FDM 3D プリンティングとは何ですか?
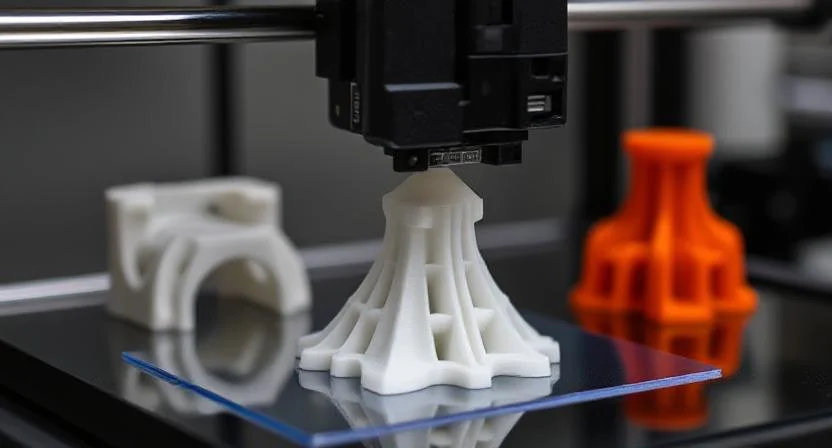
溶融堆積モデリング (FDM) は、材料押し出し 3D プリンティング プロセスです。熱可塑性フィラメントを加熱したノズルに送り込むことで機能し、フィラメントが溶けてプログラムされたツールパスに沿って層ごとに堆積され、部品が構築されます。基本的に、FDM プリンタはコンピュータ制御のホットグルーガンと同じように機能し、溶融プラスチックの薄いビーズを押し出し、すぐに固まって 3 次元オブジェクトを形成します。
FDM は、特に消費者および教育レベルで最も広く使用されている 3D プリンティング方法です。世界中で最大のプリンター設置ベースを誇るため、3D プリンティングについて話すときに人々が最初に思い浮かべるプロセスはこれです。という用語も目にすることがあります溶融フィラメント製造 (FFF) 互換的に使用されます。 「FDM」は Stratasys が所有する商標であるため、オープンソース 3D プリンティング コミュニティは中立的な代替案として「FFF」を採用しました。実際には、どちらの用語も同じ押出ベースのプロセスを指します。
この記事では、FDM の長所と短所、デスクトップと産業用マシンの違いなど、FDM の基本について説明します。また、一般的な印刷用プラスチックと FDM が最適な状況についても説明します。
FDM の簡単な歴史
FDM は現在最も一般的な 3D プリンティング方法ですが、最初に発明されたわけではありません。実際、これはステレオリソグラフィー (SLA) と選択的レーザー焼結 (SLS) の両方を経て誕生しました。 Scott Crump は、SLA の 3 年後、SLS から 1 年後の 1989 年に最初の FDM 特許を申請し、妻の Lisa とともに Stratasys を設立してテクノロジーを市場に投入しました。
1990 年代を通じて、Stratasys は主要な特許を保持し、FDM を主に産業用プロトタイピングに位置付けました。大きな変化は 2005 年に、自己複製プリンターの作成を目的とした Adrian Bowyer によるオープンソース イニシアチブである RepRap (Replicating Rapid Prototyper) プロジェクトによって起こりました。 2009 年に FDM の中核特許が期限切れになると、この動きにより MakerBot、Ultimaker、Prusa Research などの企業が台頭し、愛好家や教育者にとってデスクトップ プリンタを手頃な価格で提供できるようになりました。
2010 年代までに、Stratasys の産業用システムと、オープンソース運動に触発された企業の家庭用プリンターが連携して、FDM が世界で最も広く使用されている 3D プリンティング テクノロジーとして確固たる地位を確立しました。
デスクトップと産業用 FDM プリンタの比較
今日、この進化により、プロの生産用の産業用システムと消費者および教育者用のデスクトップ プリンタという 2 つの主要なマシン カテゴリが誕生しました。それらの主な違いを以下にまとめます。
