Des articles ménagers de tous les jours aux composants industriels hautes performances, la fabrication du plastique contribue grandement à façonner le monde qui nous entoure. Les diverses formes et fonctions de ces composants sont produites en utilisant une gamme de des processus de fabrication , y compris le moulage par injection, l'extrusion plastique, l'impression 3D, et plus. Qu'est-ce qui distingue ces méthodes dans la production de pièces en plastique, et laquelle - ou la combinaison - est le mieux adapté à votre projet? Le budget, la conception des pièces, les matériaux plastiques et le volume de production ne sont que quelques-uns des facteurs qui entrent en jeu lors du choix d'une méthode de fabrication en plastique. Cet article présente 11 méthodes de fabrication en plastique courantes, expliquant comment elles fonctionnent, leurs avantages, leurs limites et leurs applications typiques.
Moulage par injection
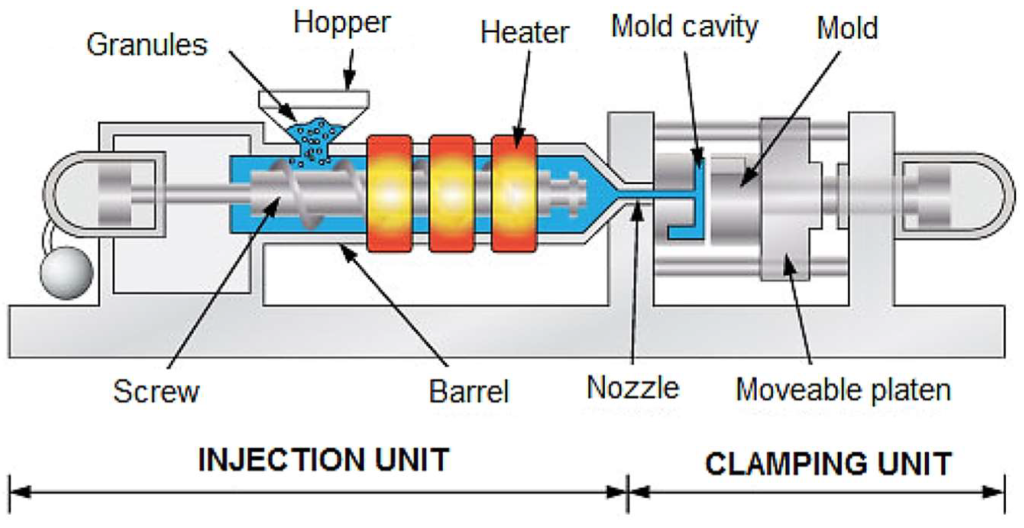
Le moulage par injection est l'une des méthodes de traitement du plastique les plus courantes. Il fonctionne en chauffant les granulés en plastique (principalement des polymères thermoplastiques, et certains matériaux thermodurcissiens) puis en injectant le matériau fondu dans une cavité de moule à l'aide d'un système de vis réciproque à haute pression. Les moules modernes intègrent souvent des canaux de refroidissement intégrés, qui accélèrent le processus de refroidissement et garantissent que le plastique se solidifie uniformément et avec précision les détails complexes des surfaces intérieures du moule. Une fois le plastique refroidi et solidifié, le moule s'ouvre et la partie solide est éjectée.
Les moules pour le moulage par injection sont généralement fabriqués en acier durci, qui est conçu pour résister à des pressions et des températures élevées, ainsi qu'une utilisation répétée dans la production de masse. Les moules en aluminium plus doux sont une alternative moins chère mais portent plus rapidement, par conséquent, ils sont généralement utilisés pour des courses de production plus modérées.
Le moulage par injection peut produire des pièces très complexes, mais certaines géométries - telles que des trous profonds, des caractéristiques complexes ou des structures internes - augmenteront la conception des moisissures et les coûts de production. Les directives de conception de fabrication (DFM) suivantes aideront à maintenir les coûts d'outillage gérables. La création de nouveaux moules pour le moulage par injection peut prendre des mois, et leurs coûts peuvent atteindre des centaines de milliers ou plus. Une fois les moules utilisés, les temps de cycle pour le moulage par injection sont très courts, permettant la production de grandes quantités de pièces de haute qualité dans un court laps de temps, avec des coûts unitaires nettement inférieurs aux autres processus de fabrication.
