Las herramientas de corte de torno son instrumentos especializados montados en máquinas de torno (ya sean manuales, de carpintería o CNC) para dar forma, cortar , o terminar piezas de trabajo rotativas. Estas herramientas suelen consistir en un vástago fijado al poste de la herramienta del torno y un filo que se acopla directamente con la pieza de trabajo. Disponibles en varias formas, tamaños y materiales, pueden realizar una variedad de operaciones como tornear, refrentar, roscar y tronzar cuando se combinan con diferentes trayectorias de herramientas.
La elección de la herramienta adecuada determina la precisión y eficiencia de su trabajo. En este artículo, analizaremos las herramientas de corte de torno comunes, exploraremos sus diseños y características y lo ayudaremos a seleccionar la adecuada para su proyecto.
Comprensión de los diferentes tipos de herramientas de corte de torno
Cuando se habla de los tipos de herramientas de corte de torno, existen varios métodos de clasificación. Ya sea en función de los requisitos operativos, la geometría de la herramienta, los materiales o la dirección de avance, el objetivo es el mismo: reconocer las herramientas de corte del torno y aclarar lo que pueden hacer.
A pesar de la gran variedad de herramientas de corte de torno, dejemos de lado por ahora los complejos sistemas de clasificación. En lugar de ello, nos centraremos en comprender las herramientas que tenemos delante: cómo son y qué pueden lograr. Si podemos responder esas dos preguntas, estaremos en camino de dominar su uso.
¿Cómo se ven?
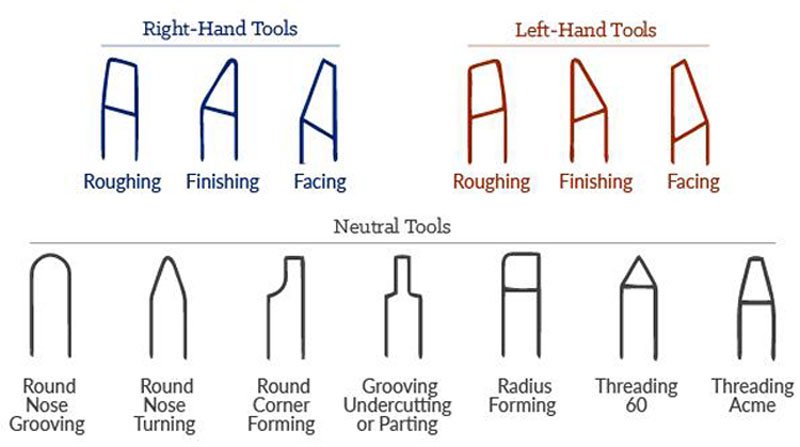
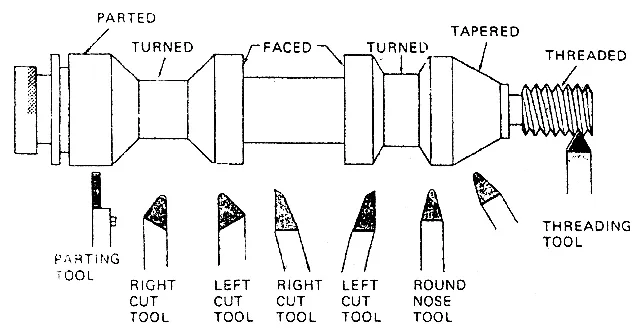
Las imágenes de arriba muestran los tres tipos principales de herramientas de corte de torno según la dirección de avance. Las diferencias entre estos tres tipos son claramente visibles. A continuación, brindaremos una introducción detallada a la apariencia y funciones de cada herramienta, ayudándolo a comprender mejor sus usos.
▪ Herramientas de corte a la derecha
Las herramientas de corte derechas tienen su filo principal en el lado izquierdo y están diseñadas para cortar a medida que se mueven de derecha a izquierda, hacia el cabezal. Dado que la mayoría de las operaciones de torno alimentan la herramienta en esta dirección, estas son las más utilizadas en el trabajo de torno. Por lo general, se emplean para tareas generales de torneado, como reducir el diámetro de la pieza de trabajo, refrentar extremos y lograr acabados superficiales suaves.
