Alors que nous entrons dans l'ère de l'industrie 4.0, l'l'usinage CNC (commande numérique par ordinateur) est devenu un pierre angulaire de la fabrication moderne. Cette technologie, qui utilise des ordinateurs pour contrôler les machines-outils, a révolutionné l'usinage traditionnel grâce à sa haute précision, son efficacité et sa cohérence. Cependant, à mesure que la demande de composants plus complexes et précis augmente, l’usinage CNC traditionnel à 3 ou 4 axes s’avère souvent insuffisant.
C’est là qu’intervient l’usinage CNC 5 axes. En ajoutant deux axes de rotation aux trois axes linéaires conventionnels, les machines CNC à 5 axes permettent à l'outil d'approcher la pièce depuis pratiquement n'importe quelle direction. Cette capacité élimine considérablement le besoin de configurations supplémentaires, augmente l’efficacité de la production et produit des pièces complexes et esthétiques, libérant ainsi un potentiel incroyable pour n’importe quel atelier.
Cet article se concentrera sur la clarification de ce qu'est l'usinage CNC 5 axes, expliquera son fonctionnement, approfondira le fonctionnement de ses cinq axes et partagera ses avantages et ses limites.
Qu'est-ce que l'usinage CNC 5 axes ?
Pour mieux comprendre l'usinage CNC 5 axes, expliquons d'abord ce qu'implique le nombre d'axes dans l'usinage CNC. Le nombre d'axes fait référence au nombre de directions dans lesquelles l'outil de coupe (ou la table de travail) peut se déplacer pour créer le produit souhaité. Essentiellement, plus une machine possède d'axes, plus l'amplitude de mouvement et de rotation de l'outil et de la table de travail est grande, permettant finalement la production de composants plus complexes et précis.
L'usinage CNC 5 axes implique le mouvement simultané d'outils de coupe ou de pièces le long de cinq axes différents. Contrairement à l'usinage traditionnel à 3 axes, qui se déplace le long des axes linéaires X, Y et Z, les machines CNC à 5 axes intègrent deux axes de rotation supplémentaires. Cela permet de traiter plusieurs surfaces en une seule configuration. Il peut gérer facilement des courbes et des contours complexes et est idéal pour usiner des pièces complexes et de forme irrégulière.
Commençons maintenant par la connaissance des axes en usinage CNC 5 axes :
Axes linéaires :
L'usinage standard à 3 axes s'effectue le long des axes X, Y et Z. Ces trois axes linéaires représentent les directions dans lesquelles la broche ou la pièce peut se déplacer.
Axe X : Move left and right (parallel to the worktable)
Axe Y :Move forward and backward(parallel to the worktable)
Axe Z : Move up and down(parallel to the spindle axis)
Axes de rotation :
L'utilisation d'axes de rotation signifie qu'une machine peut faire tourner soit la pièce, soit l'outil de coupe (tête de broche) autour de l'un des axes linéaires préalablement établis. Dans l'usinage CNC 5 axes, différentes machines utiliseront différentes combinaisons des axes de rotation suivants (A & B, B & C ou A & C).
Axe A(rotation around the X-axis): Typically can rotate ±120° to ±150°, with some high-end models reaching up to ±180°.
Axe B(rotation around the Y-axis): Typically can rotate ±120° to ±150°, with some models reaching up to ±180°.
Axe C(rotation around the Z-axis): Generally can achieve continuous 360° rotation, depending on the specific design.
Comment fonctionne l'usinage CNC 5 axes ?
L'usinage CNC à 5 axes fonctionne en déplaçant simultanément l'outil de coupe ou la pièce le long de cinq axes différents. Les trois axes linéaires et les deux axes de rotation se déplacent ensemble pour réaliser l'usinage requis.
Voici une explication étape par étape du fonctionnement de l'usinage CNC 5 axes :
Étape 1 : Conception et préparation
La première étape consiste à concevoir la pièce à usiner à l'aide d'un logiciel de CAO (Conception Assistée par Ordinateur). Le concepteur crée un modèle 3D de la pièce, en spécifiant toutes les dimensions, formes et caractéristiques nécessaires.
