Os processos de fabricação geralmente deixam texturas irregulares nas superfícies dos produtos. Com a crescente demanda por acabamentos de alta qualidade, a importância do acabamento superficial está se tornando cada vez mais primordial. O acabamento de superfície não envolve apenas estética ou obtenção de uma aparência mais lisa; afeta significativamente a funcionalidade, durabilidade e desempenho geral de um produto.
Explore nosso guia para aprender tudo sobre acabamento superficial e obter dicas sobre como obter o acabamento desejado e selecionar a rugosidade superficial adequada para Usinagem CNC.
O que é acabamento superficial?
O acabamento superficial, também conhecido como textura superficial ou topografia superficial, refere-se à suavidade, textura e qualidade geral da superfície de uma peça. É um fator importante na fabricação e na engenharia, pois afeta não apenas a aparência, mas também o desempenho e a funcionalidade de um produto.
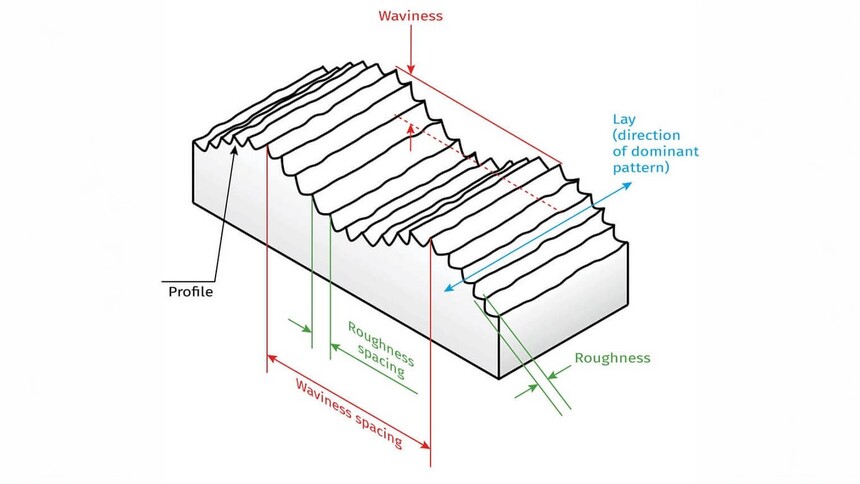
As principais características do acabamento superficial incluem principalmente os três aspectos a seguir:
Rugosidade da superfície
A rugosidade da superfície refere-se às pequenas irregularidades espaçadas em uma superfície que podem não ser visíveis a olho nu, mas podem ser sentidas se você passar o dedo sobre a superfície.
A rugosidade é frequentemente medida usando parâmetros como Ra (rugosidade média). Um valor Ra mais baixo indica menos irregularidades e menores, resultando em uma superfície mais lisa que diminui o atrito e o desgaste. Quando os profissionais se referem ao acabamento superficial, geralmente se referem especificamente à rugosidade da superfície.
Ondulação
A ondulação difere da rugosidade da superfície, pois abrange irregularidades maiores e mais espaçadas na superfície. Isso pode ser causado por fatores como vibrações da máquina, deflexões ou empenamentos durante o processo de fabricação. A ondulação da superfície pode afetar significativamente o modo como as peças se encaixam e sua capacidade de vedação.
Lay (direção do padrão de superfície)
A configuração é a direção predominante do padrão de superfície, normalmente resultante do processo de fabricação utilizado e pode ser paralela, perpendicular, circular, hachurada, radial, multidirecional ou isotrópica (não direcional).
A direção de assentamento afeta o atrito, a lubrificação e a estética. Em componentes ópticos, uma direção de disposição específica pode reduzir a dispersão da luz e melhorar a clareza.
Por que o acabamento superficial é importante nos processos de fabricação?
Conforme mencionado anteriormente, o acabamento superficial afeta significativamente a aparência, o desempenho, a durabilidade e a qualidade geral de um produto. É precisamente por isso que o acabamento superficial desempenha um papel importante nos processos de fabricação. Aqui vamos analisar as razões pelas quais o acabamento superficial desempenha um papel tão importante.
Estética: A primeira impressão de um produto geralmente é baseada em sua aparência e sensação tátil. Um acabamento superficial de alta qualidade aumenta o apelo visual e pode influenciar significativamente a sua percepção e satisfação, especialmente com bens de consumo.
