Pocos materiales tienen tanta importancia histórica como el bronce. Se desarrolló por primera vez hace más de 5,000 años durante la Edad de Bronce, esta aleación a base de cobre revolucionó herramientas, armas y arte, marcando el comienzo de una nueva era de artesanía humana. Aunque el bronce a menudo se asocia con fundición y forja de manos, en la fabricación moderna, se usa ampliamente en rodamientos, bujes, engranajes y componentes de válvulas, donde las piezas de fundición están terminadas pormecanizado de precisiónPara encontrar tolerancias estrictas.
Esta guía discutirá qué es el mecanizado de CNC de bronce, los tipos de bronce disponibles, los procesos de mecanizado, los desafíos comunes y cómo superarlos.
¿Qué es el mecanizado de bronce CNC?
El mecanizado CNC de bronce es un proceso que utiliza máquinas CNC para producir piezas de bronce, una aleación de cobre con típicamente 5-12% de estaño. A menudo se agregan pequeñas cantidades de otros elementos, como aluminio, fósforo, manganeso o plomo, para lograr un rendimiento específico.
Bronce, comolatóny otrosaleaciones de cobre, tiene una gama de importantes propiedades de resistencia eléctrica, térmica y de corrosión. Pero su resistencia mecánica es generalmente menor que la de muchos otros metales maquinables (aunque más alto que el de cobre y latón). Si bien no coincide con la maquinabilidad excepcional del latón de corte libre (clasificado al 100%), muchos grados de bronce todavía proporcionan una buena maquinabilidad. Los bronces de estaño con plomo típicos tienen una calificación de maquinabilidad entre 60-75%, por lo que se usan mejor en bajo estrésComponentes maquinados en CNC. También tiene baja fricción y excelente resistencia al desgaste, lo que lo hace bien adecuado para piezas de ajuste deslizante.
Tipos de bronce disponibles para mecanizado CNC
El bronce se refiere a una familia de aleaciones de cobre cuyo rendimiento varía según sus elementos de aleación específicos. A continuación, exploraremos los grados de bronce más utilizados en el mecanizado CNC.
Bronce de estaño con plomo (bronce de rodamiento)
El bronce de estaño con plomo típicamente contiene 83–92 % de cobre, 7–12 % de estaño y 4–8 % de plomo. Es uno de los bronces más fáciles de la máquina: el plomo actúa como un lubricante incorporado y promueve mucho la rotura de chips. El estaño proporciona resistencia sólida y resistencia a la corrosión.
Sin embargo, su resistencia a la tracción y la dureza están por debajo de las de los bronces de aluminio o aluminio, y su fase de plomo se derrite por encima de ~ 300 ° C, lo que lo hace inadecuado para piezas calientes o muy cargadas. Tampoco puede igualar la resistencia a la fatiga de los bronces de fósforo o la resistencia extrema del desgaste de los grados de tubra alta, y su resistencia a la corrosión es limitada en medios agresivos, como el agua de mar o los entornos ácidos o alcalinos. Además, el bronce de estaño con plomo no es adecuado para aplicaciones de grado alimenticio o de agua potable debido a la toxicidad del plomo.
Grados comunes:C93200 (SAE 660), C93600, C93700 Usos típicos:Rodamientos, bujes, superficies de empuje, placas de desgaste, piezas generales de la máquina
Bronce de fósforo
El bronce fosfor es una aleación de cobre con típicamente 4-6% de estaño y una pequeña adición de fósforo (alrededor de 0.01-0.35%). El fósforo mejora la resistencia al desgaste, la rigidez y actúa como desoxidante durante la aleación, lo que resulta en estructuras de grano limpio. Esta aleación ofrece alta resistencia a la fatiga y excelente resistencia a la corrosión. Históricamente, el bronce de fósforo se usó en el hardware marino, por ejemplo, algunas hélices de barcos estaban hechas por su durabilidad del agua de mar. Hoy en día, se encuentra con mayor frecuencia en resortes, conectores eléctricos, bujes, rodamientos y pernos donde se requiere una combinación de resistencia y resistencia al desgaste. Sin embargo, es notablemente más difícil de mecanizar: una calificación común como C51000 (5% de estaño, 0.2% de fósforo) tiene una clasificación de maquinabilidad de solo alrededor del 20% en relación con el latón de corte libre.
