La résistance à la traction ultime (UTS) est une mesure de la contrainte maximale qu'un matériau peut résister avant la rupture. L'UTS se trouve généralement en effectuant un test de traction et en enregistrant la contrainte d'ingénierie par rapport à la courbe de contrainte. En tant quepropriété intensive, UTS est essentiel pour comparer les performances des matériaux sous tension. Il aide les ingénieurs à sélectionner les matériaux appropriés pour les structures et les composants qui doivent résister aux charges de traction sans défaillance.
Cet article explorera la force de traction ultime, comment elle est testée et calculée, ainsi que ses applications.
Qu'est-ce que la force de traction ultime?
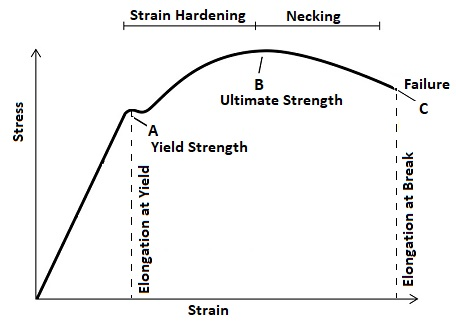
La résistance à la traction ultime (UTS), également connue sous le nom de résistance à la traction ou de résistance ultime, est la quantité maximale de contrainte de traction (tir ou d'étirement) qu'un matériau peut résister avant la rupture. Lors d'un test de traction, un matériau subit initialement une déformation élastique; Une fois qu'il dépasse son point de vue, il continue de se déformer plastiquement jusqu'à ce qu'il atteigne la contrainte maximale. L'UTS représente la contrainte maximale sur la courbe de contrainte d'ingénierie-contrainte, reflétant la plus grande résistance du matériau à la séparation.
Comme le montre le diagramme, le point B est la résistance à la traction ultime. Après ce point, dans les matériaux ductiles, l'échantillon subit un rétrécissement, entraînant une réduction du stress qu'il peut supporter jusqu'à la fracture, tandis que les matériaux fragiles peuvent se fracturer presque immédiatement après avoir atteint les UTS sans rétrécissement significatif.
L'UTS est une métrique clé pour la sélection des matériaux pour les applications porteuses et aide les ingénieurs à s'assurer que les composants n'échoueront pas catastrophiquement dans les charges maximales attendues. Cependant, comme les UTS seuls ne capturent pas la quantité de déformation permanente qu'un matériau peut tolérer, il doit être évalué avec d'autres propriétés mécaniques telles que la limite d'élasticité, la ténacité à la fracture et l'allongement pour bien comprendre le comportement d'un matériau dans des conditions de service réalistes.
Comment la résistance à la traction est-elle testée?
La résistance à la traction est définie comme un stress, qui est mesuré comme force par unité de zone. Vous pouvez évaluer la résistance à la traction d'un matériau à l'aide d'une machine de test de traction, communément appelée machine à test universelle (UTM). Il a deux poignées qui maintiennent l'échantillon aux deux extrémités.
Pendant le test, cette machine applique une charge de traction augmentant régulièrement jusqu'à ce que le matériau se fracture. Tout au long du processus, il enregistre en continu la force appliquée et l'allongement correspondant de l'échantillon. Les données de test produisent une courbe de contrainte-déformation, à partir de laquelle la valeur de contrainte maximale - la résistance à la traction ultime (UTS) - est identifiée.
Les résultats de ce test de traction fournissent les données clés nécessaires pour calculer la résistance à la traction. Ce calcul utilise la force enregistrée maximale et la zone transversale d'origine de l'échantillon pour quantifier précisément les UT.
Comment la résistance à la traction est-elle calculée?
La résistance à la traction est calculée en divisant la force de traction maximale qu'un matériau peut supporter avant de se casser par sa zone transversale d'origine. La formule pour calculer la résistance à la traction ultime est:
Résistance (ou stress) = force / zone
Mathématiquement, cela peut être exprimé comme:
où Fmax est la charge maximale enregistrée lors d'un test de traction, et A0 est la zone transversale initiale de l'échantillon. Ce calcul donne la résistance à la traction ultime dans les unités de stress, généralement des pascals (PA), des mégapascals (MPa) ou des livres par pouce carré (PSI). En reliant la charge de pointe à la zone d'origine de l'échantillon, les ingénieurs peuvent comparer les différents matériaux de manière cohérente, quelle que soit leur taille ou leur forme.
Quels facteurs peuvent affecter la résistance à la traction ultime d'un matériau?
