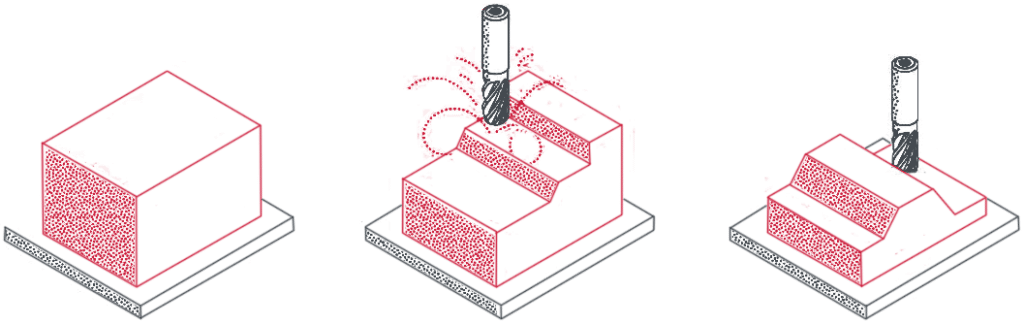
A usinagem CNC é um método de fabricação subtrativo, o que significa que ele remove o material de um bloco sólido (conhecido como branco ou peça de trabalho) usando várias ferramentas de corte. Esta é uma maneira fundamentalmente diferente de fabricar em comparação com as tecnologias aditivas (impressão 3D) ou formativas (moldagem por injeção). Os mecanismos de remoção de materiais têm implicações significativas nos benefícios, limitações e restrições de design do CNC. Mais sobre isso em nosso guia.
O que é usinagem CNC?
CNC (Controle numérico de computador) A usinagem é um processo de fabricação no qual um computador controla as máquinas -ferramentas de acordo com instruções pré -programadas para cortar e moldar uma peça de trabalho na parte desejada.
Devido ao seu alto nível de automação, a CNC pode produzir peças com precisão, versatilidade e eficiência excepcionais a um custo competitivo. Isso o torna uma escolha popular no setor de manufatura de hoje, onde os custos de mão -de -obra estão aumentando e os requisitos de precisão também estão aumentando.
Outra vantagem importante da usinagem do CNC é sua capacidade de trabalhar com quase qualquer material. O mais comumMateriais de usinagem CNCInclua metais (ligas de alumínio e aço, latão, etc.) eplásticos(ABS, Delrin, nylon, etc). As máquinas CNC também podem lidar com espuma, compósitos e madeira.
No entanto, a usinagem CNC tem algumas limitações vinculadas à sua natureza subtrativa. Por exemplo, certas estruturas internas ou geometrias muito complexas podem ser difíceis ou impossíveis de alcançar. É por isso que o CNC é frequentemente comparado com a fabricação aditiva (impressão 3D) e as tecnologias de formação (moldagem por injeção) ao escolher o método de produção mais adequado. (Discutiremos isso mais adiante no guia.)
História da usinagem CNC
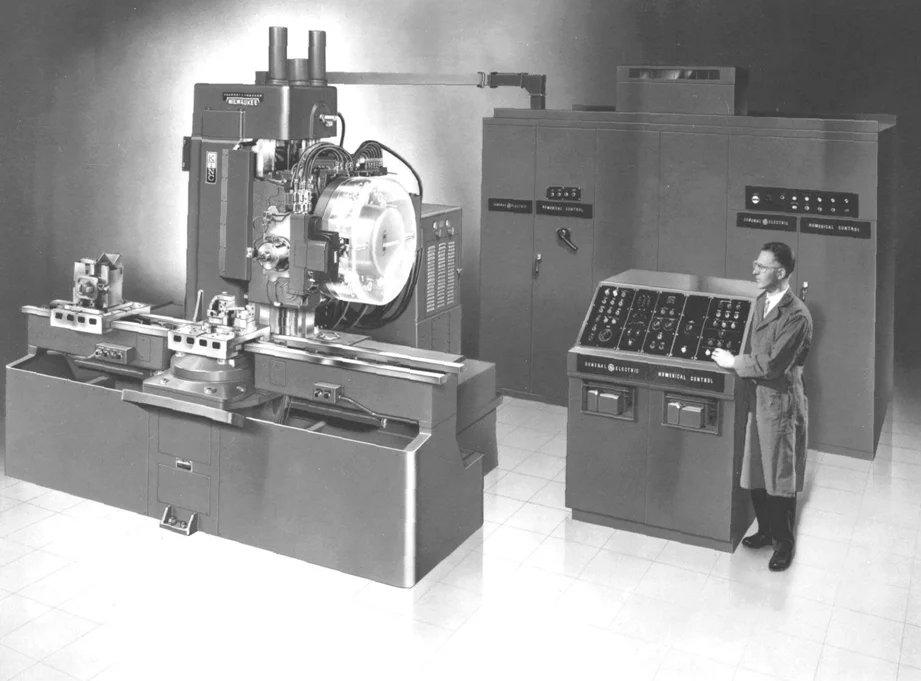
As origens da usinagem CNC datam do final da década de 1940, impulsionadas pela necessidade urgente de alta precisão e de alta precisão da indústria aeroespacial. À medida que os projetos de aeronaves se tornavam mais sofisticados, a usinagem manual não poderia mais atender às demandas de precisão ou eficiência. Para resolver isso, o engenheiro americano John T. Parsons fez uma parceria com o MIT em 1949 para desenvolver o primeiro sistema de controle numérico (NC) do mundo, usando fita perfurada para orientar os movimentos da máquina - marque o início da automação de fabricação.