Applications typiques:
Produits de consommation (jouets, conteneurs, boîtiers électroniques).
Pièces automobiles (tableaux de bord, pare-chocs).
Dispositifs médicaux (seringues, bobines).
Moulage par compression
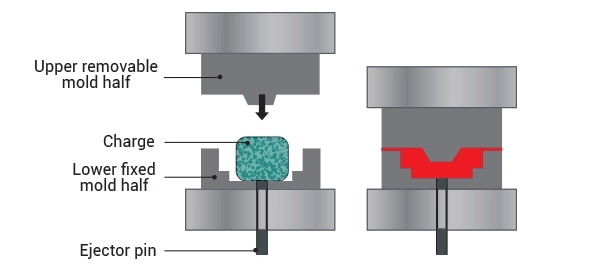
Dans le moulage par compression, la matière première, généralement un polymère thermodurcissable ou un élastomère tel que le caoutchouc de silicone, est préchauffée et placée dans une cavité de moisissure ouverte. Une presse hydraulique ferme ensuite le moule, appliquant la chaleur et la pression pour forcer le matériau à se conformer à la cavité et guérir dans sa forme finale.
Comparé au moulage par injection, le moulage par compression a une structure de moisissure plus simple et des coûts de fabrication plus faibles, ce qui le rend adapté à des séries de production faible à moyen et à de grandes pièces. Contrairement aux moules d'injection, il ne nécessite ni portes, coureurs ni structures de débordement, maximisant l'utilisation des matériaux et minimisant les déchets. Les plastiques thermodurcis et certains composites subissent une réaction de durcissement irréversible, ce qui leur donne une résistance à la chaleur et une résistance structurelle plus élevées.
Cependant, le moulage par compression a un cycle de production plus long que le moulage par injection, car le processus de durcissement prend plus de temps. De plus, le maintien de la cohérence dans le produit final et la gestion du clignotement (excès de matériau s'échappant du moule) peut être difficile et beaucoup de soins doivent être pris dans la préparation de la conception initiale du moule.
Applications typiques:
Composants en caoutchouc (joints, joints toriques et claviers).
Pièces automobiles (capuchons, ailes, cuillères, spoilers et plaquettes de frein).
Pièces de matériaux composites (plastiques renforcés en fibre de verre).
Moulage par coup
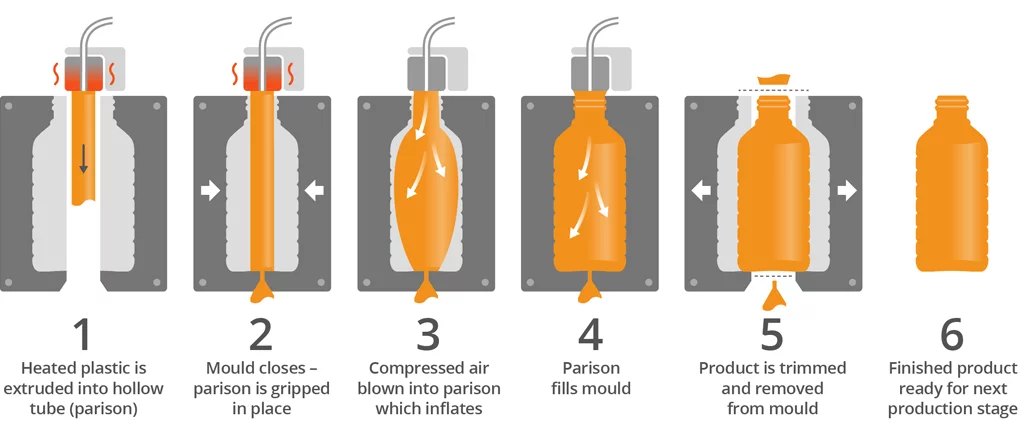
Cette méthode est utilisée pour produire des pièces en plastique creuses et minces en soufflant de l'air pour gonfler un tube en plastique ramolli, appelé Parson (une structure continue de la manche), ou préforme. Lorsque l'air comprimé entre dans la parhamètre, il force le tube thermoplastique fondu pour se dilater et prendre la forme de l'intérieur du moule. Une fois refroidie, le plastique formé est éjecté.
