Type I : L'anodisation à l'acide chromique forme un mince film d'oxyde (0,5 ~ 2,5 microns) à l'aide d'acide chromique. Ce procédé offre une excellente résistance à la corrosion sans modifier de manière significative les dimensions des pièces ni introduire de contraintes de surface. Il permet également d'éviter la propagation des fissures dans les applications sensibles, ce qui lui convient bien pour les pièces délicates. Cependant, son absorption de colorant est limitée et nécessite des contrôles environnementaux stricts.
Type II : Anodisation à l'acide sulfurique est la méthode la plus couramment utilisée, reposant sur l'acide sulfurique au lieu de l'acide chromique. Ce changement crée des couches d'oxyde plus épaisses (2,5 ~ 25 microns) avec des pores plus profonds, ce qui confère au type II une excellente rétention de la peinture pour l'absorption des couleurs et facilite l'application d'autres finitions.
Le Type III : Anodisation dure (Hardcoat) utilise également des électrolytes à base d'acide sulfurique mais fonctionne à des tensions plus élevées et des températures plus basses (généralement 0 ~ 5°C). Ce processus produit un revêtement très épais (25 ~ 150 microns), dense et dur. Il offre une résistance supérieure à l’usure, une excellente résistance à la corrosion et une isolation électrique. Il est donc particulièrement adapté à une utilisation dans des conditions extrêmes.
Combien coûte l'anodisation de l'aluminium ?
Différents types d'anodisation ont une influence directe sur le coût de l'aluminium anodisé. En règle générale, les frais minimum pour l'anodisation varient de 65 $ à 125 $, ce qui s'applique à l'anodisation Type II et uniquement aux couleurs que votre anodiseur utilise déjà, comme le transparent ou le noir.
L'anodisation Type I utilise de l'acide chromique coûteux et toxique, ce qui entraîne des coûts plus élevés pour l'élimination des déchets et les mesures de sécurité des employés. De plus, la couche d’oxyde extrêmement fine augmente la complexité du processus. Il est généralement utilisé dans des domaines de haute précision comme l’aérospatiale, où les quantités de commandes sont faibles, ce qui rend difficile la réduction des coûts grâce à une production de masse.
L'anodisation à couche dure Type III est la plus coûteuse, nécessitant des temps de fonctionnement des machines plus longs, une consommation électrique plus élevée et des contrôles de processus plus complexes.
Outre les types d'anodisation, des facteurs tels que la dimension et la forme des pièces, les exigences en matière de finition de surface, la taille du lot et la nécessité de traitements spéciaux (par exemple, masquage ou scellement) ont également un impact sur le coût. Nous continuerons à discuter de ces aspects dans le passage suivant.
Autres facteurs qui affectent le coût de l'aluminium anodisé
Dimension et quantité de composants
L'obtention d'une couche d'oxyde uniforme sur des composants plus grands est plus difficile en raison de leurs plus grandes surfaces, ce qui nécessite des matériaux supplémentaires, des ressources de traitement et un contrôle précis du processus, ce qui contribue à des dépenses plus élevées.
De plus, une augmentation du nombre de composants peut initialement augmenter la main d’œuvre et le temps globaux requis. Cependant, les quantités plus importantes bénéficient généralement d'économies d'échelle, car les coûts fixes d'installation sont répartis sur un plus grand nombre de pièces et le traitement par lots améliore l'efficacité. Cela entraîne un coût unitaire inférieur pour les commandes groupées. Par exemple, des articles tels que des adaptateurs d'appareil photo ou de petits supports électroniques peuvent coûter aussi peu que 2 $ par pièce lorsque les quantités dépassent 200.
Épaisseur du revêtement
La sélection d'une épaisseur de base (généralement de type II, avec une épaisseur de 10 à 25 microns) est le choix le plus rentable, tout à fait compréhensible et qui fonctionne bien dans la plupart des cas.
Généralement, un revêtement plus fin ou plus épais entraîne un prix plus élevé. Par exemple, une épaisseur de .001″ est moins coûteuse que .0001″, car il est plus facile de contrôler une couche d’oxyde plus épaisse. Atteindre ce niveau de contrôle exige de l’expérience et du professionnalisme, ce qui entraîne directement des coûts d’anodisation plus élevés.
