3D プリントを始めようとすると、すぐにさまざまな 3D ファイル形式に遭遇することになります。最も一般的なのは次の 2 つです。STL そしてOBJ。それらの違いは何ですか?どちらを使用する必要がありますか?この記事では、STL と OBJ を詳細に比較し、それぞれの長所と短所を取り上げます。最終的には、どの形式が自分のニーズに最適であるか、そしてその理由がわかるでしょう。
STLファイルとは何ですか?
STL (光造形または標準テッセレーション言語) は、消費者向け 3D プリンティングの事実上の標準です。これは、ステレオリソグラフィー マシンのモデルを記述する方法として 3D Systems によって 1980 年代後半に導入されました。 STL ファイルはオブジェクトの表面ジオメトリのみを記述し、オブジェクトを小さな三角形のメッシュに分割します。各三角形は、3 つの頂点と外側を指す法線ベクトルによって定義されます。
STL は無駄を省いた形式です。色、テクスチャ、マテリアル データを含まず、オブジェクトの形状のみをキャプチャします。また、単位も含まれていないため、数値がミリメートルを表すかインチを表すかは慣例によって異なります (ほとんどのスライサーはミリメートルを想定しています)。
STL ファイルは、ASCII (テキスト) またはバイナリの 2 つの形式で保存できます。どちらも同じデータを保存しますが、バイナリ バージョンの方がはるかにコンパクトです。実際には、そのシンプルさのため、ほぼすべての 3D プリンタとスライシング ソフトウェアが STL をサポートしています。 Thingiverse などのパブリック ライブラリからモデルをダウンロードする場合、通常は STL 形式で提供されます。ただし、この単純さにはいくつかの制限もあります。これについては後ほど説明します。
OBJ ファイルとは何ですか?
OBJ (Wavefront OBJ と呼ばれることが多い) も広く使用されている 3D ファイル形式で、元々は 1980 年代に Wavefront Technologies によって 3D グラフィック ソフトウェア用に開発されました。現在では、コンピュータ グラフィックスやアニメーションだけでなく、3D プリントでも一般的な形式になっています。
OBJ は、任意の数の頂点を持つポリゴンや、NURBS (Non-Uniform Rational B-Splines) などの滑らかな数学的曲線を保存できるため、複雑なモデルや非常に詳細なモデルを柔軟に処理できます。
OBJ ファイルにはジオメトリ以外のものも含めることができます。多くの場合、オブジェクトの表面の色、マテリアル、テクスチャを定義するコンパニオン .mtl ファイルを参照します。これにより、OBJ はモデルの別々の部分に複数のカラー、マップされたテクスチャ、または異なるマテリアルを保持できます。これが、フルカラー 3D プリント、テクスチャ付き 3D スキャン、およびゲーム デザインや AR/VR などのビジュアル アプリケーションによく選ばれる理由です。
OBJ ファイルは通常、プレーンテキストです。頂点、テクスチャ座標、法線をリストし、それらの点を参照して面を定義します。この構造により、形式の検査や編集が比較的容易になりますが、バイナリ STL に比べてファイル サイズが大きくなり、処理が遅くなります。
STL と OBJ: 違いは何ですか?