Atrito e desgaste: particularmente em aplicações mecânicas, um acabamento superficial mais liso reduz o atrito e o desgaste entre as peças móveis, minimizando assim a produção de calor e aumentando a eficiência e a vida útil dos componentes.
Vedação e Encaixe: Um acabamento superficial adequado garante melhor vedação e encaixe das peças, evitando vazamentos e garantindo montagens precisas.
Resistência à fadiga: Uma superfície mais lisa melhora a resistência à fadiga, reduzindo as concentrações de tensão e a probabilidade de início de trincas.
Resistência à corrosão: Um melhor acabamento superficial aumenta a resistência à corrosão, minimizando fendas onde agentes corrosivos podem se acumular.
Adesão de revestimentos: A textura da superfície pode afetar a forma como os revestimentos ou tintas aderem ao produto.
Melhor condutividade e dissipação de calor: Em aplicações eletrônicas e térmicas, um acabamento superficial de alta qualidade melhora a condutividade e auxilia na dissipação de calor.
Controle de reflexão e dispersão de luz: Em aplicações ópticas, o acabamento da superfície afeta como a luz é refletida e espalhada.
Como medir a rugosidade da superfície?
Dado o impacto crítico do acabamento superficial na fabricação, medir a rugosidade superficial é essencial nos processos de produção. Isso nos permite compreender com precisão as características reais da superfície dos produtos, garantindo que eles atendam aos requisitos funcionais e de design.
Medir a rugosidade da superfície envolve o uso de várias técnicas de medição e análise de dados para avaliar a suavidade relativa do perfil da superfície de um produto. O parâmetro numérico mais comumente utilizado para quantificar essa rugosidade é Ra.
Vários métodos estão disponíveis para medir a rugosidade superficial. Os principais tipos de técnicas de medição incluem os seguintes:
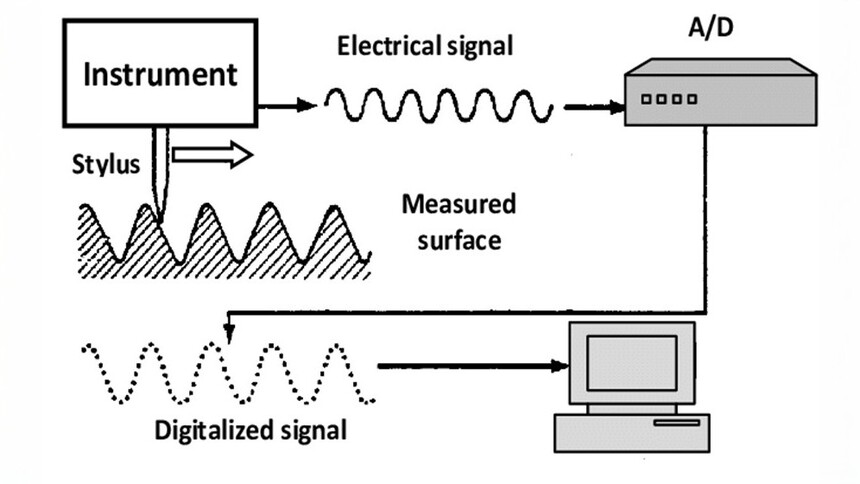
Métodos de contato (instrumento de ponta de prova)
Os métodos de contato envolvem tocar fisicamente a superfície com uma ferramenta, como um instrumento de ponta de prova. Este dispositivo se move verticalmente em relação à direção de assentamento da superfície para traçar o perfil da superfície. O movimento da sonda gera um mapa detalhado do contorno da superfície, fornecendo dados precisos sobre a rugosidade da superfície.
Esses métodos são usados principalmente em ambientes de fabricação onde o contato direto com a superfície não causará danos. No entanto, podem não ser adequados para superfícies delicadas ou macias que possam ser distorcidas pela acção de sondagem.
