Los procesos de fabricación suelen dejar texturas irregulares en las superficies de los productos. Con la creciente demanda de acabados de alta calidad, la importancia del acabado de superficies es cada vez más primordial. El acabado de superficies no se trata sólo de estética o de lograr una apariencia más suave; Afecta significativamente la funcionalidad, la durabilidad y el rendimiento general de un producto.
Explore nuestra guía para aprender todo sobre el acabado de superficies y obtener consejos para lograr el acabado deseado y seleccionar la rugosidad de la superficie adecuada para Mecanizado CNC.
¿Qué es el acabado superficial?
El acabado superficial, también conocido como textura superficial o topografía superficial, se refiere a la suavidad, textura y calidad generales de la superficie de una pieza. Es un factor importante en la fabricación y la ingeniería, ya que afecta no sólo la apariencia sino también el rendimiento y la funcionalidad de un producto.
Las características clave del acabado superficial incluyen principalmente los tres aspectos siguientes:
Rugosidad de la superficie
La rugosidad de la superficie se refiere a las irregularidades pequeñas y finamente espaciadas en una superficie que pueden no ser visibles a simple vista pero que se pueden sentir si pasa el dedo por la superficie.
La rugosidad a menudo se mide utilizando parámetros como Ra (rugosidad promedio). Un valor de Ra más bajo indica menos irregularidades y más pequeñas, lo que da como resultado una superficie más suave que disminuye la fricción y el desgaste. Cuando los profesionales se refieren al acabado de la superficie, a menudo se refieren específicamente a la rugosidad de la superficie.
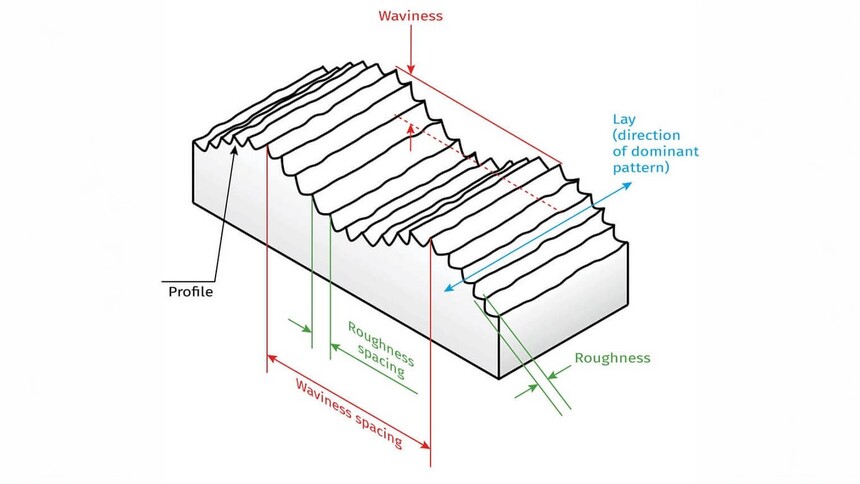
Ondulación
La ondulación se diferencia de la rugosidad de la superficie en que abarca irregularidades más grandes y espaciadas en la superficie. Estos pueden deberse a factores como vibraciones de la máquina, deflexiones o deformaciones durante el proceso de fabricación. La ondulación de la superficie puede afectar significativamente el ajuste de las piezas y su capacidad de sellado.