Une fois la pièce conçue, un logiciel de FAO (Fabrication Assistée par Ordinateur) est utilisé pour convertir le modèle 3D en instructions lisibles par machine. Cela implique de définir les parcours d'outils, de sélectionner les outils de coupe appropriés et de déterminer les paramètres d'usinage tels que les vitesses de coupe et les avances.
Étape 2 : configuration et alignement
La machine CNC 5 axes est sélectionnée en fonction des exigences de la pièce. Un dispositif est conçu et installé sur la table de travail pour maintenir et aligner solidement la pièce. Les outils de coupe sont choisis en fonction du matériau, de la finition de surface souhaitée et de la complexité de la pièce, puis installés dans le changeur d'outils.
Étape 3 : Processus d'usinage
Chargez le programme généré par CAM dans le système de contrôle de la machine CNC. Ce programme contient toutes les instructions nécessaires à la machine pour exécuter les opérations d'usinage.
Lorsque la machine est allumée, le programme est lancé. Et le système CNC contrôle le mouvement de l'outil le long des parcours d'outils prédéfinis. Les trois mouvements linéaires sont les mêmes que ceux de l'usinage traditionnel à 3 axes : gauche et droite (axe X), avant et arrière (axe Y) et haut et bas (axe Z). Quant aux mouvements simultanés de rotation et d’inclinaison, comme mentionné précédemment, il existe ci-dessous trois combinaisons :
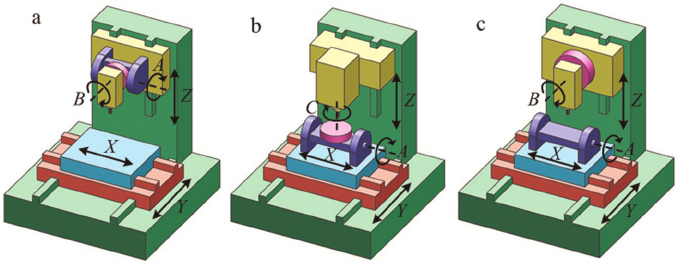
1. Mouvements de rotation du A et du B2. Mouvements de rotation des A et C3. Mouvements de rotation du B & C
La configuration spécifique de ces axes varie en fonction du type de machines CNC 5 axes. L'image ci-dessous montre les mouvements de rotation de A & B, A&C et B&C :
L'opérateur surveille le processus d'usinage et s'assure que tout se déroule sans problème. Si nécessaire, des ajustements peuvent être apportés aux paramètres de coupe ou aux parcours d'outils pour optimiser le processus d'usinage.
Types de machines CNC 5 axes
Alors que la demande ne cesse de croître, il existe désormais de nombreux types de machines 5 axes. En fonction de la configuration des deux axes de rotation, tout centre de fraisage à 5 axes peut être classé dans l'un des trois types principaux : Table/Table, Tête/Table ou Tête/Tête.
Trois types de machines-outils à cinq axes : (a) inclinaison de broche, (b) inclinaison de table et (c) inclinaison de table/broche.
Tableau/Tableau
Dans cette configuration, les deux axes de rotation sont montés sur la table de travail. Cela signifie que la pièce à usiner est fixée sur la table, qui tourne et s'incline pour obtenir un mouvement sur 5 axes. Par rapport aux autres types, la configuration Table-Table est plus simple dans sa structure, plus facile à entretenir et présente une enveloppe de travail minimale. Cela le rend très efficace pour l'usinage de pièces de taille moyenne à petite, en particulier celles de forme complexe mais de petite taille. Cependant, sa capacité de charge est limitée, ce qui la rend inadaptée aux pièces volumineuses ou lourdes.