財産 産業用FDM デスクトップFDM 標準精度 ±0.2~0.3mm程度 ±0.2~0.5mm程度 一般的な層の厚さ 0.15~0.3mm 0.1~0.25mm 最小壁厚 ~1mm ~0.8~1mm 最大ビルドボリューム 大型(例:900×600×900mm) 中型(例:200×200×200mm) 共通材質 ABS/ASA、PC、ナイロン、ウルテム PLA、ABS、PETG、TPU サポート材 分離性と溶解性 同一材料または可溶性(デュアル押出機) 生産能力 低~中。反復可能なバッチ 低い;プロトタイプとワンオフ品 機械コスト 50,000ドル以上 500ドル~5,000ドル
FDM の仕組み: 段階的なプロセス
FDM プリンタは、次の手順を通じてデジタル デザインを物理的なオブジェクトに変換します。
3Dモデリング: このプロセスは、通常 CAD ソフトウェアで作成されるか、3D ライブラリからダウンロードされるデジタル モデルから始まります。モデルは次のような形式でエクスポートされますSTL または OBJ。オブジェクトのジオメトリを定義します。
スライス: スライシング ソフトウェアは 3D モデルを 2 次元レイヤーのスタックに変換し、プリンターが従うツールパスを生成します。また、オーバーハングに必要なサポートを追加し、印刷命令を含む G コード ファイルを出力します。層の高さ、印刷速度、充填密度、サポートの配置などの主要な設定はこの段階で選択され、印刷の品質と持続時間に直接影響します。
プリンターのセットアップ: フィラメント スプールは押出機に装填され、ホットエンドに向かって材料が供給されます。ビルドプレートは、最初の層が適切に接着されるように洗浄および平坦化され、ABS などの材料の場合は通常、反りを抑えるために予熱されます。
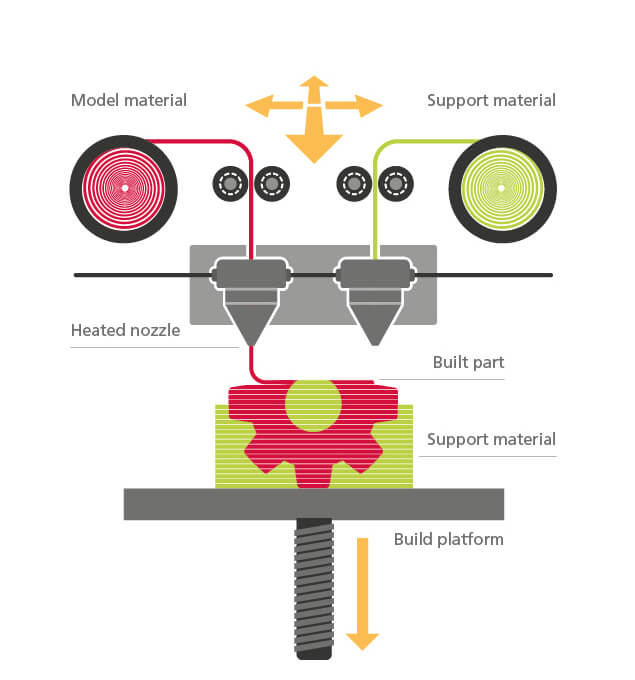
加熱、押出、層の堆積: ノズルが目標温度に達すると、押出機がフィラメントを加熱されたヘッドに押し込み、そこでフィラメントを溶かします。押出ヘッドは 3 軸モーション システム (X、Y、Z) に取り付けられており、造形領域全体にわたってノズルを正確にガイドします。ヘッドが動くと、所定の経路に沿ってビルド プレート上に溶融プラスチックの細いストランドが押し出されます。
新しい層はそれぞれ、前の層の上に堆積されます。材料はすぐに冷えて固まります。多くの場合、特に PLA などの材料の場合、押出ヘッドの近くに取り付けられた冷却ファンによってこのプロセスが加速されます。より広い領域を塗りつぶすために、ノズルは層が完成するまで複数回パスします。次に、造形プラットフォームが下降するか、押出ヘッドが 1 層の高さ分上昇し、機械は次の層を開始します。このサイクルは、部品全体が構築されるまで数百回または数千回繰り返されます。
材料はほぼ即座に冷えて固化します。PLA などの材料では、ファンの助けを借りてより速く冷却することがよくあります。領域を塗りつぶすために、マーカーで形状に色を付けるのと同じように、ノズルは複数のパスを実行します。層が完成すると、構築プラットフォームが下がるか、または押出ヘッドが 1 層の高さだけ上昇し、このプロセスが繰り返されます。部品は完全に形成されるまで、層ごとに下から構築されます。
サポート構造: オーバーハングやブリッジの場合、プリンターはサポートされていない部分が崩れないようにサポート材を生成します。これらのサポートは、同じプラスチックに印刷して後で切り離すことも、プリンターに複数のノズルがある場合は二次溶解性フィラメントに印刷することもできます。