Comme le moulage par injection, le moulage par soufflage peut être entièrement automatisé, ce qui entraîne des taux de production élevés et des coûts unitaires faibles. Mais la moulure de soufflage fonctionne à des pressions bien plus faibles que le moulage par injection, réduisant les coûts d'outillage. Il existe trois principaux types de moulage par soufflage:
Moulage de coup d'extrusion (EBM) is the most common method. In this process, a molten plastic tube (parison) is continuously extruded, clamped into a mold, and then inflated with compressed air. EBM supports large, complex hollow parts like fuel tanks and industrial containers and works with various thermoplastics. However, inconsistencies in wall thickness may occur. Flashing often forms at the mold joints, requiring post-trimming to remove excess material, which leads to higher material waste.
Moulage par coup d'injection (IBM) follows a two-step process, where a preform is first injection molded, then reheated and inflated in a blow mold. It offers high precision, uniform wall thickness, and a smooth finish, which is perfect for producing small, detailed parts.IBM produces less waste than EBM but is less efficient for large containers.
Moulure d'étirement d'injection (ISBM) adds a stretching step before blowing, aligning polymer chains to enhance strength, clarity, and barrier properties. This method is ideal for thin-walled, impact-resistant containers, though commonly applied to materials like PET and PP and requires more processing steps than other blow molding techniques.
Applications typiques:
Bouteilles en plastique (boisson, shampooing, détergent).
Composants automobiles (réservoirs de carburant, conduits d'air, réservoirs de fluide).
Conteneurs médicaux et industriels (emballage stérile, stockage chimique, conteneurs liquides en vrac).
Moulage en rotation
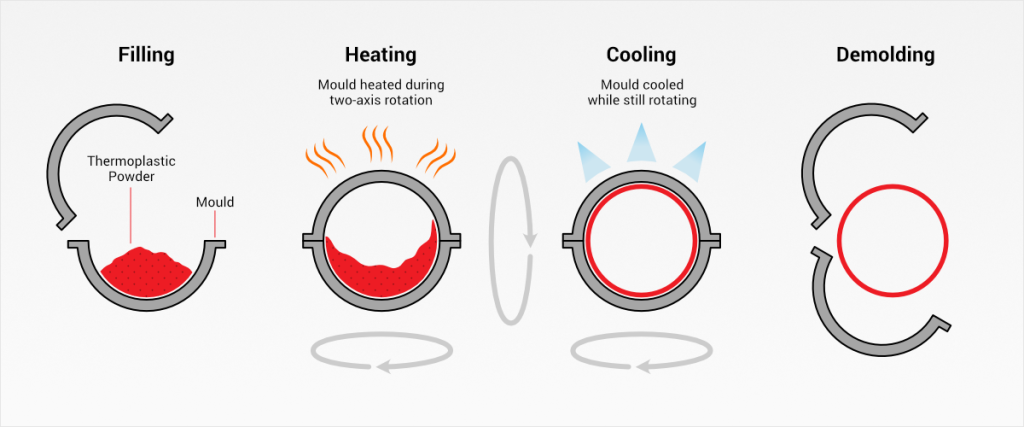
Le moulage en rotation, ou rotomold, est un autre processus utilisé pour produire des pièces en plastique creux, mais elle est assez différente de la moulure de soufflage. En moulure en rotation, la poudre en plastique ou la résine liquide est placée à l'intérieur d'un moule creux, qui est ensuite chauffé et tourné le long de deux (ou plus) axes. Cette rotation lente et continue garantit que le plastique en fusion enduit uniformément l'intérieur entier du moule, se conformant à la forme de la cavité. Enfin, le moule est lentement refroidi et la pièce est démoulée, résultant en un composant creux avec une épaisseur de paroi uniforme.
Le moulage en rotation nécessite des outils moins chers que les autres techniques de moulage, car il repose sur la force centrifuge plutôt que sur une haute pression pour façonner le plastique. Les moisissures peuvent être fabriquées, cNC-machés, coulées ou formées en aluminium ou en époxy, ce qui les rend rentables et plus rapides à produire, en particulier pour les grandes pièces robustes. De plus, Rotomolding prend en charge l'intégration de composants préfinis, tels que les inserts métalliques, les tuyaux internes et les structures de renforcement, directement dans le moule.