Durante as décadas de 1950 e 1960, a tecnologia de controle numérico amadureceu quando os primeiros computadores foram integrados para melhorar a precisão do controle e a flexibilidade de programação. No início dos anos 70, o advento dos microprocessadores digitais substituiu os controladores analógicos, dando origem ao CNC moderno. O CNC se expandiu além da moagem e virando para incluir a retificação e a usinagem de descarga elétrica (EDM), permitindo uma fabricação mais diversificada e de maior precisão.
O advento do CAD/CAM na década de 1980 transformou a programação de peças: os designers podem desenhar um modelo no software CAD e gerar automaticamente os caminhos de ferramentas CNC. Na década de 1990, os controles se tornaram mais compactos, os eixos corriam mais rápido e as interfaces do usuário se tornam cada vez mais intuitivas. Como os designers exigiam tolerâncias mais rígidas e maior complexidade, os sistemas de vários eixos-especialmente máquinas de 5 eixos-rosa à destaque, permitindo que partes inteiras sejam usinadas em uma única configuração. No início dos anos 2000, o surgimento de materiais de alto desempenho e a demanda por produção personalizada impulsionaram ainda mais a adoção de centros avançados de vários eixos.
Hoje, a usinagem do CNC está evoluindo rapidamente por meio de sua integração com sistemas de monitoramento de IA, IoT e em tempo real. Desde suas origens aeroespaciais até seu papel de pedra angular da indústria 4.0, a usinagem do CNC passou por uma jornada notável e continua a avançar.
Como funciona a usinagem CNC?
Embora você ache que cada máquina CNC opera e é programada de maneira um pouco diferente, todos seguem estas quatro etapas básicas:
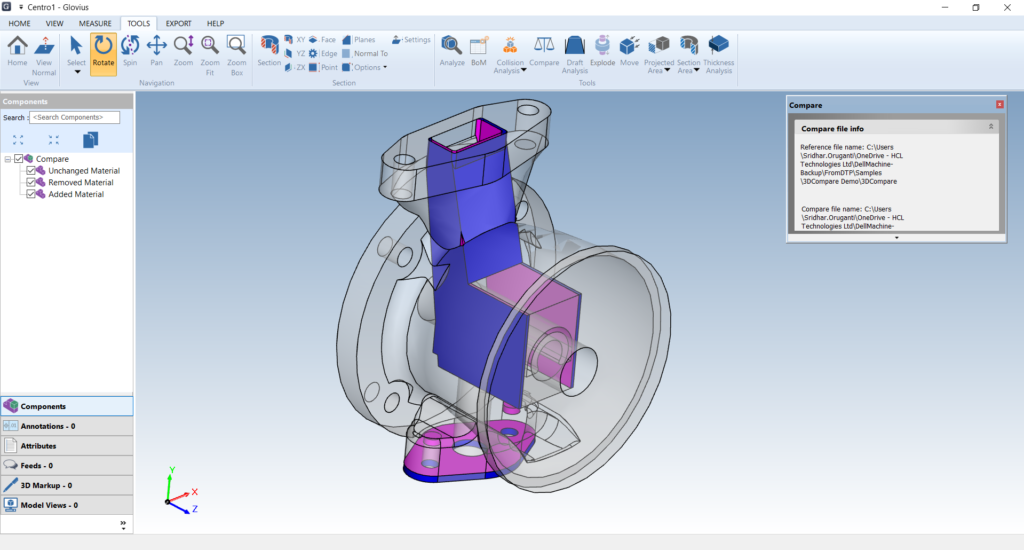
Etapa 1: Prepare um modelo CAD
Isso envolve a criação de um modelo 3D CAD (design de computador) totalmente detalhado de sua parte em software como SolidWorks, Fusion 360 ou similar. Verifique se o modelo inclui toda a geometria crítica - dimensões, tolerâncias, padrões de orifícios, fios, filetes - e quaisquer notas de fabricação.
