Desde artículos familiares cotidianos hasta componentes industriales de alto rendimiento, la fabricación de plástico contribuye en gran medida a dar forma al mundo que nos rodea. Las diversas formas y funciones de estos componentes se producen utilizando una gama deprocesos de fabricación, incluyendo molduras de inyección, extrusión de plástico, impresión 3D y más. ¿Qué distingue estos métodos en la producción de piezas de plástico, y cuál, o combinación, es más adecuada para su proyecto? El presupuesto, el diseño de piezas, el material plástico y el volumen de producción son solo algunos de los factores que entran en juego al elegir un método de fabricación de plástico. Este artículo presenta 11 métodos comunes de fabricación de plástico, explicando cómo funcionan, sus beneficios, limitaciones y aplicaciones típicas.
Moldura de inyección
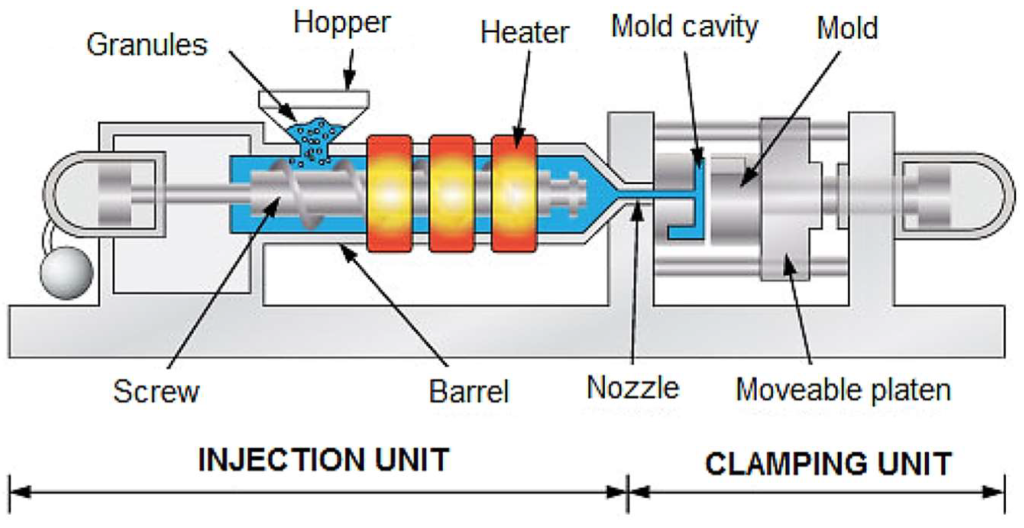
El moldeo por inyección es uno de los métodos de procesamiento de plástico más comunes. Funciona calentando pellets de plástico (principalmente polímeros termoplásticos y algunos materiales termoestables) y luego inyectando el material fundido en una cavidad de moho utilizando un sistema de tornillo recíproco de alta presión. Los moldes modernos a menudo incorporan canales de enfriamiento integrados, que aceleran el proceso de enfriamiento y se aseguran de que el plástico se solidifique de manera uniforme y con precisión los detalles intrincados de las superficies interiores del molde. Después de enfriar y solidificar el plástico, se abre el molde y se expulsa la parte sólida.
Los moldes para el moldeo por inyección generalmente están hechos de acero endurecido, que está diseñado para soportar altas presiones y temperaturas, así como uso repetido en la producción en masa. Los moldes de aluminio más suaves son una alternativa menos costosa, pero se usan más rápido, por lo tanto, generalmente se usan para una producción más moderada.
El moldeo por inyección puede producir piezas altamente complejas, pero ciertas geometrías, como agujeros profundos, características complejas o estructuras internas, aumentarán los costos de diseño y producción de moho. Las siguientes directrices de diseño para fabricación (DFM) ayudará a mantener los costos de herramientas manejables. La creación de nuevos moldes para el moldeo por inyección puede tardar meses en completarse, y sus costos pueden llegar a cientos de miles o más. Una vez que los moldes están en uso, los tiempos de ciclo para el moldeo por inyección son muy cortos, lo que permite la producción de grandes cantidades de piezas de alta calidad en un corto período de tiempo, con costos unitarios significativamente más bajos que otros procesos de fabricación.
