En mécanique, le terme « filetage » fait spécifiquement référence au « filetage », composant essentiel des connecteurs, des fixations et des éléments de transmission. Les filetages de vis sont largement utilisés dans divers équipements et structures, tels que les boulons, les écrous, les vis et les vis mères, qui en dépendent tous pour remplir leurs fonctions. Que ce soit dans l’industrie ou dans la vie quotidienne, l’utilisation de filetages est omniprésente. Sans eux, la plupart des machines ne pourraient pas fonctionner correctement.
Alors, qu’est-ce qu’un filetage exactement ? Quels sont les différents types ? Cet article fournit des informations détaillées sur les filetages de vis, vous aidant à comprendre les différents types et à identifier le filetage le plus adapté à votre projet.
Qu'est-ce que le filetage ?
Le filetage de vis fait référence à une crête ou une rainure hélicoïdale qui s'enroule autour de la circonférence d'une surface cylindrique ou conique. Cette fonction hélicoïdale permet à deux ou plusieurs composants d'être étroitement connectés entre eux par un mouvement de rotation, ou de convertir un mouvement de rotation en mouvement linéaire.
La conception des filetages de vis crée une friction entre les composants, permettant une fixation ou un verrouillage sécurisé. De plus, les filetages possèdent un certain degré de capacité d'auto-verrouillage, ce qui signifie que les composants connectés ne se desserreront pas spontanément sans force extérieure.
Il existe de nombreux types de filetages, classés en fonction de diverses normes. Avant d’introduire les types de fils, ayons une idée générale des principaux paramètres géométriques du fil.
Paramètres géométriques clés du fil
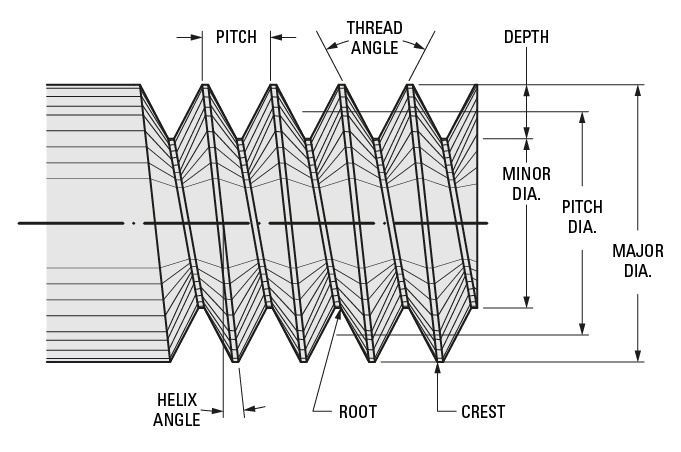
L'image ci-dessus offre une image intuitive des indicateurs importants. Vous trouverez ci-dessous les détails de ces paramètres :
Diamètre majeur (diamètre extérieur)
Le grand diamètre est le plus grand diamètre entre les crêtes du filetage. Cette dimension est cruciale pour déterminer la taille et la résistance du fil, affectant ainsi ses performances en traction et en cisaillement. De plus, il garantit un engagement et un ajustement appropriés entre les filetages internes et externes.
Diamètre mineur (diamètre intérieur)
Le petit diamètre est le plus petit diamètre entre les racines du fil. Il s'agit d'un paramètre important pour la résistance et l'ajustement du filetage, déterminant la résistance au cisaillement et à la fatigue du filetage et garantissant un engagement correct entre les filetages mâle et femelle.
Diamètre primitif (diamètre effectif)
Le diamètre primitif fait référence au diamètre auquel la largeur de la crête et de la racine du filetage est égale. Il est situé au milieu du profil du filetage et constitue la principale zone de contact et de support de charge pour les filetages internes et externes. Le diamètre primitif détermine l'étanchéité de l'ajustement et la profondeur d'engagement lorsqu'un boulon et un écrou sont vissés ensemble, affectant la répartition de la charge entre les dents filetées. De plus, un diamètre primitif approprié peut améliorer les performances d'autoblocage du filetage.