Etapa 2: Converta o modelo CAD em código G Ready G CNC
As máquinas CNC não podem ler um modelo CAD diretamente. Portanto, você deve converter o modelo em um arquivo legível por CNC chamado G-Code. Você pode fazer isso no software CAD/CAM, como o Fusion 360, que possui ferramentas de câmera interno (fabricação auxiliada por computador) para exportar o código G com um único clique ou em pacotes de câmera dedicados como MasterCam ou Edgecam para uma geração de patrimônio de ferramentas mais avançada. O código G resultante contém tudo o que o controlador CNC precisa-incluindo caminhos de ferramentas, velocidades do eixo, taxas de alimentação e movimentos do eixo-para usinar sua parte com precisão.
Etapa 3: Preparando a máquina CNC
Em seguida, o operador prepara a máquina verificando sua condição geral - confirmando que todos os eixos são adequadamente lubrificados e inspecionando os parafusos e guias de chumbo para desgaste ou danos. Em seguida, eles carregam as ferramentas necessárias (manualmente ou através do trocador automático de ferramentas), prendem a peça de trabalho com segurança e, se necessário, executam um ciclo seco para verificar os caminhos antes do corte.
Etapa 4: executando a operação de usinagem
O operador inicia o ciclo de usinagem selecionando o programa G-Code no painel de controle do CNC e pressionando "Start do ciclo". A máquina segue essas instruções - movendo a ferramenta (ou peça de trabalho), ativando o líquido de arrefecimento e alterando as ferramentas automaticamente conforme necessário - até que o ciclo seja concluído ou seja interrompido. Quando termina, o operador remove a parte final para inspeção.
Tipos comuns de processos de usinagem CNC e as máquinas usadas
A usinagem CNC refere-se a uma família de processos de corte controlados por computador realizados em várias máquinas-ferramentas. Cada operação se adapta a geometrias, materiais, tolerâncias e requisitos funcionais. As peças simples geralmente podem ser produzidas com uma única operação, enquanto peças complexas geralmente exigem uma combinação de várias operações.
CNC Milling
CNC Millingé o processo de usinagem CNC mais comum e, em muitas lojas, a “usinagem CNC” e “moagem CNC” são usadas de forma intercambiável. Na moagem do CNC, uma ferramenta de corte rotativa e de vários pontos chamada Afresamovimentos em relação à peça de trabalho para remover o material. A facilidade de corte depende da sofisticação do moinho CNC.
Os tipos mais comuns são máquinas de moagem de 3, 4 e 5 eixos.
Máquinas de moagem de 3 eixos
Os moinhos de 3 eixos movem a ferramenta de corte ao longo de três eixos lineares em relação à peça de trabalho (x: esquerda-direito, y: front-rack, z: para cima-arremesso). Eles são as máquinas CNC mais comuns porque podem produzir quase todas as geometrias básicas. Eles são fáceis de programar e operar, com custos de inicialização relativamente baixos. No entanto, o acesso à ferramenta é limitado: certas áreas podem ser impossíveis de alcançar ou exigir a indexação manual da peça, o que pode reduzir a precisão geral.
Máquinas de moagem de 4 eixos
Um moinho de 4 eixos adiciona um quarto eixo rotativo-geralmente chamado de eixo A-que gira a peça de trabalho em torno de um dos eixos lineares (na maioria das vezes o eixo X). Isso permite a usinagem em torno de peças cilíndricas (como eixos, flautas, ranhuras helicoidais) em uma configuração, reduzindo o reposicionamento e o tempo de fixação. No entanto, na maioria das máquinas de 4 eixos (3+1), o eixo A apenas indexa para os ângulos fixos, em vez de girar continuamente durante o corte.