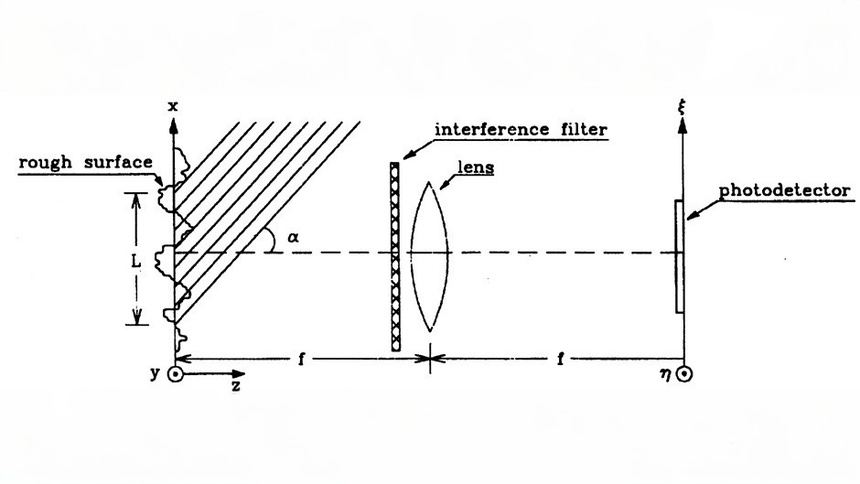
Métodos sem contato (luz óptica, laser)
Perfilômetro Óptico/Interferômetro de Luz Branca: Esta técnica envolve projetar um feixe de luz em uma superfície e medir o padrão da luz refletida para determinar com precisão as variações de altura da superfície, criando assim um perfil de superfície 3D detalhado. superfícies delicadas ou macias em engenharia de precisão, semicondutores e indústrias ópticas. Contudo, requer superfícies com boas propriedades reflexivas e o equipamento pode ser caro.
Microscopia confocal de varredura a laser:Este método usa um laser focalizado feixe para escanear a superfície, gerando imagens 3D de alta resolução da topografia. É ideal para analisar superfícies 3D complexas em pesquisa biomédica, ciência de materiais e engenharia de precisão. No entanto, é caro e complexo de operar.
Digitalização a Laser 3D: Esta técnica utiliza um laser para capturar a topografia de uma superfície e criar um modelo 3D. É normalmente usado para superfícies maiores e pode gerar rapidamente um perfil de superfície abrangente. É adequado para superfícies grandes ou complexas em aplicações automotivas, aeroespaciais e arquitetônicas. Embora possa lidar com grandes áreas de forma eficiente, tem uma resolução mais baixa em comparação com outros métodos e não é adequado para medições de alta precisão ou características de superfície muito pequenas.
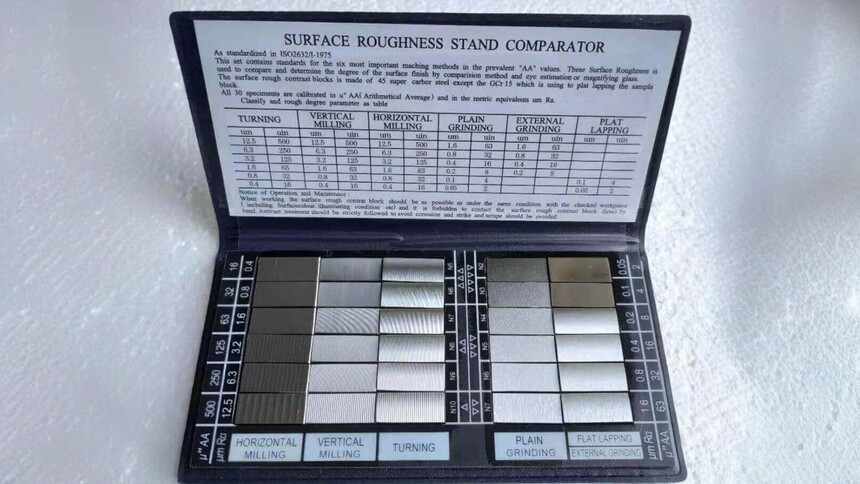
Métodos de comparação
Os métodos de comparação envolvem a comparação da superfície em questão com um conjunto padrão de amostras que possuem rugosidade conhecida.
Esses métodos são rápidos e econômicos, adequados para verificações de rotina em ambientes de produção. No entanto, são mais subjetivos e menos adequados para aplicações que exigem alta precisão.
Métodos em processo
Os métodos em processo integram a medição da rugosidade superficial diretamente no processo de fabricação. São utilizadas ferramentas como perfilômetros em linha ou sensores integrados em máquinas CNC. Essas ferramentas fornecem dados em tempo real sobre o acabamento superficial, permitindo ajustes imediatos.