Aplicaciones típicas:
Productos de consumo (juguetes, contenedores, carcasas electrónicas).
Piezas automotrices (paneles, parachoques).
Dispositivos médicos (jeringas, carcasas).
Moldura de compresión
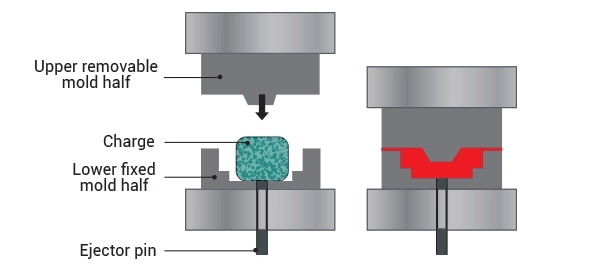
En el moldeo de compresión, la materia prima, típicamente un polímero o elastómero termoestable, como el caucho de silicona, se precaliente y se coloca en una cavidad de molde abierto. Una prensa hidráulica luego cierra el molde, aplicando calor y presión para obligar al material a ajustarse a la cavidad y curar en su forma final.
En comparación con el moldeo por inyección, el moldeo por compresión tiene una estructura de moho más simple y menores costos de fabricación, lo que lo hace adecuado para carreras de producción baja a mediana y grandes piezas. A diferencia de los moldes de inyección, no requiere puertas, corredores o estructuras de desbordamiento, maximizando la utilización del material y minimizando los desechos. Los plásticos termoforzadores y ciertos compuestos experimentan una reacción de curado irreversible, dándoles una mayor resistencia al calor y resistencia estructural.
Sin embargo, el moldeo por compresión tiene un ciclo de producción más largo que el moldeo por inyección, ya que el proceso de curado lleva más tiempo. Además, mantener la consistencia en el producto final y la gestión de parpadeos (exceso de material que escape del molde) puede ser un desafío, y se debe tener mucho cuidado en la preparación del diseño inicial del molde.
Aplicaciones típicas:
Componentes de goma (juntas, juntas tóricas y teclados).
Piezas automotrices (capuchas, guardabarros, cucharadas, spoilers y pastillas de freno).
Componentes eléctricos (aisladores eléctricos, interruptores de circuitos).
Piezas de material compuesto (plásticos reforzados con fibra de vidrio).
Moldura
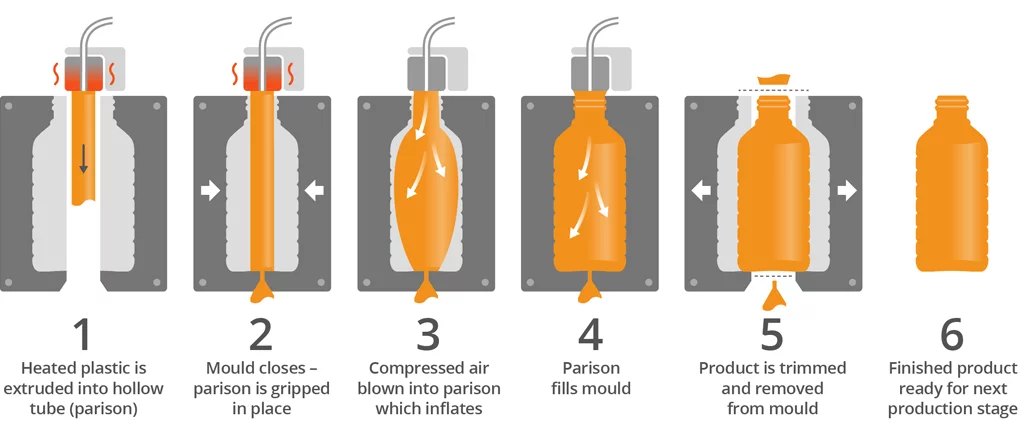
Este método se utiliza para producir piezas de plástico huecas y de paredes delgadas soplando aire para inflar un tubo de plástico suavizado, llamado Parison (una estructura continua, similar a la manga) o preforma. A medida que el aire comprimido ingresa al Parison, obliga al tubo termoplástico fundido a expandirse y tomar la forma del interior del molde. Una vez enfriado, se expulsa el plástico formado.