Bien que l'UTS décrit une propriété fondamentale de la résistance d'un matériau à la contrainte de traction, ce n'est pas une valeur fixe ou immuable. Les UT peuvent varier considérablement en raison de divers facteurs de matériaux et de traitement. Les aspects clés suivants peuvent affecter les UTS d'un matériel:
Composition chimique
Les éléments d'alliage ou les additifs dans un matériau influencent directement sa liaison atomique, sa structure de phase et sa résistance globale. Par exemple, l'ajout de carbone au fer produit de la perlite ou de la martensite (avec des précipités de Fe₃c), qui entravent le mouvement de dislocation et soulèvent des UT bien au-dessus de celui du fer pur. Le nickel en acier inoxydable austénitique stabilise la phase FCC, qui stimule bien et augmente la résistance à la traction.
Taille des grains (microstructure)
Les grains plus fins conduisent généralement à des UT plus élevés. Les traitements thermiques qui affinent (rétrécissent) la structure des grains produisent plus de limites de grains, qui bloquent le mouvement de dislocation et rendent le métal plus difficile à déformer. Ceci est connu comme l'effet Hall-Petch. À l'inverse, les grains grossiers (à partir de refroidissement lent ou de surchauffe) donnent une résistance plus faible.
Traitement thermique
Le traitement thermique modifie la microstructure d'un matériau et peut donc changer considérablement ses UT. Pour les aciers, la trempe refroidit l'austénite en martensite dure, augmentant fortement les UT, tandis que la température ultérieure soulage les contraintes internes et restaure la ductilité, produisant une performance mécanique plus équilibrée. En revanche, le recuit transforme lentement l'austénite en perlite grossière et ferrite, adoucissant l'acier, améliorant la ductilité et la machinabilité, et abaissant généralement les UT.
Les alliages en aluminium, quant à eux, reposent sur le traitement de la solution suivi du vieillissement (durcissement des précipitations), dans lequel des précipités fines se forment et obstruent le mouvement de luxation pour améliorer les UT.
Défauts et dislocations
Les imperfections à l'intérieur du matériau affectent les UT. Une densité élevée de dislocations ou de petites particules précipitées peut entraver la déformation et augmenter les UT (c'est ainsi que le travail du travail et certains précipités en alliage fonctionnent). Cependant, des défauts plus importants comme les vides, les fissures ou les inclusions agissent comme des concentrateurs de stress qui réduisent les UT. En général, un réseau cristallin propre et sans défaut (à part les défauts de renforcement contrôlé) a tendance à entraîner des UT plus élevés.
Température
La température de fonctionnement a un fort impact. La plupart des matériaux s'affaiblissent à des températures élevées (les atomes se déplacent plus librement et les liaisons s'affaiblissent), donc les UT diminuent avec la chaleur. Par exemple, le nickel de haute pureté passe de ~ 550 MPa à température ambiante à ~ 350 MPa à 500 ° C. Inversement, le refroidissement d'un métal (jusqu'à des températures sous zéro ou cryogénique) augmente généralement les UT (bien qu'il puisse devenir plus cassant).
Exemples de la résistance à la traction ultime de différents matériaux
Vous trouverez ci-dessous des plages UTS typiques pour plusieurs matériaux d'ingénierie courants:
Matériel (alliage / condition)
UTS (MPA)
Acier au carbone doux (A36)
400–550
Acier à haute teneur en carbone (1090)
696–950
Acier inoxydable (304 / 18-8)
510–620
Aluminium (6061-T6)
290–310
Aluminium (7075-T6)
510–538
Titane (Ti-6Al-4V)
900–950
Cuivre (pur, 99,9%)
200-250
Laiton (C260)
345–485
Applications de la résistance à la traction ultime (UTS)
L'UTS est un indicateur clé lors de l'évaluation de l'adéquation d'un matériau pour les applications structurelles, mécaniques et critiques. Voici quelques domaines d'application typiques où l'UTS joue un rôle important:
Génie structurel
Dans les ponts, les bâtiments et autres infrastructures civiles, les UTS aident les ingénieurs à déterminer la capacité de charge des poutres en acier, des barres d'armature et d'autres éléments structurels. Les ingénieurs utilisent des données UTS pour confirmer que les matériaux peuvent supporter des charges de service maximales avec des marges de sécurité suffisantes.