El bronce de aluminio generalmente contiene alrededor de 5-12 % Al, con el balance de cobre (≈85–92 %), más 3–5 % Fe y hasta 1.5 % Ni (con MN menor, Si) para mayor resistencia y resistencia a la corrosión. Es el más fuerte de los bronces comunes, con una resistencia a la tracción que alcanza 500–620 MPa en temperaturas tratadas con calor, comparable al acero de grado medio. También tiene una excelente resistencia a la corrosión, particularmente en ambientes marinos y químicos, porque el aluminio en la aleación forma un óxido protector en la superficie.
En términos de maquinabilidad, el bronce de aluminio es moderadamente maquinable. C95400, por ejemplo, tiene una calificación de maquinabilidad de alrededor del 60%. Debido a su alta dureza y tendencia a la duración del trabajo, el bronce de aluminio de mecanizado CNC requiere configuraciones rígidas, herramientas de carburo afiladas y un control de alimentación preciso para mantener la precisión y la vida útil de la herramienta.
Grados comunes:C95400, C95500, C95900 Usos típicos:Hardware marino, componentes de válvula/bomba, casquillos de alta carga, engranajes
Bronce de silicio
El bronce de silicio generalmente se compone de aproximadamente 96% de cobre y 2–4% de silicio, con pequeñas adiciones de zinc o manganeso. Esta aleación ofrece un buen equilibrio de resistencia moderada, excelente resistencia a la corrosión y buena soldabilidad. También tiene una apariencia cálida y dorada, a menudo preferida para aplicaciones arquitectónicas o artísticas.
En el mecanizado CNC, se considera que el bronce de silicio tiene una maquinabilidad justa, alrededor del 30% en relación con el latón de corte libre. Produce chips limpios y buenos acabados superficiales cuando se mecanizan bajo velocidades de corte moderadas y alimentos. Aunque ligeramente gomoso, sigue siendo manejable con herramientas afiladas y un control efectivo de chips.
El bronce de tubos de doble contundencia, a menudo históricamente llamado Gunmetal, es una aleación de bronce con contenido de estaño elevado y mínimo o sin plomo. Una composición típica es 88-90 % de cobre y 10-12 % de estaño, con zinc o níquel. Esta formulación produce una aleación dura y fuerte que se usó famoso para lanzar barriles de cañones, de ahí el nombre "Gunmetal". El bronce alto tiene una excelente resistencia al desgaste y lleva cargas pesadas sin deformarse, lo que lo hace ideal para componentes de servicio pesado. Sirve muchos de los mismos roles que el bronce de aluminio, aunque con resistencia a la corrosión ligeramente menor pero buenas cualidades de fundición.
Su maquinabilidad es de alrededor del 30 % (similar al bronce de silicio). La ausencia de plomo significa que la aleación es menos libre, por lo que el mecanizado requiere herramientas más nítidas y posiblemente más paciencia que trabajar con una aleación de plomo.
Grados comunes:C90300, C90500, C90700 Usos típicos:Engranajes de gusano, bujes de carga pesada, impulsores y cuerpos de bombas, válvulas, accesorios de vapor
Una guía paso a paso sobre el proceso de mecanizado CNC de bronce
El mecanizado CNC de bronce transforma el stock de bronce crudo en piezas de precisión a través de una serie de pasos controlados. Desde el diseño hasta la inspección final, cada etapa debe optimizarse para el comportamiento del material de Bronce, el desgaste de la herramienta y el acabado superficial. Aquí hay una descripción general concisa del proceso:
1. Selección y preparación de materiales
El proceso comienza con la selección de la aleación de bronce derecha en función de la resistencia mecánica, la resistencia al desgaste y los requisitos de corrosión. Por ejemplo, se prefiere el bronce de estaño con plomo para los bujes debido a su excelente maquinabilidad y propiedades de lubricantes, mientras que el bronce de aluminio se elige para componentes de alta resistencia y de grado marino.
Una vez que se selecciona la aleación, la materia prima, típicamente varillas, barras o placas, se corta a tamaño, desacredita e inspecciona la calidad de la superficie. Luego se sujeta de forma segura a la mesa de trabajo de la máquina CNC utilizando fijación de precisión para garantizar la estabilidad durante el mecanizado.
