El modelado por deposición fundida (FDM) es un proceso de impresión 3D por extrusión de materiales. Funciona alimentando un filamento termoplástico en una boquilla calentada, donde se funde y se deposita capa por capa a lo largo de una trayectoria programada para construir la pieza. En esencia, una impresora FDM funciona de manera muy similar a una pistola de pegamento caliente controlada por computadora, extruyendo finas gotas de plástico fundido que se solidifican rápidamente para formar un objeto tridimensional.
FDM es el método de impresión 3D más utilizado, especialmente a nivel educativo y de consumo. Con la mayor base instalada de impresoras en todo el mundo, suele ser el primer proceso en el que piensa la gente cuando habla de impresión 3D. También puede ver el términoFabricación de filamentos fundidos (FFF)usado indistintamente. Debido a que “FDM” es una marca registrada propiedad de Stratasys, la comunidad de impresión 3D de código abierto adoptó “FFF” como una alternativa neutral; en la práctica, ambos términos describen el mismo proceso basado en extrusión.
Este artículo explica los conceptos básicos de FDM, incluidos sus pros y sus contras y las diferencias entre las máquinas industriales y de escritorio. También cubre los plásticos de impresión comunes y las situaciones en las que FDM es más adecuado.
Una breve historia de FDM
Si bien FDM es actualmente el método de impresión 3D más popular, no fue el primero en inventarse. De hecho, llegó después de la estereolitografía (SLA) y de la sinterización selectiva por láser (SLS). Scott Crump presentó la primera patente FDM en 1989 (tres años después de SLA y un año después de SLS) y, junto con su esposa Lisa, fundó Stratasys para llevar la tecnología al mercado.
A lo largo de la década de 1990, Stratasys poseía las patentes clave y posicionó FDM principalmente para la creación de prototipos industriales. En 2005 se produjo un cambio importante con el proyecto RepRap (Replicación de prototipos rápidos), una iniciativa de código abierto de Adrian Bowyer que tenía como objetivo crear impresoras autorreplicantes. Cuando las principales patentes FDM expiraron en 2009, este movimiento allanó el camino para que surgieran empresas como MakerBot, Ultimaker y Prusa Research, haciendo que las impresoras de escritorio fueran asequibles para aficionados y educadores.
En la década de 2010, los sistemas industriales de Stratasys y las impresoras de consumo de empresas inspiradas en el movimiento de código abierto habían establecido firmemente FDM como la tecnología de impresión 3D más utilizada en el mundo.
Impresoras FDM de escritorio versus industriales
Hoy en día, esta evolución ha dado como resultado dos categorías principales de máquinas: sistemas industriales para producción profesional e impresoras de escritorio para consumidores y educadores. Sus diferencias clave se resumen a continuación:
Propiedad
MDF industrial
FDM de escritorio
Precisión estándar
Alrededor de ±0,2–0,3 mm
Alrededor de ±0,2–0,5 mm
Espesor de capa típico
0,15–0,3 mm
0,1–0,25 mm
Espesor mínimo de pared
~1 milímetro
~0,8–1 mm
Volumen máximo de construcción
Grande (p. ej., 900 × 600 × 900 mm)
Mediano (p. ej., 200 × 200 × 200 mm)
Materiales comunes
ABS/ASA, PC, nailon, ULTEM
PLA, ABS, PETG, TPU
Materiales de apoyo
Escindible y soluble
Mismo material o soluble (doble extrusor)
Capacidad de producción
Bajo-medio; lotes repetibles
Bajo; prototipos y one-offs
Costo de la máquina
$50,000+
$500–$5000
Cómo funciona FDM: proceso paso a paso
Una impresora FDM convierte un diseño digital en un objeto físico mediante los siguientes pasos:
Modelado 3D:El proceso comienza con un modelo digital, generalmente creado en software CAD o descargado de una biblioteca 3D. El modelo se exporta en un formato comoSTLu OBJ, que define la geometría del objeto.
Rebanar:El software de corte convierte el modelo 3D en una pila de capas bidimensionales y genera las trayectorias que seguirá la impresora. También agrega los soportes necesarios para los voladizos y genera un archivo de código G que contiene las instrucciones de impresión. Las configuraciones clave, como la altura de la capa, la velocidad de impresión, la densidad del relleno y la ubicación del soporte, se eligen en esta etapa y afectan directamente la calidad y duración de la impresión.