D’un autre côté, les revêtements plus épais, comme ceux requis pour l’anodisation dure de type III, nécessitent des temps de traitement plus longs, une consommation d’énergie plus élevée et des équipements spécialisés, ce qui fait collectivement augmenter les coûts.
Couleur aluminium anodisé personnalisé
Tout comme pour l’épaisseur, le choix de couleurs standardisées est généralement plus rentable. Ces couleurs sont facilement disponibles et s'alignent sur les flux de travail établis de la plupart des anodiseurs, nécessitant un minimum de matériaux ou d'ajustements spécialisés.
En revanche, les couleurs personnalisées nécessitent des colorants spéciaux, ce qui peut impliquer des travaux de R&D supplémentaires ou l'achat de colorants en petits lots, ce qui augmente les coûts des matériaux. De plus, les paramètres du processus doivent souvent être ajustés (par exemple, le temps d'adsorption des colorants, le contrôle de la température), ce qui augmente la complexité du processus et les dépenses liées au temps.
Possibilités de soutirage
Le soutirage est un processus crucial dans l'anodisation de l'aluminium qui stabilise les pièces, garantit une connexion électrique sécurisée et a un impact direct sur la qualité du revêtement et le coût global.
Les types courants de rayonnages comprennent les rayonnages à pinces, à soudure et à boulons. Dans la plupart des cas, les fabricants optent pour des méthodes de soutirage rentables afin de maximiser l'efficacité et de minimiser les dépenses, en particulier lorsqu'aucune méthode de soutirage spécifique n'est requise. Cependant, des besoins spécifiques en matière de rayonnages, tels que des montages personnalisés ou des limitations sur le nombre de pièces par lot, peuvent influencer considérablement les coûts. Moins de pièces par rack signifient un rendement réduit, ce qui entraîne un coût par pièce plus élevé.
Le choix du matériau du rack influence également les coûts. Les racks en titane, bien que durables, sont plus chers, tandis que les racks en aluminium sont abordables mais ont une durée de vie plus courte. De plus, un espacement approprié des pièces sur le rack est essentiel pour une qualité de revêtement constante. La surpopulation peut conduire à des revêtements inégaux en raison d’une mauvaise répartition du courant, nécessitant potentiellement des retouches et augmentant les dépenses.
Services supplémentaires
Les clients qui cherchent à améliorer la fonctionnalité ou l’apparence de leurs produits doivent être conscients que ces processus supplémentaires peuvent augmenter les coûts. Les étapes de pré-traitement telles que le microbillage, le polissage ou le nettoyage sont souvent essentielles pour obtenir la finition souhaitée mais contribuent aux dépenses globales. De même, les exigences de post-traitement, notamment le masquage, le scellement ou l’emballage personnalisé, peuvent encore augmenter le prix final.
Conseils pour une production d’aluminium anodisé de haute qualité
Le but ultime de tout projet d’anodisation est d’atteindre une rentabilité tout en conservant des résultats de haute qualité. Voici quelques conseils pour vous aider à tirer le meilleur parti du processus.
1. Choisissez le type d'anodisation approprié
Il s’agit d’une étape essentielle consistant à sélectionner le type d’anodisation approprié pour votre application spécifique afin d’équilibrer coût et performances. Chaque type, qu'il s'agisse du type I pour des tolérances serrées, du type II pour une utilisation polyvalente ou du type III pour une durabilité maximale, possède des caractéristiques distinctes. En comprenant ces différences (comme indiqué précédemment), vous pouvez faire un choix éclairé qui répond à vos besoins sans payer trop cher pour des fonctionnalités inutiles.
2. Sélectionnez le bon alliage d'aluminium
Différentes qualités d'aluminium réagissent différemment à l'anodisation. L'aluminium de haute pureté, tel que la série 1100, convient le mieux à l'anodisation, tandis que les alliages aluminium-cuivre, comme la série 2000, nécessitent des étapes de prétraitement de surface supplémentaires pour améliorer l'effet d'anodisation et ne sont généralement pas recommandés pour l'anodisation décorative. Certains alliages, comme le 6061 et le 6063, se distinguent par leur capacité à produire des finitions homogènes tout en minimisant les coûts de traitement supplémentaires.