2. Programación CAD/CAM
El flujo de trabajo digital comienza creando un modelo CAD detallado de la pieza. Ese modelo se importa al software CAM, donde las trayectorias de herramientas se generan y optimizan para la aleación de bronce elegida y la geometría de la pieza. El programa CNC resultante especifica los movimientos de herramientas, las velocidades del huso, las velocidades de alimentación y las secuencias de corte, cada una sintonizada a la maquinabilidad y las propiedades térmicas del material.
3. Operaciones de mecanizado
Con las trayectorias de herramientas generadas por camino cargadas, la máquina CNC está configurada: se seleccionan, se seleccionan, instalaciones y calibradas para la aleación de bronce específica y los cortes requeridos. Una vez que la máquina está lista, comienza el mecanizado real. Dependiendo del diseño de la pieza y el tipo de bronce, las operaciones comunes incluyen:
Molienda:El bronce de fresado utiliza cortadores giratorios para eliminar el material y crear ranuras, bolsillos y contornos complejos. Debido a que el bronce puede enriquecer el trabajo si el cortador habita, es mejor tomar cortes radiales ligeros (≤ 0.5 × diámetro del cortador) con un compromiso axial moderado.
Torneado:Girar bronce implica girar la pieza de trabajo contra una herramienta de corte estacionario para producir características cilíndricas como ejes, mangas, alfileres o bujes. La baja fricción de Bronze y la buena conductividad térmica permiten velocidades de huso más altas (hasta 400 m/min) que el acero, pero su tendencia a la duración del trabajo significa que debe usar carburo afilado o insertos recubiertos de PVD con un ligero rastrillo positivo (7–10 °) y tomar pases de acabado ligero (≤ 0.5 mm de profundidad de corte).
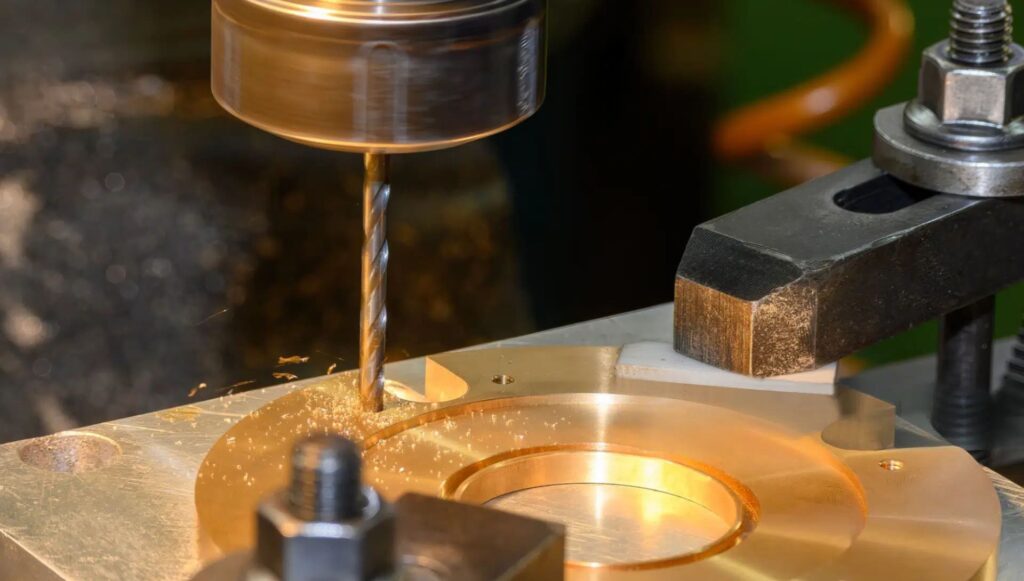
Perforación y tapping:La perforación crea agujeros redondos en bronce. La suavidad del bronce permite velocidades de perforación más rápidas que los metales más duros, pero se debe tener cuidado para evitar el sobrecalentamiento y garantizar las paredes de los agujeros limpios. Una vez que se perfore el orificio, cambie a un grifo para cortar roscas coincidentes. Para los agujeros ciegos, use un toque de fondo para obtener roscas directamente a la parte inferior sin rebabas.
