Au fil des différents types de processus d'usinage, on souhaite parfois disposer d'une méthode d'usinage permettant d'obtenir un non-contact entre l'outil et la pièce. Nous penserons bien sûr à l'usinage par électroérosion (EDM).
L'origine de l'EDM remonte à la fin du XVIIIe siècle. Un pionnier nommé Joseph Priestley qui a observé que les décharges électriques enlevaient de la matière aux électrodes lors de ses expériences. Ce phénomène est également connu sous le nom d’érosion par électrodécharge. Dans les années 1940, le procédé a été développé indépendamment par deux chercheurs : le physicien soviétique B. R. Lazarenko et l'ingénieur américain Harold Stark. Cependant, ce n'est que dans les années 1960 que les machines commerciales d'électroérosion sont devenues disponibles, conduisant à une adoption industrielle généralisée du procédé.
Ces premières machines ont ouvert la voie au développement de l'usinage par électroérosion à fil (électroérosion à fil) à la fin des années 1960 et au début des années 1970, qui a encore révolutionné les capacités d'usinage de précision. Depuis lors, la technologie EDM a connu une évolution significative et constitue désormais une méthode courante pour produire des formes et des caractéristiques complexes dans diverses industries, notamment l'aérospatiale, l'automobile et la fabrication médicale.
Dans cet article, nous explorerons en détail l'électroérosion à fil, en discutant de son mécanisme de fonctionnement, des matériaux appropriés et de diverses applications. Nous espérons qu’il vous fournira une compréhension globale.
Qu'est-ce que l'électroérosion à fil ?
Pour une meilleure compréhension de l’EDM par fil, expliquons d’abord comment l’électricité se décharge dans l’EDM.
L'usinage par électroérosion (EDM) est un processus d'usinage précis dans lequel des décharges/étincelles électriques sont générées pour enlever de la matière d'une pièce à usiner. Cela implique généralement de créer des étincelles électriques entre deux électrodes. L'une des électrodes est connue sous le nom d'électrode-outil, communément appelée outil ou électrode, tandis que l'autre est appelée électrode-pièce ou pièce à usiner.
En appliquant des courants d'impulsion à haute tension entre l'électrode et la pièce, des étincelles ou des décharges électriques sont générées, provoquant la fusion et la vaporisation du matériau sur la surface de la pièce, permettant ainsi un enlèvement de matière. L'écart entre l'électrode et la pièce est régulé par un système de contrôle adaptatif, gardant une distance stable entre les électrodes. Cela garantit des taux d'enlèvement de matière constants et précis et maintient des conditions d'usinage optimales même lorsque des décharges électriques se produisent jusqu'à des millions de fois par seconde.
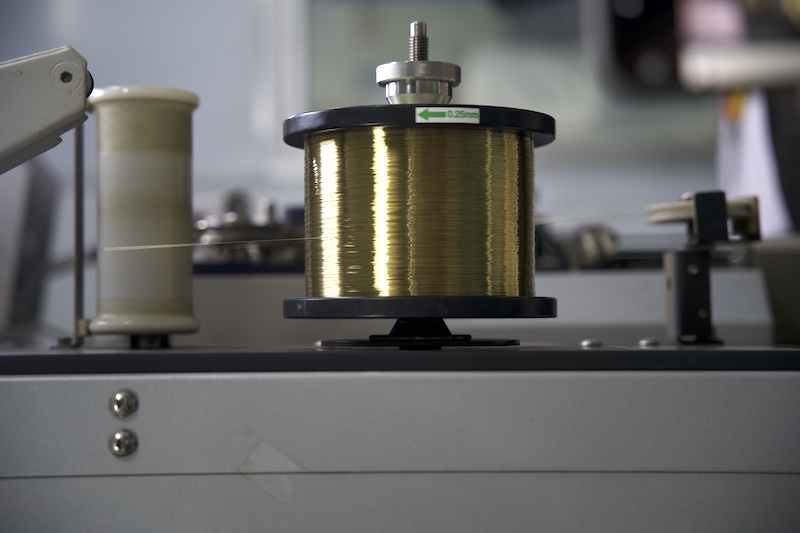
Dans une machine d'électroérosion à fil, deux électrodes sont le fil et la pièce. Le fil est généralement en laiton ou en cuivre stratifié et les diamètres varient généralement entre 0,1 et 0,3 mm. Il agit comme un outil de coupe contrôlé par CNC et peut éviter tout contact mécanique avec la pièce pendant le processus de découpe par fil EDM.