STL と OBJ の主な技術的な違いを詳しく見てみましょう。
幾何学表現
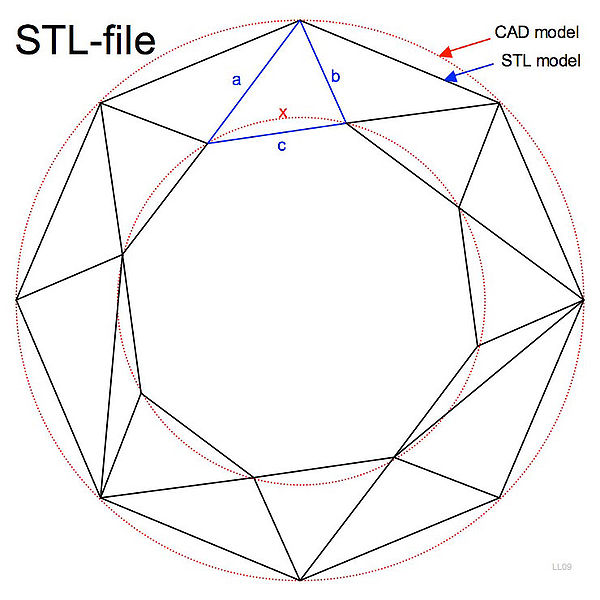
STL と OBJ はどちらもポリゴン メッシュ フォーマットですが、ジオメトリの扱い方が異なります。 STL はすべてのサーフェスを三角形で表すため、曲線は常に多くの小さなファセットによって近似されます。たとえば、STL の球は、数百または数千の三角形から構築されます。三角形が十分に小さい場合にのみ、滑らかに見えます。
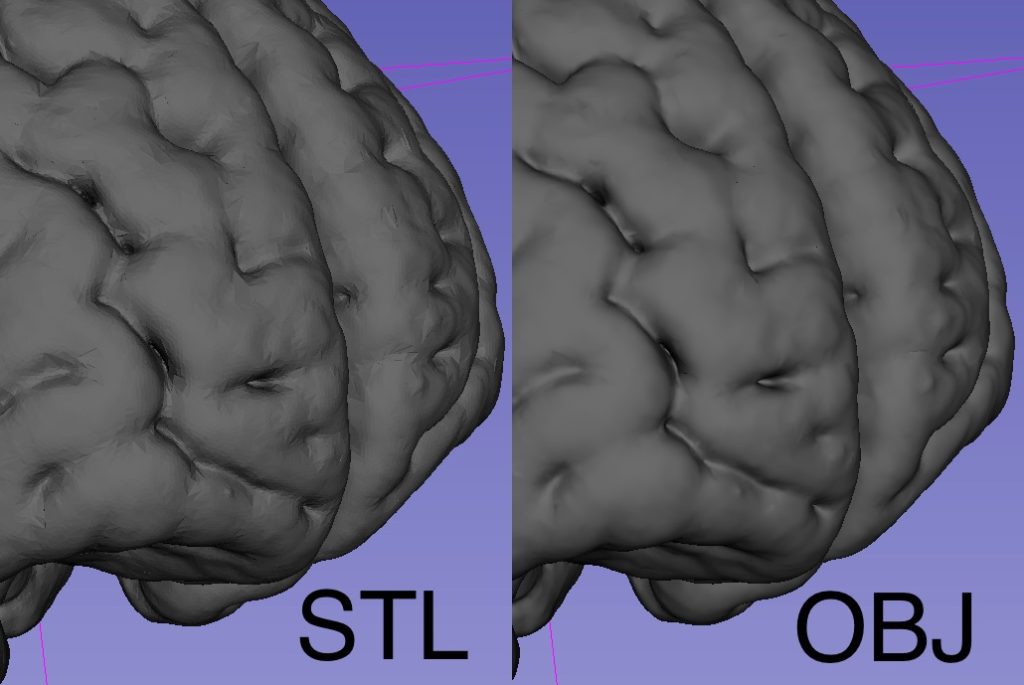
OBJ は三角形に限定されません。 3 つ以上の頂点を持つポリゴンを保存でき、NURBS (Non-Uniform Rational B-Splines) などの滑らかなサーフェスを定義することもできます。理論的には、これにより正確な曲線が可能になります。実際には、ほとんどの OBJ ファイルは依然として三角メッシュとしてエクスポートされ、スライサーはとにかくカーブをファセットに変換します。したがって、技術的には OBJ の方が優れていますが、一般的な 3D プリントでは、メッシュ解像度が高い限り、最終結果は通常 STL と同じになります。
ファイル構造
STL ファイルは基本的に三角形の長いリストです。 ASCII 形式では、各三角形は 3 つの頂点と法線ベクトルで書き出されます。これは、同じ座標が頻繁に繰り返されることを意味します。バイナリ STL は、同じデータをコンパクトな 50 バイト形式で保存します。 STL ファイルには通常、オブジェクトが 1 つだけ含まれるため、エクスポート前にマルチパート モデルを個別のファイルに分割するか、マージする必要があります。
対照的に、OBJ ファイルは頂点を面から分離します。最初にすべての一意の頂点座標をリストし、次にそれらを参照して面を定義します。これにより重複が回避され、ASCII STL よりも効率的になります。 OBJ には、テクスチャ座標、法線、グループ面を 1 つのファイル内の複数の名前付きオブジェクトに含めることもできます。マルチオブジェクト モデルを処理できるこの機能が、OBJ がグラフィックスや複雑なアセンブリで広く使用されている理由の 1 つです。
単位とスケール
STL も OBJ もユニット情報を確実に保存しません。 STL には完全に単位がありません。 OBJ にはスケール データが含まれる場合がありますが、標準化されていないため、無視されることがよくあります。その結果、モデルが間違ったサイズでインポートされる可能性があります。たとえば、インチで設計されたものは、スライサーがミリメートルを想定している場合、25.4 倍小さく見える可能性があります。ほとんどのスライサーはデフォルトでミリメートルに設定されているため、インポート時にスケールを再確認することが常に最善です。 3MF や STEP などの新しい形式はユニットを埋め込むことでこの問題を解決しますが、STL や OBJ では慣例に依存します。
マテリアルとテクスチャのサポート (カラーとモノクロ)
STL と OBJ の最大の違いの 1 つは、色とマテリアルを処理できることです。 STL ファイルは純粋にジオメトリであり、色、テクスチャ、マテリアルのプロパティは保存されません。モデルが CAD でどのように見えるかに関係なく、STL としてエクスポートすると、単一の均一なメッシュになります。これは、一度に 1 色で動作するほとんどのプリンタでは問題ありませんが、複数色または複数の素材で印刷する場合には明らかな制限になります。