4. Postprocesamiento
Después del mecanizado de CNC, las piezas de bronce sufren desacuerdo y biselando para eliminar las rebabas y los bordes afilados. Si es requerido por la geometría o las demandas de tolerancia, un recocido de alquiler de estrés estabiliza las dimensiones y alivia el estrés de mecanizado. Cada parte luego pasa por la inspección y las pruebas (CMM, medidores, verificaciones de la superficie de la superficie) para verificar la calidad dimensional y de la superficie. Dependiendo del uso final, uno o más acabados superficiales se pueden aplicar a las piezas mecanizadas de bronce.
Acabado maquinado
Esta es la superficie de bronce natural directamente de la máquina CNC. Por lo general, muestra líneas visibles de ruta de herramienta y tiene una rugosidad de RA 1.6–3.2 μm. Este acabado es rentable y es muy adecuado para bujes internos, piezas estructurales ocultas o cualquier componente donde la apariencia no sea crítica. Tenga en cuenta que pueden permanecer marcas de herramientas menores o rebabas, lo que puede afectar el rendimiento en ajustes muy ajustados o aplicaciones de alta fricción.
Pulido mecánico
PulidoUtiliza abrasivos sucesivos o ruedas puliendo para suavizar la superficie y crear un acabado brillante y reflectante. Puede reducir la rugosidad de la superficie de alrededor de RA 1.6–3.2 µm hasta por debajo de RA 0.2 µm y mejorar el rendimiento deslizante en ensamblajes móviles. El bronce pulido se usa comúnmente para hardware decorativo, accesorios visibles y componentes dinámicos que requieren baja resistencia a la superficie. Sin embargo, el pulido puede ser intensivo en mano de obra y puede aumentar el tiempo y el costo de producción, particularmente cuando se requiere brillo uniforme en geometrías complejas.
Explosión de cuentas
Explosión de cuentasEl bronce utiliza un flujo presurizado de medios finos, cuentas de vidrio comunes, para reducir suavemente la superficie y producir un acabado mate uniforme. Elimina marcas de herramientas visibles y suaviza las crestas que dejan los pases de fresado, mejorando la adhesión para recubrimientos o patinas. Dado que las cuentas redondeadas peen suavemente en lugar de cortar la superficie, el resultado es una textura de satén constante ideal para hardware arquitectónico y accesorios decorativos. Sin embargo, el proceso puede dejar pequeños hoyuelos que pueden atrapar los restos o interferir con las superficies de sellado, por lo que las piezas de tolerancia más apretada a menudo requieren un esmalte de luz o lagramando después.
Patinación (recubrimiento químico)
La patinación utiliza oxidación controlada o agentes químicos para alterar el color y el tono de la superficie de bronce. Los tonos de pátina comunes (marrón, verde y negro) dan un acabado antiguo o artístico. Si bien este proceso es principalmente estético, puede proporcionar un grado de protección de la superficie. Las patinas son populares en señalización, paneles decorativos y accesorios de estilo de época. Sin embargo, la patinación requiere un manejo calificado para lograr resultados consistentes, y puede no ser adecuado para superficies funcionales o piezas mecánicas de alto contacto.
Anodizante (recubrimiento de conversión de bronce)
Aunque la anodización se usa con mayor frecuencia en aluminio, ciertas aleaciones de bronce pueden sufrir un proceso de conversión electrolítica similar. En este tratamiento, el bronce actúa como el ánodo en un baño especializado, formando una capa delgada y porosa de óxido que puede sellarse, o incluso teñir, producir colores decorativos. Esta película de óxido mejora la resistencia a la corrosión, mejora la adhesión para pinturas o recubrimientos, y agrega un aumento modesto en la dureza de la superficie. Debido a que requiere electrolitos personalizados y un estricto control de procesos, la anodización de bronce no es un servicio estándar y tiende a ser más costoso y menos ampliamente disponible queanodonización de aluminio. Cuando se aplica, ofrece efectos visuales únicos y protección de servicio ligero para aplicaciones decorativas o propensas a la corrosión especializadas.
Electro Excripción
Electro Excripcióndeposita una capa delgada de otro metal, como níquel, plata, oro o cromo, en la superficie de bronce. Esto mejora la resistencia a la corrosión, la conductividad eléctrica y el atractivo visual. Los acabados electroplacados son comunes en piezas decorativas o de alta especificación, pero requieren un control de proceso ajustado y se suman al costo y al tiempo de entrega.