▪ Herramientas de corte para mano izquierda
A diferencia de la versión derecha, las herramientas de corte izquierdas tienen su filo principal en el lado derecho y cortan a medida que se mueven de izquierda a derecha, alejándose del cabezal. Estas herramientas son particularmente útiles para operaciones de mecanizado cerca del contrapunto o cuando las obstrucciones en el lado izquierdo de la pieza de trabajo requieren alimentar la herramienta en la dirección opuesta.
▪ Herramientas de corte neutrales
Las herramientas de corte neutrales tienen un filo colocado simétricamente a lo largo de la línea central de la herramienta, lo que les permite cortar en ambas direcciones sin necesidad de cambiar de orientación. Se utilizan comúnmente para operaciones de acabado o aplicaciones donde se requiere un rendimiento de corte constante en ambas direcciones de avance. Sin embargo, se utilizan con menos frecuencia en tareas pesadas o especializadas en comparación con las herramientas para mano derecha o izquierda.
¿Qué operaciones pueden lograr?
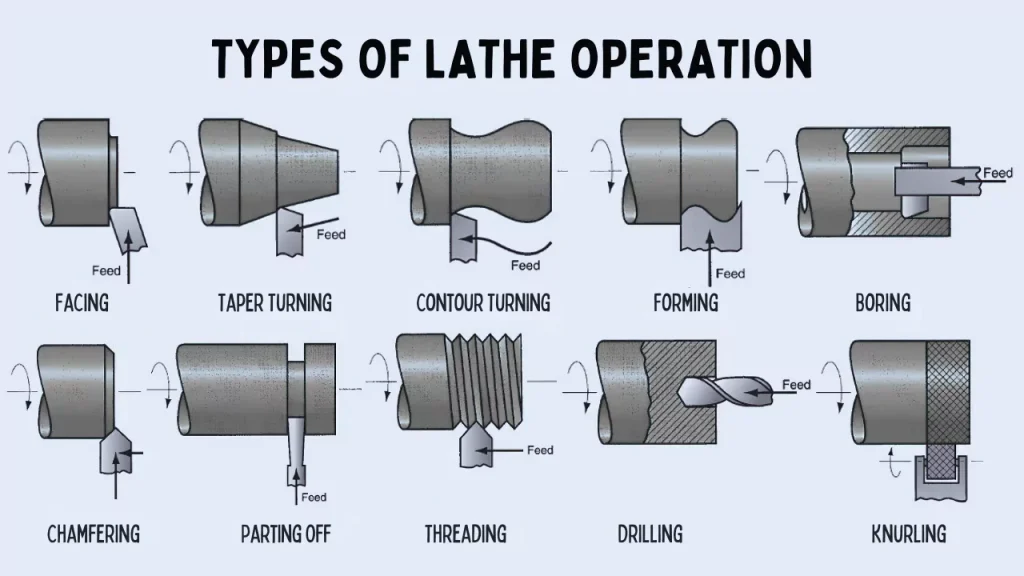
Ahora que entendemos la geometría básica, exploremos para qué operaciones están diseñadas estas herramientas. Las herramientas de corte de torno están diseñadas para cumplir requisitos específicos en diversas operaciones de torno y su diseño refleja la funcionalidad que deben lograr.
▪ Herramientas de torneado
Las herramientas de torneado son las herramientas de corte de torno más utilizadas, diseñadas para eliminar material a lo largo de una pieza de trabajo para reducir su diámetro. Esta categoría incluye herramientas de desbaste para eliminar grandes cantidades de material y herramientas de acabado para realizar cortes finos y precisos.
▪ Herramientas de revestimiento
Las herramientas de refrentado cortan perpendicularmente al eje de rotación, creando una superficie plana y lisa en el extremo de la pieza de trabajo. Esta operación de revestimiento se realiza a menudo para preparar la pieza de trabajo para procesos de mecanizado posteriores, como taladrado o roscado, o para terminar el extremo de una pieza con dimensiones precisas.
▪ Herramientas de tronzado (corte)
Las herramientas de separación suelen tener una hoja delgada y recta con un filo afilado. Por lo general, se utilizan para cortar el diámetro de una pieza de trabajo giratoria, separando una parte del resto. Además de su función principal, estas herramientas también se pueden utilizar para crear ranuras en la pieza de trabajo cuando sea necesario.