Aérospatial
Les fuselages, les ailes et les fixations des avions nécessitent des matériaux avec des UTS élevés pour résister aux charges de traction tout en restant légers. Les matériaux aérospatiaux tels que les alliages en aluminium à haute résistance, les alliages de titane et les composites en fibre de carbone sont tous sélectionnés sur la base des notes UTS.
Automobile
Les pièces automobiles, y compris les cadres de châssis et les composants de suspension, s'appuient sur les UT pour assurer la navigabilité et la durabilité sous des charges dynamiques. Les aciers à haute résistance et les alliages légers sont généralement choisis pour ces applications.
Vaisseaux de pression et pipelines
Les matériaux avec des UTS adéquats sont essentiels pour les récipients sous pression et les pipelines, qui transportent des gaz ou des liquides sous pression interne élevée, contribuant à prévenir la rupture ou la fuite. Des normes telles que la chaudière ASME et le code du récipient de pression utilisent les UT comme paramètre de conception de clé.
Produits de consommation et attaches
Même dans les produits de tous les jours, l'UTS aide les ingénieurs à spécifier des matériaux pour les vis, les boulons, les ressorts et les boîtiers en plastique, pour s'assurer qu'ils n'échoueront pas lors d'une utilisation répétée ou d'une surcharge accidentelle.
Facteurs clés affectant les UTS de pièces imprimées 3D
L'UTS des pièces imprimées en 3D est beaucoup plus variable que celle des composants traditionnellement moulés ou forgés car les propriétés mécaniques sont intrinsèquement anisotropes dans une construction couche par couche. En particulier, l'adhésion intercouche est plus faible que la résistance intralayeur, et que l'adhésion dépend de nombreux facteurs: température d'extrusion, vitesse d'impression, rhéologie des matériaux ou comportement de durcissement, et construire l'orientation. Les sections suivantes examinent comment chaque paramètre influence les performances de traction et les meilleures pratiques.
Température d'extrusion
Détermine la façon dont le filament nouvellement déposé fusionne avec la couche en dessous. Si la température est trop basse, le filament ne fonde pas suffisamment, entraînant un mauvais débit et de minuscules lacunes à l'interface intercouche. S'il est trop élevé, le polymère peut se dégrader ou devenir trop fluide, provoquant des caractéristiques affaissées, corrigées ou déformés.
Meilleures pratiques:Réglez la température de la buse dans l'extrémité supérieure de la plage de traitement recommandée par le filament, généralement à environ 5 ° C au-dessus de son point de fusion nominal, puis effectuez des essais à petit pas (incréments de +5 ° C) pour identifier la température de liaison optimale.
Vitesse d'impression
Contrôle le temps de séjour du matériau chaud sur la couche précédente. Les vitesses rapides peuvent entraîner un dépôt de «froid» qui ne se fond pas complètement; Des vitesses très lentes peuvent surchauffer et déformer les caractéristiques.
Meilleures pratiques:Balance Speed and Flow - Utilisez un taux de voyage modéré qui permet à chaque perle de rester au-dessus de la transition du verre de son polymère (ou de guérison) suffisamment longtemps pour fusionner, sans provoquer des taches ni des cordes.
Rhéologie matérielle ou comportement de durcissement
Dans les thermoplastiques tels que PLA, ABS et PETG, la viscosité de la fonte dicte à quel point le filament circule et viilla la couche précédente - la fonte de la facilité de plus en plus favorise la liaison intercouche plus forte, mais peut compromettre le support et les détails surplombants. Dans les processus de photopolymère, la chimie de la résine (type de monomère, poids moléculaire) et la concentration de la concentration du photoiniteur profondeur de guérison et de la densité de réticulation; Une exposition insuffisante conduit à une faible adhésion de couche.
Meilleures pratiques:Choisissez des filaments avec un flux de fusion optimal (par exemple, PETG sur un PLA rigide) ou des résines spécifiquement formulées pour une forte adhérence de couche; Gardez les matériaux hygroscopiques secs pour maintenir une rhéologie cohérente.
