surface usinée.
Flanc : Le flanc d'un outil de coupe est la surface opposée à la face de coupe qui fait face à la surface nouvellement usinée et n'entre pas en contact direct avec le matériau à couper. Il est chargé de fournir un jeu pour éviter le frottement entre l'outil et la pièce, réduisant ainsi l'usure de l'outil et assurant une coupe fluide sans interférence. Le flanc comporte deux éléments : le flanc latéral et le flanc d'extrémité. Le flanc latéral est adjacent au bord de coupe latéral, tandis que le flanc d'extrémité est adjacent au bord de coupe d'extrémité. L'angle entre chaque flanc et la pièce à usiner, appelé respectivement angle de dépouille latérale et angle de dépouille d'extrémité, aide à maintenir un jeu approprié pendant les opérations de coupe, évitant ainsi le frottement et prolongeant la durée de vie de l'outil.
Nez de l'outil : Le nez de l'outil est la pointe arrondie où le tranchant latéral et le tranchant d'extrémité se rencontrent. Le rayon du nez affecte la finition de surface et la résistance du tranchant, avec un rayon plus grand améliorant la finition mais réduisant la netteté.
Angle de coupe latéral : L'angle de coupe latéral est l'angle entre la face de coupe et un plan horizontal parallèle à la surface de la pièce à usiner. Cela influence la façon dont les copeaux s'éloignent de la zone de coupe pendant l'usinage. Un angle de coupe latéral positif réduit les forces de coupe et contribue à améliorer l'élimination des copeaux, tandis qu'un angle de coupe latéral négatif ou nul peut augmenter les forces de coupe mais peut fournir une plus grande résistance au tranchant.
Angle de coupe arrière : L'angle de coupe arrière est l'angle entre la face de coupe et un plan horizontal parallèle à la surface de la pièce, mesuré le long de l'arête de coupe principale. Cela affecte les forces de coupe et le flux de copeaux, influençant la facilité avec laquelle l'outil peut couper le matériau. Le réglage de l'angle de coupe arrière est crucial pour optimiser les performances de l'outil en fonction du matériau usiné.
Angle de dépouille latéral : L'angle de dépouille latéral est l'angle entre le flanc et un plan vertical perpendiculaire à la surface de la pièce, mesuré le long du tranchant latéral de l'outil. Il fournit un dégagement pour éviter la friction et le frottement entre le côté de l'outil et la pièce à usiner pendant les opérations de coupe latérale, garantissant ainsi une coupe plus douce et une usure réduite de l'outil. Un angle de dépouille latéral correctement réglé contribue à réduire l’usure de l’outil, améliore les performances de coupe et garantit une finition lisse sur la pièce. Si l'angle est trop petit, cela peut provoquer un frottement, tandis qu'un angle trop grand peut affaiblir le tranchant.
Angle de dépouille d'extrémité : En revanche, l'angle de dépouille d'extrémité est l'angle entre le flanc et un plan perpendiculaire à la surface de la pièce, mesuré le long de l'arête de coupe d'extrémité de l'outil. Cet angle fournit un dégagement pour éviter la friction et le frottement entre l’extrémité de l’outil et la pièce pendant les opérations de coupe en bout. Il améliore l'efficacité de coupe et améliore la finition de surface. Un angle de dépouille d'extrémité trop petit peut entraîner une friction et une chaleur excessives, tandis qu'un angle trop grand peut affaiblir l'arête de coupe.
Angle du tranchant d'extrémité : L'angle du tranchant d'extrémité est l'angle entre le tranchant d'extrémité de l'outil et une ligne perpendiculaire à la surface de la pièce à usiner. Cela influence la direction du flux des copeaux et les forces de coupe. Un angle plus grand réduit les forces de coupe et améliore le flux des copeaux, augmentant ainsi la durée de vie de l'outil mais peut augmenter la déflexion. Un angle plus petit renforce le tranchant mais peut augmenter les forces de coupe et l'usure.