Ce processus est un excellent choix pour la production à court terme, ou comme alternative au moulage par soufflage pour les applications à faible volume. Cependant, il a quelques limitations de conception. Les pièces finies ont généralement des tolérances plus lâches, et les longs cycles de chauffage et de refroidissement rendent le processus lent et à forte intensité de main-d'œuvre, ce qui réduit son efficacité pour la fabrication à haut volume.
Applications typiques:
Solutions de stockage (réservoirs de stockage d'eau, réservoirs de carburant).
Produits récréatifs durables (kayaks, équipement de terrain de jeu).
Récipients robustes (bacs industriels, grands contenants en plastique).
Moulage à vide
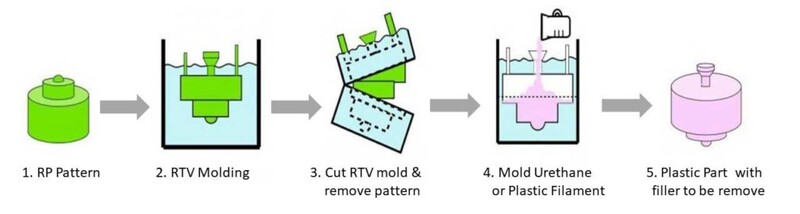
La coulée sous vide, également appelée coulée d'uréthane, est une technique d'outillage douce qui utilise des moules en silicone pour couler des plastiques et des élastomères en polyuréthane. Il est souvent utilisé pour les prototypes rapides de haute qualité ou les courses de production à petite échelle, car il peut être plus rapide et moins cher que les méthodes comme le moulage par injection.
Le processus commence par la création d'un modèle de maître de haute précision à l'aide de techniques comme CNC Machining ou impression 3D. Ce modèle est ensuite placé dans une boîte à mouler et complètement encapsulé avec du silicone liquide. L'ensemble entier est transféré dans un four préchauffé et durci à 40 °, généralement pendant 8 à 16 heures. Après le durcissement, le moule en silicone durci est ouvert et séparé du modèle maître, exposant la cavité négative pour la coulée sous vide ultérieure.
Ensuite, le moule en silicone est placé dans une chambre à vide, et la résine liquide - souvent mélangée à des pigments ou des poudres métalliques pour les propriétés esthétiques ou fonctionnelles - est versée dans le moule. Le vide élimine les bulles d'air, garantissant une finition détaillée et impeccable. La résine est ensuite durcie dans un four à des températures élevées, après quoi le moule en silicone est ouvert pour éliminer la partie solidifiée.
Par rapport aux moules métalliques, qui sont chers et prennent du temps à produire, les moules en silicone sont plus rapides et plus économiques. Cependant, les moules en silicone ont une durée de vie finie, permettant généralement à 20 à 30 moulages, ce qui rend le processus inadapté à la production de masse. De plus, les moules en silicone sont limités au polyuréthane thermodurcissable et à des formulations similaires, car elles ne peuvent pas résister à des températures élevées ou à des applications à charge lourde. De plus, la qualité de la partie finale repose fortement sur la précision et la finition du modèle maître.
Applications typiques:
Prototypage (prototypes fonctionnels pour la validation et les tests de conception).
Production à faible volume (petits lots de pièces pour les marchés de niche ou cours de pré-production).
Pièces esthétiques et fonctionnelles (électronique grand public, enceintes et boîtiers personnalisés et dispositifs médicaux).