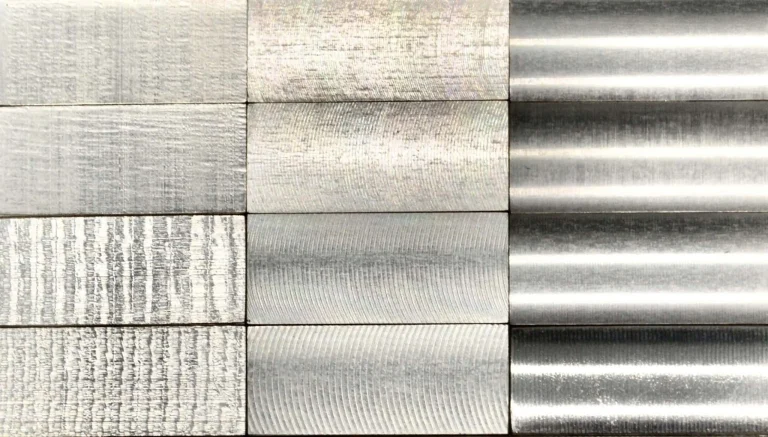
Colocación (Dirección del patrón de superficie)
La colocación es la dirección predominante del patrón de la superficie, que generalmente resulta del proceso de fabricación utilizado y puede ser paralela, perpendicular, circular, rayada, radial, multidireccional o isotrópica (no direccional).
La dirección de colocación afecta la fricción, la lubricación y la estética. En los componentes ópticos, una dirección de colocación específica puede reducir la dispersión de la luz y mejorar la claridad.
¿Por qué es importante el acabado superficial en los procesos de fabricación?
Como se mencionó anteriormente, el acabado de la superficie afecta significativamente la apariencia, el rendimiento, la durabilidad y la calidad general de un producto. Precisamente por eso el acabado superficial juega un papel importante en los procesos de fabricación. Aquí analicemos las razones por las que el acabado superficial desempeña un papel tan fundamental.
Estética: La primera impresión de un producto a menudo se basa en su apariencia y sensación táctil. Un acabado superficial de alta calidad mejora el atractivo visual y puede influir significativamente en su percepción y satisfacción, especialmente con los bienes de consumo.
Fricción y desgaste: Particularmente en aplicaciones mecánicas, un acabado superficial más suave reduce la fricción y el desgaste entre las piezas móviles, minimizando así la producción de calor y mejorando la eficiencia y la vida útil de los componentes.
Sellado y Montaje: Un acabado superficial adecuado garantiza un mejor sellado y ajuste de las piezas, evitando fugas y asegurando ensamblajes precisos.
Resistencia a la fatiga: Una superficie más lisa mejora la resistencia a la fatiga al reducir las concentraciones de tensión y la probabilidad de que se inicien grietas.
Resistencia a la corrosión: Un mejor acabado superficial mejora la resistencia a la corrosión al minimizar las grietas donde se pueden acumular agentes corrosivos.
Adhesión de revestimientos: La textura de la superficie puede afectar la adherencia de los revestimientos o la pintura al producto.
Conductividad y disipación de calor mejoradas: en aplicaciones electrónicas y térmicas, un acabado superficial de alta calidad mejora la conductividad y ayuda a la disipación de calor.
Control de la reflexión y dispersión de la luz: en aplicaciones ópticas, el acabado de la superficie afecta cómo se refleja y dispersa la luz.
¿Cómo medir la rugosidad de la superficie?
Dado el impacto crítico del acabado superficial en la fabricación, medir la rugosidad de la superficie es esencial en los procesos de producción. Esto nos permite comprender con precisión las características reales de la superficie de los productos, garantizando que cumplan con los requisitos funcionales y de diseño.
La medición de la rugosidad de la superficie implica el uso de diversas técnicas de medición y análisis de datos para evaluar la suavidad relativa del perfil de la superficie de un producto. El parámetro numérico más utilizado para cuantificar esta rugosidad es Ra.