Máquinas de moagem de 5 eixos
UMMoinho completo de 5 eixosAdiciona dois eixos rotativos adicionais (normalmente A e B, ou A e C), permitindo que a mesa ou a cabeça de corte gire e incline para que o cortador possa se aproximar da peça de trabalho de quase qualquer ângulo. DiferenteMáquinas de 3+2 eixos, uma máquina completa de 5 eixos move todos os cinco eixos simultaneamente ao longo de cada operação de corte, permitindo a produção de geometrias complexas e de forma livre com precisão e acabamento superficial que nenhuma outra tecnologia pode corresponder. Naturalmente, esses recursos avançados têm custos mais altos - tanto para a própria maquinaria quanto para os operadores altamente treinados necessários.
CNC virando
Ao girar, a peça de trabalho é mantida em um eixo rotativo de alta velocidade. A ferramenta de corte não gira e se move nas direções radial (x) e axial (z) para moldar a peça.CNC virandoé comumente usado para peças cilíndricas e fornece maior taxa de transferência e menor custo por unidade do que a moagem do CNC.
Existem dois tipos principais de máquinas de torneamento CNC:
Tornos CNC
Tornos CNC geralmente se referem a 2 máquinas de giro do eixo. Eles operam no eixo z (ao longo do comprimento do eixo) e no eixo X (radialmente em direção ou para o centro da peça de trabalho). Como o tipo mais simples de máquina de torneamento CNC, eles podem executar operações básicas - dolorando diâmetros, superfícies finais de frente e chato ou perfuração ao longo da linha central - com alta precisão. No entanto, eles não podem mover ou perfurar os recursos de deslocamento do eixo central.
Centros de torneamento do CNC
Um centro de torneamento CNC é um torno aprimorado com eixos adicionais (geralmente 3 a 5 no total) e recursos de ferramentas vivas. Em outras palavras, qualquer máquina de girar CNC com mais de dois eixos ou com capacidade de moagem é chamada de "centro de torneamento".
Os centros de torneamento podem usinar peças rotativas complexas em uma configuração: peças que são principalmente simétricas rotacionalmente, mas possuem recursos como orifícios fora do centro, apartamentos moídos, brocas cruzadas, roscas de toque ou vários lados usinados. O comércio é um custo mais alto do equipamento e a programação de CAM mais envolvida.
Perfuração e tapping da CNC
A perfuração do CNC alimenta automaticamente uma broca rotativa na peça de trabalho em posições programadas, velocidades do eixo e taxas de alimentação. Uma cabeça de tocar e depois corta roscas internas na mesma configuração. Essas funções de fabricação de orifícios são frequentemente incorporadas em moinhos CNC ou centros de torneamento.
Moagem de CNC
A moagem é tipicamente uma operação secundária após a moagem ou giro. Uma roda abrasiva rotativa remove quantidades minuciosas de material para obter tolerâncias ultramaspersas (até milionésésimos de polegada) e acabamentos semelhantes ao espelho. Os trituradores de superfície achatam as peças, enquanto os trituradores cilíndricos terminam eixos redondos ou furos.
Roteamento CNC
Os roteadores CNC operam como máquinas de moagem, movendo uma ferramenta de corte ao longo dos eixos x-, y e z para remover o material. Eles usam eixos mais leves e de alta velocidade e grandes camas de trabalho otimizadas para materiais macios (madeira, plásticos, compósitos), permitindo cortes de desbaste mais rápidos às custas de rigidez e precisão.
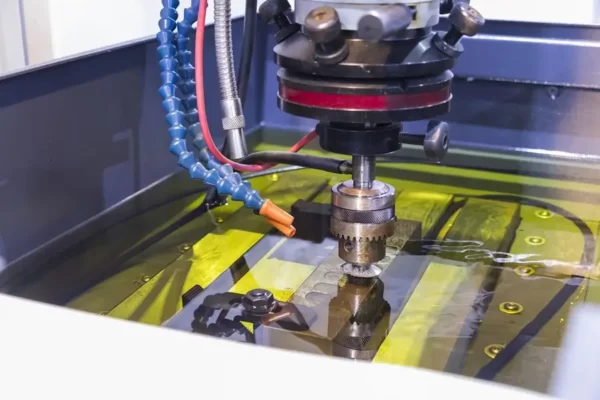
Usinagem de descarga elétrica (EDM)
O EDM não "cortou" no sentido tradicional; Em vez disso, as descargas elétricas controladas corroem o material de metais difíceis de máquinas. Existem dois tipos principais de máquinas EDM:
Fio EDM:Usa um fio fino e contínuo para corroer formas precisas e complexas.
Sinker (Die-Sinker) EDM:Usa um eletrodo em forma para formar cavidades e detalhes profundos.
