Tanto el titanio como el tungsteno se consideran metales de alto rendimiento, pero desempeñan funciones muy diferentes en ingeniería y fabricación.
Al comparar el titanio con el tungsteno, los ingenieros y compradores se centran en factores clave como la resistencia, el peso, la resistencia al calor, la maquinabilidad y el costo.
El tungsteno es extremadamente denso y funciona bien en entornos de alta temperatura, mientras que el titanio es conocido por su alta relación resistencia-peso y su excelente resistencia a la corrosión. Estas diferencias hacen que cada material sea adecuado para una amplia gama de aplicaciones, desde joyería como anillos hasta entornos industriales exigentes.
Este artículo desglosa las diferencias clave en propiedades, aplicaciones y mecanizado para ayudarle a elegir el material adecuado para su proyecto.
¿Qué es el titanio?
El titanio (Ti) es un metal de transición con un aspecto gris plateado. Fue identificado por primera vez en 1791 por William Gregor y brevemente se lo denominó "gregorita", aunque ese nombre rara vez se usa en la actualidad.
En la naturaleza, el titanio no se encuentra como metal puro. Existe principalmente en minerales como la ilmenita y el rutilo. Para hacerlo utilizable, estos minerales se procesan mediante el proceso Kroll, donde el tetracloruro de titanio (TiCl₄) se reduce con magnesio para producir una esponja de titanio. Luego, esta esponja se funde en lingotes y se refina aún más hasta obtener formas adecuadas para uso industrial.
El titanio es conocido por su alta relación resistencia-peso y su excelente resistencia a la corrosión. Con una densidad de aproximadamente 4,5 g/cm³, es mucho más ligero que el acero y al mismo tiempo ofrece un gran rendimiento mecánico, especialmente en forma de aleación. Al mismo tiempo, forma naturalmente una fina capa de óxido en su superficie, que lo protege de la corrosión en entornos como el agua de mar, los productos químicos e incluso el cuerpo humano.
En ingeniería, el titanio normalmente se suministra como:
Barras, placas y palanquillas para mecanizado CNC
Componentes forjados para uso estructural.
Polvo para procesos de fabricación aditiva como DMLS
Aunque existen muchos grados, en la práctica se utilizan dos con mayor frecuencia:
Grado 2 (titanio comercialmente puro)
El grado 2 se utiliza ampliamente por su excelente resistencia a la corrosión y buena formabilidad. Se encuentra comúnmente en equipos químicos, ambientes marinos y componentes industriales de uso general.
Grado 5 (Ti-6Al-4V)
El grado 5 es la aleación de titanio más utilizada y, a menudo, se trata como el titanio estándar de grado de ingeniería. Al agregar aluminio y vanadio, se logra una resistencia mucho mayor manteniendo el bajo peso del titanio. Se utiliza ampliamente en aplicaciones aeroespaciales, médicas y mecánicas de alto rendimiento.
¿Qué es el tungsteno?
Si bien tanto el titanio como el tungsteno se pueden alear con otros elementos, el titanio generalmente se usa como diferentes grados del mismo metal. El tungsteno, por el contrario, se utiliza en varias formas distintas, incluidas aleaciones metálicas y carburo de tungsteno, que se comportan de manera muy diferente en aplicaciones de ingeniería.
En la práctica, el tungsteno comúnmente se refiere a tres sistemas materiales:
Tungsteno puro (W)
Conocido por su punto de fusión y rigidez extremadamente altos, el tungsteno puro se utiliza en aplicaciones eléctricas y de alta temperatura. Sin embargo, es relativamente quebradizo a temperatura ambiente y puede resultar difícil de procesar.
Aleaciones pesadas de tungsteno (WHA)
Estas aleaciones suelen contener entre un 90% y un 97% de tungsteno combinado con elementos como níquel, hierro o cobre. Conservan la alta densidad del tungsteno al tiempo que ofrecen mayor tenacidad y maquinabilidad, lo que los hace adecuados para componentes como contrapesos, protección contra la radiación y piezas aeroespaciales.