▪ Herramientas de biselado
Las herramientas de biselado se utilizan para cortar un borde biselado, normalmente en un ángulo de 45 grados, en los bordes de una pieza de trabajo. Esta operación a menudo se realiza para eliminar bordes afilados por motivos de seguridad o estética, para preparar la pieza de trabajo para mecanizado adicional (como roscado) o para garantizar un ajuste adecuado durante el ensamblaje.
▪ Herramientas de roscado
Las herramientas de corte de roscas se utilizan en tornos para cortar roscas helicoidales. El ángulo de la punta de la herramienta determina la forma de la rosca, como por ejemplo roscas en V o roscas cuadradas. Estas herramientas generalmente se clasifican en herramientas de corte de roscas internas y externas. Las herramientas para cortar roscas externas cortan roscas en la superficie exterior de una pieza de trabajo, como pernos o tornillos. Las herramientas de corte de roscas internas se utilizan para crear roscas dentro de un orificio, como se ve en tuercas o orificios roscados.
▪ Herramientas de ranurado
Las herramientas ranuradoras están diseñadas para cortar ranuras estrechas en la superficie de una pieza de trabajo. Estas ranuras pueden ser externas, para aplicaciones como hombros de eje o ranuras para anillos de retención, o internas, dentro de un orificio o orificio, para funciones como anillos elásticos internos. Además, se pueden utilizar herramientas de ranurado en la cara del extremo de una pieza de trabajo para crear ranuras perpendiculares al eje de rotación, comúnmente para aplicaciones de sellado facial.
▪ Herramientas de moleteado
Las herramientas moleteadas son otro tipo de herramienta de corte de torno que se utiliza para crear un patrón texturizado en la superficie de la pieza de trabajo, generalmente para mejorar el agarre o con fines decorativos. A diferencia de otras herramientas de corte, las herramientas de moleteado no eliminan material. En cambio, utilizan presión para imprimir patrones rectos o de diamantes en la superficie.
Herramientas de corte adicionales
Las herramientas siguientes no son herramientas de corte de torno tradicionales, pero son herramientas compatibles con torno que a menudo realizan operaciones específicas en un torno:
▪ Herramientas de perforación
Las herramientas de perforación crean agujeros a lo largo del eje central de una pieza de trabajo giratoria. Se monta una broca en el contrapunto del torno y se introduce en la pieza de trabajo a medida que gira. La perforación es a menudo el primer paso antes de operaciones de mecanizado interno más precisas, como taladrar o roscar.
▪ Herramientas de mandrinar
Las herramientas de mandrinado se utilizan para aumentar el tamaño de un orificio existente en la pieza de trabajo. Estas herramientas suelen estar diseñadas como herramientas de punta única, con el objetivo principal de ampliar y corregir el diámetro del orificio.
▪ Herramientas de escariado
El escariado implica el uso de una herramienta de múltiples filos para terminar un orificio previamente perforado o taladrado, mejorando tanto la precisión dimensional como el acabado de la superficie. Los escariadores no cambian significativamente el tamaño del agujero, pero lo ajustan para lograr una mayor precisión.
▪ Herramientas de toque
A diferencia de las herramientas de roscado, las herramientas de roscado se utilizan para cortar roscas internas directamente en un orificio previamente perforado en una sola operación. Un grifo crea roscas que permiten insertar tornillos o pernos. Es mejor para roscados rápidos y de alta producción de orificios más pequeños, donde la velocidad es más importante que el control preciso.
Suplementos importantes sobre materiales de herramientas
Las herramientas de corte de torno están fabricadas con materiales que son muy similares a los de las herramientas de fresado . Por ejemplo, se utilizan habitualmente acero de alta velocidad (HSS), carburo, cerámica y nitruro de boro cúbico (CBN). Estos materiales se aplican ampliamente tanto en herramientas de torneado como de fresado debido a su excelente dureza, resistencia al desgaste y resistencia al calor.