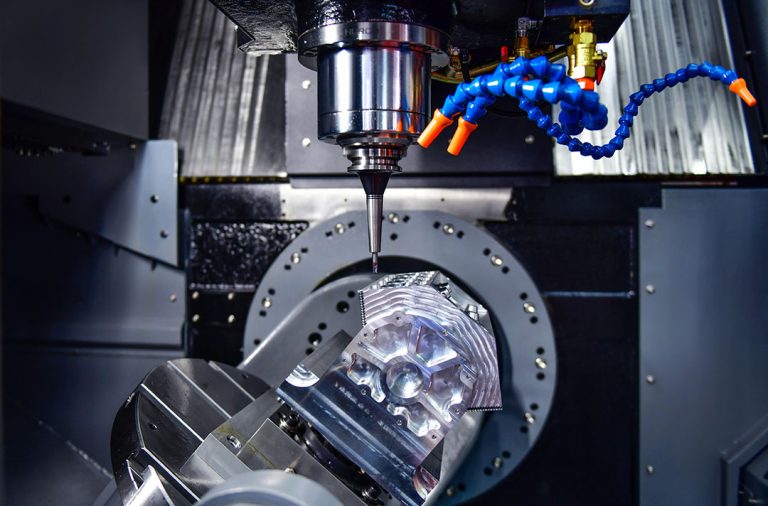
Usinage CNC en plastique
L'usinage en plastique CNC (Contrôle numérique) est un processus de fabrication soustractif qui utilise des outils contrôlés par ordinateur pour couper, mouiller, tourner ou percer des blocs en plastique solide dans les formes souhaitées. Il soutient un large éventail de plastiques, tels que l'ABS, le nylon, le PE et le PP, et peut produire des géométries complexes comme des trous profonds et des contre-dépouilles. Contrairement aux méthodes de moulage, l'usinage CNC est mieux adapté aux pièces à parois épaisses et peut obtenir des tolérances serrées (± 0,005 ″) et des finitions de surface lisses sans avoir besoin de moules.
L'usinage CNC est préféré pour la production, le prototypage et les pièces personnalisées de faible volume, offrant une flexibilité et une précision. Cependant, il génère plus de déchets de matériaux que de moulage. Le coût par pièce augmente avec la complexité, car des caractéristiques telles que des sous-dépouilles, des géométries multi-faces et des canaux internes nécessitent des considérations supplémentaires d'accès à l'usinage et d'accès à l'outil. Certaines géométries, telles que les canaux internes incurvés, sont difficiles ou impossibles à produire avec des méthodes de soustraction conventionnelles.
Applications typiques:
Composants aérospatiaux légers (supports et boîtiers).
Pièces automobiles (raccords personnalisés, supports de capteurs et pièces intérieures).
Dispositifs médicaux (outils chirurgicaux, boîtiers et équipements de diagnostic).
Pièces industrielles (engrenages, joints et composants de machines personnalisés).
Impression 3D
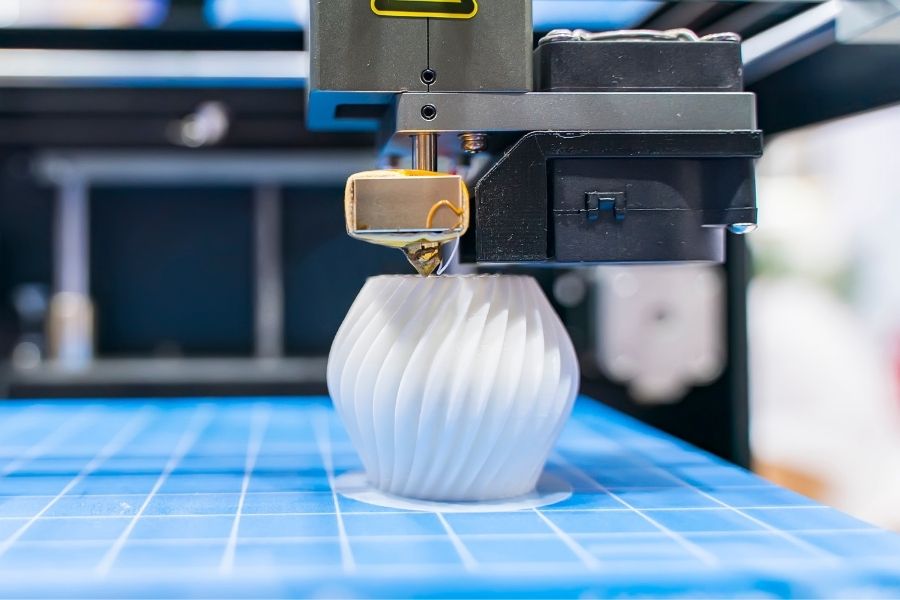
L'impression 3D, ou la fabrication additive, construit une couche de pièces en plastique par couche à partir de modèles numériques. Contrairement à la fabrication soustractive, qui supprime le matériau pour façonner un objet, l'impression 3D ajoute du matériel précisément si nécessaire. Comme les imprimantes 3D ne nécessitent aucun outillage et un temps de configuration minimal pour les nouvelles conceptions, le coût de production pour les pièces personnalisées uniques ou petits est relativement plus faible que les méthodes de fabrication traditionnelles telles que le moulage par injection ou l'usinage CNC.