Angle du tranchant latéral : L'angle du tranchant latéral est l'angle entre le tranchant latéral de l'outil et une ligne parallèle à la surface de la pièce à usiner. Il influence la direction de la force de coupe, la formation des copeaux, la résistance de l'outil et l'état de surface. Un angle plus grand répartit la charge de coupe, réduisant les forces et améliorant l'état de surface, mais peut affaiblir le bord. Un angle plus petit concentre les forces de coupe, augmentant potentiellement l'usure mais améliorant l'enlèvement de matière dans certains cas.
Conseils pour sélectionner le bon outil de coupe de tour
La sélection du bon outil de coupe de tour nécessite un examen attentif de nombreux facteurs, tels que l'opération d'usinage spécifique, la géométrie de l'outil, le matériau de l'outil et de la pièce à usiner et les conditions de coupe. Voici quelques conseils pratiques pour vous aider à prendre une décision éclairée :
1. Alignez le choix de l'outil avec l'opération de tour que vous effectuez. Par exemple, les outils de tournage sont utilisés pour enlever de la matière sur toute la longueur d'une pièce à usiner ; cependant, ils ne conviennent pas aux opérations de formage. D'autres considérations incluent la direction de coupe.
2. Tenez compte de la pièce à usiner et du matériau de l'outil. Les propriétés mécaniques de la pièce, en particulier sa dureté, influenceront votre choix du matériau de l'outil. Pour les matériaux plus tendres comme l'aluminium, des outils en acier rapide (HSS) peuvent suffire. Pour les matériaux plus durs comme l’acier inoxydable ou les alliages durcis, les outils en carbure ou en céramique sont plus appropriés. Le matériau de pointe doit résister aux contraintes mécaniques et aux conditions thermiques générées lors de l’usinage. Si nécessaire, optez pour des revêtements qui améliorent la durée de vie et les performances des outils. Des revêtements comme TiN (nitrure de titane) ou TiAlN (nitrure de titane et d'aluminium) peuvent offrir une dureté et une résistance à l'usure accrues.
3. La géométrie des outils joue également un rôle important. Les angles de coupe et de dépouille doivent être adaptés à l'opération et au matériau de la pièce à usiner pour minimiser la friction et l'usure tout en garantissant une formation et une évacuation adéquates des copeaux. Par exemple, un angle de coupe élevé améliore le flux des copeaux dans les matériaux plus tendres, tandis qu'un angle plus neutre peut être nécessaire pour les matériaux plus durs afin de réduire l'usure de l'outil.
4. La vitesse de coupe, l’avance et la profondeur de coupe devraient également influencer votre sélection. Les outils conçus pour les applications à grande vitesse, comme les outils en carbure ou en céramique, peuvent gérer des vitesses de coupe plus rapides sans se dégrader. Parallèlement, si vos opérations impliquent une avance plus lente ou des coupes peu profondes, un outil avec un rayon de nez plus petit ou un angle de coupe plus élevé peut améliorer la qualité de finition.
5. Enfin, tenez compte du coût et de la durée de vie de l’outil. Même si les outils hautes performances comme le carbure et le diamant peuvent être plus coûteux au départ, leur durabilité et leur capacité à gérer une plus large gamme de matériaux et de conditions de coupe peuvent réduire les temps d'arrêt et les changements d'outils à long terme, ce qui les rend plus rentables pour une utilisation en production intensive. .
Conclusion
Les outils de coupe au tour sont indispensables pour obtenir précision et efficacité dans diverses opérations d'usinage. Comprendre les différents types d'outils, leurs composants et la manière dont ils s'alignent sur des opérations de tour spécifiques permet une meilleure prise de décision dans la sélection des outils. Qu'il s'agisse de tournage, de dressage, de filetage ou d'alésage, le bon outil aura un impact significatif sur la qualité, la rapidité et la rentabilité de votre projet.
Chez Chiggo, nos ingénieurs experts sont là pour vous aider à sélectionner les meilleurs outils de coupe de tour pour votre CNC tournage projets. Des prototypes rapides aux pièces usinées à la demande, nous proposons des solutions de haute qualité adaptées à vos besoins. Téléchargez simplement vos fichiers CAO dès aujourd'hui pour obtenir un devis instantané et une analyse DFM gratuite.