後処理: 最終層が堆積されると、部品は冷却され、ビルド プレートから取り外されます。ほとんどの FDM プリントでは、サポートを除去するだけで済みますが、より滑らかな表面やパフォーマンスの向上が必要な場合は、追加の仕上げステップを適用できます。
FDM 部品の一般的な後処理方法には次のものがあります。
サンディングと研磨 - 目に見える層のラインを滑らかにし、塗装のための表面を準備します。
下塗りと塗装 – 色を追加し、表面の美しさを向上させます。
冷間圧接 – 溶剤 (ABS の場合はアセトンなど) または接着剤を使用して部品を接着したり、継ぎ目をシールしたりします。
蒸気平滑化 – 部品を溶剤蒸気にさらし、外面をわずかに溶かして光沢のある仕上げを行います。
エポキシ コーティング – 薄い樹脂層を塗布して隙間を埋め、強度を高め、部品の防水性を高めます。
金属メッキ – 耐久性、導電性、または視覚効果のために金属表面層を追加します。
FDM のメリットとデメリット
長所
FDM は、一般に、機械価格と材料コストの両方の点で最も手頃な 3D プリンティング方法です。デスクトップ ユニットの価格はわずか数百ドルから数千ドルであり、多くの産業用 FDM システムでも、SLA または SLS の同等品よりも安価です。フィラメントは安価で、多くのブランドや種類が広く入手可能であり、入手も簡単です。この参入障壁の低さにより、教室、研究室、中小企業が FDM にアクセスできるようになります。
FDM は、設計の迅速な反復に優れています。部品は数分から数時間で印刷できるため、チームはコンセプトから物理的なプロトタイプまで一晩で完成させることができます。長い硬化または冷却サイクルを必要とする方法と比較して、FDM はリードタイムを短縮し、製品開発を加速します。
FDM は、PLA、ABS、PETG などの一般的で手頃な価格のオプションから、ナイロン、ポリカーボネート、TPU などのエンジニアリンググレードの材料、さらには産業システムでの ULTEM や PEEK などの高性能ポリマーに至るまで、幅広い熱可塑性プラスチックをサポートしています。この多用途性により、エンジニアは最終製品の性能要件に厳密に一致する材料を選択できます。
バットやベッドの寸法によって制限される樹脂や粉末ベースのシステムとは異なり、FDM マシンはフレームとモーション システムを拡大するだけで拡張できます。この拡張性により、FDM はサイズに対するコストの点で明確な利点が得られ、自動車部品や建築モデルなどの大型プロトタイプを製造するための実用的なソリューションになります。
FDM プリンタの操作は簡単です。フィラメントをロードし、印刷を開始し、完了したらパーツを取り外します。洗浄、硬化、化学薬品の取り扱いが必要な樹脂印刷とは異なり、後処理は通常、サポートの取り外しに限定されます。多くの FDM 部品はすぐに使用でき、追加の仕上げは特定の材料または用途にのみ必要です。もう 1 つの利点は、色の柔軟性です。幅広い色合いのフィラメントを利用できるため、多くの場合、樹脂プリントで通常必要となる追加の塗装をせずに、モデルを最終的な外観でプリントできます。
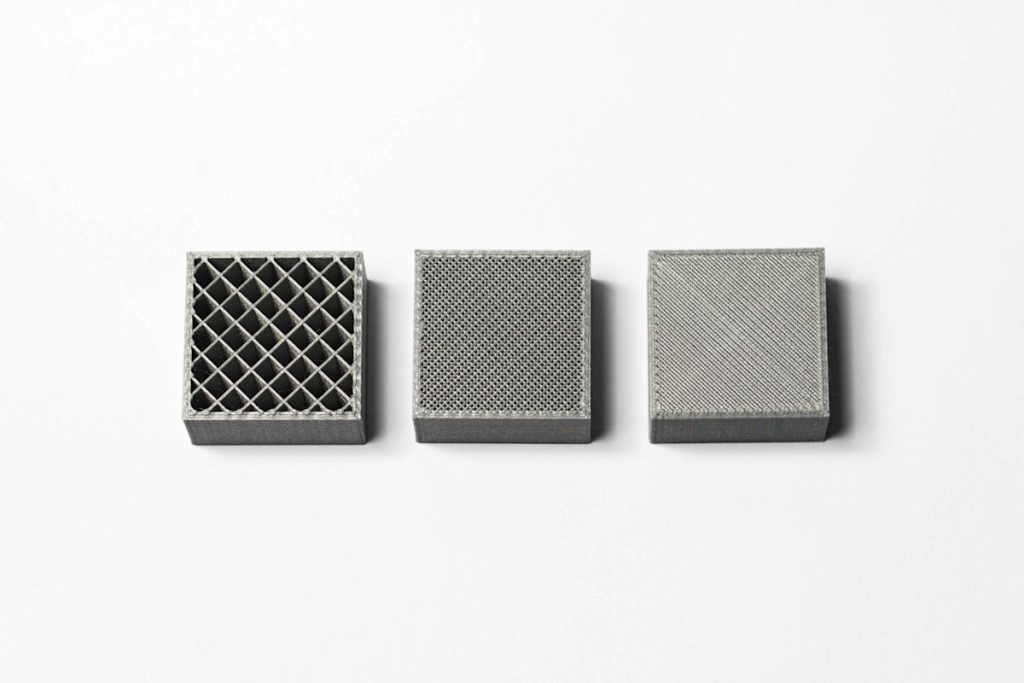
FDM によりユーザーは調整できるようになります充填密度 そしてシェルの厚さ 、印刷時間、材料消費量、機械的パフォーマンスのバランスを保ちます。この調整可能性は、部品を軽量のプロトタイプとして、またはより強力な機能コンポーネントとして最適化できることを意味します。ハイエンドのシステムでは、溶解可能なサポート材料も利用できるため、複雑な形状の取り扱いが容易になり、後処理が簡素化されます。