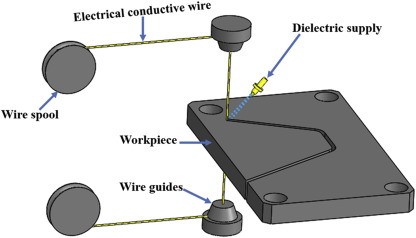
En bref, l'électroérosion à fil est un processus de fabrication soustractif sans contact qui utilise un mince fil d'électrode avec un fluide diélectrique pour couper ou façonner une pièce, généralement un matériau conducteur, en suivant un chemin programmé avec précision.
Quels types de fils sont utilisés dans les machines EDM ?
Dans les machines EDM, plusieurs types de fils sont souvent utilisés.
Fils de laiton
Le laiton est le matériau de fil le plus couramment utilisé dans l'électroérosion à fil en raison de sa bonne conductivité électrique et de son coût relativement faible. Il convient aux travaux d'électroérosion à usage général, établissant un juste équilibre entre rentabilité et performances.
Fils de cuivre
Les fils de cuivre sont choisis pour leur conductivité électrique supérieure à celle du laiton. Ils sont particulièrement utiles pour l'usinage de précision et lorsque des vitesses de coupe plus élevées sont requises. Cependant, le cuivre est généralement plus cher que le laiton.
Fils de molybdène et de tungstène
Ces matériaux sont utilisés dans des situations nécessitant une très haute précision et une excellente stabilité thermique. Ils sont plus chers et généralement réservés à des applications spécialisées en raison de leurs points de fusion élevés et de leur résistance mécanique.
Fils enduits
Ces fils sont généralement des fils centraux en laiton ou en cuivre recouverts d'un autre matériau tel que du zinc ou d'une couche de cuivre recuit par diffusion. Le revêtement contribue à améliorer la conductivité et la résistance à l'usure du fil, conduisant à de meilleures performances d'usinage et à une durée de vie plus longue de l'outil. Les fils zingués, par exemple, sont connus pour obtenir de meilleurs états de surface et des vitesses de coupe plus rapides.
Ces types de fils sont utilisés dans les machines EDM en fonction de facteurs tels que le matériau spécifique à usiner, la finition de surface souhaitée et le niveau de précision. Quel que soit le type de fil, le fil est jetable et jeté après une seule utilisation, car il se détériore ou se brise pendant le processus de décharge électrique. Un bon entretien et une manipulation soigneuse des fils sont importants pour optimiser la configuration, garantir une production ininterrompue et minimiser les problèmes tels que les casses ou la précision compromise.
Comment fonctionne l'électroérosion à fil ?
L'électroérosion à fil est un processus d'usinage précis utilisé principalement pour découper des contours ou des cavités complexes dans divers matériaux conducteurs durs, tels que les métaux. Voici comment cela fonctionne :
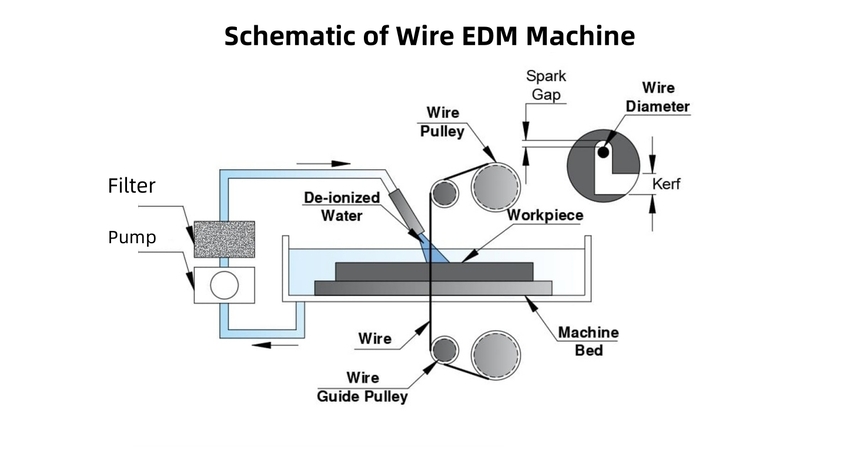
Lorsque le fil et la pièce sont immergés dans un fluide diélectrique (eau déminéralisée ou huile), en connectant l'alimentation électrique, le fil est rapidement chargé à la tension souhaitée. Une fois que la tension atteint le niveau correct, une étincelle comble l’espace entre le fil et la pièce, faisant fondre une petite partie du matériau.
