3D プリントはデジタル モデルを実際の物理的なオブジェクトに変換します。そのプロセスは通常、STL ファイルから始まります。このガイドでは、STL ファイルとは何か、STL ファイルを独自に作成する方法、またはオンラインで既製のファイルを見つける方法、Cura や PrusaSlicer などのスライサー ソフトウェアを使用して印刷用に準備する方法、および適切な結果を達成するための実践的なヒントについて学びます。
STLファイルとは何ですか?

STL は、Standard Tessellation Language (Standard Triangle Language とも呼ばれます) の略です。最初は初期のステレオリソグラフィ ソフトウェアで使用されましたが、現在ではほぼすべての 3D プリンタの標準形式になっています。
STL ファイルは、3D プリンタやスライシング プログラムが読み取ることができるデジタル ファイル形式です。オブジェクトの外形のみを定義し、色、テクスチャ、マテリアルなどの追加情報は保存しません。
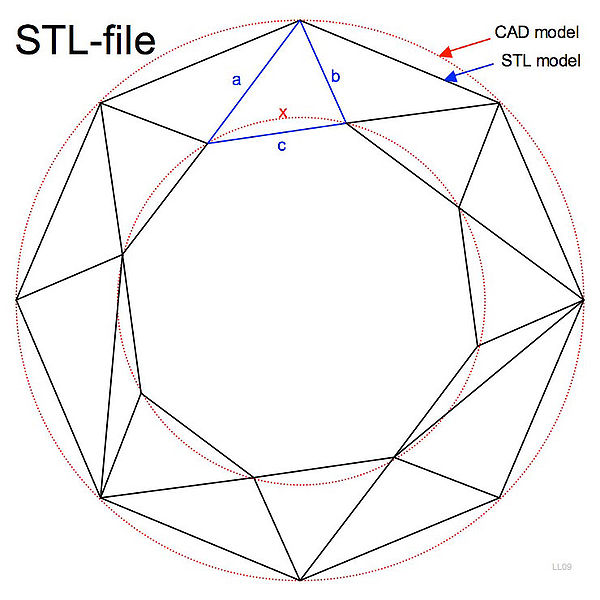
これを行うために、STL ファイルは、オブジェクトを小さなタイルで覆うのと同じように、3D モデルの表面を小さな接続された三角形に分割します。三角形の数が多いほどファイルの解像度が高くなり、曲面がより滑らかでリアルに見えます。三角形の数が少ないと、ファイルが小さくなり、処理が速くなりますが、曲線が多面的または「ブロック状」に見える場合があります。印刷する前に、STL は G コード (プリンターが実際に従うステップバイステップの指示) に変換されます。
3D プリントに STL を使用する理由
ほぼすべてのプリンタとスライシング プログラムは、追加の手順を行わずに STL ファイルを読み取ることができます。この形式の三角形ベースのジオメトリにより、スライサー ソフトウェアは 3D モデルを印刷可能なレイヤーに簡単に変換できます。同時に、STL ファイルは広くサポートされています。ほとんどの CAD プログラムは独自のネイティブ形式を使用していますが、ほぼ常に STL にエクスポートできるため、STL が設計ツールとプリンタの間の共通言語になります。もう 1 つの実用的な利点はサイズです。STL はサーフェス ジオメトリのみを保存し、色やテクスチャなどの詳細は省略するため、ファイルは一般にコンパクトで共有が簡単です。
(色やテクスチャなどの追加データを保持できる OBJ などの他の形式も見つかるかもしれません。 2 つを比較するには、以下をご覧ください。STL 対 OBJ。)
STL ファイルの長所と短所
他の形式と同様に、STL にも欠点があります。以下の表は、主な長所と短所の概要を明確に示しています。
| 長所 | 短所 |
| ほぼすべての CAD プログラム、スライサー、3D プリンターと互換性があります。 | 色、テクスチャ、またはマテリアルの情報を保存できません。 |
| ファイルサイズが小さいため、共有やアップロードが簡単です。 | 単位、公差、設計履歴などのメタデータは含まれません。 |
| さまざまなオブジェクトの形状を表現できます。 | 元の CAD ファイルで作業する場合と比較して、エクスポート後に編集するのは困難です。 |
| シンプルな三角形メッシュは、スライス ソフトウェアの処理が高速です。 | 三角形の解像度が低すぎると、曲面がファセットのように見える場合があります。 |
3D プリント用の STL ファイルを作成するにはどうすればよいですか?