Al igual que el moldeo por inyección, el moldeo de soplado se puede automatizar por completo, lo que resulta en altas tasas de producción y bajos costos unitarios. Pero la moldura de soplado funciona a presiones mucho más bajas que el moldeo por inyección, lo que reduce los costos de herramientas. Hay tres tipos principales de moldeo de soplado:
Moldado de soplado de extrusión (EBM)es el método más común. En este proceso, un tubo de plástico fundido (parison) se extruye continuamente, se suena en un molde y luego se infla con aire comprimido. EBM admite piezas huecas grandes y complejas como tanques de combustible y contenedores industriales y funciona con varios termoplásticos. Sin embargo, pueden ocurrir inconsistencias en el grosor de la pared. El parpadeo a menudo se forma en las juntas del molde, que requiere después de la recortación para eliminar el exceso de material, lo que conduce a desechos de materiales más altos.
Moldado de soplado de inyección (IBM)Sigue un proceso de dos pasos, donde una preforma se moldea la primera inyección, luego se recalienta e influye en un molde de soplado. Ofrece una alta precisión, un grosor de pared uniforme y un acabado suave, que es perfecto para producir partes pequeñas y detalladas. Elibm produce menos desechos que EBM pero es menos eficiente para contenedores grandes.
Moldado de soplado de tracción de inyección (ISBM)Agrega un paso de estiramiento antes de soplar, alineando las cadenas de polímeros para mejorar la resistencia, la claridad y las propiedades de barrera. Este método es ideal para contenedores de paredes delgadas y resistentes al impacto, aunque comúnmente se aplican a materiales como PET y PP y requiere más pasos de procesamiento que otras técnicas de moldeo de soplado.
Aplicaciones típicas:
Botellas de plástico (bebida, champú, detergente).
Componentes automotrices (tanques de combustible, conductos de aire, depósitos de fluidos).
Contenedores médicos e industriales (envasado estéril, almacenamiento químico, contenedores de líquidos a granel).
Moldura rotacional
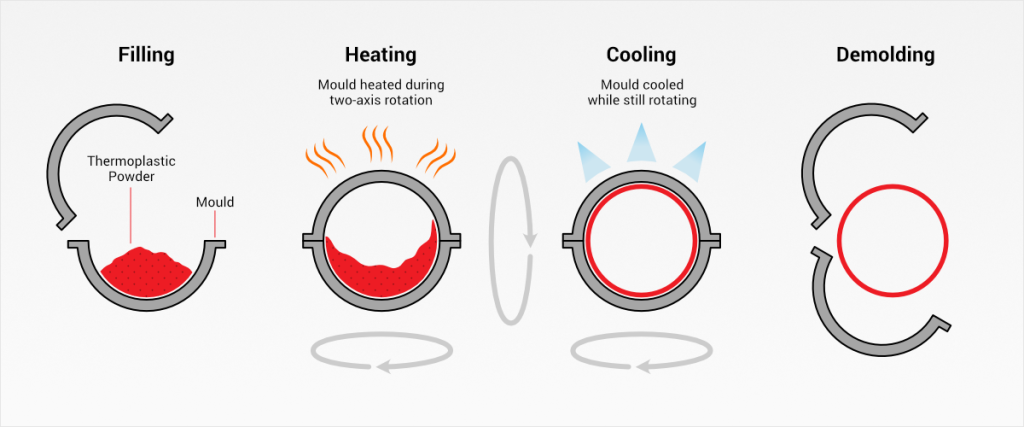
El moldeo rotacional, o rotomolding, es otro proceso utilizado para producir piezas de plástico huecas, pero es bastante diferente del moldeo de soplado. En el moldeo rotacional, el polvo de plástico o la resina líquida se coloca dentro de un molde hueco, que luego se calienta y gira a lo largo de dos (o más) ejes. Esta rotación lenta y continua asegura que el plástico fundido cubra uniformemente todo el interior del molde, conforme a la forma de la cavidad. Finalmente, el molde se enfría lentamente y la pieza se desmoldea, lo que resulta en un componente hueco con un grosor de pared uniforme.