Esta abordagem é particularmente útil para monitoramento em tempo real e controle de qualidade em linhas de produção contínuas e sistemas de fabricação automatizados. No entanto, pode ser limitado em situações onde a integração de sistemas de medição no processo não é viável devido a restrições de espaço, custo ou complexidade.
Para todos os métodos de medição mencionados acima, observe a unidade de medida ao fazer um registro. Micropolegadas são usadas para medição de rugosidade nos Estados Unidos, normalmente escritas como µin, enquanto micrômetros são usados internacionalmente (SI), escritos como µm ou um. Aqui está uma breve conversão:
1 µm (micrômetro) é igual a 0,000001 m (metro).
1 µin (micropolegada) é igual a 0,000001 pol (polegada).
1 µm (micrômetro) equivale a 39,37 µin (micropolegadas).
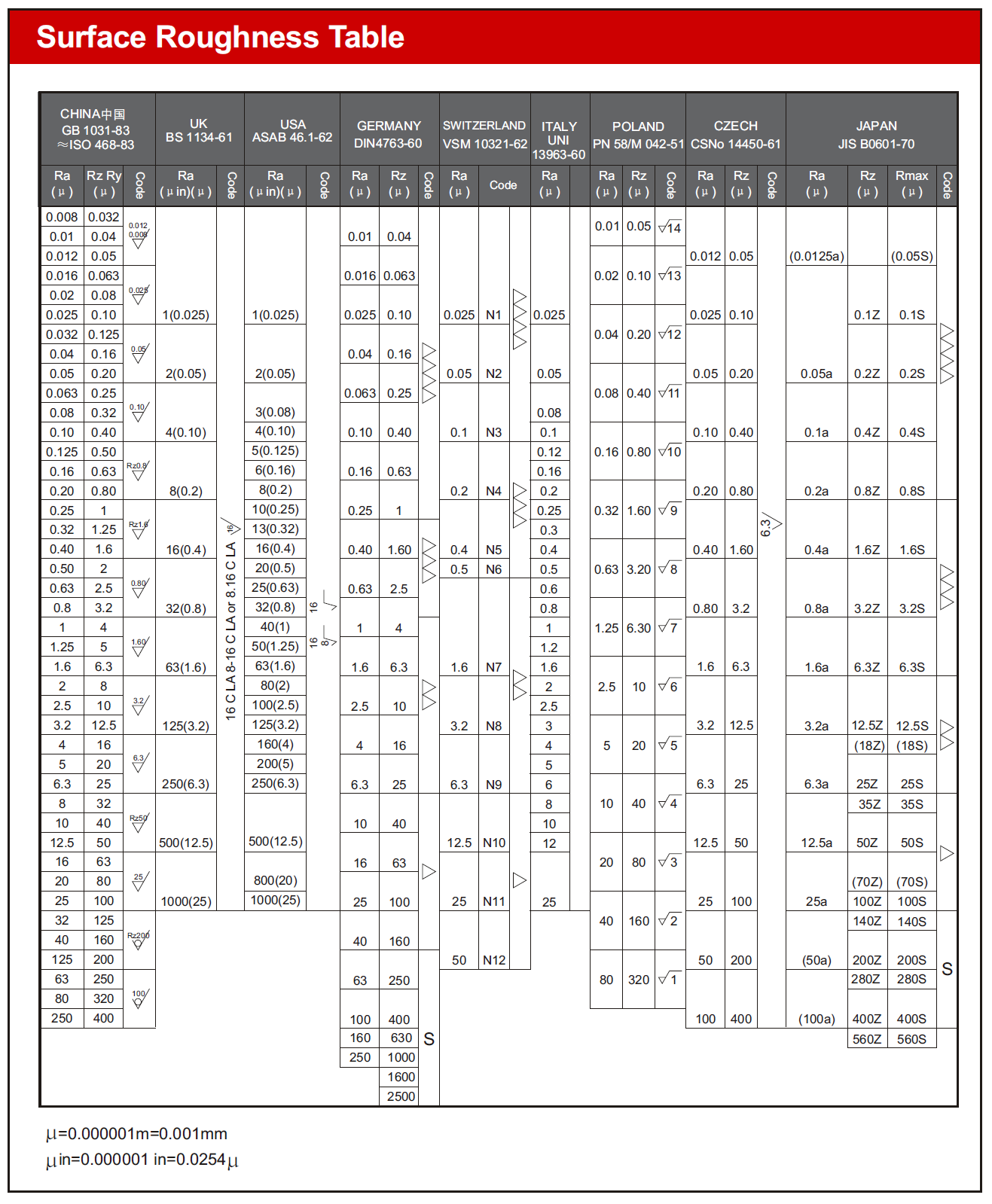
Compreendendo os parâmetros e símbolos de rugosidade da superfície
Se não compreendermos os símbolos e parâmetros da Tabela de Rugosidade de Superfície acima, ficaremos perdidos no complexo campo de fabricação. Esses indicadores são como marcadores em um mapa, orientando-nos para garantir que a qualidade, funcionalidade e adequação das superfícies atendam às expectativas.