Il est essentiel soit de percer un trou dans la pièce, soit de commencer à couper à partir du bord. Au sein de la zone d'usinage, chaque décharge forme un cratère dans la pièce et impacte le fil. En inclinant le fil, il devient possible de créer des pièces avec des profils coniques ou variables en haut et en bas.
Ce processus est effectué dans un liquide diélectrique pour éviter la surchauffe et éliminer les débris, entraînant la formation de minuscules cratères à la surface de la pièce. Comme programmé, ces occurrences de décharge répétées se poursuivent jusqu'à ce que la forme souhaitée de la pièce soit produite.
Avantages de l'électroérosion à fil
Par rapport aux autres procédés de découpe des métaux, l’électroérosion à fil présente de nombreux avantages. Voici les plus importants :
Haute précision
L'électroérosion à fil peut atteindre une précision d'usinage extrêmement élevée, atteignant généralement une précision de positionnement de quelques microns. Les machines spécialisées de haute précision peuvent atteindre une précision de 10 millionièmes de pouce (0,000001"). Il est courant que les pièces coupées respectent des tolérances aussi strictes que 0,0001".
La coupe précise et précise de l'électroérosion à fil offre deux avantages exceptionnels : 1) Elle élimine le besoin de traitement et de finition ultérieurs de la pièce. 2) Elle ne laisse aucune bavure ni distorsion.
Adaptabilité tous métaux
L'électroérosion à fil peut usiner des matériaux conducteurs de dureté et de fragilité variables. Il est particulièrement adapté à la coupe de matériaux traités thermiquement, comme les aciers pré-trempés, le titane, les aciers inoxydables, le tungstène et le molybdène.
Faible distorsion
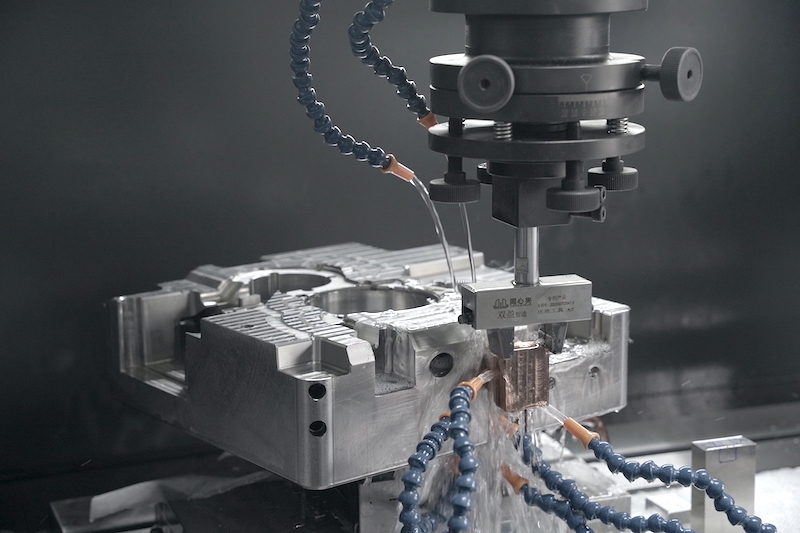
Wire EDM est une méthode d’usinage sans contact. Étant donné que le processus de coupe utilise des étincelles électriques et n’implique pas de contact physique entre l’outil et la pièce, le risque de contrainte mécanique, d’impact thermique ou de déformation de la pièce est minime. Ceci est particulièrement avantageux pour l’usinage de matériaux délicats ou fragiles.