El moldeo rotacional requiere herramientas menos costosas que otras técnicas de moldeo, ya que se basa en la fuerza centrífuga en lugar de la alta presión para dar forma al plástico. Los moldes se pueden fabricar, maquinar a CNC, fundir o formarse a partir de aluminio o epoxi, haciéndolos rentables y más rápidos de producir, especialmente para piezas grandes y pesadas. Además, el rotomolding admite la integración de componentes prefinados, como insertos de metal, tuberías internas y estructuras de refuerzo, directamente en el molde.
Este proceso es una excelente opción para la producción a corto plazo, o como una alternativa al moldeo de soplado para aplicaciones de menor volumen. Sin embargo, tiene algunas limitaciones de diseño. Las piezas terminadas generalmente tienen tolerancias más flexibles, y los largos ciclos de calefacción y enfriamiento hacen que el proceso sea lento y intensivo en mano de obra, lo que reduce su eficiencia para la fabricación de alto volumen.
Aplicaciones típicas:
Soluciones de almacenamiento (tanques de almacenamiento de agua, tanques de combustible).
Productos recreativos duraderos (kayaks, equipo de juegos).
Contenedores de servicio pesado (contenedores industriales, grandes recipientes de plástico).
Colocación de aspiradoras
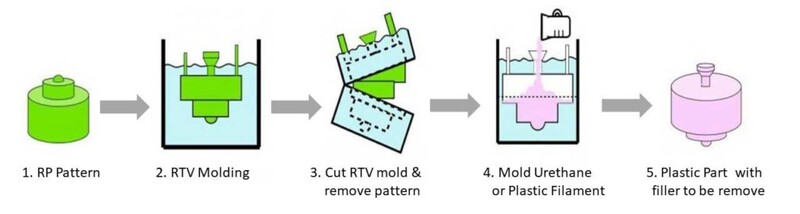
La fundición al vacío, también llamada fundición de uretano, es una técnica de herramientas suaves que utiliza moldes de silicona para fundir plásticos y elastómeros de poliuretano. A menudo se usa para prototipos rápidos de alta calidad o carreras de producción a pequeña escala, ya que puede ser más rápido y menos costoso que los métodos como el moldeo por inyección.
El proceso comienza con la creación de un modelo maestro de alta precisión utilizando técnicas comoMecanizado CNCo impresión 3D. Este modelo se coloca en una caja de fundición y está completamente encapsulado con silicona líquida. Todo el conjunto se transfiere a un horno precalentado y se cura a 40 °, típicamente durante 8-16 horas. Después del curado, el molde de silicona endurecido se corta y se separa del modelo maestro, exponiendo la cavidad negativa para la fundición de vacío posterior.
A continuación, el molde de silicona se coloca en una cámara de vacío, y la resina líquida, a menudo mezclada con pigmentos o polvos metálicos para propiedades estéticas o funcionales, se vierte en el molde. El vacío elimina las burbujas de aire, asegurando un acabado impecable y detallado. La resina se cura en un horno a altas temperaturas, después de lo cual se abre el molde de silicona para eliminar la parte solidificada.
En comparación con los moldes metálicos, que son caros y que requieren mucho tiempo para producir, los moldes de silicona son más rápidos y económicos. Sin embargo, los moldes de silicona tienen una vida útil finita, que generalmente permite entre 20 y 30 yes, lo que hace que el proceso sea inadecuado para la producción en masa. Also, silicone molds are restricted to thermoset polyurethane and similar formulations, as they cannot withstand high temperatures or heavy-load applications. Además, la calidad de la parte final se basa en gran medida en la precisión y el acabado del modelo maestro.
Aplicaciones típicas:
Prototipos (prototipos funcionales para validación y prueba de diseño).
Producción de bajo volumen (pequeños lotes de piezas para nicho de mercado o ejecuciones de preproducción).
Piezas estéticas y funcionales (electrónica de consumo, recintos y tripas personalizados, y dispositivos médicos).
Mecanizado de CNC de plástico
El mecanizado de CNC de plástico (control numérico de la computadora) es un proceso de fabricación de sustractivos que utiliza herramientas controladas por computadora para cortar, girar, girar o perforar con precisión los bloques de plástico sólidos en las formas deseadas. Admite una amplia gama de plásticos, como ABS, Nylon, PE y PP, y puede producir geometrías complejas como agujeros profundos y suboficiales. A diferencia de los métodos de moldeo, el mecanizado CNC es más adecuado para piezas de paredes gruesas y puede lograr tolerancias estrictas (± 0.005 ″) y acabados de superficie lisa sin la necesidad de moldes.