Hay varios métodos disponibles para medir la rugosidad de la superficie. Los principales tipos de técnicas de medición incluyen los siguientes:
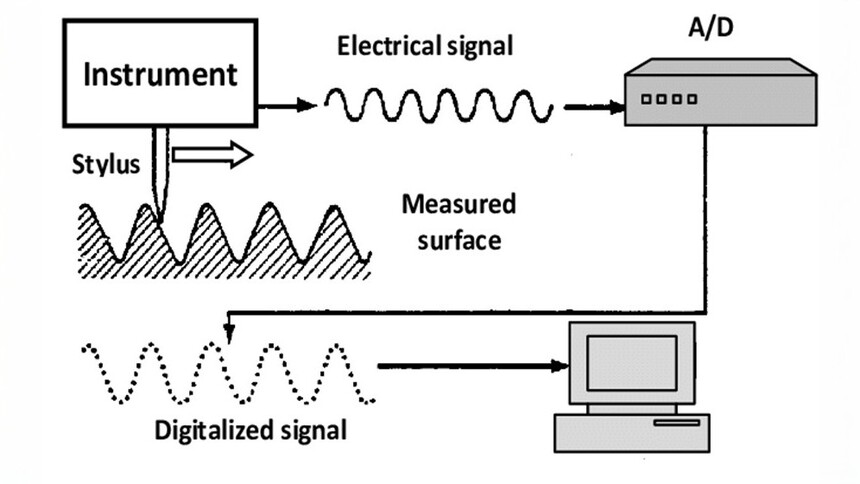
Métodos de contacto (instrumento de sonda con lápiz óptico)
Los métodos de contacto implican tocar físicamente la superficie con una herramienta, como un instrumento de sonda estilográfica. Este dispositivo se mueve verticalmente en relación con la dirección de colocación de la superficie para trazar el perfil de la superficie. El movimiento de la sonda genera un mapa detallado del contorno de la superficie, proporcionando datos precisos sobre la rugosidad de la superficie.
Estos métodos se utilizan principalmente en entornos de fabricación donde el contacto directo con la superficie no causa daños. Sin embargo, es posible que no sean adecuados para superficies delicadas o blandas que podrían distorsionarse por la acción de sondeo.
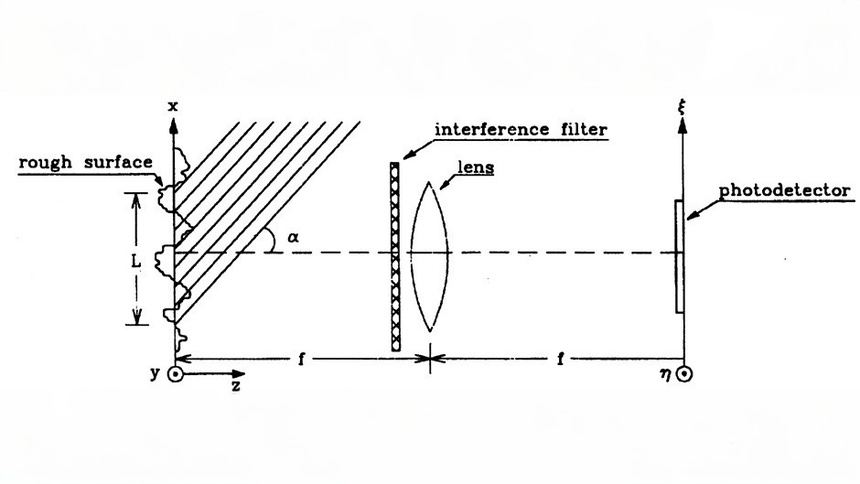
Métodos sin contacto (luz óptica, láser)
Perfilómetro óptico/interferómetro de luz blanca: esta técnica implica proyectar un haz de luz sobre una superficie y medir el patrón de luz reflejada para determinar con precisión las variaciones de altura de la superficie, creando así un perfil de superficie 3D detallado. Es adecuado para superficies delicadas o blandas en ingeniería de precisión, semiconductores y industrias ópticas. Sin embargo, requiere superficies con buenas propiedades reflectantes y el equipo puede resultar caro.
Microscopía confocal de barrido láser:Este método utiliza un láser enfocado haz para escanear la superficie, generando imágenes 3D de alta resolución de la topografía. Es ideal para analizar superficies 3D complejas en investigación biomédica, ciencia de materiales e ingeniería de precisión. Sin embargo, su funcionamiento es caro y complejo.