FDM では、必要な場所に正確に溶融および堆積されるフィラメントを使用するため、印刷中に原材料がほとんど無駄になりません。これは、未使用の粉末の取り扱いが必要で、複数のサイクル後に劣化する可能性がある SLS や MJF などの粉末ベースの方法とは対照的です。サポート構造を最小限に抑えるか排除するスマートな設計により、FDM は材料の使用効率をさらに高めることができます。
短所
FDM は、目に見えるレイヤー ラインを使用してオブジェクトを構築します。細かい設定 (~0.1 ~ 0.2 mm) であっても、曲面には「階段状」効果が表示されます。最小フィーチャー サイズはノズル直径 (多くの場合約 0.4 mm) によって制限されるため、非常に細かい詳細や精密な適合を実現するのは困難です。その結果、プロ品質の外観や精度を得るには後処理が必要になることがよくあります。ねじ山にはタッピングが必要な場合があり、穴にはリーミングが必要な場合があり、研磨仕上げのために表面にはサンディング、塗装、または蒸気による平滑化が必要な場合があります。 FDM は、追加のシーリングなしで完全に防水または気密な部品を製造することにも苦労しています。
パーツはレイヤーごとに作成されるため、FDM プリントは異方性があり、Z 軸に沿って著しく弱くなります。層間の結合は層内よりも強固ではないため、構築方向に垂直に加わる応力によって部品が割れたり剥離したりする可能性が高くなります。これにより、部品の向きと充填が慎重に最適化されない限り、機械的に重要な用途での性能が制限されます。
冷却中の熱収縮により、パーツが反り、エッジがビルド プレートから剥がれたり、薄い部分が曲がったりする可能性があります。 ABS とナイロンは特にこの傾向があり、多くの場合、加熱ベッドまたは密閉されたチャンバーが必要になります。たとえキャリブレーションを行ったとしても、高い寸法精度を達成することは難しく、公差は通常約 ±0.1 ~ 0.3 mm です。正確にフィットさせるために、穴や細かい部分の調整や機械加工が必要になることがよくあります。
FDM プリンタには、約 45° より急なオーバーハングや長いブリッジのためのサポート構造が必要です。これらのサポートは材料を追加し、印刷時間を延長し、除去すると傷が残る可能性があります。複雑な内部形状は、サポートが内部に閉じ込められるため、印刷できない場合があります。溶解可能なサポートを備えたデュアル押出機は柔軟性を向上させますが、コストがかかり、依然として除去手順が必要です。
FDM は多くの熱可塑性プラスチックをサポートしていますが、依然としてそのクラスの材料に限定されています。金属やフルセラミックには直接印刷できません。 PEEK や ULTEM などの高性能ポリマーは非常に高いノズルとチャンバー温度を必要とするため、特殊な産業用機械でのみ使用できます。その結果、各 FDM プリンタは材料スペクトル全体のサブセットのみを処理できます。
FDM システムはシンプルでコスト重視の設計のため、ユーザーは一貫した品質を達成するためにベッドのレベリングやノズルの高さなどの設定の微調整に時間を費やすことがよくあります。機械的な動作に大きく依存しているため、ベルトの張力の調整、レールの潤滑、押出機の洗浄、ノズルやホットエンドなどの部品の交換など、定期的なメンテナンスが必要になります。