Se prefiere el mecanizado CNC para la producción de bajo a mediano volumen, creación de prototipos y piezas personalizadas, ofreciendo flexibilidad y precisión. Sin embargo, genera más desechos de materiales que el moldeo. El costo por parte aumenta con la complejidad, a medida que características como subcortes, geometrías de múltiples caras y canales internos requieren tiempo de mecanizado adicional y consideraciones de acceso a herramientas. Ciertas geometrías, como los canales internos curvos, son difíciles o imposibles de producir con métodos sustractivos convencionales.
Aplicaciones típicas:
Componentes aeroespaciales livianos (soportes y carcasas).
Piezas automotrices (accesorios personalizados, montajes de sensores y piezas interiores).
Dispositivos médicos (herramientas quirúrgicas, carcasas y equipos de diagnóstico).
Piezas industriales (engranajes, sellos y componentes de maquinaria personalizados).
Impresión 3D
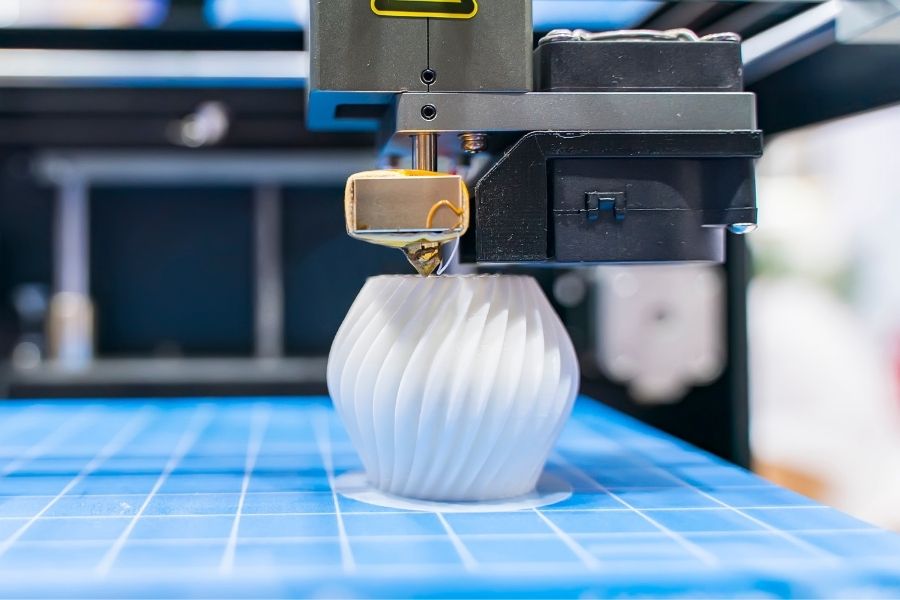
La impresión 3D, o la fabricación aditiva, construye piezas de plástico capa por capa a partir de modelos digitales. A diferencia de la fabricación de sustractivos, que elimina el material para dar forma a un objeto, la impresión 3D agrega material con precisión donde sea necesario. Como las impresoras 3D no requieren herramientas y un tiempo de configuración mínimo para nuevos diseños, el costo de producción de piezas personalizadas de lotes simples o pequeños es relativamente más bajo en comparación con los métodos de fabricación tradicionales, como el moldeo por inyección o el mecanizado CNC.
Sin embargo, la impresión 3D es generalmente más lenta en la velocidad de producción y, a menudo, requiere más intervención manual en operaciones y postprocesamiento que los procesos de fabricación de producción en masa. Además, las partes finales pueden tener menor resistencia mecánica dependiendo de la tecnología de impresión 3D utilizada. Vamos a ver los tres tipos principales de impresión 3D:
Modelado de deposición fusionado (FDM):El método de impresión 3D más común y asequible. Utiliza una boquilla calentada para extruir el filamento termoplástico a lo largo de las rutas predefinidas para depositar el material de la capa de material por capa. Una vez que se enfría una capa, la siguiente capa se agrega en la parte superior, formando gradualmente el objeto final. Este proceso es ampliamente accesible pero propenso a las líneas de capa visibles y la adhesión más débil entre capas, lo que puede afectar la calidad de la superficie y la resistencia a la pieza. Lucha con voladizos y detalles intrincados, a menudo requiere estructuras de soporte para evitar la flacidez y el procesamiento posterior para lograr un acabado pulido.