Tête/Tête
Les machines Tête/Tête utilisent leurs têtes de broche pour effectuer tous les mouvements de rotation et de pivotement, tandis que la pièce elle-même reste stationnaire. Cette configuration évite les interférences entre la tête de broche et la pièce et réduit les erreurs causées par le mouvement de la pièce. Les machines CNC de type Tête/Tête sont idéales pour produire de grandes pièces. Cependant, cette conception présente une amplitude de mouvement limitée dans la direction de l’axe de rotation. Bien que la tête de broche puisse tourner et s'incliner selon différents angles, l'amplitude de mouvement de l'axe de rotation est relativement petite, ce qui peut constituer un facteur limitant dans certains scénarios d'usinage complexes.
Tableau/Tête
Les machines avec une configuration Tête/Table sont un mélange entre les configurations Table/Table et Tête/Tête. Un axe de rotation est situé sur la tête de broche et l'autre sur la table rotative. Contrairement à la configuration Tête/Tête, où l'axe de rotation de la tête de broche peut rencontrer des limitations de structure physique ou d'amplitude de mouvement dans certaines situations, l'axe de rotation sur la table dans la configuration Tête/Table peut tourner librement, permettant à la pièce de continuer à tourner. . Cette configuration offre un meilleur accès aux contre-dépouilles et aux surfaces complexes ou aux pièces à plusieurs faces. Cependant, étant donné que la pièce est fixée sur l'axe de rotation, la capacité de charge et la capacité de rotation de la table tournante peuvent limiter la taille et le poids de la pièce.
Avantages de l'usinage CNC 5 axes
L'usinage CNC 5 axes offre plusieurs avantages significatifs qui en font une technologie indispensable dans la fabrication moderne, notamment lorsqu'il s'agit de traiter des pièces complexes et des produits de haute précision. Voici quelques-uns des principaux avantages :
1. Capacité à créer une géométrie complexe
La possibilité de déplacer les cinq axes simultanément permet un ajustement dynamique de l’angle et de la position de l’outil, offrant ainsi un meilleur accès aux zones difficiles d’accès de la pièce. Cela permet l'usinage de géométries très complexes, telles que des cavités profondes, des contre-dépouilles, des surfaces de forme libre et des contours complexes, ce qui serait très difficile, voire impossible, avec l'usinage traditionnel à 3 ou 4 axes.
2. Efficacité et précision
Traitement efficace : l'usinage sur 5 axes minimise le besoin de configurations multiples et de repositionnements en permettant de réaliser un traitement sur plusieurs faces en une seule configuration. Ce processus ininterrompu réduit les temps d'arrêt, augmente le débit global et conduit à des cycles de production plus rapides.
Haute précision : les machines à 5 axes peuvent atteindre une précision exceptionnelle en contrôlant l'outil sur cinq degrés de liberté. Ce contrôle précis garantit que les surfaces complexes sont usinées selon des tolérances rigoureuses, souvent jusqu'au niveau micrométrique. Le mouvement simultané des cinq axes garantit que l'outil de coupe maintient un positionnement et une orientation optimales tout au long du processus d'usinage, réduisant ainsi les erreurs et améliorant la précision.
3. Finition de surface exceptionnelle
Les axes de rotation de l'usinage 5 axes jouent un rôle crucial à cet égard en permettant à l'outil de coupe de maintenir un angle de coupe constant et optimal par rapport à la surface de la pièce, ce qui réduit le risque de broutage de l'outil et garantit une surface plus lisse et de haute qualité. finition. De plus, l'usinage 5 axes permet l'utilisation d'outils de coupe plus courts, ce qui réduit les vibrations et la déflexion, conduisant à des finitions de surface supérieures et minimisant le besoin de processus de finition supplémentaires.
4. Modifications réduites des appareils et des outils
L'usinage 5 axes permet de créer des composants complexes en une seule opération de serrage. Cela minimise le besoin de changements fréquents de fixations et d'outils, réduisant ainsi le risque de désalignements, d'erreurs et de dommages potentiels à la pièce. Les trajectoires d'outils optimisées sont également conçues pour contribuer à réduire les contraintes et la chaleur sur les outils de coupe, prolongeant ainsi leur durée de vie. Cela conduit à moins d’interruptions pour le remplacement ou la maintenance des outils, contribuant ainsi à un processus d’usinage plus continu et plus efficace.