印刷品質はフィラメントの品質に大きく依存します。フィラメント直径の寸法公差が不十分であったり、組成が一貫していなかったりすると、押出成形の問題が発生する可能性があります。さらに、ほとんどのフィラメントは吸湿性があります。適切に保管しないと、空気中の湿気を吸収し、印刷中に気泡が発生したり、表面仕上げが悪くなったり、層の接着力が弱くなったりすることがあります。
FDM印刷で使用される一般的な材料
プラスチック業界の数十年にわたる発展により、さまざまな製品が生み出されてきました。ポリマーフィラメント 、日常的に使用されるプラスチックから特殊なエンジニアリングポリマーまで。
人民解放軍 デスクトップ FDM プリンタで最も人気のあるフィラメントです。これは生分解性プラスチック (多くの場合、コーンスターチベース) であり、印刷が容易で、詳細と表面品質が良好な部品を製造できます。より高い靭性と耐熱性が必要な場合、ABS 通常は選択です。ただし、ABS は反りやすいため、コーナーの浮きを防ぐために加熱されたベッドまたはチャンバーが必要になることがよくあります。
もう 1 つの一般的な代替手段は、PETG、 PLA の印刷の容易さと ABS の耐久性を組み合わせたものです。強度、柔軟性、耐薬品性のバランスが優れています。
産業用FDM機 一方、主に次のようなエンジニアリング熱可塑性プラスチックを使用します。ABS 、ポリカーボネート(PC) 、 そしてウルテム (PEI) 。これらの材料には、その特性を強化するための添加剤が含まれることが多く、高い衝撃強度、熱安定性、耐薬品性、さらには生体適合性を必要とする要求の厳しい用途に適しています。
以下の表は、最も一般的な FDM 印刷材料の主な長所、短所、および一般的な用途をまとめたものです。
材料 長所 短所 一般的なアプリケーション 人民解放軍 印刷が簡単。素晴らしいディテールと表面仕上げ。バイオベースで反りも最小限。 脆い;耐熱性が低い(約60℃で変形する)。耐荷重部品には最適ではありません。 ビジュアルプロトタイプ、モデル、教育、趣味のプロジェクト ABS 強くて耐久性があります。より高い耐熱性 (~100 °C)。後処理が可能です(アセトン平滑化など)。 加熱されたベッド/チャンバーがないと反りやすくなります。煙が発生します(換気が必要)。 PLAよりも印刷が若干難しいです。 機能的なプロトタイプ、エンクロージャ、自動車部品、消費者向け製品 PETG 優れた強度と層の密着性。反りが少なく簡単に印刷できます。耐湿性と耐薬品性。多くの場合、食品に安全です。 ABSよりもわずかに剛性が低い。設定が調整されていないと、表面に糸が張ってしまう可能性があります。 機能部品、容器、機械部品、家庭用品 ナイロン(PA) 高い引張強度と靭性。耐摩耗性と耐薬品性。ある程度の柔軟性(ヒンジ用)と優れた耐久性。 湿気を吸収します (フィラメントは乾燥した状態に保つ必要があります)。反りを軽減するには、高い印刷温度と筐体が必要です。 ギア、ベアリング、クリップ、治具および治具、構造試作品 TPU(フレックス) 非常に柔軟で弾力性があり、ゴムのような部品を作成できます。衝撃吸収性が良い。 高速で正確に印刷するのが難しい (低速の印刷が必要)。柔らかいフィラメントは、フレキシブル用に設計されていない一部の押出機では詰まる可能性があります。 