Estereolitografía (SLA):Utiliza un láser UV para curar la resina de fotopolímero líquido en capas sucesivas, produciendo piezas con superficies ultra suaves y detalles finos. SLA proporciona una mayor precisión y propiedades más fuertes del material que FDM, especialmente en plásticos de ingeniería. Sin embargo, es más costoso debido a resinas y equipos especializados, y las piezas de SLA pueden ser frágiles, a menudo requerir post-curación para plena resistencia.
Sinterización láser selectiva (SLS):Utiliza un láser de alta potencia para fusionar plástico en polvo (como nylon o tpu) en capas sólidas, creando una parte duradera y altamente funcional. El proceso no requiere estructuras de soporte, ya que el polvo no interesado circundante actúa como un soporte natural, lo que permite que el enclavamiento, la sobrecarga y otros diseños complejos que son difíciles de producir con otros métodos. Las piezas de SLS ofrecen una buena resistencia mecánica, pero tienden a tener una textura superficial ligeramente granulada.
Aplicaciones típicas:
Prueba y desarrollo de productos (prototipos rápidos y modelos conceptuales).
Piezas de plástico de bajo volumen y forma compleja (electrónica aeroespacial, automotriz y de consumo donde se necesitan personalización y estructuras livianas).
Implantes médicos y prótesis personalizados (alineadores dentales, implantes ortopédicos y extremidades protésicas).
Extrusión de plástico
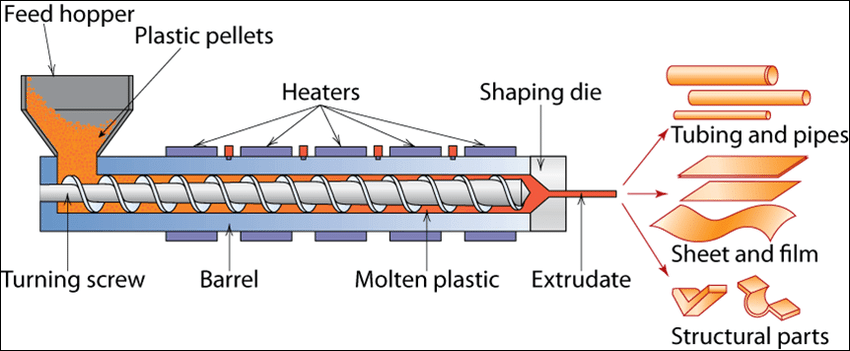
La extrusión de plástico es un proceso continuo en el que los gránulos termoplásticos se alimentan a un barril calentado, se derriten y se homogeneizan por un tornillo giratorio. El plástico fundido se obliga a través de un dado para crear un perfil continuo con una forma transversal específica. Después de salir del dado, el material extruido se enfría, ya sea por aire o agua, y se corta a la longitud deseada. Las variantes del proceso, como la extrusión de película y la extrusión de tubos, expanden su versatilidad.
Este método es eficiente para producir productos de plástico de sección transversal uniformes en grandes cantidades. Estos productos son muy consistentes en propiedades, dimensiones, tolerancias y acabados superficiales. Sin embargo, no puede producir geometrías tridimensionales complejas.
Aplicaciones típicas:
Tuberías y perfiles (tuberías de plástico, marcos de ventanas y barandas).
Hojas y películas (películas de embalaje, sábanas de plástico y envolturas agrícolas).
Aislamiento de cable eléctrico (recubrimientos protectores para cables y cables en sistemas eléctricos).
Otros productos (pisos, hojas industriales y suelas de zapatos).