Configuración de la impresora:El carrete de filamento se carga en la extrusora, que alimenta el material hacia el extremo caliente. La placa de construcción se limpia y nivela para garantizar una adhesión adecuada de la primera capa y, para materiales como el ABS, normalmente se precalienta para reducir la deformación.
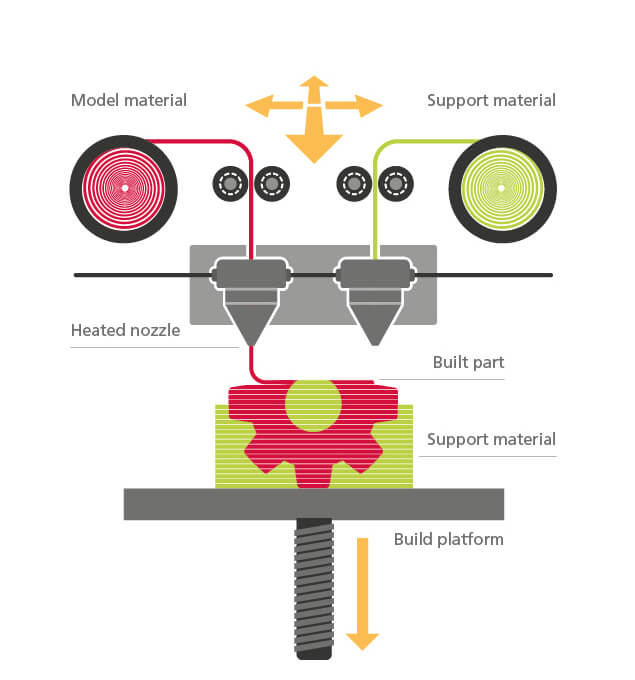
Calentamiento, extrusión y deposición de capas:Cuando la boquilla alcanza la temperatura objetivo, el extrusor empuja el filamento hacia el cabezal calentado, donde se funde. El cabezal de extrusión está montado en un sistema de movimiento de tres ejes (X, Y, Z) que guía la boquilla con precisión a través del área de construcción. A medida que el cabezal se mueve, extruye finas hebras de plástico fundido sobre la placa de construcción a lo largo del camino predeterminado.
Cada nueva capa se deposita encima de la anterior. El material se enfría y solidifica rápidamente; En muchos casos, los ventiladores de refrigeración instalados cerca del cabezal de extrusión aceleran este proceso, especialmente para materiales como el PLA. Para rellenar regiones más amplias, la boquilla realiza varias pasadas hasta completar la capa. Luego, la plataforma de construcción desciende o el cabezal de extrusión sube una altura de capa y la máquina comienza la siguiente capa. Este ciclo se repite cientos o miles de veces hasta que se construye la pieza completa.
El material se enfría y solidifica casi de inmediato, a menudo con la ayuda de ventiladores para un enfriamiento más rápido con materiales como el PLA. Para rellenar un área, la boquilla realiza varias pasadas, de forma muy parecida a colorear una forma con un marcador. Una vez que se completa una capa, la plataforma de construcción desciende o el cabezal de extrusión sube una altura de capa y el proceso se repite. Capa por capa, la pieza se va construyendo desde abajo hasta que queda completamente formada.
Estructuras de soporte:Para voladizos o puentes, la impresora genera material de soporte para evitar que colapsen las secciones sin soporte. Estos soportes pueden imprimirse en el mismo plástico y luego romperse, o en un filamento secundario soluble si la impresora tiene múltiples boquillas.
Postprocesamiento:Una vez depositada la capa final, la pieza se enfría y se retira de la placa de construcción. La mayoría de las impresiones FDM requieren poco más que la eliminación del soporte, pero se pueden aplicar pasos de acabado adicionales si se desea una superficie más suave o un rendimiento mejorado.
Los métodos comunes de posprocesamiento para piezas FDM incluyen:
Lijado y pulido: suaviza las líneas de las capas visibles y prepara las superficies para pintar.