Parâmetros de Rugosidade
Ra: Rugosidade Média
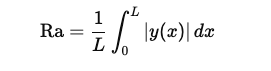
Ra é definido como a variação média do perfil de rugosidade em relação à linha média. Em termos matemáticos, é a média aritmética dos valores absolutos dos desvios da altura da superfície medidos a partir da linha média ao longo do comprimento de avaliação.
Ra é o parâmetro mais comumente usado para rugosidade superficial porque fornece uma indicação simples e geral da textura da superfície, proporcionando uma visão equilibrada da rugosidade geral sem ser excessivamente influenciada por picos ou vales extremos.
onde:L é o comprimento de medição.y(x) é a distância vertical de um determinado ponto no perfil da superfície até a linha média.
Devido a esta média, o valor Ra é inferior à altura real das variações de rugosidade.
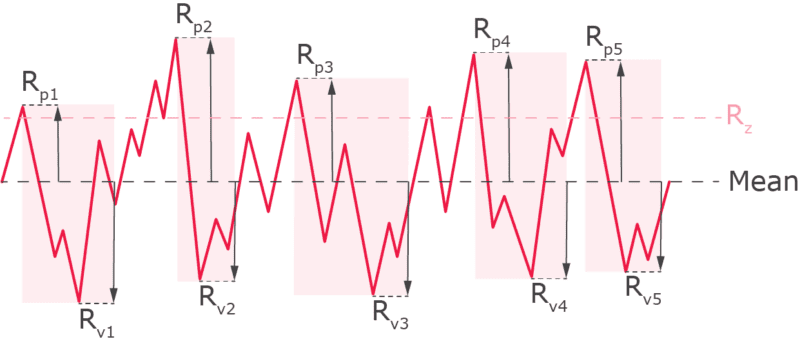
Rz: Altura Máxima Média
Para calcular Rz, o comprimento da avaliação é dividido em cinco comprimentos iguais. Rz é a média das alturas máximas de pico a vale dentro de cada um desses cinco comprimentos de amostragem iguais.
Rz fornece uma representação mais detalhada da rugosidade da superfície em comparação com Ra e é mais sensível aos picos e vales do perfil da superfície. É frequentemente utilizado em indústrias onde os extremos da textura superficial são críticos, como em superfícies de vedação, onde os picos mais altos e os vales mais profundos podem afetar o desempenho de vedações e gaxetas.
Na prática, por conveniência, às vezes é usada uma fórmula aproximada "7,2 x Ra = Rz". No entanto, esta é uma estimativa aproximada e nem sempre precisa.
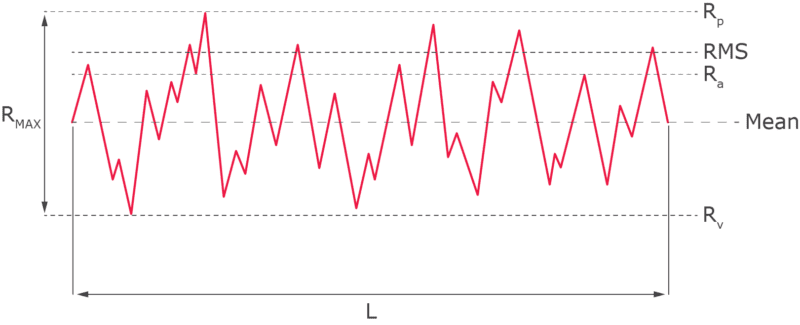
Rp: Altura máxima do pico do perfil
Rp é a altura do pico único mais alto no perfil da superfície medido a partir da linha média dentro do comprimento de avaliação.