ガスケット、シール、電話ケース、ホイール/タイヤ、医療モデル ポリカーボネート(PC) 優れた衝撃強度。より高い耐熱性 (~110 °C)。タフな機能部品に最適です。 高いプリンター温度が必要です。冷却が速すぎると、反ったり割れたりする可能性があります。通常は、密閉型の工業グレードのプリンタが必要です。 産業用工具、保護ハウジング、自動車部品 PEI/ウルテム 高性能: 重量比強度が高く、難燃性があり、最大 170 °C まで使用できます。航空宇宙、自動車に使用されます。 非常に高価な材料。極端な温度要件があるため、ハイエンドのマシンでのみ印刷します。 航空宇宙部品、自動車内部部品、医療機器
FDM を使用する場合
ここで説明した長所と制限を考慮して、他の方法と比較して FDM が最適な選択肢となる典型的なケースをいくつか示します。
コストまたは速度が主な関心事です。 プロトタイプを迅速かつ安価に必要とする場合、FDM に勝るものはありません。多額の費用をかけずに、CAD から物理部品までを 1 日で完了できます。完璧さよりも手頃な価格で反復できることが重要な、初期段階のプロトタイピング、学生プロジェクト、趣味の製作に最適です。
パーツのサイズが大きい: 大判 FDM プリンタは、樹脂バットやパウダー ベッドでは非常にコストがかかるか不可能な部品を処理できます。建築モデル、フルサイズのケーシング、または大きな機能プロトタイプを考えてみてください。FDM はより簡単に、より低コストでスケールアップできます。
本物のプラスチックの機能的なプロトタイプ: プロトタイプを製造用のプラスチック部品のように動作させる必要がある場合 (たとえば、破損することなく曲げる必要があるクリップや、熱に耐える必要があるマウントなど)、ABS、PC、またはナイロンを使用した FDM が最適です。これらの部品は、樹脂プリントが失敗する可能性がある作業条件で穴あけ、ネジ止め、テストが可能です。
カスタムツール、治具、または交換部品: FDM は、特定のニーズに合わせたワンオフ部品または少量部品の製造を得意としています。組み立て用のカスタム治具?機器の交換用ノブ?一晩印刷して実行します。多くの中程度の用途では、FDM プリントは実際の最終用途部品として機能します。
教育環境と家庭環境: FDM は、教室、メーカースペース、家庭で最もユーザーフレンドリーで安全な 3D プリント オプションです。 PLA および同様のフィラメントは扱いやすいため、学習者は設計とエンジニアリングに集中できます。部品あたりのコストが低いため、実験と反復も促進されます。
後処理を最小限にする必要がある場合: 余分な作業をほとんどせずに、プリンタから直接部品を入手する必要がある場合は、FDM が適しています。サポートを取り外すだけで、部品を取り扱う準備が整います。デモやワークショップでは、この即時性により FDM が特に実用的になります。
Chiggo の FDM 3D プリント サービス
Chiggo offers on-demand FDM 3D printing for both prototypes and production runs. We can deliver high-quality FDM parts in just a few days. CAD ファイルをアップロードする すぐに見積もりを受け取ることができます。詳細について、またはお客様の要件について当社チームと話し合う場合は、今すぐお問い合わせください。