Escaneo láser 3D: Esta técnica utiliza un láser para capturar la topografía de una superficie y crear un modelo 3D. Normalmente se utiliza para superficies más grandes y puede generar rápidamente un perfil de superficie completo. Es adecuado para superficies grandes o complejas en aplicaciones automotrices, aeroespaciales y arquitectónicas. Aunque puede manejar áreas grandes de manera eficiente, tiene una resolución más baja en comparación con otros métodos y no es adecuado para mediciones de alta precisión o características de superficie muy pequeñas.
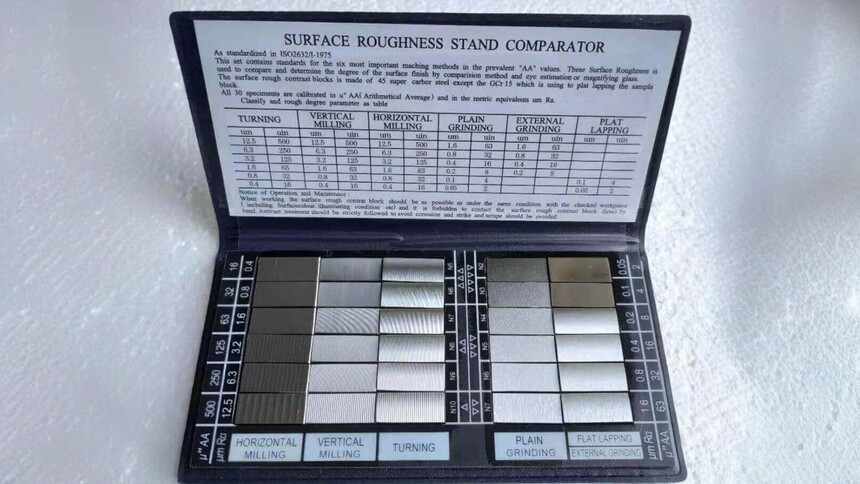
Métodos de comparación
Los métodos de comparación implican comparar la superficie en cuestión con un conjunto estándar de muestras que tienen una rugosidad conocida.
Estos métodos son rápidos y rentables, adecuados para controles de rutina en entornos de producción. Sin embargo, son más subjetivos y menos adecuados para aplicaciones que requieren alta precisión.
Métodos en proceso
Los métodos en proceso integran la medición de la rugosidad de la superficie directamente en el proceso de fabricación. Se utilizan herramientas como perfilómetros en línea o sensores integrados en máquinas CNC. Estas herramientas proporcionan datos en tiempo real sobre el acabado de la superficie, lo que permite realizar ajustes inmediatos.
Este enfoque es particularmente útil para el monitoreo y control de calidad en tiempo real en líneas de producción continua y sistemas de fabricación automatizados. Sin embargo, puede ser limitado en situaciones donde la integración de sistemas de medición en el proceso no es factible debido a limitaciones de espacio, costo o complejidad.
Para todos los métodos de medición mencionados anteriormente, tenga en cuenta la unidad de medida al realizar un registro. Las micropulgadas se utilizan para medir la rugosidad en los Estados Unidos, normalmente escritas como µin, mientras que los micrómetros se utilizan internacionalmente (SI), escritos como µm o um. Aquí hay una breve conversión:
1 µm (micrómetro) es igual a 0,000001 m (metro).
1 µin (micropulgada) es igual a 0,000001 pulgada (pulgada).
1 µm (micrómetro) equivale a 39,37 µin (micropulgadas).
Comprensión de los parámetros y símbolos de rugosidad de la superficie
Si no comprendemos los símbolos y parámetros de la tabla de rugosidad de la superficie como se indicó anteriormente, estaremos perdidos en el complejo campo de la fabricación. Estos indicadores son como marcadores en un mapa y nos guían para garantizar que la calidad, funcionalidad e idoneidad de las superficies cumplan con las expectativas.