Pultrusión de plástico
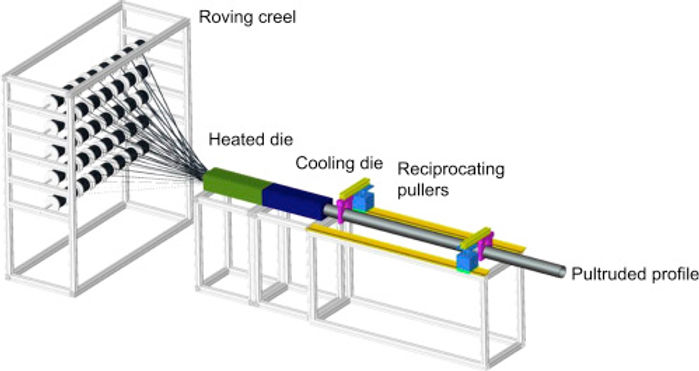
La pultrusión de plástico es una variante de extrusión de plástico en la que el material se tira a través de un troquel en lugar de empujar. Durante el proceso, las fibras de refuerzo, como vidrio, carbono o aramida, se tiran a través de un tanque de resina de plástico para garantizar la impregnación completa. Las fibras recubiertas de resina se dibujan a través de un dado calentado, donde el curado las transforma en un perfil rígido de alta resistencia, que posteriormente se corta a la longitud deseada.
Este método se utiliza principalmente para producir perfiles compuestos de plástico reforzado con fibra (FRP) con una sección transversal constante. Estas piezas tienen una excelente resistencia a la corrosión, capacidad de consumo y resistencia mecánica.
Aplicaciones típicas:
Infraestructura e estructuras industriales (vigas y varillas para puentes, plataformas y marcos).
Equipo de seguridad y acceso (escaleras y rejillas reforzadas con fibra de vidrio).
Construcción y componentes arquitectónicos (perfiles de soporte y recintos protectores).
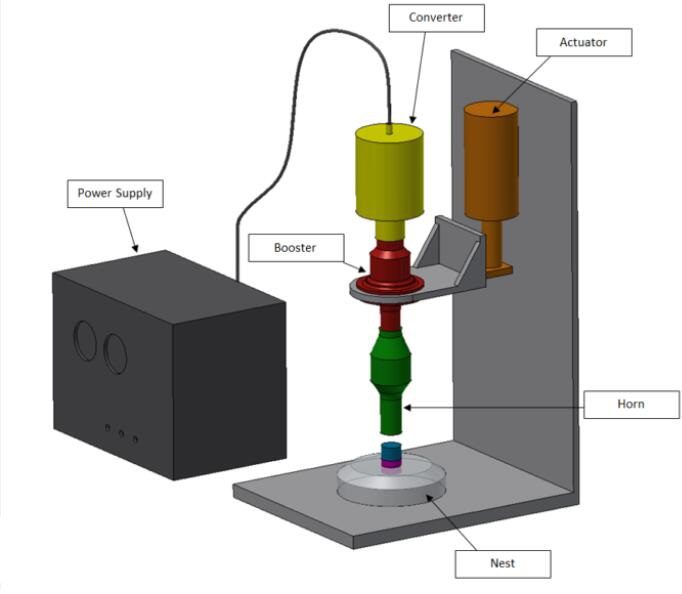
Soldadura de plástico
La soldadura de plástico es una técnica de fabricación utilizada para unir piezas de plástico aplicando calor y presión. Existen métodos distintos de soldadura de plástico, que incluyen soldadura ultrasónica, de inducción, platina caliente y de vibración. Cada método emplea una fuente de energía diferente, como vibraciones de alta frecuencia, inducción electromagnética o conducción directa desde una superficie calentada, para derretir el plástico en la articulación. A medida que las superficies derretidas se enfrían, se fusionan, formando enlaces fuertes y costeras sin la necesidad de adhesivos. Sin embargo, la soldadura de plástico solo es aplicable a plásticos compatibles y, a menudo, requiere equipos especializados.
Aplicaciones típicas:
Automotriz (conjuntos de parachoques, tanques de combustible y conductos de aire).
Médico (dispositivos médicos y embalaje).
Industrial (tanques de plástico y contenedores).