La structure de la couche d'oxyde de divers alliages affecte également leurs capacités d'absorption des colorants. Par exemple, l'aluminium pur et la série 5000 sont excellents pour la teinture, tandis que les alliages contenant du silicium ou du cuivre ont tendance à produire des résultats moins favorables.
3. Assurer un traitement de surface approprié
Pour obtenir des résultats constants et de haute qualité lors de l'anodisation, il est essentiel de traiter et d'entretenir correctement les composants en aluminium. Les huiles, débris et traces de doigts laissés sur la surface peuvent provoquer des défauts de finition. Une inspection minutieuse et un nettoyage méticuleux des matériaux sont des étapes clés pour éliminer ces contaminants et garantir la réussite du processus d’anodisation.
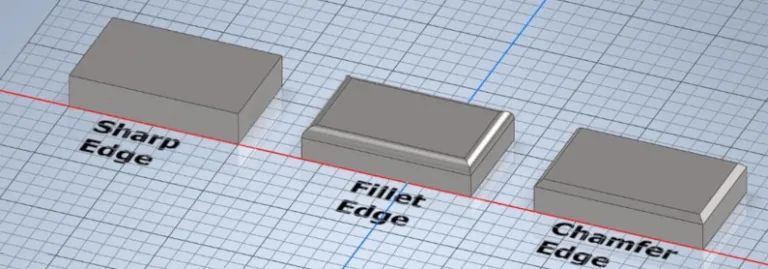
4. Conception pour l'efficacité de l'anodisation
Pour des résultats d'anodisation cohérents, concentrez-vous sur des formes simples avec des transitions douces et des bords arrondis qui favorisent un revêtement uniforme. Des caractéristiques telles que des évidements profonds, des trous borgnes et des arêtes vives peuvent perturber le flux de courant, provoquant potentiellement un amincissement ou une décoloration localisée.
5. Contrôler le réservoir d'anodisation
Une anodisation efficace nécessite un contrôle précis des paramètres du réservoir, notamment la température, la durée, l'agitation et la qualité de la cathode. Une surveillance et des ajustements réguliers du redresseur (alimentation électrique) aident à obtenir la densité de courant correcte, tandis que le maintien de la composition de l'électrolyte et de la propreté du réservoir évite les défauts, garantissant ainsi des finitions durables et cohérentes.
6. Travaillez avec des professionnels expérimentés
La collaboration avec des techniciens en anodisation qualifiés est essentielle pour obtenir des résultats de haute qualité. Mais comment ? Voici quelques idées à considérer pour une coopération fluide et rentable :
Recherchez un partenaire ayant de l’expérience dans la gestion de projets similaires au vôtre. Leur expérience garantit des résultats fiables et une qualité constante.
Assurez-vous qu’ils peuvent répondre à vos besoins spécifiques, depuis l’épaisseur du revêtement et les options de couleur jusqu’aux finitions personnalisées. La flexibilité pour répondre aux besoins de votre projet est inestimable.
Vérifiez leurs délais de livraison habituels et leur capacité à répondre aux commandes urgentes ou à ajuster le calendrier si nécessaire.
Confirmez que leurs quantités minimales de commande correspondent à votre projet et négociez des conditions qui correspondent à votre échelle et à votre budget.
Choisissez un fournisseur proposant un prix initial sans frais cachés. Discutez des options permettant de réduire les coûts tout en maintenant les normes de qualité souhaitées.
Un partenaire fiable fournit des mises à jour régulières et résout les problèmes rapidement, gardant ainsi le processus sur la bonne voie.
Pourquoi choisir Chiggo ?
Chez Chiggo, nous combinons expertise, efficacité et service axé sur le client pour fournir des solutions exceptionnelles en aluminium anodisé. Que vous ayez besoin de finitions personnalisées, de délais d'exécution rapides ou de prix rentables, nous sommes ici pour vous aider. Commençons !