Parámetros de rugosidad
Ra: rugosidad media
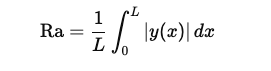
Ra se define como la variación promedio del perfil de rugosidad con respecto a la línea media. En términos matemáticos, es la media aritmética de los valores absolutos de las desviaciones de la altura de la superficie medidas desde la línea media a lo largo de la longitud de evaluación.
Ra es el parámetro más comúnmente utilizado para la rugosidad de la superficie porque proporciona una indicación general simple de la textura de la superficie, brindando una visión equilibrada de la rugosidad general sin estar demasiado influenciado por picos o valles extremos.
donde:L es la longitud de medición. y(x) es la distancia vertical desde un punto dado en el perfil de la superficie hasta la línea media.
Debido a este promedio, el valor Ra es menor que la altura real de las variaciones de rugosidad.
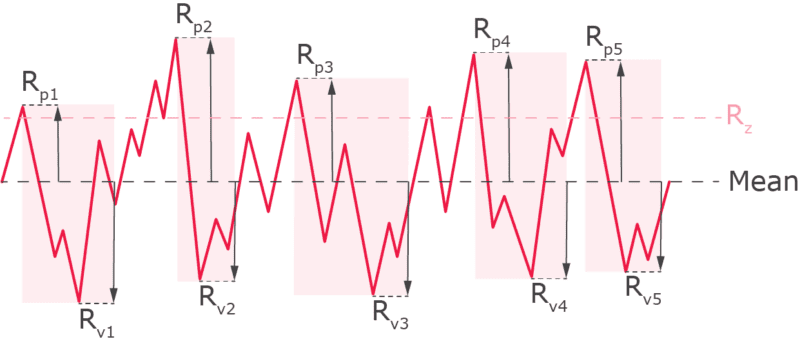
Rz: Altura máxima media
Para calcular Rz, la longitud de evaluación se divide en cinco longitudes iguales. Rz es el promedio de las alturas máximas de pico a valle dentro de cada una de estas cinco longitudes de muestreo iguales.
Rz proporciona una representación más detallada de la rugosidad de la superficie en comparación con Ra y es más sensible a los picos y valles del perfil de la superficie. A menudo se utiliza en industrias donde los extremos de la textura de la superficie son críticos, como en superficies de sellado, donde los picos más altos y los valles más profundos pueden afectar el rendimiento de los sellos y juntas.
En la práctica, por conveniencia, a veces se utiliza una fórmula aproximada "7,2 x Ra = Rz". Sin embargo, esta es una estimación aproximada y no siempre exacta.
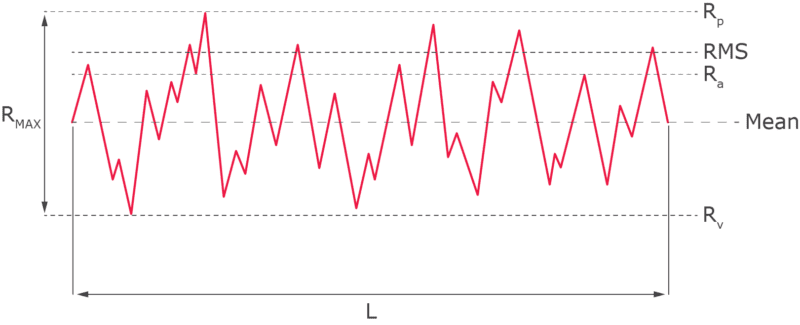
Rp: Altura máxima del pico del perfil
Rp es la altura del pico único más alto en el perfil de superficie medida desde la línea media dentro de la longitud de evaluación.