En particular, las herramientas de diamante también se utilizan en el corte de torno. Esto se debe principalmente a que el torneado es un proceso de corte continuo y la alta dureza y resistencia al desgaste de las herramientas de diamante son muy adecuadas para este tipo de operación. Por el contrario, el fresado implica un corte intermitente con mayores cargas de impacto, lo que hace que las condiciones de corte no sean adecuadas para herramientas de diamante. Por lo tanto, las herramientas de diamante se utilizan preferentemente en operaciones de torno, pero rara vez en fresado.
Componentes de una herramienta de corte de torno
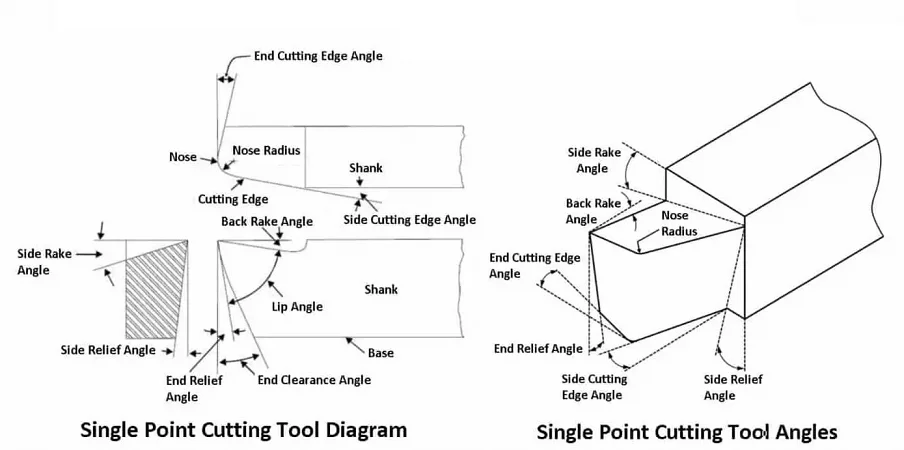
Aunque existen muchos tipos diferentes de herramientas de corte de torno, casi todas constan de varios componentes clave, cada uno de los cuales influye en cómo interactúa la herramienta con la pieza de trabajo durante el proceso de corte. Ahora, tomemos como ejemplo la herramienta de corte de un solo punto para profundizar en los detalles de estos elementos.
Vástago: El cuerpo principal de la herramienta de corte que se sujeta al portaherramientas del torno. Asegura la herramienta en su lugar y transmite fuerzas de corte al mismo tiempo que proporciona soporte estructural.
Filo de corte: El filo es la parte afilada de la herramienta que interactúa directamente con la pieza de trabajo para eliminar el material mediante la acción de corte. En las herramientas de corte de un solo punto, consta del filo lateral y el filo del extremo, formando el punto principal de eliminación de material. El filo puede ser una parte integral de la herramienta o un inserto reemplazable hecho de materiales como acero de alta velocidad (HSS), carburo o cerámica, lo que afecta el rendimiento de la herramienta y su idoneidad para diferentes aplicaciones.
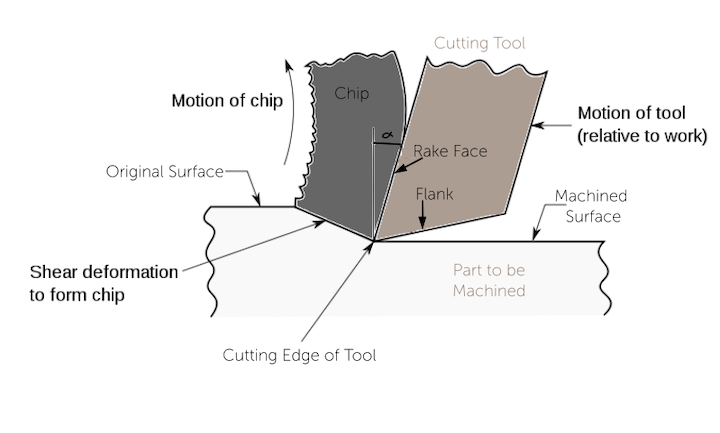
Cara de inclinación: La cara de inclinación es la superficie de una herramienta de corte que está en contacto directo con el material que se está cortando. Es responsable de alejar la viruta de la pieza de trabajo durante el mecanizado y desempeña un papel fundamental en la determinación de la eficiencia de corte, la formación de viruta y el desgaste de la herramienta. El ángulo de la cara de desprendimiento, conocido como ángulo de desprendimiento, puede afectar significativamente las fuerzas de corte y la calidad de la superficie mecanizada.