Rv: Profundidade máxima do vale do perfil
Rv é a profundidade do vale único mais profundo no perfil da superfície, medida a partir da linha média dentro do comprimento de avaliação.
Rt: Rugosidade Total
Rt é a distância vertical total entre o pico mais alto e o vale mais baixo em todo o comprimento de avaliação.
É útil para o controle geral de qualidade e para garantir que a superfície não apresente desvios extremos.
Rmax: profundidade máxima de rugosidade
Rmax é a maior altura de pico a vale dentro do comprimento de avaliação. Ele analisa a maior diferença de pico a vale dentro de segmentos individuais e, em seguida, o máximo desses segmentos é escolhido.
O Rmax concentra-se na rugosidade localizada mais significativa, útil para aplicações onde áreas específicas da superfície precisam ser controladas de forma mais rigorosa, como em vedações críticas ou superfícies de contato.
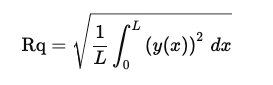
RMS: Rugosidade quadrática média
RMS, também conhecido como Rq, é a média quadrada média dos desvios da altura da superfície da linha média ao longo do comprimento de avaliação. Ele dá mais peso a desvios maiores do que Ra e é particularmente útil para aplicações sensíveis a maiores variações de superfície, como engenharia de precisão e aplicações ópticas.
onde:Rq é o valor RMS da rugosidade.L é o comprimento da medição.y(x) é a vertical distância de um ponto no perfil da superfície até a linha média.
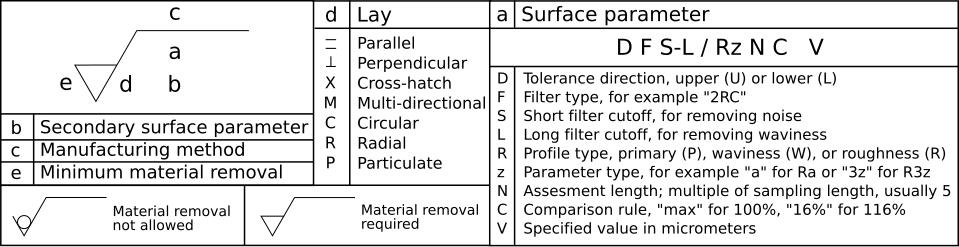
Símbolos de rugosidade
Os símbolos de rugosidade podem ser como marcas de seleção, com a ponta do marca apoiada na superfície a ser especificada. Consulte a tabela abaixo para obter instruções adicionais.
Como obter o acabamento superficial desejado?
Na prática, desde as matérias-primas até a seleção de técnicas de processamento específicas, e até mesmo as condições de usinagem, como a condição da ferramenta e os parâmetros de usinagem, tudo pode afetar enormemente a qualidade da superfície da peça. Desde que seja determinado o material de processamento, para se obter um acabamento superficial ideal, podemos considerar os seguintes aspectos:
O acabamento superficial é altamente dependente do processo utilizado para fabricar a peça. Diferentes processos de fabricação podem produzir resultados variados de rugosidade superficial, conforme mostrado no gráfico de comparação de rugosidade superficial abaixo.
Use materiais de ferramentas de alta qualidade, como metal duro ou diamante, para manter a nitidez das ferramentas de corte. Substitua regularmente ferramentas desgastadas para evitar superfícies ásperas causadas por trepidação e aumento de atrito.
Optimize cutting speeds to minimize the formation of built-up edges. Use lower feed rates and apply shallower cuts to achieve a finer surface finish.
Select appropriate coolants to reduce friction and heat at the cutting interface.
Choose us! Chigocan provide various serviços de acabamento de superfície, including polishing, bead blasting, and grinding, to enhance the smoothness of the surface.
Vale a pena mencionar que, uma vez que o processamento adicional e uma superfície mais lisa implicarão custos adicionais, é crucial que o engenheiro ou projetista não imponha requisitos de rugosidade desnecessariamente rigorosos. Sempre que possível, as especificações de rugosidade devem ser definidas dentro das limitações do processo primário de fabricação.
Como selecionar a rugosidade superficial adequada para usinagem CNC?