Rv: Profundidad máxima del valle del perfil
Rv es la profundidad del valle individual más profundo en el perfil de la superficie medida desde la línea media dentro de la longitud de evaluación.
Rt: Rugosidad total
Rt es la distancia vertical total entre el pico más alto y el valle más bajo dentro de toda la longitud de evaluación.
Es útil para el control de calidad general y para garantizar que la superficie no tenga desviaciones extremas.
Rmax: Profundidad máxima de rugosidad
Rmax es la altura de pico a valle más grande dentro de la longitud de evaluación. Observa la diferencia de pico a valle más grande dentro de segmentos individuales y luego se elige el máximo de esos segmentos.
Rmax se centra en la rugosidad localizada más significativa, útil para aplicaciones donde áreas específicas de la superficie necesitan controlarse más estrechamente, como en superficies de contacto o sellado críticas.
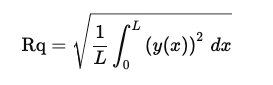
RMS: rugosidad cuadrática media
RMS, también conocido como Rq, es el promedio cuadrático medio de las desviaciones de la altura de la superficie con respecto a la línea media a lo largo de la longitud de evaluación. Da más peso a las desviaciones mayores que Ra y es particularmente útil para aplicaciones sensibles a variaciones superficiales mayores, como ingeniería de precisión y aplicaciones ópticas.
donde:Rq es el valor de rugosidad RMS.L es la longitud de medición.y(x) es la longitud vertical. Distancia desde un punto en el perfil de la superficie hasta la línea media.
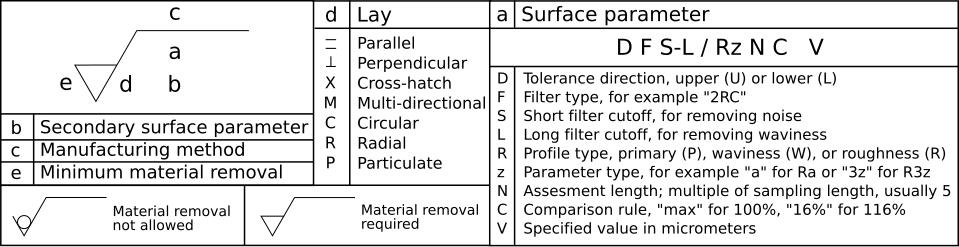
Símbolos de rugosidad