Carburo de tungsteno cementado (WC-Co)
Un material compuesto hecho de partículas de carburo de tungsteno unidas con cobalto. Es extremadamente duro y resistente al desgaste y se usa ampliamente en herramientas de corte, moldes y piezas de desgaste. Debido a su dureza, se suele procesar mediante rectificado o electroerosión en lugar de mediante mecanizado convencional.
En la práctica, cuando los ingenieros se refieren a "mecanizado de tungsteno", a menudo se refieren a aleaciones pesadas de tungsteno, mientras que "carburo" generalmente se refiere al WC-Co utilizado en herramientas.
Comparación de propiedades de ingeniería
La siguiente comparación se centra en materiales de ingeniería de uso común en lugar de categorías abstractas. En la práctica, materiales como el titanio de grado 2, el Ti-6Al-4V, el metal de tungsteno (W), las aleaciones pesadas de tungsteno y el carburo de tungsteno proporcionan una base de comparación más realista.
Propiedad
CP Ti (G2)
Ti-6Al-4V (G5)
Tungsteno (W)
que
WC-Co
Densidad (g/cm³)
4.51
4.47
19.3
~17,0–18,8
~14,5
Resistencia a la tracción (UTS)
345–483 MPa
~900 MPa (más alto con tratamiento térmico)
Uso limitado a temperatura ambiente debido a la fragilidad
1000-1800 MPa
Normalmente no está definido (use TRS/compresión)
Límite elástico (0,2%)
276–352 MPa
~828 MPa (mínimo típico)
Limitado; compresión más relevante
700-1510 MPa
Normalmente no se especifica
Dureza
~160 voltios
~36 HRC
300–650 HV (dependiente de la condición)
~200–400 HV (según el grado)
82–94 HRA
Módulo elástico (GPa)
~103
~105–116
~407
~330–385
hasta ~650
Conductividad térmica
Bajo (~20 W/m·K)
Bajo
Alto (~130–170 W/m·K)
Varía según la composición.
Moderado (~⅓ de cobre)
Punto de fusión
~1668°C
~1538–1649°C
~3422°C
muy alto
muy alto
Resistencia a la corrosión
Muy bien
Muy bien
Dependiente del medio ambiente
Bueno a excelente
Bueno (el aglutinante puede verse afectado)
Biocompatibilidad
Bueno (usado en medicina)
Excelente (calificaciones ELI)
Limitado
Utilizado en algunos blindajes médicos.
No es típico de los implantes.
Resistencia al desgaste
Moderado (a menudo necesita recubrimiento)
Moderado (ver irritante)
Mejor que Ti en algunos casos
Bien
Excelente
Consideraciones de maquinabilidad y fabricación
En la práctica, elegir entre titanio y tungsteno no se trata sólo de las propiedades del material. También depende de lo práctico que sea mecanizar el material. Ambos son difíciles de procesar, pero por razones muy diferentes.
Mecanizado de titanio
Las aleaciones de titanio se mecanizan ampliamente mediante procesos CNC convencionales, pero requieren un control estricto del proceso. El principal desafío no es sólo la resistencia, sino también el comportamiento del titanio durante el corte. Debido a que el titanio tiene una baja conductividad térmica, el calor tiende a concentrarse en el filo, lo que acelera el desgaste de la herramienta.
El titanio también es químicamente reactivo a temperaturas elevadas, lo que puede provocar una acumulación de filo en malas condiciones de corte. Además, su módulo elástico relativamente bajo aumenta el riesgo de deflexión y vibración, particularmente en piezas de paredes delgadas.
Como resultado, el mecanizado de titanio suele requerir:
Velocidades de corte más bajas que el acero.
Herramientas de carburo afiladas y resistentes al desgaste.
Aplicación constante de refrigerante para controlar la temperatura.
Configuraciones estables para reducir la vibración.