Conforme indicado pelo gráfico de comparação de rugosidade superficial mencionado anteriormente, a usinagem CNC pode gerar uma ampla gama de rugosidade superficial. Então, qual tipo de rugosidade superficial é mais adequada para o seu projeto? Vamos descobrir.
Gráfico aproximado de conversão de rugosidade superficial
Números de graus de rugosidade
Sistema Americano - Ra (µin)
Sistema Americano - RMS (µin)
Sistema Métrico - Ra (µm)
Sistema Métrico - RMS (µm)
N12
2000
2200
50
55
N11
1000
1100
25
27,5
N10
500
550
12,5
13,75
N9
250
275
8.3
9.13
N8
125
137,5
3.2
3,52
N7
63
69,3
1.6
1,76
N6
32
35,2
0,8
0,88
N5
16
17.6
0,4
0,44
N4
8
8.8
0,2
0,22
N3
4
4.4
0,1
0,11
N2
2
2.2
0,05
0,055
N1
1
1.1
0,025
0,035
No gráfico acima, os números dos graus de rugosidade (N12, N11, N10, etc.) são frequentemente usados na ISO 1302 para indicar diferentes níveis de rugosidade superficial. Aqui estão alguns graus de rugosidade típicos para usinagem CNC:
Ra 3,2 µm (N8)
Um acabamento superficial Ra 3,2 µm exibe uma superfície moderadamente lisa e é comumente usado como padrão para máquinas comerciais. Este acabamento superficial, embora deixe marcas de corte visíveis, mas não excessivas, é aceitável para a maioria das peças de consumo e fornece uma superfície suficientemente lisa para muitas aplicações.
Ra 1,6 µm (N7)
Um acabamento superficial Ra 1,6 µm representa uma superfície relativamente lisa com marcas de corte mínimas que são quase imperceptíveis. Este acabamento é adequado para superfícies de movimento lento e com leve carga e é ideal para peças de bombas e componentes hidráulicos.
Ra 0,8 µm (N6)
Um acabamento superficial Ra 0,8 µm significa uma superfície extremamente lisa e precisa. É o padrão para muitas aplicações de engenharia de precisão, como componentes aeroespaciais e automotivos.
Ra 0,4 µm (N5)
Um acabamento superficial Ra 0,4 µm fornece um acabamento quase espelhado. Este nível de suavidade requer um esforço significativo para ser produzido e deve ser solicitado apenas quando for uma prioridade máxima. É usado em componentes ópticos, instrumentos científicos e outras aplicações de alta precisão.
Conclusão
O acabamento superficial é um aspecto integrante da fabricação, diretamente influenciado pelos processos utilizados. Impacta significativamente a funcionalidade, estética e durabilidade do produto final. Porém, é importante observar que uma rugosidade superficial menor nem sempre é melhor, portanto o uso prático e o orçamento devem ser considerados.
Como fabricante de processamento completo,Chiggo não apenas aplica uma variedade de processos de fabricação e serviços de acabamento de superfície para atingir padrões rígidos de acabamento de superfície, mas também oferece soluções econômicas adaptadas às necessidades específicas do seu projeto.
Principais conclusões:
Surface finish is defined by three key characteristics: lay, waviness, and roughness. And technical drawings often specify roughness alone, because roughness value is the most representative parameter characterizing surface features.
Ra (average roughness) and Rz (mean roughness depth) are the most frequently specified roughness parameters. In most cases, Ra is less than Rz. A rough estimation for conversion is Rz ≈ 7.2 x Ra.
Don’t forget to pay attention to whether roughness is specified in SI units (micrometers) or English units (micro-inches).
Smoother surfaces are more expensive due to the additional manufacturing processes required. Therefore, specify the roughest acceptable finish to minimize costs.
When selecting surface roughness for CNC machining, you may consider the balance between functionality and cost. Ra 3.2 µm is standard for most commercial parts, Ra 1.6 µm suits precise, slow-moving components, Ra 0.8 µm is ideal for high-precision applications, and Ra 0.4 µm, the smoothest, is used only when top-level smoothness is essential due to its high cost.
In practice, surface roughness values are predetermined, meaning we adhere to a set of standards. ISO standards are widely recognized and applied globally across various industries, while ASME standards are primarily used in the United States. ISO 4287 and ASME B46.1 focus on the measurement and evaluation of surface roughness, whereas ISO 1302 and ASME Y14.36M emphasize the graphical representation on technical drawings.