一方、OBJ には豊富な外観データを含めることができます。 .obj ファイルと並行して、通常は .mtl ファイルが存在し、場合によってはテクスチャ イメージが存在し、それらが一緒になってモデルの外観を定義します。これは、OBJ がさまざまなパーツまたはフル テクスチャ マップのソリッド カラーを保持できることを意味し、フルカラー 3D プリントやテクスチャ付き 3D スキャンの共有に最適な選択肢になります。このため、美術や歯科などの分野のハイエンド プリンタやスキャナは OBJ に依存することがよくあります。唯一の問題は、テクスチャが埋め込まれていないことです。 OBJ を共有する場合は、.obj、.mtl、および画像ファイルを一緒に含める必要があります。これらのファイルを圧縮するのが、ファイルの欠落を防ぐ最も簡単な方法です。それにもかかわらず、外観が重要な場合には OBJ がより良い選択肢である一方、単一材料のパーツには通常 STL だけで十分です。
ファイルサイズと効率
ASCII STL は、三角形ごとに頂点座標を繰り返すため、最も効率が低くなります。これにより、詳細なモデルがすぐに大きくなってしまいます。バイナリ STL の方がはるかに優れています。各三角形は固定の 50 バイト ブロックに格納されるため、ファイル サイズは三角形の数に直接応じて拡大され、通常は管理しやすい状態に保たれます。 OBJ はテキストベースではありますが、各頂点を一度リストしてからそれを参照することで重複を回避します。これは、ASCII OBJ が実際には、同じメッシュの ASCII STL よりも小さくなる可能性があることを意味します。純粋なジオメトリの場合、バイナリ STL と OBJ はほぼ同じになりますが、ASCII STL は明らかに外れ値です。
OBJ がマテリアルとテクスチャを運ぶ場合、画像ファイルのためにパッケージの合計サイズが大きくなります。非常に大きな OBJ は、バイナリ STL よりもロードが遅くなる可能性があります。しかし、日常的に使用する場合、その違いはわずかです。ほとんどのホビー モデルは、いずれにしても数メガバイトしかありません。ジオメトリだけが必要な場合は、バイナリ STL はコンパクトで、ロードが迅速です。色やテクスチャが必要な場合は、OBJ を追加サイズにする価値があります。どちらの場合も、ファイルを ZIP に圧縮すると大幅に圧縮されるため、保存や共有が問題になることはほとんどありません。
ソフトウェアの互換性とサポート
STL は 3D プリントのデフォルトです。すべてのスライサーが STL を受け入れ、Thingiverse などのリポジトリは主に STL ファイルを配布します。 OBJ は最新のスライサーでもサポートされており、モデルに複数のパーツまたは色が含まれている場合に便利です。 Fusion 360 や SolidWorks などの CAD プログラムでは、STL が印刷用の標準エクスポートです。 Blender や Maya などのデジタル ツールは、特にモデルの色やマテリアルを維持する必要がある場合に、OBJ をよく使用します。
印刷以外では、STL はグラフィックスではほとんど使用されていませんが、OBJ はゲーム、アニメーション、AR/VR では依然として一般的な交換フォーマットです。印刷サービスは通常、単色ジョブの場合はデフォルトで STL を使用しますが、フルカラーまたはマルチマテリアルの印刷では OBJ を要求する場合があります。どちらの形式も MeshLab や Blender などのツールで簡単に変換できるため、ロックインされることはありません。
STLとOBJの長所と短所
STL と OBJ の主な技術的な違いについて説明しました。ここで一歩下がって全体像を確認してください。各フォーマットには、特定の状況では長所があり、他の状況では制限があります。比較を明確にするために、特に 3D プリントにおける STL と OBJ の主な長所と短所をまとめてみましょう。