STL ファイルを入手するには、自分でデザインするか、既製のモデルをオンラインでダウンロードします。どのパスを選択するかは、オリジナルなものが必要なのか、それとも単に印刷を簡単に開始する方法が必要なのかによって異なります。
オプション 1: 独自の STL ファイルを設計する
STL ファイルを作成するプロセスは、通常、次の 3 つの簡単な手順に従います。
- CAD ツールを選択してモデルを設計します。印刷できるように、モデルがしっかりしていて防水性があることを確認してください。
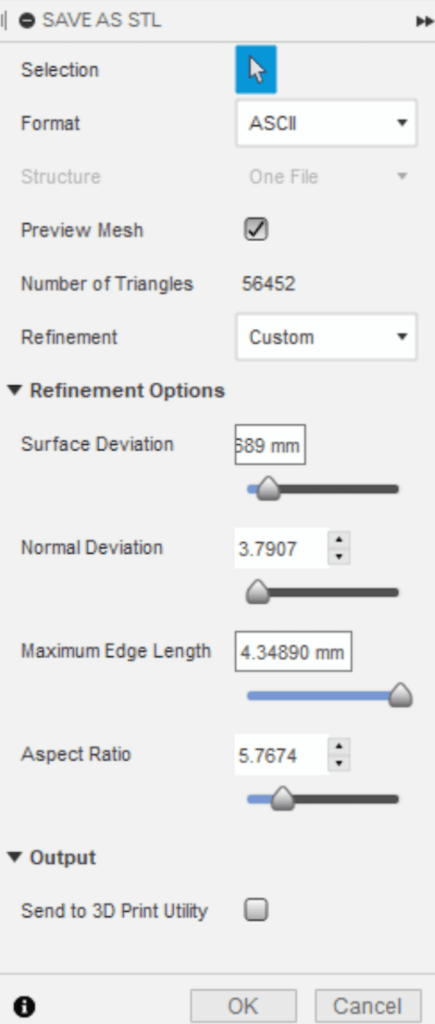
- デザインを STL ファイルとしてエクスポートします。最良の結果を得るには、デフォルトまたは高品質のプリセットを使用してください。
- STL をスライサーにインポートします。スライサーはそれを G コードに変換し、プリンターはその指示に従います。
専門的に聞こえるかもしれませんが、適切なソフトウェアを使用すれば初心者にも使いやすくなります。現在、多くの CAD プログラムは直感的なインターフェイスとワンクリック STL エクスポートを提供しています。ここでは、始めるのに役立つ最も一般的な選択肢をいくつか紹介します。
ティンカーキャド:シンプルなドラッグ アンド ドロップ インターフェイスを備えた、ブラウザベースの無料ツール。基本的な形状を組み合わせて、キーチェーン、タグ、小さなフィギュアなどのモデルを作成できます。ワンクリックで STL としてエクスポートできるため、まったくの初心者に最適です。
フュージョン 360:より高度ですが、それでも初心者に優しいです。個人使用は無料で、正確なパラメトリック モデリングをサポートしており、ブラケット、エンクロージャ、ギアなどの部品に最適です。準備ができたら、デザインを STL として簡単に保存またはエクスポートできます。
その他のオプション:SketchUp は建築形状に適しており、FreeCAD は有能なオープンソースの選択肢であり、Blender は芸術的モデルや彫刻モデルに適しています (ただし、学習曲線はより急になります)。
オプション 2: オンライン リポジトリから STL ファイルをダウンロードする
もちろん、必ずしもすべてを自分でデザインする必要はありません。 3D プリンティング コミュニティは、何百万もの STL ファイルをオンラインで共有しており、すぐにダウンロードして印刷できます。ガジェット、フィギュア、さらには交換部品を探している場合は、誰かがすでにそれを作っている可能性があります。
人気の STL リポジトリ
シンギバース:無料の STL ファイルの最大のコレクションの 1 つで、ツールからおもちゃに至るまで数百万のモデルが含まれています。初心者にとって素晴らしい出発点です。
マイミニファクトリー:無料ファイルとプレミアム ファイルの両方を備えた厳選されたプラットフォーム。収集品、ミニチュア、コスプレ小道具によく使用されます。モデルの印刷適性がチェックされます。
カルト3D:無料と有料の STL ファイルが混在しており、活気のあるコミュニティと頻繁にトレンドになるデザインが含まれています。装飾的なプロジェクトやユニークなプロジェクトに適しています。
他のサイト:Printables (Prusa Research による)、CGTrader、および Pinshape も、印刷可能なモデルの大規模なライブラリをホストします。
オンライン STL ファイルを使用するためのヒント
- 説明を確認します。推奨される印刷設定 (レイヤーの高さ、サポートなど) を探します。
- メーカー/コメントを参照: ユーザーのフィードバックによって、モデルが適切に印刷されるかどうかがわかります。
- ライセンスを確認する: ほとんどの無料ファイルは個人使用に問題ありませんが、リミックスや共有を予定している場合は確認してください。
- 心のスケーリング: STL ファイルには単位情報 (mm とインチ) が含まれていません。モデルが大きすぎるか小さすぎる場合は、スライサーでスケールを調整します。