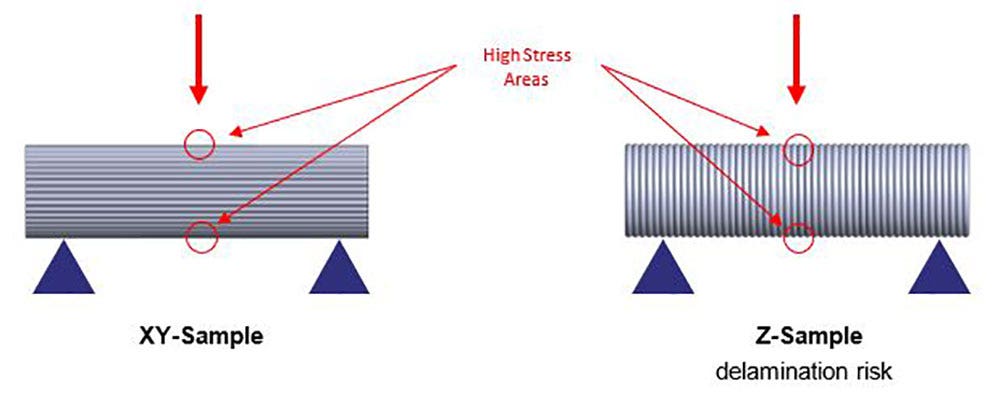
Orientation
L'adhésion intercouche est plus faible que les liaisons intralys, donc les UT sont les plus élevés dans les plans X / Y mais tombent considérablement le long de l'axe Z.
Meilleures pratiques:Alignez la direction de charge primaire parallèle aux couches d'impression et évitez d'appliquer des charges de traction majeures à travers les interfaces de calque chaque fois que possible.
Gardez à l'esprit:
Vous pouvez utiliser FEA pour prédire la distribution des contraintes et les UT avant l'impression, mais la précision dépend du processus: elle est fiable pour les méthodes isotropes presque à œuvre et à denses (par exemple, le PBF métallique) mais moins pour les plastiques FDM / FFF en raison de l'anisotropie et des vides microscopiques.
Les performances réelles varient également avec l'imprimante, l'environnement et le lot de matériel - les imprimantes 3D ont une répétabilité plus faible que les méthodes traditionnelles. Ainsi, au-delà de la simulation, mettez en œuvre une surveillance des processus robuste, une vérification des matériaux et des tests de post-production. Pour les pièces critiques de sécurité ou de fiabilité, les tests de traction physique sont obligatoires pour confirmer les UT et prévenir une défaillance inattendue.
Conclusion
Parmi d'innombrables applications d'ingénierie, la résistance à la traction ultime (UTS) est un paramètre critique dans l'évaluation et la comparaison des matériaux. De la compréhension de sa définition à la maîtrise des méthodes de test et de calcul, une compréhension solide des UT permet aux ingénieurs de concevoir des produits plus sûrs, plus solides et plus efficaces.
Avec notre expertise dansUsinage CNCEt l'impression 3D, nous livrons des composants qui répondent régulièrement à vos spécifications UTS, vous obtenez donc la force et les performances dont vous avez besoin.Contactez-nous aujourd'hui!
FAQ
1. Quelle est la différence entre la déformation plastique et la déformation élastique?
La déformation élastique est réversible; Le matériau revient à sa forme d'origine une fois la charge supprimée. La déformation plastique est permanente; Une fois que la contrainte dépasse la limite d'élasticité, les liaisons atomiques se réorganisent et le matériau reste déformé même après le déchargement.
2. Quelle est la différence entre la limite d'élasticité et les UT?
La limite d'élasticité est la contrainte à laquelle un matériau passe du comportement élastique au comportement plastique - par rapport à ce point, la déformation permanente (plastique) commence. La résistance à la traction ultime (UTS) est la contrainte maximale que le matériau peut résister avant la rupture.
3. En quoi le stress de traction diffère-t-il de la résistance à la traction?
La seule différence est que la résistance à la traction se réfère à la contrainte maximale qu'un matériau peut résister avant la fracturation, tandis que la contrainte de traction décrit le rapport de la force appliquée à la zone transversale à un niveau de charge donné.
4. Quelle est la différence entre le stress d'ingénierie et la véritable contrainte?
La contrainte d'ingénierie est la force divisée par une zone transversale d'origine de l'échantillon, quels que soient les changements pendant la déformation. La véritable contrainte est calculée en utilisant la zone transversale instantanée (réelle) à mesure que l'échantillon se déforme, donnant une mesure plus précise du stress, en particulier aux grandes souches.
5. Quelle est la différence entre la force de fracture et la résistance à la traction?
La résistance à la traction (UTS) est la contrainte d'ingénierie maximale qu'un matériau atteint sur sa courbe contrainte-déformation.
Dans les matériaux ductiles, le rétrécissement après UTS réduit la zone de charge (tandis que σ utilise toujours la zone d'origine), de sorte que la résistance à la fracture tombe en dessous des UT. Dans les matériaux fragiles, avec un rétrécissement négligeable, la résistance à la fracture est essentiellement égale aux UT.