Pas et TPI
Le pas fait référence à la distance axiale entre les crêtes de filetage adjacentes en millimètres (mm) et est couramment utilisé pour les filetages métriques. Il détermine la densité des fils et la distance d'avance par rotation. Le pas est généralement mesuré rapidement à l'aide d'une jauge de pas de filetage.
Le TPI (Threads Per Inch) fait référence au nombre de crêtes de filetage par pouce et est couramment utilisé pour les filetages impériaux. La relation entre le TPI et le pitch est qu’ils sont réciproques l’un de l’autre.
Plomb
L'avance est la distance parcourue par une vis le long de son axe en un tour complet. Il détermine l'efficacité de la conversion du mouvement de rotation en mouvement linéaire dans les filetages, c'est-à-dire l'efficacité de la transmission. De plus, le plomb affecte la zone de contact et la répartition de la charge du filetage. Des valeurs de plomb plus petites répartissent généralement la charge sur une zone de contact plus longue, augmentant ainsi la capacité de charge et la résistance à l'usure.
Angle d'hélice
L'angle d'hélice est l'angle entre l'hélice du filetage et un plan perpendiculaire à l'axe du filetage. Il décrit l'angle auquel le filetage monte le long de l'axe de la vis, influençant à la fois l'efficacité de la transmission et le choix des procédés de fabrication. Un angle d'hélice plus grand augmente généralement l'efficacité de la transmission, mais peut également entraîner une friction et une usure plus élevées.
Angle de filetage
L'angle du filetage est l'angle formé par l'intersection des flancs du filetage avec un plan perpendiculaire à l'axe de la vis. Cet angle est généralement de 60 degrés, ce qui est courant dans les conceptions de filetage standard, en particulier dans les filetages métriques ISO et les filetages Unified Thread Standard (UTS). Cela affecte principalement la forme géométrique et les propriétés mécaniques du filetage, telles que la résistance, la répartition de la charge et les performances d'autoblocage.
Angle des dents
Dans les applications de filetage, l'angle des dents et l'angle du filetage sont généralement identiques, tous deux faisant référence à l'angle entre les flancs de deux filetages adjacents dans le profil du filetage. Cependant, dans un contexte de conception mécanique plus large, l'angle des dents peut spécifiquement faire référence à l'angle de profil des dents d'engrenage, tandis que l'angle du filetage est exclusivement utilisé pour la conception du filetage.