Cependant, l'impression 3D est généralement plus lente en vitesse de production et nécessite souvent une intervention manuelle dans les opérations et le post-traitement que les processus de fabrication de production de masse. De plus, les pièces finales peuvent avoir une résistance mécanique plus faible en fonction de la technologie d'impression 3D utilisée. Vérifions les trois principaux types d'impression 3D:
Modélisation des dépôts fusionnés (FDM):The most common and affordable 3D printing method. It uses a heated nozzle to extrude thermoplastic filament along predefined paths to deposit material layer by layer. Once a layer cools, the next layer is added on top, gradually forming the final object. This process is widely accessible but prone to visible layer lines and weaker interlayer adhesion, which can affect surface quality and part strength. It struggles with overhangs and intricate details, often requiring support structures to prevent sagging and post-processing to achieve a polished finish.
Stéréolithographie (SLA):Uses a UV laser to cure liquid photopolymer resin into successive layers, producing parts with ultra-smooth surfaces and fine details. SLA provides greater accuracy and stronger material properties than FDM, especially in engineering plastics. However, it is more expensive due to specialized resins and equipment, and SLA parts can be brittle, often requiring post-curing for full strength.
Frittage laser sélectif (SLS): Uses a high-powered laser to fuse powdered plastic (such as nylon or TPU) into solid layers, creating a durable and highly functional part. The process does not require support structures, as the surrounding unsintered powder acts as a natural support, which enables interlocking, overhanging and other complex designs that are difficult to produce with other methods. SLS parts offer good mechanical strength but tend to have a slightly grainy surface texture.
Applications typiques:
Test et développement de produits (prototypage rapide et modèles de concept).
Pièces en plastique à faible volume et complexe (électronique aérospatiale, automobile et grand public où des structures de personnalisation et de poids légères sont nécessaires).
Implants médicaux personnalisés et prothèses (aligneurs dentaires, implants orthopédiques et membres prothétiques).
Extrusion de plastique
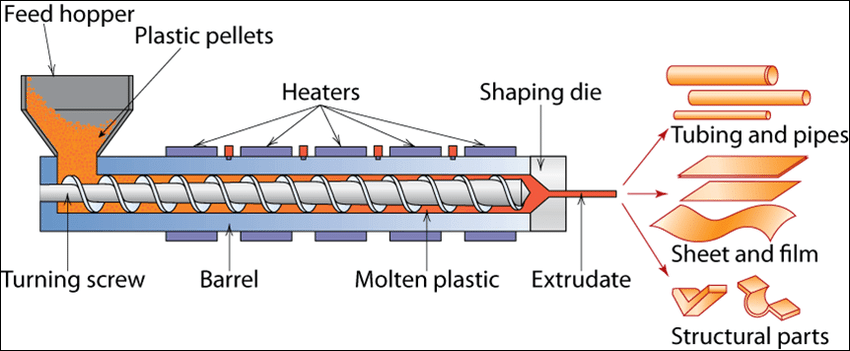
L'extrusion plastique est un processus continu dans lequel les granulés thermoplastiques sont introduits dans un baril chauffé, fondu et homogénéisé par une vis rotative. Le plastique fondu est ensuite forcé à travers une matrice pour créer un profil continu avec une forme transversale spécifique. Après avoir quitté la filière, le matériau extrudé est refroidi - par air ou dans l'eau - et coupé sur la longueur souhaitée. Les variantes du processus, comme l'extrusion de films soufflées et l'extrusion de tubes, élargissent sa polyvalence.
Cette méthode est efficace pour produire des produits en plastique transversaux uniformes en grande quantité. Ces produits sont très cohérents dans les propriétés, les dimensions, les tolérances et les finitions de surface. Cependant, il ne peut pas produire de géométries tridimensionnelles complexes.
Applications typiques:
Pipes et profils (tuyaux en plastique, cadres de fenêtres et balustrades).
Feuilles et films (films d'emballage, feuilles en plastique et enveloppements agricoles).
Isolation du câble électrique (revêtements protecteurs pour les fils et câbles dans les systèmes électriques).