En la práctica, el mecanizado de titanio opera dentro de una ventana de proceso relativamente estrecha. Cortar de forma demasiado conservadora puede provocar fricción y endurecimiento, mientras que los parámetros agresivos pueden aumentar rápidamente la temperatura de corte y el desgaste de la herramienta.
A pesar de estos desafíos, el titanio sigue siendo un material práctico para el mecanizado de precisión, especialmente para geometrías complejas y componentes de alto rendimiento.
Mecanizado de tungsteno y aleaciones de tungsteno
Aleaciones pesadas de tungsteno (WHA)Se pueden mecanizar utilizando métodos convencionales, pero generalmente son más difíciles de cortar que el titanio. Su alta densidad y rigidez producen mayores fuerzas de corte y el desgaste de la herramienta puede llegar a ser significativo si los parámetros no se controlan bien. Son especialmente importantes los bordes cortantes afilados y las condiciones que eviten el roce.
Las consideraciones típicas incluyen:
Configuraciones de máquina rígidas para manejar fuerzas de corte más altas
Velocidades de corte moderadas y velocidades de avance controladas
Materiales de herramientas duraderos para resistir el desgaste.
tungsteno puroTambién se puede mecanizar en algunos casos, pero es más frágil a temperatura ambiente. Esa fragilidad aumenta el riesgo de grietas o astillas durante el mecanizado, lo que limita su uso en piezas mecanizadas complejas.
Mecanizado de carburo de tungsteno
El carburo de tungsteno se comporta de manera muy diferente tanto al titanio como a las aleaciones de tungsteno. Es un material compuesto extremadamente duro, por lo que los métodos de corte convencionales generalmente no son adecuados.
En cambio, los componentes de carburo de tungsteno suelen tener el siguiente acabado:
Rectificado para dar forma con precisión y acabado de superficies
Mecanizado por descarga eléctrica (EDM) para geometrías más complejas
Debido a que el carburo de tungsteno se produce mediante pulvimetalurgia y sinterización, alcanza su dureza total antes de su forma final. Por esta razón, normalmente se utiliza para herramientas y piezas de desgaste en lugar de componentes que requieren un mecanizado convencional extenso.
Fabricación, conformado y unión
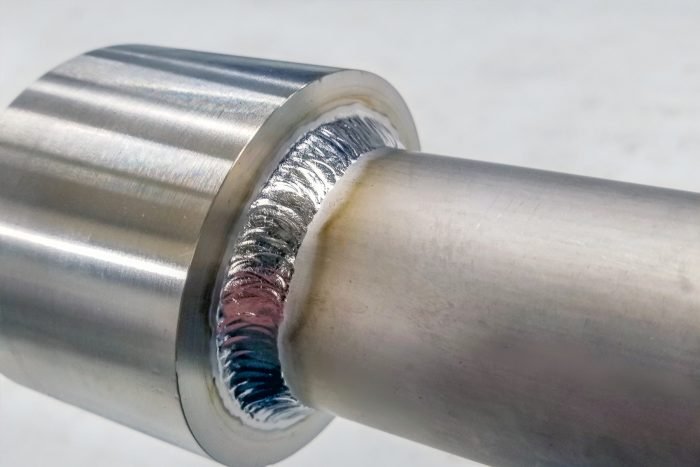
Titanio: más fácil de soldar que de formar
El titanio se puede formar y soldar, pero la dificultad depende del grado.Ti-6Al-4VGeneralmente es difícil de moldear a temperatura ambiente, por lo que el conformado más exigente a menudo se realiza tibio o caliente para reducir la recuperación elástica y evitar dañar las propiedades del material.titanio grado 2, por el contrario, es más dúctil y más fácil de formar, razón por la que se utiliza ampliamente en equipos químicos, marinos y médicos.
El titanio también es muy soldable, pero el blindaje es fundamental. A altas temperaturas, puede absorber oxígeno, nitrógeno e hidrógeno, lo que reduce la ductilidad y debilita la calidad de la soldadura. Es por eso que procesos como GTAW, soldadura por haz de electrones y soldadura láser dependen de un estricto blindaje de gas inerte, a menudo con escudos posteriores para proteger la zona de soldadura caliente.