Desafíos y soluciones comunes de mecanizado CNC para el bronce
El bronce tiene muchas propiedades deseables, pero su maquinabilidad puede variar mucho entre las aleaciones. A continuación se presentan cinco desafíos que puede enfrentar al mecanizar CNC bronce, junto con soluciones prácticas.
Trabajar endureciendo
Ciertos tipos de bronce (por ejemplo, bronce de aluminio, bronce de fósforo) son propensos a trabajar en endurecimiento en condiciones de corte incorrectas. Si la herramienta habita o vuelve a cortar una superficie endurecida, el estrés de la herramienta y el riesgo de falla aumentan. Para evitar esto:
Mantenga las profundidades radiales de la luz de corte, generalmente no más de 0.5 × el diámetro de la herramienta, para reducir la carga de herramientas.
Evite vivir utilizando trayectoria continua e ininterrumpida.
Aplique la fresación de escalada siempre que sea posible, ya que dirige las chips lejos de la zona de corte y minimiza el roce.
Use herramientas de carburo afiladas o insertos recubiertos con PVD (por ejemplo, Tialn) para minimizar la acumulación de calor y resistir el desgaste en aleaciones propensas a endurecimientos.
Desgaste de herramientas
Los grados de bronce más duros, como el bronce de aluminio y el bronce de silicio, contienen óxidos abrasivos o elementos de endurecimiento que pueden cortar bordes de corte de carburo. Para mitigar el desgaste de la herramienta:
Use insertos premium de carburo resistentes al desgaste con tialn o recubrimientos similares para una mejor resistencia al calor y una vida útil extendida de la herramienta.
Monitoree la condición de inserción regularmente y reemplace las herramientas en el primer signo de desgaste.
Asegure suficiente flujo de refrigerante para disipar el calor y eliminar las partículas abrasivas.
Para calificaciones altamente abrasivas, reduzca ligeramente las velocidades de corte para controlar la carga térmica y la degradación de la herramienta.
Control de chips y borde acumulado
Muchas aleaciones de bronce producen papas fritas largas y fibrosas o forman un borde acumulado (BUE) que suelda a la herramienta, estropeando los acabados y causando la rotura de la herramienta. Para mejorar el control de chips y prevenir bue:
Elija herramientas con un ángulo de rastrillo positivo y flautas pulidas para fomentar los rizos de chips limpios.
Ajuste las tasas de alimentación para que los chips se corten en lugar de estirarse.
Corre la inundación de refrigerante o la explosión de aire para eliminar las papas fritas de inmediato.
Expansión térmica
El bronce conduce bien el calor, pero las temperaturas de corte excesivas pueden causar expansión térmica en la pieza de trabajo y desgastar bordes de corte. Para mantener la estabilidad dimensional:
Use refrigerante de inundación o lubricación de niebla para llevar el calor lejos de la zona de corte.
Reduzca las velocidades de corte ligeramente en carreras largas o trabajos de tolerancia estrecha para limitar la acumulación térmica.
Deje una pequeña asignación de acabado y realice una pasada de luz final; esto corrige cualquier distorsión inducida por el calor y mejora la precisión de la superficie.
Trabajo de trabajo y vibración
Debido a la rigidez y suavidad relativamente bajas de Bronce, la sujeción inadecuada puede causar la desviación, la charla o la deformación de la superficie. Para mantener la estabilidad y la precisión:
Use el accesorio rígido con mandíbulas suaves o abrazaderas contorneadas personalizadas para distribuir presión de manera uniforme y evitar el matrimonio.
Minimice el voladizo de la herramienta para reducir la desviación y la vibración.
Cuando corresponda, use sistemas de doble sujeción o chuck de vacío para mejorar la rigidez, especialmente para piezas de paredes delgadas o de alta precisión.
Conclusión
El mecanizado de bronce CNC ofrece piezas con durabilidad, resistencia a la corrosión y conductividad eléctrica para cumplir con una amplia gama de aplicaciones. Con más de una década de experiencia en la fabricación, Chiggo es su proveedor confiable de servicio de mecanizado CNC de bronce para precisión, eficiencia y consistencia.Contáctenos hoypara una cita personalizada y para obtener más información sobre nuestroServicio de mecanizado CNC.