Autres produits (revêtements de sol, feuilles industrielles et semelles à chaussures).
Pultrusion en plastique
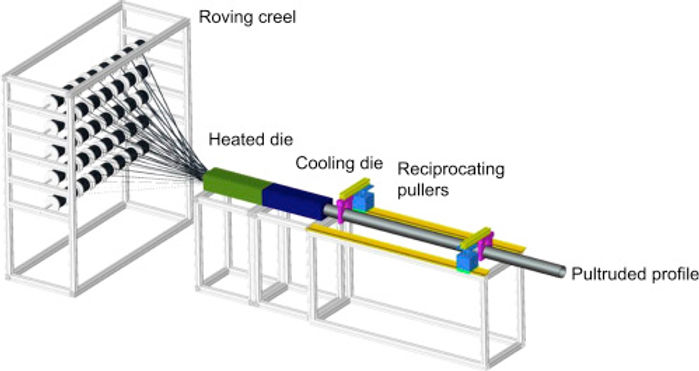
La pultrusion en plastique est une variante d'extrusion plastique dans laquelle le matériau est tiré à travers une matrice plutôt que poussée. Pendant le processus, le renforcement des fibres - comme le verre, le carbone ou l'aramide - sont tirés à travers un réservoir de résine plastique pour assurer une imprégnation complète. Les fibres recouvertes de résine sont ensuite dessinées à travers une matrice chauffée, où le durcissement les transforme en un profil rigide et haute résistance, qui est ensuite coupé à la longueur souhaitée.
Cette méthode est principalement utilisée pour produire des profils composites en plastique renforcé de fibre (FRP) avec une coupe transversale constante. Ces parties ont une excellente résistance à la corrosion, à la inétervabilité et à la résistance mécanique.
Applications typiques:
Infrastructure et structures industrielles (poutres et tiges pour ponts, plates-formes et cadres).
Équipement de sécurité et d'accès (échelles et réseaux renforcés en fibre de verre).
Construction et composants architecturaux (profils de support et enceintes de protection).
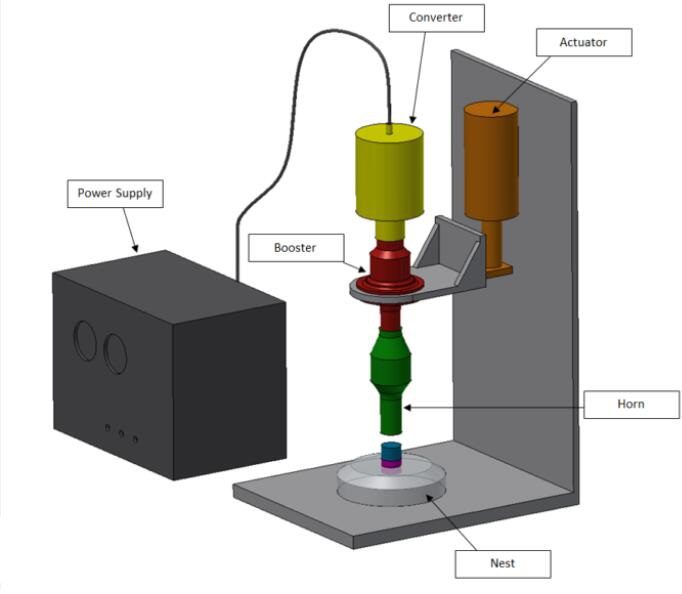
Soudage en plastique
Le soudage plastique est une technique de fabrication utilisée pour rejoindre des pièces en plastique en appliquant la chaleur et la pression. Il existe des méthodes distinctes de soudage plastique, notamment en ultrasons, en induction, en plaques chaudes et en soudage des vibrations. Chaque méthode utilise une source d'énergie différente, comme des vibrations à haute fréquence, une induction électromagnétique ou une conduction directe à partir d'une surface chauffée - pour faire fondre le plastique au niveau de l'articulation. À mesure que les surfaces fondues se refroidissent, elles fusionnent ensemble, formant des liaisons solides et transparentes sans avoir besoin d'adhésifs. Cependant, le soudage plastique ne s'applique qu'aux plastiques compatibles et nécessite souvent un équipement spécialisé.