5. Champs d'application étendus
La polyvalence de la technologie d’usinage CNC 5 axes a étendu son utilisation à diverses industries :
Aérospatiale : largement utilisé pour la fabrication de composants d'avions, de pièces de moteurs et d'autres produits complexes de haute précision.
Militaire : Indispensable pour produire des armes et des équipements de précision, où la précision et la fiabilité sont essentielles.
Instruments de précision et dispositifs médicaux : idéal pour créer des dispositifs et des instruments répondant à des exigences strictes en matière de précision et de qualité de surface, garantissant des performances et une fiabilité optimales dans les applications critiques.
Limites de l'usinage CNC 5 axes
Malgré ses avantages, l’usinage CNC 5 axes présente également certaines limites :
1. Coûts initiaux et de maintenance élevés
Les machines CNC à 5 axes sont plus chères que les machines traditionnelles à 3 et 4 axes, principalement en raison de leur conception et de leurs capacités avancées. De plus, les coûts de maintenance de ces machines sont plus élevés, car la structure mécanique complexe comportant de nombreuses pièces mobiles nécessite un entretien et un étalonnage réguliers. De plus, les systèmes de contrôle sophistiqués nécessitent une attention experte, ce qui augmente encore les dépenses opérationnelles.
2. Complexité de la programmation
Cela nécessite un logiciel de FAO (Fabrication Assistée par Ordinateur) avancé et des opérateurs hautement qualifiés pour programmer l'usinage CNC 5 axes. De plus, le processus prend du temps, nécessitant une planification et une vérification détaillées pour garantir des parcours d'outils précis et efficaces. Cette complexité peut entraîner une augmentation des coûts de formation et des temps de configuration plus longs.
3. Compétences d'opérateur spécialisées requises
Les opérateurs ont besoin d'une formation spécialisée pour comprendre les subtilités des machines et de leurs systèmes de contrôle. La formation spécialisée des opérateurs ajoute un autre niveau de coût, car ils doivent maîtriser les fonctionnalités et capacités avancées de ces machines.
4. Non applicable dans certaines applications
Dans certains scénarios, l'usinage 5 axes peut ne pas être réalisable. Par exemple, lors de l'utilisation de fraises courtes ou de manches larges, les techniques d'usinage sur 5 axes peuvent poser problème en raison des vibrations qui se produisent aux angles d'inclinaison. Ces vibrations peuvent nuire à la précision de l'usinage et à l'état de surface, rendant l'usinage 5 axes moins efficace pour certaines tâches. Dans de tels cas, l'usinage 3 axes peut s'avérer un choix plus pratique, offrant stabilité et précision pour des applications spécifiques où les avantages de l'usinage 5 axes ne sont pas aussi critiques.
Travaillez avec Chiggo pour l'usinage CNC 5 axes
Grâce à cet article, nous pensons que vous avez acquis une compréhension complète de l’usinage CNC 5 axes. Cette technique avancée permet la production de géométries très complexes et facilite la création de pièces complexes avec des finitions de surface supérieures. Même si les coûts initiaux peuvent être plus élevés, l'usinage 5 axes permet en fin de compte d'économiser du temps et de l'argent à long terme. Pour rendre vos projets d’usinage de précision 5 axes plus efficaces et rentables, vous devez choisir un partenaire fiable. Ne cherchez pas plus loin que Chiggo !
Chiggo est l'un des principaux fournisseurs de services d'usinage CNC en Chine. Avec des machines CNC 5 axes de haute qualité et des experts expérimentés, nous proposons des pièces de haute qualité, des prix compétitifs et des délais de livraison rapides. De plus, nous proposons diverses options d’usinage et des solutions de fabrication à la demande. Si vous avez des questions ou des demandes liées à l'usinage de précision 5 axes, n'hésitez pas à nous contacter ou demander un devis.