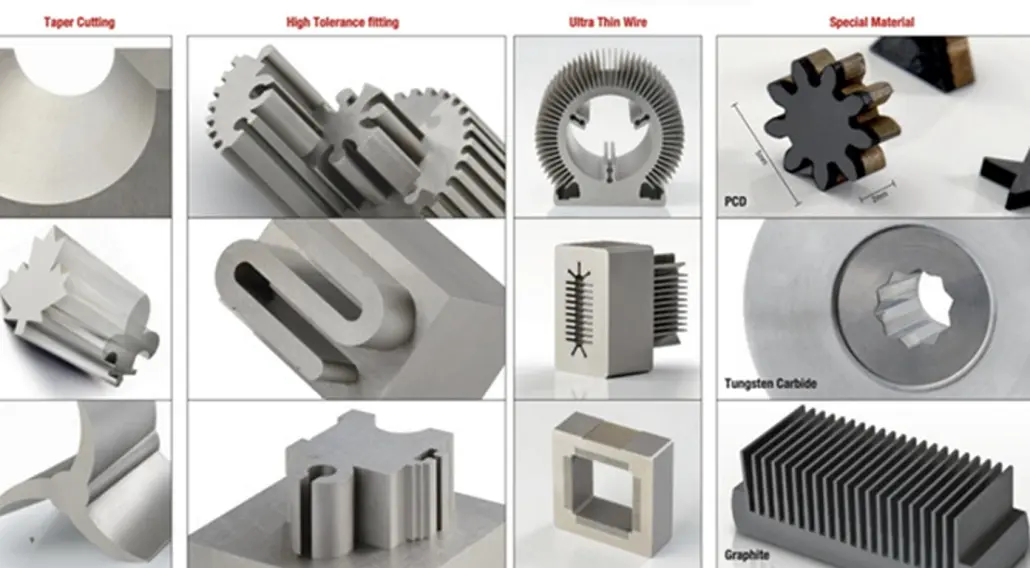
Polyvalence dans les formes et les angles
Le fil peut être utilisé pour créer des angles variés et des géométries complexes, y compris des formes effilées ou profilées. L'électroérosion à fil est applicable à l'usinage de petites pièces et à la coupe d'angles vifs avec un rayon minimal.
Affinement du traitement
L'électroérosion à fil est excellente pour produire des filetages fins dans des matériaux durs, une tâche souvent difficile avec l'usinage conventionnel. De plus, Wire EDM démontre son efficacité dans l’empilage, l’enfilage et l’imbrication de plusieurs pièces.
Limites de l'électroérosion à fil
Malgré ses nombreux avantages, l’électroérosion à fil présente également certaines limites.
Limite matérielle
Seuls les matériaux conducteurs peuvent être usinés par électroérosion à fil, ce qui les rend inadaptés aux plastiques, aux composites ou aux matériaux naturels.
Taux d'enlèvement de matière lent
Par rapport à d'autres processus d'usinage comme le fraisage ou le tournage, l'électroérosion à fil a généralement un taux d'enlèvement de matière plus lent.
Coûts élevés d’équipement et de maintenance
Les machines d'électroérosion à fil sont coûteuses à l'achat et à l'entretien. De plus, les fils sont jetés après une seule utilisation, et les dépenses en fils-électrodes et autres consommables s’ajoutent aux coûts d’exploitation.
Applications de l'électroérosion à fil
Grâce à son processus d'usinage spécialisé et à ses avantages, l'électroérosion à fil est utilisée dans de nombreux domaines. Voici quelques applications courantes :
Fabrication d'outils et de matrices
L'électroérosion à fil est largement utilisée dans la fabrication de moules, de matrices et de poinçons pour diverses industries. Il devient indispensable dans la fabrication de composants d'outillage complexes en raison de sa précision et de son aptitude à façonner des formes complexes.
Aérospatial
Les composants aérospatiaux, en particulier ceux fabriqués à partir d'alliages exotiques, nécessitent une précision et une fiabilité élevées pour garantir la sécurité et les performances dans les applications aérospatiales. L'électroérosion à fil est capable d'usiner des pièces avec des tolérances serrées tout en conservant précision et cohérence. De plus, l'électroérosion à fil peut offrir des résultats reproductibles et des mesures d'assurance qualité avancées dans la production de pièces aérospatiales telles que des aubes de turbine, de minuscules tuyères et des composants de moteur.
Médical
L'industrie médicale nécessite souvent des composants petits et complexes fabriqués à partir de matériaux durs comme le titane et l'acier inoxydable. L'électroérosion à fil peut produire ces pièces avec une haute précision et réaliser la découpe de géométries complexes, telles que de minuscules structures et des trous sur des implants dentaires et des instruments chirurgicaux.
Automobile
L'électroérosion à fil est utilisée dans le secteur automobile pour produire des composants de précision tels que des engrenages, des injecteurs de carburant et des pièces de moteur. Il est particulièrement utile pour la fabrication de prototypes et de petites séries de production de pièces automobiles spécialisées.
Travaillez avec Chiggo pour vos projets Wire EDM
Jusqu'à présent, nous avons une compréhension globale de l'électroérosion à fil. Compte tenu de vos projets, serait-il adapté à un usinage par électroérosion à fil ? N'hésitez pas à nous contacter si vous avez des questions.
Avec plus de dix ans d'expérience dans l'usinage, Chiggo offre une large gamme de capacités de fabrication, y compris l'l'usinage CNC et d'autres produits à valeur ajoutée. services pour tous vos besoins de prototypage et de production. Contactez-nous pour demander un devis instantané !