Imprimación y pintura: agrega color y mejora la estética de la superficie.
Soldadura en frío: utiliza disolventes (como acetona para ABS) o adhesivos para unir piezas o sellar uniones.
Suavizado con vapor: expone la pieza a vapores de solventes, derritiendo ligeramente la superficie exterior para producir un acabado brillante.
Revestimiento epoxi: aplica una fina capa de resina que rellena los huecos, mejora la resistencia y puede hacer que las piezas sean impermeables.
Revestimiento de metal: agrega una capa superficial metálica para mayor durabilidad, conductividad o efecto visual.
Ventajas y desventajas de FDM
Ventajas
Rentable
FDM es generalmente el método de impresión 3D más asequible tanto en precio de máquina como en coste de material. Las unidades de escritorio oscilan entre unos pocos cientos y unos pocos miles de dólares, e incluso muchos sistemas industriales FDM siguen siendo menos costosos que sus homólogos SLA o SLS. El filamento es económico, está ampliamente disponible en muchas marcas y tipos y es fácil de conseguir. Esta baja barrera de entrada hace que FDM sea accesible para aulas, laboratorios de investigación y pequeñas empresas.
Velocidad de creación rápida de prototipos
FDM es excelente para iteraciones rápidas de diseño. Una pieza se puede imprimir en cuestión de minutos a unas pocas horas, lo que permite a los equipos pasar del concepto al prototipo físico de la noche a la mañana. En comparación con los métodos que requieren largos ciclos de curado o enfriamiento, FDM acorta los tiempos de entrega y acelera el desarrollo de productos.
Amplia selección de materiales
FDM admite una amplia gama de termoplásticos, desde opciones comunes y asequibles como PLA, ABS y PETG hasta materiales de grado de ingeniería como nailon, policarbonato y TPU, e incluso polímeros de alto rendimiento como ULTEM o PEEK en sistemas industriales. Esta versatilidad permite a los ingenieros elegir materiales que se ajusten estrechamente a los requisitos de rendimiento del producto final.
Escalabilidad (tamaño de impresión)
A diferencia de los sistemas a base de resina o polvo, que están restringidos por las dimensiones de la tina o del lecho, las máquinas FDM se pueden escalar simplemente ampliando el marco y el sistema de movimiento. Esta escalabilidad le da a FDM una clara ventaja de costo-tamaño y lo convierte en una solución práctica para producir prototipos grandes, como componentes automotrices o modelos arquitectónicos.
Facilidad de uso y posprocesamiento sencillo
Operar una impresora FDM es sencillo: cargue el filamento, comience la impresión y retire la pieza cuando esté lista. El posprocesamiento suele limitarse a desprender soportes, a diferencia de la impresión con resina que requiere lavado, curado y manipulación de productos químicos. Muchas piezas FDM están listas para usar de inmediato y solo se requiere un acabado adicional para ciertos materiales o aplicaciones. Otra ventaja es la flexibilidad del color: con filamentos disponibles en una amplia gama de tonos, los modelos a menudo se pueden imprimir con su aspecto final sin la pintura adicional que normalmente requieren las impresiones de resina.