Los símbolos de rugosidad pueden ser como marcas de verificación, con la punta del marca apoyada sobre la superficie a especificar. Consulte la siguiente tabla para obtener instrucciones adicionales.
¿Cómo lograr el acabado superficial deseado?
En la práctica, desde las materias primas hasta la selección de técnicas de procesamiento específicas, e incluso las condiciones de mecanizado, como el estado de la herramienta y los parámetros de mecanizado, todo puede afectar en gran medida la calidad de la superficie de la pieza. Bajo la condición de que se determine el material a procesar, para obtener un acabado superficial ideal, podemos considerar los siguientes aspectos:
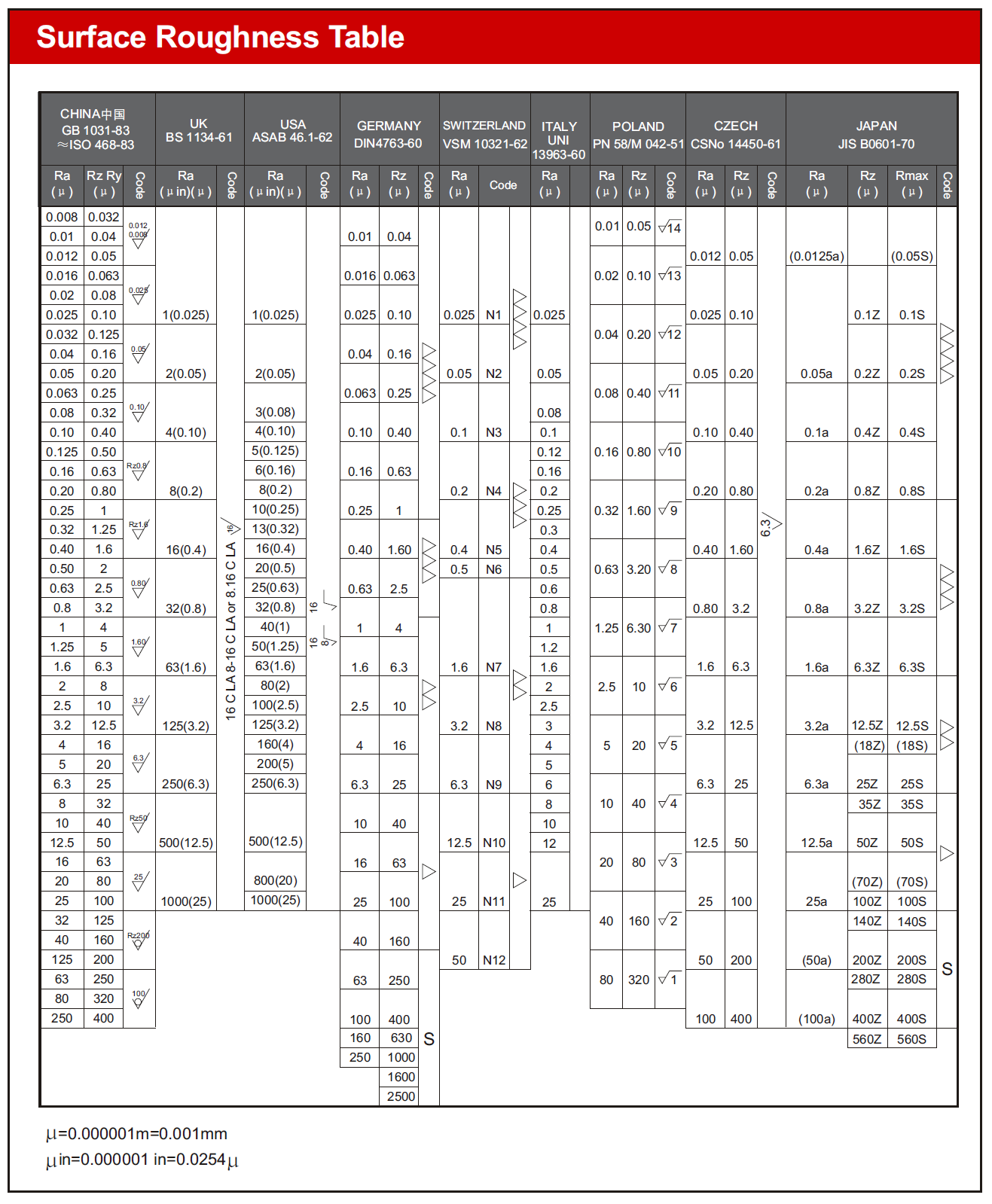
El acabado superficial depende en gran medida del proceso utilizado para fabricar la pieza. Diferentes procesos de fabricación pueden producir diferentes resultados de rugosidad de la superficie, como se muestra en el cuadro comparativo de rugosidad de la superficie a continuación.
Utilice materiales para herramientas de alta calidad, como carburo o diamante, para mantener el filo de las herramientas de corte. Reemplace periódicamente las herramientas desgastadas para evitar superficies rugosas causadas por el ruido y el aumento de la fricción.
Optimize cutting speeds to minimize the formation of built-up edges. Use lower feed rates and apply shallower cuts to achieve a finer surface finish.
Select appropriate coolants to reduce friction and heat at the cutting interface.
Choose us! Chigocan provide various servicios de acabado de superficies, including polishing, bead blasting, and grinding, to enhance the smoothness of the surface.