Composants d'une machine d'électroérosion à fil
Une machine d'usinage par électroérosion à fil (électroérosion à fil) se compose généralement de plusieurs composants clés, notamment :
Table de travail
La table de travail maintient la pièce en place et permet un mouvement précis sur plusieurs axes (généralement les axes X, Y et Z). Ce mouvement permet au fil-électrode de découper des formes et des contours complexes.
Alimentation
L'alimentation électrique génère l'énergie électrique nécessaire pour créer les décharges d'étincelles entre le fil-électrode et la pièce à usiner. Il contrôle la tension, le courant et la durée de l'impulsion de la décharge électrique.
Fil
Le fil métallique fin utilisé comme électrode pour couper la pièce. Ce fil est généralement constitué de laiton, de cuivre ou de tungstène et sert d’outil à travers lequel se produisent les décharges électriques.
Électrodes
Dans une machine d'électroérosion à fil, il y a deux électrodes, se référant séparément au fil (cathode) et à la pièce (anode).
Milieu diélectrique
Un fluide diélectrique, tel que de l'eau déminéralisée, est utilisé pour éliminer les débris et maintenir une décharge électrique stable entre le fil et la pièce. Cela aide également à refroidir la pièce et le fil pendant le processus d'usinage.
Système de contrôle
Le système de contrôle comprend des composants logiciels et matériels qui permettent aux opérateurs de saisir les paramètres d'usinage, de contrôler les mouvements de la machine et de surveiller le processus d'usinage. Il comprend des interfaces telles qu'un panneau de commande ou une interface informatique.
Guides-fils et système de tension
Les guide-fils garantissent que le fil-électrode reste droit et correctement aligné pendant l'usinage. Le système de tension maintient la tension appropriée sur le fil pour éviter la casse et garantir des performances de coupe constantes.
Enfile-fil automatique
Certaines machines d'électroérosion à fil avancées sont dotées d'un système d'enfilage automatique du fil, qui aide à enfiler le fil-électrode à travers la pièce avec précision, ce qui permet de gagner du temps et de réduire le travail manuel.
Système de filtration
Le fluide diélectrique utilisé dans l'usinage Wire EDM peut être contaminé par des débris provenant du processus d'usinage. Un système de filtration élimine ces contaminants, garantissant que le fluide diélectrique reste efficace.
FAQ
1. Outre l'électroérosion à fil, quels sont les autres types d'électroérosion disponibles ?
Outre l'électroérosion à fil, il existe deux autres types principaux de processus d'usinage par électroérosion (EDM), chacun utilisant le même mécanisme de base d'élimination de matière par décharges électriques entre une électrode d'outil et une pièce, toutes deux immergées dans un fluide diélectrique :
EDM par enfoncement : Également connu sous le nom d'EDM conventionnel ou d'EDM à bélier, ce type utilise une électrode préformée, généralement en graphite ou en cuivre, qui reflète la cavité souhaitée dans la pièce à usiner. Par exemple, une électrode en forme de pyramide serait utilisée pour créer une cavité en forme de pyramide correspondante. L'électroérosion à plombs est couramment utilisée pour fabriquer des moules, des matrices et des composants présentant des géométries 3D complexes. Il est particulièrement efficace pour former des cavités ou des formes complexes dans les outils de moulage par injection plastique, de moulage sous pression et de forgeage.
EDM de perçage de trous ou EDM de trous rapides : : cette méthode utilise une électrode tubulaire rotative pour éroder le matériau, permettant le perçage à grande vitesse de trous précis avec des tolérances serrées. Il est spécifiquement utilisé pour créer des trous petits, profonds et précis, tels que des trous de refroidissement dans les aubes de turbine, les buses d'injection de carburant et les petits orifices.
2. Quelle est la différence entre l'électroérosion et l'électroérosion à fil ?
La principale différence entre l'EDM (communément appelé Sinker EDM) et l'EDM à coupe filaire réside dans le type d'électrode utilisé, qui influence directement leurs applications. L'électroérosion à fil coupé utilise un fil fin et continu comme électrode, qui est automatiquement alimenté à travers la pièce. Cette configuration offre une grande flexibilité, permettant des découpes complexes avec précision et la possibilité de découper des contours ou des cavités détaillés dans divers métaux.
En revanche, Sinker EDM utilise une électrode de forme personnalisée, généralement en cuivre ou en graphite, pré-usinée pour refléter la cavité ou la forme souhaitée. Cette méthode est moins flexible que l'électroérosion par fil, mais excelle dans la création de géométries répétitives, précises et complexes en profondeur dans le substrat d'une pièce.