Corte a laser CNC/plasma/jato de água
São processos de corte sem contato que usam diferentes fontes de energia para cortar a folha ou os materiais da placa: os cortadores de laser direcionam um feixe de luz focado para cortes ultraprecisos em metais finos e não metais; As tabelas de plasma geram um arco de gás ionizado para cortar metais condutores mais espessos de maneira rápida e econômica; E os cortadores de jato de água explodem uma corrente de água de alta pressão misturada com partículas abrasivas para cortar praticamente qualquer material sem uma zona afetada pelo calor, embora tenham maiores custos operacionais.
Benefícios e limitações da usinagem CNC
Aqui estão as principais vantagens e limitações da usinagem CNC. Use -os para decidir se é a tecnologia certa para o seu aplicativo.
Benefícios da usinagem CNC
Precisão e precisão
As máquinas CNC seguem caminhos de ferramentas exatos com base em instruções programadas, permitindo a remoção de material altamente precisa. As tolerâncias padrão estão em torno de ± 0,125 mm (± 0,005 pol), enquanto as tolerâncias tão apertadas quanto ± 0,050 mm (± 0,002 pol) e até ± 0,025 mm (± 0,001 polegadas) são alcançáveis. Além disso, esse nível de precisão permanece consistente nos lotes de produção.
Ampla gama de materiais compatíveis A usinagem CNC funciona com praticamente qualquer material de rigidez suficiente - metais, plásticos, compósitos e até madeira e espuma podem ser usinadas. Isso oferece aos engenheiros a flexibilidade de escolher o material ideal para cada aplicação. Além disso, porque o material é removido em vez de alterado,Peças usinadas do CNCMantenha as propriedades físicas originais do material base.
Rápido e eficiente
Os avanços nos modernos sistemas CNC, software CAM e cadeias de suprimentos digitais reduziram bastante os prazos de produção de produção. Uma vez programado, uma máquina CNC pode correr o tempo todo com o mínimo de intervenção humana. Muitas vezes, você pode obter uma peça usinada de CNC acabada em apenas alguns dias, o que é comparável à reviravolta dos processos de impressão 3D industrial, como o SLS. No entanto, a velocidade e a eficiência gerais ainda dependem da máquina CNC específica e da complexidade da peça.
Produção escalável
Diferentemente dos métodos formativos (moldagem por injeção), a usinagem do CNC não requer ferramentas especializadas, tornando -o especialmente relevante para peças e protótipos personalizados em que os custos iniciais são importantes. O CNC também é uma opção competitiva de preço para corridas pequenas a médias em lote (dezenas a centenas de unidades). Por outro lado, as tecnologias aditivas (impressão 3D) também não escalam - os preços das unidades permanecem relativamente estáveis, independentemente da quantidade - enquanto métodos formativos (moldagem por injeção ou fundição de investimento) só se tornam econômicos em grandes volumes (normalmente milhares de peças) devido a altas despesas com ferramentas.
Limitações da usinagem CNC
Desperdício de material
Como a usinagem CNC é um processo subtrativo, normalmente gera sucata de 30 % a 60 % do estoque original. Na prática, as lojas reduzem o desperdício, otimizando a orientação de peças no estoque, usando espaços em branco ou forjados em forma de rede ou forjados quando disponíveis, planejando ninhos de várias partes e chips de reciclagem. Com essas estratégias, empregos bem planejados podem reduzir as taxas de sucata para cerca de 20 %a 30 %. Mesmo assim, comparado aos processos formativos ou aditivos, a usinagem CNC ainda produz significativamente mais resíduos materiais.
Acesso à ferramenta e restrições de retenção de trabalho
Como a usinagem CNC remove o material de um bloco sólido, toda superfície deve ser acessível por uma ferramenta com a forma e rigidez apropriadas. Cavidades profundas, cantos internos apertados e reduções íngremes são frequentemente impossíveis de mover sem cortadores especiais de longo alcance, dobra ou 5 eixos-e mesmo assim, os riscos de colisão aumentam e o acabamento da superfície pode sofrer.
Enquanto isso, a peça de trabalho deve ser fixada firmemente; Paredes finas ou contornos complexos podem exigir equipamentos ou suportes personalizados para evitar vibrações e deflexões.