Materiales de tungsteno: generalmente fabricados mediante metalurgia de polvos
Los materiales a base de tungsteno siguen un camino muy diferente. Las aleaciones pesadas de tungsteno y los materiales de tungsteno-cobre a menudo se fabrican mediante pulvimetalurgia, luego se prensan, sinterizan, se tratan térmicamente y se mecanizan hasta alcanzar el tamaño final. En los materiales W-Cu, el cobre se puede infiltrar en una estructura porosa de tungsteno para combinar la resistencia al calor del tungsteno con la conductividad del cobre.
En el caso del carburo cementado WC-Co, el proceso es aún más distinto. Las piezas generalmente se forman cerca de su forma neta y luego se sinterizan, pero la contracción durante la sinterización puede ser significativa y las tolerancias durante la sinterización suelen ser relativamente flojas. Cuando se necesitan tolerancias más estrictas, el tamaño final generalmente se realiza mediante rectificado con diamante o electroerosión en lugar del mecanizado convencional.
Los métodos de unión también son diferentes. Los componentes de carburo de tungsteno se ensamblan más comúnmente mediante soldadura fuerte, ajuste por contracción o retención mecánica que mediante soldadura.
Costo y disponibilidad
El tungsteno generalmente conlleva un mayor riesgo en la cadena de suministro que el titanio. Como el suministro estadounidense depende en gran medida de las importaciones, su precio y disponibilidad son más sensibles a las restricciones comerciales y las perturbaciones del mercado. Para los equipos de ingeniería, eso significa que a menudo es necesario abordar el abastecimiento antes, especialmente en el caso de polvos y formas de productos especializados.
El titanio también se ve influenciado por las condiciones de la oferta global, incluida la capacidad de esponjas y la demanda aeroespacial. Aun así, su base de suministro suele estar menos concentrada que la del tungsteno en muchas categorías de productos. En términos prácticos, el titanio suele ofrecer un camino de abastecimiento más predecible, aunque sigue siendo un material de primera calidad.
Ambos materiales son caros en comparación con los metales comunes como el aluminio y el acero al carbono. En la mayoría de los casos, se elige el titanio cuando lo más importante es el bajo peso y la resistencia a la corrosión, mientras que el tungsteno se reserva para aplicaciones que realmente requieren densidad extrema, resistencia al desgaste o rendimiento a altas temperaturas.
Consideraciones ambientales y de seguridad
Las virutas y el polvo de titanio deben tratarse como un peligro combustible, especialmente en forma de partículas finas. En la práctica, eso significa controlar la acumulación de polvo, evitar fuentes de ignición y utilizar una recolección de polvo adecuada en lugar de tratar las virutas de titanio como si fueran virutas de acero comunes.
El polvo de carburo de tungsteno plantea otro tipo de riesgo. La principal preocupación es la exposición de los trabajadores durante el esmerilado, el pulido o el reprocesamiento, más que la inflamabilidad. En estas operaciones, la ventilación, la captura de polvo, el EPP y el buen mantenimiento son partes esenciales del proceso.
Tanto el titanio como el tungsteno pueden beneficiarse del reciclaje, pero en la práctica, la recuperación no es automática. El reciclaje de tungsteno ya es una parte establecida del suministro industrial, mientras que la producción primaria de titanio consume mucha energía, lo que hace que la recuperación de chatarra sea importante tanto desde una perspectiva de costos como ambiental.
Aplicaciones industriales típicas
Estructuras aeroespaciales y de alto rendimiento
En el sector aeroespacial y otros sistemas sensibles al peso, el titanio suele ser la mejor opción. Ti-6Al-4V se usa ampliamente en componentes de compresores, estructuras de aviones, estructuras de naves espaciales, recipientes a presión y sujetadores. En estas aplicaciones, su alta relación resistencia-peso y su resistencia a la corrosión justifican el costo adicional y la dificultad de mecanizado.