Flexibilidad de diseño en resistencia y uso de materiales
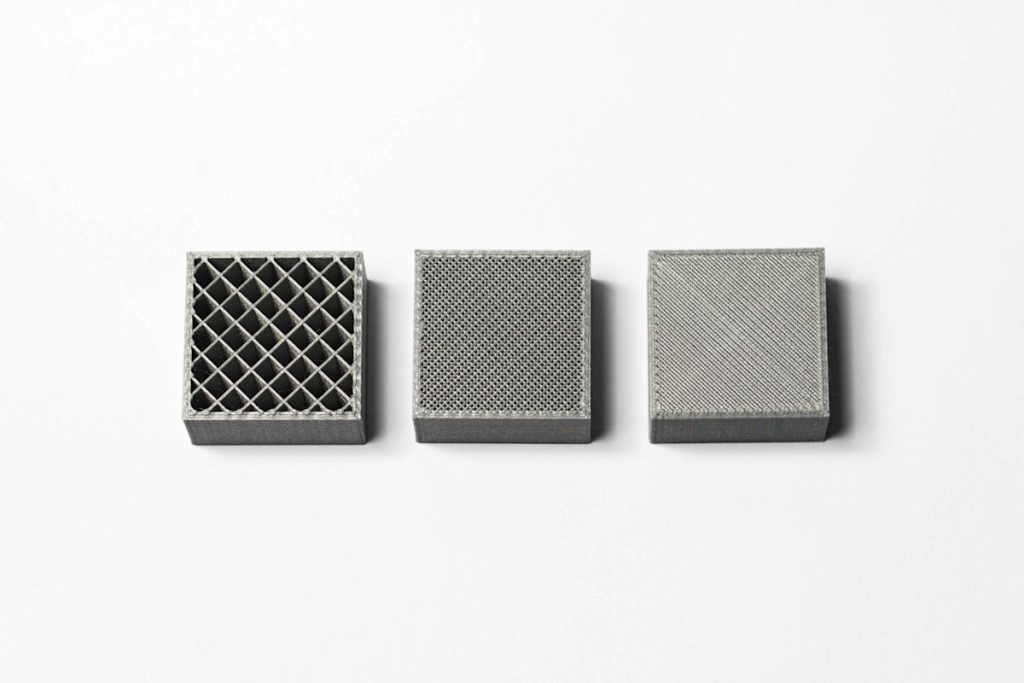
FDM permite a los usuarios ajustardensidad de rellenoyespesor de la cáscara, equilibrando el tiempo de impresión, el consumo de material y el rendimiento mecánico. Esta capacidad de ajuste significa que las piezas se pueden optimizar como prototipos livianos o como componentes funcionales más resistentes. En sistemas de gama alta, también están disponibles materiales de soporte solubles, lo que facilita el manejo de geometrías complejas y simplifica el posprocesamiento.
Menos desperdicio de material
FDM utiliza filamento que se funde y deposita exactamente donde se necesita, por lo que casi no se desperdicia materia prima durante la impresión. Esto contrasta con los métodos a base de polvo como SLS o MJF, donde el polvo no utilizado requiere manipulación y puede degradarse después de múltiples ciclos. Con un diseño inteligente que minimiza o elimina las estructuras de soporte, FDM puede ser aún más eficiente en el uso de materiales.
Contras
Resolución limitada y acabado superficial
FDM crea objetos con líneas de capa visibles, e incluso con ajustes finos (~0,1–0,2 mm), las superficies curvas muestran un efecto de “escalón”. El tamaño mínimo de la característica está limitado por el diámetro de la boquilla (a menudo ~0,4 mm), por lo que es difícil lograr detalles muy pequeños o ajustes de precisión. Como resultado, la apariencia o precisión de calidad profesional a menudo requiere un posprocesamiento: es posible que sea necesario roscar las roscas, escariar los orificios y es posible que sea necesario lijar, pintar o alisar las superficies con vapor para obtener un acabado pulido. FDM también tiene dificultades para producir piezas totalmente herméticas o herméticas sin sellado adicional.
Problemas de anisotropía y adhesión de capas
Debido a que las piezas se fabrican capa por capa, las impresiones FDM son anisotrópicas: significativamente más débiles a lo largo del eje Z. La unión entre capas es menos robusta que dentro de una capa, lo que hace que las piezas tengan más probabilidades de dividirse o deslaminarse bajo tensión aplicada perpendicular a la dirección de construcción. Esto limita su rendimiento en aplicaciones mecánicamente críticas a menos que se optimicen cuidadosamente la orientación y el relleno de las piezas.
Desafíos de deformación y precisión
La contracción térmica durante el enfriamiento puede hacer que las piezas se deformen, lo que hace que los bordes se levanten de la placa de construcción o que las partes delgadas se doblen. El ABS y el nailon son especialmente propensos a esto y a menudo requieren camas calientes o cámaras cerradas. Incluso con la calibración, es difícil lograr una alta precisión dimensional, con tolerancias que suelen oscilar entre ±0,1 y 0,3 mm. Los agujeros y los detalles finos a menudo necesitan ajuste o mecanizado para un ajuste preciso.