Complexidade geométrica com um alto custo
Quando a geometria de uma peça se torna muito complexa - superfícies de gravação, reduções íngremes ou múltiplas faces inclinadas - os custos de usinagem do CNC aumentam acentuadamente. Formas complexas requerem programação de came mais complexa, caminhos de ferramentas mais longos e etapas mais finas, que estendem os tempos de ciclo. Muitas vezes, são necessárias várias configurações ou acessórios personalizados para que os cortadores possam atingir todos os ângulos, adicionando tempo de inatividade de mão -de -obra e máquina. As ferramentas especializadas aumentam ainda mais as despesas.
Alto investimento inicial
A usinagem do CNC envolve um alto investimento inicial, muitos de seus custos iniciais são fixos e devem ser espalhados por menos peças. Esses custos incluem programação, configuração, calibração da máquina e preparação de ferramentas, todos os quais requerem tempo significativo e mão de obra qualificada, independentemente da quantidade produzida.
Sem gradação de propriedade material
A usinagem do CNC sempre começa a partir de um único estoque homogêneo - todo ponto na parte final compartilha as mesmas propriedades do material (densidade, rigidez etc.). Ao contrário de alguns métodos de impressão em 3D que variam de camada de composição ou porosidade por camada, você não pode criar zonas de elasticidade, dureza ou densidade diferentes em um moinho ou torno CNC. Isso limita a usinagem do CNC quando um design requer transições graduais no comportamento do material (por exemplo, um exterior rígido se misturando em um núcleo flexível).
Processos de fabricação alternativos para usinagem CNC
A usinagem CNC é um processo versátil amplamente utilizado na fabricação de peças e produtos. No entanto, nem sempre é o método ideal. A impressão 3D e a moldagem por injeção são as duas alternativas mais comuns.
A Tabela 1 fornece uma comparação concisa dos três processos para ajudá -lo a entender rapidamente suas respectivas vantagens e limitações.
Fator -chave
Usinagem CNC
Impressão 3D
Moldagem por injeção
Tamanho do lote
1–5000 PCs
1–500 pcs
≥1000pcs
Complexidade da geometria
Média-alta (3 eixos lida com formas externas básicas; 4/5 do eixo adiciona undercuts; Cavidades profundas ou canais que se cruzam precisam de acessórios/EDM)
Muito alto (canais internos, treliças, superfícies de forma livre)
Média a alta (suporta recursos de peça como mirantes moderados, orifícios laterais e inserções moldadas; Recursos internos extremamente complexos requerem componentes de molde caros)
Custo inicial do SETSPUP
Médio a alto (programação de came, utensílios, ferramentas)
Baixo medium (plásticos/resinas básicos precisam apenas de uma compilação; Metal ou resinas de ponta e custo de processamento mais).
Altos (moldes de ferramentas rígidos começam em USD de cinco dígitos; Complexidade, núcleos laterais, corredores quentes aumentam o custo; Moldes suaves ~ $ 1 000-2 000)
Opções de material
Metais, plásticos, madeira, compósitos, espuma
Plásticos, alguns metais, cerâmica, compósitos
Termoplásticos, alguns termofícios
Velocidade de produção
Programação/fixação: 1–3 dias; Tempo de usinagem: minutos - horas por parte; lote de centenas: 3-7 dias
Tempo de impressão por parte: minutos-horas;
Construção do molde: 2–6 semanas; Ajuste do molde: dias - 1 semana; Hora do ciclo: 10–60 s; Taxa de produção: 500–2 000 PCs/dia
Custo unitário
Parta única: alguns dólares-US $ 20-200;
Plastics: US $ 5 a US $ 50 cada; metais: ≥ $ 100 cada
Após a amortização: US $ 0,20 a US $ 5 cada; Altos volumes (milhões): até US $ 0,05 cada
Melhor para
Peças de precisão, materiais de alta resistência ou resistentes ao calor, protótipos de metal
Peças complexas personalizadas únicas e pequenas; prototipagem rápida
Peças plásticas padronizadas de alto volume
CNC vs. impressão 3D vs. moldagem por injeção
A Tabela 2 apresenta exemplos de aplicativos que ilustram como selecionar o processo mais adequado.
Caso
Tipo de produto
Requisitos -chave
Processo recomendado
Razão para seleção
1
Protótipo médico com treliça interna
Geometria interna complexa, material plástico, reviravolta rápida
Impressão 3D
A moldagem por injeção requer ferramentas caras e não pode formar treliças internas; O CNC não pode mover estruturas de treliça interior.
2
Frame de alumínio do drone
Alta resistência, tolerâncias apertadas, lote de 300-1.000 unidades
Usinagem CNC
A impressão 3D de metal é proibitiva de custo neste volume; O CNC oferece melhores propriedades de economia e material para quadros de alumínio.