Un buen ejemplo es un soporte estructural de paredes delgadas. En este tipo de piezas, la rigidez sólo necesita ser suficientemente buena, mientras que la reducción de peso es un requisito primordial. En esa situación, la baja densidad del titanio se convierte en el factor decisivo.
Blindaje radiológico y contrapesos
Cuando el objetivo es colocar la mayor cantidad de masa posible en un volumen limitado, los materiales a base de tungsteno se vuelven mucho más atractivos. En forma de aleación pesada, el tungsteno ofrece la ventaja clave de una densidad muy alta, lo que lo hace especialmente útil para blindaje y contrapesos compactos.
Un ejemplo típico es un contrapeso compacto en un sistema aeroespacial o industrial. Si el espacio disponible es fijo y la pieza debe ofrecer una masa específica, el titanio suele ser demasiado ligero, incluso si sus propiedades mecánicas son adecuadas. En ese caso, una aleación pesada de tungsteno es la solución más práctica.
Herramientas de corte, piezas de desgaste y troqueles
Para herramientas de corte, matrices y aplicaciones de desgaste severo, el carburo de tungsteno cementado (WC-Co) suele ser el material preferido. Una gran parte del uso de tungsteno se destina a piezas de carburo cementado para aplicaciones de corte y resistentes al desgaste.
Esto es fácil de entender desde el punto de vista de los materiales. WC-Co está diseñado para brindar dureza extrema, alta rigidez y fuerte resistencia a la abrasión, razón por la cual funciona tan bien en insertos, matrices y piezas de desgaste. La desventaja es la fragilidad, junto con el hecho de que la conformación final generalmente depende del rectificado o la electroerosión en lugar del mecanizado convencional.
Titanio versus tungsteno: cómo elegir
La elección entre titanio y tungsteno generalmente se reduce a compensaciones. El peso, la resistencia al desgaste, el rendimiento térmico, la resistencia a la corrosión, la maquinabilidad y el riesgo de suministro no apuntan todos a la misma respuesta.
Algunas reglas prácticas ayudan. Si la prioridad es el bajo peso, el titanio suele ser el mejor lugar para empezar. Si necesita tanta masa como sea posible en un espacio limitado, la aleación pesada de tungsteno suele ser la mejor opción. Si la resistencia al desgaste es el requisito principal, el carburo de tungsteno suele ser el material de referencia, aunque eso a menudo significa diseñar en torno al rectificado o la electroerosión en lugar del mecanizado convencional. Para aplicaciones médicas implantables, el titanio suele ser la opción más común, mientras que el tungsteno se usa más a menudo para blindaje o componentes de dispositivos especializados.
Matriz de decisiones para ingenieros
Puntuación: 5 = mejor ajuste, 1 = mal ajuste. Utilice esto como una guía para tomar decisiones rápidas en lugar de una especificación fija.
Criterio
CP Ti Grado 2
Ti-6Al-4V Grado 5
Aleación pesada de tungsteno
Carburo de tungsteno (WC-Co)
Diseño sensible al peso
5
5
1
2
Densidad extrema en pequeño volumen.
1
1
5
4
Torneado/fresado CNC convencional
3
3
4
1
Desgaste/abrasión dominado
2
2
4
5
Corrosión en muchos medios industriales.
4
4
3
3
Estabilidad estructural a alta temperatura
3
3
5
4
Cadena de suministro/estabilidad de precios
3
3
2
2
Conclusión
En Chiggo, combinamos el conocimiento de los materiales con la fabricación de precisión para ayudar a los clientes a construir piezas confiables para aplicaciones exigentes. Desde el soporte de DFM hastaMecanizado CNCyrefinamiento, trabajamos con materiales a base de titanio y tungsteno en base a las necesidades reales del proyecto.
Si está planeando una pieza de titanio o tungsteno,llegar a chiggopara soporte de ingeniería y una solución de fabricación personalizada.