形式 長所 短所 STL 3D プリンタとスライサーで広くサポートされています。シンプルで信頼性が高く(ジオメトリのみでエラーが少ない)、バイナリ形式で保存するとコンパクトになります。ほぼすべての CAD ソフトウェアから簡単に生成できます。 カラー、テクスチャ、マテリアルはサポートされていません メタデータ (名前、単位、階層) はありません 単一オブジェクト モデルに限定されています 曲線は三角形でのみ近似されています (詳細を求めるための大きなファイル) 生のメッシュ データであるため、編集が困難です OBJ カラー、テクスチャ、マテリアルをサポート グラフィックス、CAD、ゲーム エンジンで幅広くサポート 複数のオブジェクトを 1 つのファイルに保存可能 よりスムーズなジオメトリ オプションにより、三角形を超えたポリゴンを使用可能 検査/デバッグ用の人が判読できる形式 大きなモデルではファイル サイズが大きくなり、処理が遅くなります。複数のファイル (.obj + .mtl + テクスチャ) の管理が必要です。アニメーション/シーン データはありません。高度なグラフィックスのニーズに対して時代遅れであるため、信頼できるユニットのメタデータがありません。高精度CADでは「非可逆」バイナリSTLよりもコンパクト
3D プリントにはどの形式を使用する必要がありますか?
ほとんどの 3D プリント プロジェクトでは、特に初心者の場合、STL が安全なデフォルトです。ジオメトリのみを保持し、すべてのプリンターとスライサーで動作し、ワークフローをシンプルに保ちます。
ただし、OBJ の方が適切な選択肢となるシナリオもあります。
フルカラーまたはマルチマテリアル印刷: OBJ は、頂点カラー、テクスチャ、または複数のシェルを 1 つのファイルに保存します。これは、カラー対応プリンタまたは複数材料セットアップ (デュアル押出機など) に役立ちます。
テクスチャを使用した 3D スキャン: スキャンされたモデルには、詳細な表面の色が含まれることがよくあります。 OBJ として保存すると、テクスチャがそのまま保持されるため、表示とフルカラー印刷の両方に役立ちます。
マルチパーツアセンブリ: OBJ は、複数のパーツを正しい位置に並べて 1 つのファイルに保存できます。これにより、デュアルマテリアルまたはマルチコンポーネント設計のスライスが簡素化されます。
デュアルユース: モデルが印刷とレンダリングまたはゲーム エンジンの両方に使用される場合、OBJ はマテリアルとジオメトリを 1 つのファイルに保存して、重複したエクスポートを回避できます。
大きな ASCII メッシュ: ASCII のみが使用されるまれなワークフローでは、頂点参照により OBJ が ASCII STL よりも小さくなることがあります (ただし、ここでは通常バイナリ STL の方が優れています)。
STL の制限を克服するために専用に構築された新しいファイル形式があることは注目に値します (3D プリント用の AMF や 3MF など)。たとえば、3MF では、色、マテリアル、複数のオブジェクト、ユニットをすべて 1 つのコンパクトなファイルに含めることができます。
結論
この記事では、STL と OBJ を紹介し、その中心的な機能を説明し、3D プリントにおけるそれぞれの長所と限界を比較しました。どちらの形式も今でも広く使用されており、STL または OBJ をいつ選択するかを理解することは、ワークフローを合理化し、より良い結果を得るのに役立ちます。
Chiggo では、3D プリント、CNC加工 、射出成形など。ラピッドプロトタイプが必要な場合でも、量産部品が必要な場合でも、当社のチームは設計から納品までお客様のプロジェクトをサポートできます。今すぐお問い合わせいただくか、CAD ファイルをアップロードすると、無料で義務のない見積もりが表示されます。