Applications typiques:
Automobile (ensembles de pare-chocs, réservoirs de carburant et conduits d'air).
Médical (dispositifs médicaux et emballages).
Industriel (réservoirs et conteneurs en plastique).
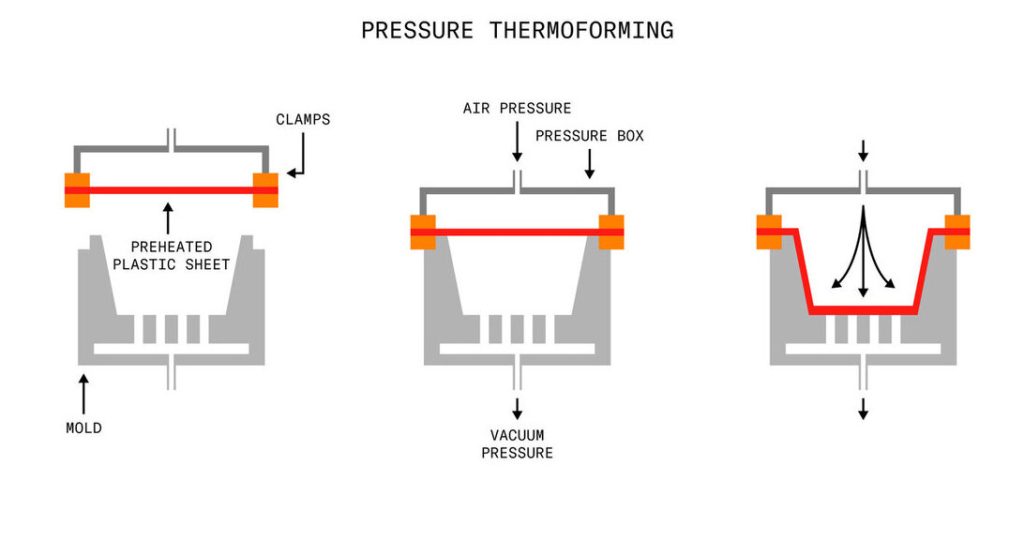
Thermoformage
Le thermoformage est généralement classé comme formant du vide et formage de pression. Il utilise une machine pour chauffer une feuille de plastique jusqu'à ce qu'elle devienne souple. La feuille de plastique est ensuite étirée sur un moule à l'aide de vide, de pression ou les deux. Une fois en forme, le plastique est refroidi et coupé pour créer le produit final.
Le thermoformage est principalement utilisé avec des matériaux thermoplastiques, tels que l'ABS, les hanches, le PVC et le PETG. Les moules utilisés dans le thermoformage sont généralement fabriqués en aluminium ou en matériaux composites, qui sont nettement moins chers et plus rapides à fabriquer que les moules d'injection. Avec des temps de cycle plus courts et une efficacité de production élevée, le thermoformage convient à la production d'une certaine quantité de produits en peu de temps et est également bien adapté à la production de volume moyen à élevé.
Ce processus convient particulièrement aux grands produits en plastique à parois minces, telles que les contenants d'emballage, les plateaux alimentaires et les boîtiers d'appareils. Cependant, la précision des produits thermoformés est généralement inférieure à celle du moulage par injection ou du moulage par soufflage, avec des tolérances d'épaisseur de paroi plus grandes. Il ne fonctionne pas non plus aussi bien que le moulage sous vide pour des détails de conception complexes ou fins.
Applications typiques:
Emballage (packs boursiers, clamhells et plateaux de nourriture).
Automobile (panneaux intérieurs, tableaux de bord et revêtements de porte).
Électronique grand public et appareils électroménagers (boîtiers électroniques, panneaux d'affichage et boîtiers d'appareils).
Medical (couvertures d'emballages stériles et d'équipement).
Conclusion
Après avoir lu cet article, nous espérons que vous avez maintenant une meilleure compréhension des diverses méthodes de fabrication du plastique et de leurs caractéristiques. Un choix bien informé de technique de fabrication assure l'efficacité, la qualité et la rentabilité. De plus, il est important de choisir un fabricant en plastique fiable. Chiggo est un expert en fabrication en plastique offrant un prototypage et une production à faible volume. partenaire avec nous pour vous assurer que vos objectifs de conception, de matériel et de production sont parfaitement alignés.