Flanco: El flanco de una herramienta de corte es la superficie opuesta a la cara de inclinación que mira hacia la superficie recién mecanizada y no hace contacto directo con el material que se está cortando. Es responsable de proporcionar espacio para evitar la fricción entre la herramienta y la pieza de trabajo, reduciendo así el desgaste de la herramienta y garantizando un corte suave y sin interferencias. El flanco tiene dos componentes: el flanco lateral y el flanco final. El flanco lateral se encuentra junto al filo lateral, mientras que el flanco final se encuentra junto al filo final. El ángulo entre cada flanco y la pieza de trabajo, conocido como ángulo de alivio lateral y ángulo de alivio final respectivamente, ayuda a mantener un espacio adecuado durante las operaciones de corte, evitando el roce y prolongando la vida útil de la herramienta.
Nariz de la herramienta: La punta de la herramienta es la punta redondeada donde se unen el borde cortante lateral y el borde cortante final. El radio de la punta afecta el acabado de la superficie y la resistencia del filo, y un radio mayor mejora el acabado pero reduce el filo.
Ángulo de inclinación lateral: El ángulo de inclinación lateral es el ángulo entre la cara de inclinación y un plano horizontal paralelo a la superficie de la pieza de trabajo. Influye en cómo la viruta sale de la zona de corte durante el mecanizado. Un ángulo de ataque lateral positivo reduce las fuerzas de corte y ayuda a mejorar la eliminación de viruta, mientras que un ángulo de ataque lateral negativo o nulo puede aumentar las fuerzas de corte pero puede proporcionar mayor resistencia al filo.
Ángulo de inclinación posterior: El ángulo de inclinación posterior es el ángulo entre la cara de inclinación y un plano horizontal paralelo a la superficie de la pieza de trabajo, medido a lo largo del filo de corte principal. Afecta las fuerzas de corte y el flujo de virutas, lo que influye en la facilidad con la que la herramienta puede cortar el material. Ajustar el ángulo del desprendimiento posterior es crucial para optimizar el rendimiento de la herramienta en función del material que se mecaniza.
Ángulo de alivio lateral: El ángulo de alivio lateral es el ángulo entre el flanco y un plano vertical perpendicular a la superficie de la pieza de trabajo, medido a lo largo del filo lateral de la herramienta. Proporciona espacio para evitar la fricción y el roce entre el lado de la herramienta y la pieza de trabajo durante las operaciones de corte lateral, lo que garantiza un corte más suave y un menor desgaste de la herramienta. Un ángulo de alivio lateral configurado correctamente ayuda a reducir el desgaste de la herramienta, mejora el rendimiento de corte y garantiza un acabado suave en la pieza de trabajo. Si el ángulo es demasiado pequeño, puede causar roce, mientras que un ángulo demasiado grande puede debilitar el filo.
Ángulo de alivio final: Por el contrario, el ángulo de alivio final es el ángulo entre el flanco y un plano perpendicular a la superficie de la pieza de trabajo, medido a lo largo del filo de corte del extremo de la herramienta. Este ángulo proporciona espacio para evitar la fricción y el roce entre el extremo de la herramienta y la pieza de trabajo durante las operaciones de corte final. Mejora la eficiencia del corte y mejora el acabado superficial. Un ángulo de alivio del extremo demasiado pequeño puede provocar fricción y calor excesivos, mientras que un ángulo demasiado grande puede debilitar el filo.
Ángulo del filo final: El ángulo del filo final es el ángulo entre el filo final de la herramienta y una línea perpendicular a la superficie de la pieza de trabajo. Influye en la dirección del flujo de virutas y en las fuerzas de corte. Un ángulo mayor reduce las fuerzas de corte y mejora el flujo de viruta, lo que mejora la vida útil de la herramienta, pero puede aumentar la deflexión. Un ángulo más pequeño fortalece el filo pero puede aumentar las fuerzas de corte y el desgaste.