3
Núcleo de molde de injeção de aço
Alta precisão, baixa quantidade
Usinagem CNC
A moldagem por injeção produz peças plásticas, não moldes de aço; Enquanto muitos processos de Metal AM (SLM/DMLS) podem atingir a resistência forjada após o tratamento térmico, a usinagem de CNC, seguida pelo tratamento térmico e moagem, permanece mais confiável para núcleos de mofo de vida longa.
4
Caso artístico personalizado
Forma orgânica, unidade única, plástico
Impressão 3D
O CNC luta com curvas orgânicas complexas e exigiria equipamentos personalizados; Nenhuma ferramenta é necessária para a impressão 3D.
5
Pequeno gabinete eletrônico de plástico
Recursos de ajuste do Snap, suportes internos, aproximadamente 100 unidades
Impressão 3D
O CNC é lento e desperdício para recursos internos complexos; A ferramenta de moldagem por injeção é muito cara para apenas 100 unidades.
6
Habitação de plástico de produção em massa
ABS/PC plástico, mais de 10.000 unidades
Moldagem por injeção
O alto custo de molde inicial é amortizado em grande volume
A impressão 3D de metal é cara para peças grandes; A usinagem do CNC atinge as tolerâncias necessárias mais economicamente.
8
Titaniumbracket leve aeroespacial
Estrutura complexa da rede, baixo volume
Impressão 3D de metal
Somente a impressão 3D pode produzir projetos complexos de treliça de titânio em uma única construção.
9
Conector de plástico de volume intermediário
Geometria simples, controle de custos , 1000 unidades
Moldagem por injeção
O custo do molde pode ser espalhado por mais de 1.000 unidades, produzindo um preço mais baixo por peça que a impressão CNC ou 3D.
Exemplos de aplicação: Escolha do processo certo
5 Fatores -chave que afetam o custo de usinagem CNC e as dicas de redução
Controlar os custos de usinagem CNC não é apenas negociar preços mais baixos - é sobre inteligênciaDesign de usinagem CNC, opções de materiais eficientes e planejamento estratégico de produção. Com a abordagem correta, você pode obter alta qualidade e custo-efetividade. Nesta seção, discutiremos brevemente o que impulsiona os custos na usinagem do CNC e ofereceremos comprovadosDicas para reduzir o custo do seu projeto CNCt.
Parte da complexidade da geometria
A complexidade da geometria da peça aciona o custo porque as formas complexas requerem mais tempo da máquina, alterações adicionais de ferramentas e várias configurações. Bolsos profundos, reduções íngremes, orifícios em ângulo e paredes finas requerem ferramentas menores ou de comprimento prolongado, que cortam mais lentamente e são propensas à deflexão. Patidos de ferramentas longos e reposicionamento frequente aumentam o tempo do ciclo e aumentam o risco de erros ou sucata.
✅Pontas:
Adicione filetes aos cantos internos nítidos para que você possa usar fábricas de extremidade de maior diâmetro e evitar ferramentas personalizadas.
Mantenha as profundidades do bolso para não mais que quatro vezes a largura (profundidade ≤4 × largura), para que os cortadores de comprimento padrão possam alcançar.
Mantenha a espessura da parede de pelo menos 0,8 mm para metais e 1,5 mm para plásticos para evitar vibrações e a necessidade de vários passes de luz.
Eliminar orifícios desnecessários em ângulo ou fora do eixo; Se um recurso angular for essencial, considere dividir a parte em subcomponentes mais simples.
Peça ao seu maquinista o design para feedback de fabricação mais cedo, para que você possa capturar e corrigir recursos caros antes da programação.
Seleção de material
A escolha do material certo afeta o custo, determinando velocidades de corte, desgaste da ferramenta e taxas de sucata. Ligas mais suaves como 6061 alumínio ou pom cortam rapidamente em alimentos mais altos e preservam a vida útil da ferramenta. Por outro lado, as ligas de aço inoxidável, titânio e alta temperatura requerem velocidades mais lentas, mudanças de ferramentas mais frequentes e fixação robusta. Mesmo dentro de uma família material, notas com melhor máquinabilidade podem reduzir pela metade os tempos de ciclo.
✅Pontas:
Sempre que possível, selecione um material com alta usinabilidade que ainda atenda aos seus requisitos de força ou corrosão
Pergunte ao seu fornecedor sobre ligas ou plásticos alternativos que podem custar menos e cortar mais rápido.