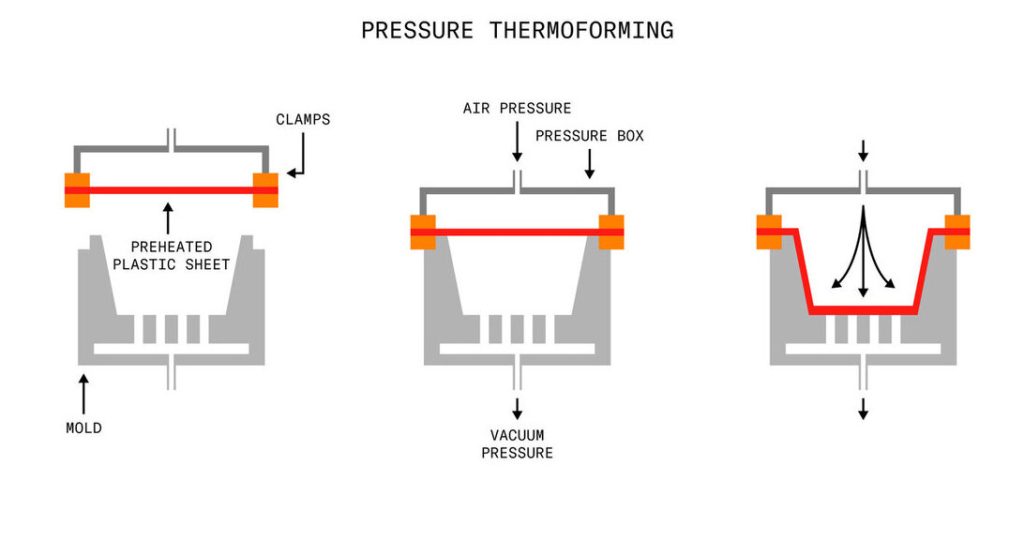
Termoformado
La termoformación generalmente se clasifica como formación de vacío y formación de presión. Utiliza una máquina para calentar una hoja de plástico hasta que se vuelva flexible. La lámina de plástico se estira sobre un moho con vacío, presión o ambos. Una vez con forma, el plástico se enfría y se recorta para crear el producto final.
La termoformado se usa principalmente con materiales termoplásticos, como ABS, HIPS, PVC y PETG. Los moldes utilizados en la termoformado están hechos generalmente de materiales de aluminio o compuestos, que son significativamente menos costosos y más rápidos de fabricación que los moldes de inyección. Con tiempos de ciclo más cortos y alta eficiencia de producción, la termoformación es adecuada para producir una cierta cantidad de productos en un período corto y también es adecuado para la producción de mediano a alto volumen.
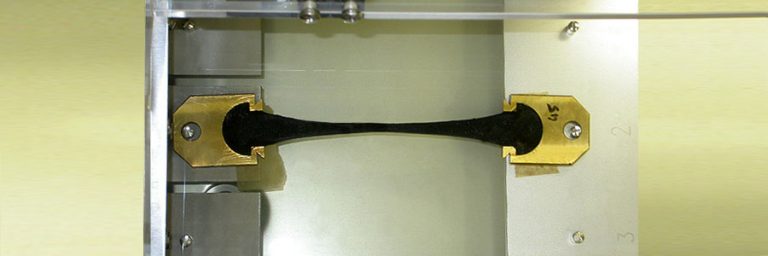
Este proceso es particularmente adecuado para productos de plástico grandes y de paredes delgadas, como contenedores de embalaje, bandejas de alimentos y carcasas de electrodomésticos. Sin embargo, la precisión de los productos termoformados es generalmente más baja que la del moldeo por inyección o el moldeo de soplado, con tolerancias de espesor de pared más grandes. Tampoco funciona tan bien como la fundición al vacío para detalles de diseño complejos o finos.
Aplicaciones típicas:
Embalaje (paquetes de ampolla, almejas y bandejas de alimentos).
Automotriz (paneles interiores, paneles y revestimientos de puerta).
Electrónica de consumo y electrodomésticos (carcasas electrónicas, paneles de exhibición y tripas de electrodomésticos).
Médico (envasado estéril y cubiertas de equipos).
Conclusión
After reading this post, we hope you now have a better understanding of various plastic fabrication methods and their characteristics. A well-informed choice of fabrication technique ensures efficiency, quality, and cost-effectiveness. Moreover, it’s important to choose a reliable plastic fabricator. Chiggo is a plastic fabrication expert providing prototyping and low- to high-volume production. Asociarse con nosotrosPara garantizar que su diseño, material y objetivos de producción estén perfectamente alineados.