Ángulo del filo lateral: El ángulo del filo lateral es el ángulo entre el filo lateral de la herramienta y una línea paralela a la superficie de la pieza de trabajo. Influye en la dirección de la fuerza de corte, la formación de viruta, la resistencia de la herramienta y el acabado superficial. Un ángulo mayor distribuye la carga de corte, lo que reduce las fuerzas y mejora el acabado de la superficie, pero puede debilitar el filo. Un ángulo más pequeño concentra las fuerzas de corte, lo que potencialmente aumenta el desgaste pero mejora la eliminación de material en algunos casos.
Consejos para seleccionar la herramienta de corte de torno adecuada
Seleccionar la herramienta de corte de torno adecuada requiere una cuidadosa consideración de muchos factores, como la operación de mecanizado específica, la geometría de la herramienta, el material tanto de la herramienta como de la pieza de trabajo, y las condiciones de corte. A continuación se ofrecen algunos consejos prácticos que le ayudarán a tomar una decisión informada:
1. Alinee la elección de herramienta con la operación de torno que está realizando. Por ejemplo, las herramientas de torneado se utilizan para eliminar material a lo largo de una pieza de trabajo; sin embargo, no son adecuados para operaciones de conformado. Otras consideraciones incluyen la dirección de corte.
2. Considere la pieza de trabajo y el material de la herramienta. Las propiedades mecánicas de la pieza de trabajo, particularmente su dureza, influirán en la selección del material de la herramienta. Para materiales más blandos como el aluminio, las herramientas de acero rápido (HSS) pueden ser suficientes. Para materiales más duros como el acero inoxidable o las aleaciones endurecidas, las herramientas de carburo o cerámica son más apropiadas. El material del filo debe resistir los esfuerzos mecánicos y las condiciones térmicas generadas durante el mecanizado. Cuando sea necesario, opte por recubrimientos que mejoren la vida útil y el rendimiento de la herramienta. Recubrimientos como TiN (nitruro de titanio) o TiAlN (nitruro de titanio y aluminio) pueden proporcionar mayor dureza y resistencia al desgaste.
3. La geometría de la herramienta también juega un papel importante. Los ángulos de inclinación y alivio deben adaptarse a la operación y al material de la pieza de trabajo para minimizar la fricción y el desgaste y al mismo tiempo garantizar la formación y evacuación adecuadas de la viruta. Por ejemplo, un ángulo de desprendimiento alto mejora el flujo de viruta en materiales más blandos, mientras que puede ser necesario un ángulo más neutro para materiales más duros para reducir el desgaste de la herramienta.
4. La velocidad de corte, el avance y la profundidad de corte también deberían influir en su selección. Las herramientas diseñadas para aplicaciones de alta velocidad, como herramientas de carburo o cerámica, pueden manejar velocidades de corte más rápidas sin degradarse. Mientras tanto, si sus operaciones implican una velocidad de avance más lenta o cortes poco profundos, una herramienta con un radio de punta más pequeño o un ángulo de ataque más alto podría mejorar la calidad del acabado.
5. Por último, tenga en cuenta el coste y la vida útil de la herramienta. Si bien las herramientas de alto rendimiento, como las de carburo y diamante, pueden ser más costosas al principio, su durabilidad y capacidad para manejar una gama más amplia de materiales y condiciones de corte pueden reducir el tiempo de inactividad y los cambios de herramientas a largo plazo, lo que las hace más rentables para uso de producción intensa. .
Conclusión
Las herramientas de corte de torno son indispensables para lograr precisión y eficiencia en diversas operaciones de mecanizado. Comprender los diferentes tipos de herramientas, sus componentes y cómo se alinean con operaciones específicas del torno permite una mejor toma de decisiones en la selección de herramientas. Ya sea que esté torneando, refrentando, roscando o perforando, la herramienta adecuada tendrá un impacto significativo en la calidad, la velocidad y la rentabilidad de su proyecto.
En Chiggo, nuestros ingenieros expertos están aquí para ayudarle a seleccionar las mejores herramientas de corte de torno para su CNCproyectos de torneado. Desde prototipos rápidos hasta piezas mecanizadas bajo demanda, ofrecemos soluciones de alta calidad adaptadas a sus necesidades. Simplemente cargue sus archivos CAD hoy para obtener una cotización instantánea y un análisis DFM gratuito.