Restricciones de soporte y geometría
Las impresoras FDM requieren estructuras de soporte para voladizos de más de ~45° o puentes largos. Estos soportes añaden material, prolongan los tiempos de impresión y pueden dejar imperfecciones cuando se retiran. Puede ser imposible imprimir geometrías internas complejas porque los soportes quedarían atrapados en el interior. Si bien las máquinas de doble extrusora con soportes solubles mejoran la flexibilidad, añaden costos y aún requieren pasos de eliminación.
Limitaciones de materiales
Aunque FDM admite muchos termoplásticos, todavía está limitado a esa clase de materiales. Los metales y la cerámica completa no se pueden imprimir directamente. Los polímeros de alto rendimiento como PEEK o ULTEM requieren temperaturas muy altas en la boquilla y la cámara, lo que los hace accesibles solo en máquinas industriales especializadas. Como resultado, cada impresora FDM solo puede manejar un subconjunto del espectro completo de materiales.
Demandas de calibración y mantenimiento
Debido a la simplicidad y el diseño económico de los sistemas FDM, los usuarios a menudo dedican tiempo a ajustar configuraciones como la nivelación del lecho y la altura de la boquilla para lograr una calidad constante. La gran dependencia del movimiento mecánico significa que se necesita un mantenimiento regular: ajustar la tensión de la correa, lubricar los rieles, limpiar las extrusoras y reemplazar piezas como boquillas o extremos calientes.
Sensibilidad a la materia prima
La calidad de impresión depende en gran medida de la calidad del filamento. Una mala tolerancia dimensional en el diámetro del filamento o una composición inconsistente pueden provocar problemas de extrusión. Además, la mayoría de los filamentos son higroscópicos; Si no se almacenan adecuadamente, absorben la humedad del aire, lo que provoca burbujas, un acabado superficial deficiente o una adhesión débil de las capas durante la impresión.
Materiales comunes utilizados en la impresión FDM
Décadas de desarrollo en la industria del plástico han creado una amplia gama defilamentos de polímero, desde plásticos cotidianos hasta polímeros de ingeniería especializados.
PLAes el filamento más popular para impresoras FDM de escritorio. Es un plástico biodegradable (a menudo a base de almidón de maíz) que es fácil de imprimir y produce piezas con buenos detalles y calidad superficial. Cuando se necesita mayor dureza y resistencia a la temperatura,ABSsuele ser la elección. Sin embargo, el ABS es más propenso a deformarse y, a menudo, requiere una cama o cámara con calefacción para evitar que las esquinas se levanten.
Otra alternativa popular esPETG,que combina la facilidad de impresión del PLA con la durabilidad del ABS. Ofrece un buen equilibrio entre fuerza, flexibilidad y resistencia química.
Máquinas industriales FDM, por otro lado, utilizan principalmente termoplásticos de ingeniería comoABS,policarbonato (PC), yUltem (PEI). Estos materiales suelen incluir aditivos para mejorar sus propiedades, lo que los hace adecuados para aplicaciones exigentes que requieren alta resistencia al impacto, estabilidad térmica, resistencia química o incluso biocompatibilidad.
La siguiente tabla resume las principales ventajas, desventajas y aplicaciones típicas de los materiales de impresión FDM más comunes:
Material
Ventajas
Contras
Aplicaciones comunes
PLA
Fácil de imprimir; gran detalle y acabado superficial. Deformación biológica y mínima.
Frágil; baja resistencia al calor (se deforma a ~60 °C). No es ideal para piezas que soportan carga.
Prototipos visuales, modelos, educación, proyectos de hobby.
ABS
Fuerte y duradero; mayor resistencia a la temperatura (~100 °C). Puede ser postprocesado (por ejemplo, alisado con acetona).
Propenso a deformarse sin cama/cámara con calefacción. Emite humos (necesita ventilación). Un poco más difícil de imprimir que el PLA.
Prototipos funcionales, envolventes, piezas de automoción, productos de consumo.
PETG
Buena resistencia y adherencia de capas; Imprime fácilmente con baja deformación. Resistente a la humedad y a los productos químicos; a menudo apto para alimentos.
Ligeramente menos rígido que el ABS; La superficie puede atraer cuerdas si los ajustes no están afinados.
Piezas funcionales, contenedores, componentes mecánicos, artículos para el hogar.