Vale la pena mencionar que dado que un procesamiento adicional y una superficie más lisa generarán costos adicionales, es crucial que el ingeniero o diseñador no imponga requisitos de rugosidad innecesariamente estrictos. Siempre que sea posible, las especificaciones de rugosidad deben establecerse dentro de las limitaciones del proceso de fabricación primario.
¿Cómo seleccionar la rugosidad de la superficie adecuada para el mecanizado CNC?
Como lo indica el cuadro comparativo de rugosidad de superficies mencionado anteriormente, el mecanizado CNC puede generar una gama muy amplia de rugosidad de superficies. Entonces, ¿qué tipo de rugosidad superficial es la más adecuada para su proyecto? Averigüemos.
Tabla de conversión de rugosidad superficial aproximada
Un acabado superficial Ra 3,2 µm presenta una superficie moderadamente lisa y se utiliza comúnmente como estándar para maquinaria comercial. Este acabado superficial, aunque deja marcas de corte visibles pero no excesivas, es aceptable para la mayoría de las piezas de consumo y proporciona una superficie suficientemente lisa para muchas aplicaciones.
Ra 1,6 µm (N7)
Un acabado superficial Ra 1,6 µm representa una superficie relativamente lisa con marcas de corte mínimas que apenas se notan. Este acabado es adecuado para superficies de movimiento lento y con poca carga y es ideal para piezas de bombas y componentes hidráulicos.
Ra 0,8 µm (N6)
Un acabado superficial Ra 0,8 µm significa una superficie extremadamente suave y precisa. Es el estándar para muchas aplicaciones de ingeniería de precisión, como componentes aeroespaciales y automotrices.
Ra 0,4 µm (N5)
Un acabado superficial Ra 0,4 µm proporciona un acabado casi similar al de un espejo. Este nivel de fluidez requiere un esfuerzo significativo para producir y debe solicitarse sólo cuando sea una máxima prioridad. Se utiliza en componentes ópticos, instrumentos científicos y otras aplicaciones de alta precisión.
Conclusión
El acabado superficial es un aspecto integral de la fabricación, directamente influenciado por los procesos utilizados. Afecta significativamente la funcionalidad, la estética y la durabilidad del producto final. Sin embargo, es importante tener en cuenta que una menor rugosidad de la superficie no siempre es mejor; se debe considerar el uso práctico y el presupuesto.
Como fabricante de procesamiento integral, Chiggo no solo aplica una variedad de procesos de fabricación y servicios de acabado de superficies para lograr estrictos estándares de acabado de superficies, sino también ofrece soluciones rentables adaptadas a las necesidades específicas de su proyecto.
Conclusiones clave:
Surface finish is defined by three key characteristics: lay, waviness, and roughness. And technical drawings often specify roughness alone, because roughness value is the most representative parameter characterizing surface features.
Ra (average roughness) and Rz (mean roughness depth) are the most frequently specified roughness parameters. In most cases, Ra is less than Rz. A rough estimation for conversion is Rz ≈ 7.2 x Ra.
Don’t forget to pay attention to whether roughness is specified in SI units (micrometers) or English units (micro-inches).
Smoother surfaces are more expensive due to the additional manufacturing processes required. Therefore, specify the roughest acceptable finish to minimize costs.
When selecting surface roughness for CNC machining, you may consider the balance between functionality and cost. Ra 3.2 µm is standard for most commercial parts, Ra 1.6 µm suits precise, slow-moving components, Ra 0.8 µm is ideal for high-precision applications, and Ra 0.4 µm, the smoothest, is used only when top-level smoothness is essential due to its high cost.
In practice, surface roughness values are predetermined, meaning we adhere to a set of standards. ISO standards are widely recognized and applied globally across various industries, while ASME standards are primarily used in the United States. ISO 4287 and ASME B46.1 focus on the measurement and evaluation of surface roughness, whereas ISO 1302 and ASME Y14.36M emphasize the graphical representation on technical drawings.