Reduza o excesso de espessura em metais caros por seções de parede de dimensionamento direito para apenas o que é estruturalmente necessário.
Use em espaços em branco da forma líquida (forjados ou fundidos) para ligas caras para remover menos material durante cada corte.
Considere as taxas de reciclagem de chips; Os chips de alumínio geralmente têm valor de revenda, enquanto as ligas mais difíceis podem não.
Quantidade de pedido
A quantidade de pedidos influencia o custo da peça porque as despesas fixas - como programação de came, fabricação de acessórios e configuração da máquina - se espalham por cada parte. Quando você executa apenas algumas peças, esses investimentos únicos dominam o preço unitário. À medida que o volume aumenta, esses custos se tornam menos significativos e o tempo material se torna o tempo dos principais fatores.
✅ Dicas:
Combine peças semelhantes em uma única execução de produção para compartilhar configurações, zero compensações e acessórios.
Se você prever que precisar de mais peças mais tarde, peça um lote maior agora para amortizar a programação e fixação em mais unidades.
Procure oportunidades de encomendar placas familiares ou peças gangrentes, organizando várias cópias de peças pequenas em um espaço em branco para reduzir o desperdício e o tempo de configuração.
Agendar empregos relacionados ao voltar para trás para que as mesmas ferramentas e a propriedade do trabalho possam ser reutilizadas.
Negocie descontos em volume com sua loja se você puder se comprometer com uma quantidade total mais alta.
Programação e tempo de configuração
O tempo de programação e configuração se tornam significativos quando as peças incluem recursos não padronizados, como chanfros decorativos, logotipos gravados ou tamanhos incomuns de orifícios. Cada face extra que requer lançamento, todas as necessidades personalizadas de fixação e cada caminho de ferramenta não padrão adiciona horas de trabalho de câmera e tempo de inatividade da máquina. Programação mais longa e execuções a seco frequentes se traduzem diretamente para taxas de loja mais altas.
✅ Dicas:
Simplifique a geometria para usar formas padrão, recursos retos e diâmetros de orifício comuns (incrementos de 0,1 mm ou .5mm) para alavancar as brocas de prateleira e as fábricas finais.
Peças de design para que todos os recursos críticos possam ser acessados em uma única orientação (geometria 2.5D), minimizando a necessidade de várias configurações.
Compartilhe arquivos de etapa ou IGES limpos e bem exportados com nomeação de face adequada e sem geometria sobreposta para evitar a limpeza do CAM.
Remova os recursos puramente cosméticos - como texto gravado ou chanfros - que adicionam caminhos de ferramentas desnecessários.
Trabalhe com seu maquinista para identificar quais recursos estão gerando tempo de programação extra e explore alternativas de design.
Necessidades de pós-processamento
As necessidades de pós -processamento, como polimento, anodização, revestimento ou pintura, podem adicionar etapas significativas de manuseio, mascaramento e cura. Cada acabamento requer uma configuração separada, movimento entre departamentos ou fornecedores e, muitas vezes, alterações de rack ou acessórios - aumentando os prazos de entrega e aumentando o custo.
✅ Dicas:
Questionar se é necessário um acabamento cosmético; Muitas partes internas ou funcionais têm um bom desempenho "como usinado" ou com explosão simples de contas.
Se for necessário um acabamento, consolide tratamentos sob um fornecedor para reduzir o frete, o manuseio e o agendamento da sobrecarga.
Especifique os requisitos de acabamento da superfície apenas em acasalamento crítico ou superfícies expostas; Aceite acabamentos moinhos padrão (RA1.6µm - 3,2 µm) em outros lugares.
Escolha acabamentos que possam ser aplicados em uma única etapa - por exemplo, anodizar -se dura em vez de anodizar a tinta positiva - sempre que possível.
Considere o revestimento ou o revestimento que pode ser aplicado diretamente após a usinagem sem máscara extensa, como o revestimento seletivo de níquel com eletrólito.
Trabalhe com o Chiggo para o seu projeto de usinagem CNC
A Chiggo é uma empresa líder de usinagem CNC de precisão na China, com mais de 10 anos de experiência em fabricação. Operamos equipamentos CNC de última geração e temos uma equipe profissional de engenheiros. Apoiado por uma rede robusta da cadeia de suprimentos, oferecemos preços competitivos e prazos de entrega confiáveis.Contate-nosagora para experimentar nossoServiços de usinagem CNC!