STL ファイルを印刷可能なファイルに変換する方法
STL ファイルを取得したら、次のステップはそれを 3D プリンターが理解できる命令に変換することです。このプロセスはと呼ばれますスライス。
STL ファイルはモデルの形状を定義しますが、プリンターは「形状」を直接読み取ることができません。どのように移動するか、どのくらいの速度で、どのくらいの量の材料を押し出すか (または樹脂を硬化する場所) を正確に把握する必要があります。スライサー プログラムは STL を取得し、次のように変換します。Gコード- プリンターの段階的な説明の詳細なレシピ。
(STL をケーキの写真と考えてください。STL はケーキの外観を示しますが、焼き方は示しません。スライサーがレシピを作成し、プリンターがパンを焼く役割を果たします。)
アルティメーカー・キュラ:クリーンなインターフェイスと豊富な機能を備えた無料のオープンソース スライサー。 Ultimaker によって開発されたこのツールは非常に多用途で、さまざまなプリンター モデルをサポートしており、活発なコミュニティによってサポートされています。 Cura は、箱から出してすぐに機能する信頼性の高いプリセットを提供し、経験を積むにつれて高度な調整も可能であるため、特に初心者に人気があります。 Windows、Mac、Linux 上で動作し、定期的に更新されるため、多くの FDM プリンタ ユーザーにとって頼りになる選択肢となっています。
プルサスライサー:Prusa Research によって作成された PrusaSlicer も無料でオープンソースです。元々は Prusa マシン用に構築されましたが、現在では幅広いプリンタをサポートしており、直感的なインターフェイスとよく構造化されたプロファイルで知られています。これには、ペイントオン サポートやモデルの特定の領域にさまざまな設定を適用する機能などの強力なツールが含まれています。多くの場合、初心者はデフォルト設定を使用して優れた結果を得ることができますが、このソフトウェアは上級ユーザーにも十分に対応できます。 FDM 印刷に加えて、PrusaSlicer には SLA レジン スライス用のモードが含まれていますが、多くのレジン ユーザーは依然として ChiTuBox や Lychee などの専用ツールを好みます。
これら以外にも、Simplify3D (有料の高度な機能)、ChiTuBox と Lychee (樹脂プリンターで人気)、Slic3r (PrusaSlicer のオープンソース ベース) などのスライサーが見つかる可能性があります。ただし、ほとんどの初心者にとっては、Cura または PrusaSlicer で開始するために必要なものがすべてカバーされます。
基本的なスライスのワークフロー
- STL ファイルをスライサーにインポートします。
- ソフトウェアが正しいデフォルトを適用するように、プリンターと素材を選択します。
- 仮想ビルド プレート上でモデルの向きを決めます。必要に応じて回転または拡大縮小します。
- レイヤーの高さ、充填率、サポートなどの主要な設定を調整します。
- ファイルをレイヤーごとにスライスしてプレビューし、結果を確認します。
- G コードをエクスポートし、プリンターに転送します (通常は SD カードまたは USB 経由)。
STL ファイルのスライスと印刷に関する簡単なヒント
スライスする前にモデルを確認してください
STL が防水であり、メッシュに穴がないことを確認してください。ほとんどのスライサーは、エラーが存在する場合に警告を表示します。
スライスを常にプレビューする
印刷する前に、レイヤーをスクラブして、サポートと充填材が正しく見えることを確認します。
最初の層に注目してください
良好な接着力が重要です。ベッド (FDM) またはビルド プレート (樹脂) を水平にし、モデルがしっかりと取り付けられていることを確認します。
オーバーハングにはサポートを使用する
~45° より急なオーバーハングには、通常、サポートが必要です。失敗したジョブをやり直すよりも、印刷後にサポートを削除する方が良いでしょう。