Nailon (PA)
Alta resistencia a la tracción y tenacidad; resistente al desgaste y a los productos químicos. Cierta flexibilidad (para bisagras) y gran durabilidad.
Absorbe la humedad (el filamento debe mantenerse seco). Necesita altas temperaturas de impresión y protección para reducir la deformación.
Engranajes, cojinetes, clips, plantillas y accesorios, prototipos estructurales.
TPU (flexible)
Muy flexible y elástico: puede crear piezas similares al caucho. Buena absorción de impactos.
Difícil imprimir con precisión a gran velocidad (se necesitan impresiones lentas). El filamento blando puede atascarse en algunas extrusoras que no están diseñadas para flexibles.
Juntas, sellos, carcasas de teléfonos, ruedas/neumáticos, modelos médicos
Policarbonato (PC)
Excelente resistencia al impacto; mayor resistencia al calor (~110 °C). Adecuado para piezas funcionales resistentes.
Requiere altas temperaturas de impresora; propenso a deformarse o agrietarse si se enfría demasiado rápido. Generalmente necesita una impresora cerrada de calidad industrial.
Herramientas industriales, carcasas protectoras, componentes de automoción.
PEI/ULTEM
Alto rendimiento: gran relación resistencia-peso, retardante de llama, funciona hasta ~170 °C. Utilizado en aeroespacial, automoción.
Material muy caro; Solo imprime en máquinas de alta gama debido a los requisitos de temperatura extrema.
Piezas aeroespaciales, componentes automotrices bajo el capó, dispositivos médicos
Cuándo utilizar FDM
Dadas las fortalezas y limitaciones discutidas, a continuación se muestran algunos casos típicos en los que FDM es la opción más adecuada en comparación con otros métodos:
El costo o la velocidad es la principal preocupación:Si necesita un prototipo de forma rápida y económica, FDM es difícil de superar. Puede pasar de CAD a una pieza física en el mismo día sin gastar mucho dinero. Perfecto para la creación de prototipos en etapas iniciales, proyectos de estudiantes y construcciones de pasatiempos donde la iteración asequible importa más que la perfección.
El tamaño de la pieza es grande:Las impresoras FDM de gran formato pueden manejar piezas que serían extremadamente costosas o imposibles en cubas de resina o lechos de polvo. Piense en modelos arquitectónicos, carcasas de tamaño completo o grandes prototipos funcionales: FDM se escala más fácilmente y a menor costo.
Prototipos funcionales en plásticos reales:Cuando necesita que el prototipo se comporte como una pieza de plástico de producción (por ejemplo, un clip que debe flexionarse sin romperse o un soporte que debe resistir el calor), lo ideal es FDM con ABS, PC o nailon. Estas piezas se pueden perforar, atornillar y probar en condiciones de trabajo en las que las impresiones de resina podrían fallar.
Herramientas, plantillas o piezas de repuesto personalizadas:FDM se destaca en la producción de piezas únicas o de bajo volumen adaptadas a necesidades específicas. ¿Una plantilla personalizada para el montaje? ¿Una perilla de repuesto para el equipo? Imprímelo durante la noche y ponlo a trabajar. Para muchos usos moderados, las impresiones FDM pueden servir como piezas reales de uso final.
Entornos educativos y domésticos:FDM es la opción de impresión 3D más fácil de usar y segura en aulas, espacios de creación y hogares. El PLA y filamentos similares son fáciles de manejar, lo que permite a los alumnos centrarse en el diseño y la ingeniería. El bajo coste por pieza también fomenta la experimentación y la iteración.
Cuando el posprocesamiento debe ser mínimo:Si necesita una pieza recién salida de la impresora con poco trabajo adicional, FDM es la opción adecuada. Simplemente retire los soportes y la pieza estará lista para manipularse. Para demostraciones y talleres, esta inmediatez hace que FDM sea especialmente práctico.
Servicios de impresión 3D FDM de Chiggo
Chiggo ofrece impresión 3D FDM bajo demanda tanto para prototipos como para series de producción. Podemos entregar piezas FDM de alta calidad en tan solo unos días.Sube tus archivos CAD to receive an instant quote. For more details or to discuss your requirements with our team, contact us today.