Comment identifier les types de fils ?
Concernant les types de fils, la classification de plus en plus courante est basée sur les différences subtiles des paramètres clés. Dans la section précédente, nous avons présenté les paramètres géométriques clés du filetage. Dans le passage suivant, à mesure que nous apprendrons à identifier les types de filetage, nous comprendrons progressivement que les différences subtiles dans ces paramètres jouent un rôle crucial pour déterminer si un type de filetage spécifique peut atteindre une compatibilité optimale avec votre équipement.
Combinons maintenant l'inspection visuelle, les mesures de base et la comparaison standard pour identifier et confirmer systématiquement le type de filetage.
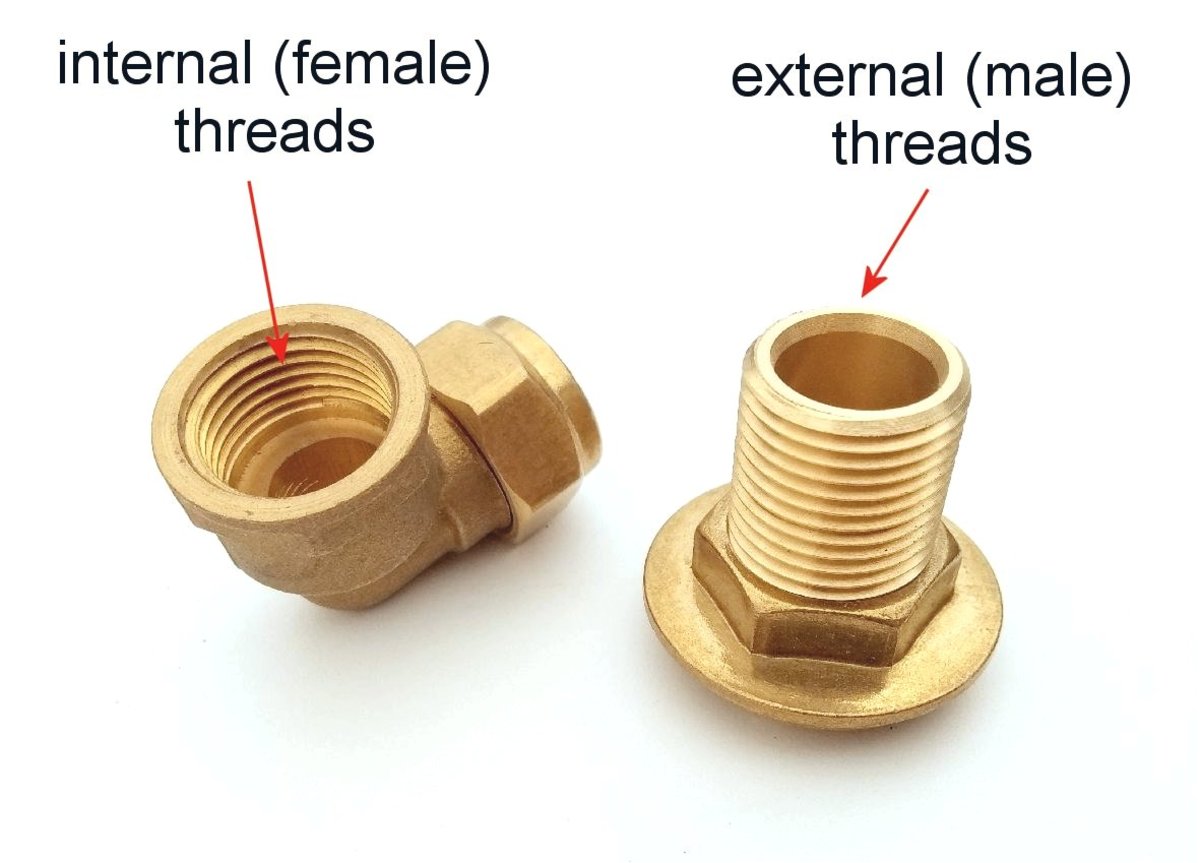
Étape 1 : filetage mâle ou filetage femelle
Tout d’abord, identifiez si le fil est mâle ou femelle en observant la forme et la structure globales du fil. Un filetage mâle est une crête hélicoïdale externe présente sur des composants tels que des boulons ou des vis, tandis qu'un filetage femelle est une rainure hélicoïdale interne présente dans les écrous ou les trous.
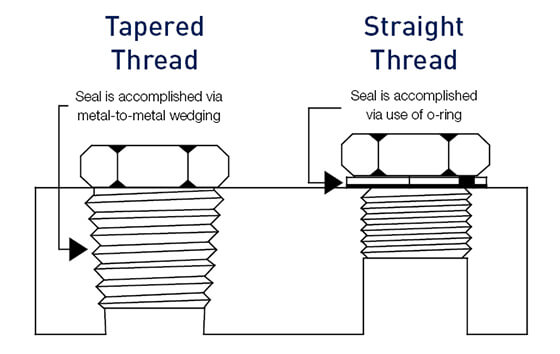
Étape 2 : filetage conique ou filetage parallèle
Ensuite, vérifiez si le filetage est conique ou parallèle. Le diamètre d'un filetage conique diminue progressivement sur sa longueur jusqu'à une extrémité, tandis que le diamètre d'un filetage parallèle reste constant sur toute la longueur du filetage. Parfois, cette caractéristique peut être déterminée par inspection visuelle, mais sinon, un pied à coulisse sera utile. Utilisez le pied à coulisse pour mesurer les premier, quatrième et dernier fils complets. Si les mesures sont les mêmes, c'est un fil parallèle. Si les mesures diminuent, il s'agit d'un filetage conique.
Étape 3 : Mesurer le pas du fil
L'étape suivante pour identifier votre type de filetage consiste à déterminer la taille du pas. Positionnez la jauge de pas sur le filetage et ajustez-la jusqu'à ce qu'elle s'adapte parfaitement entre les filetages consécutifs. Par la suite, lisez la valeur de pas indiquée, qui représente la distance précise entre les filetages.
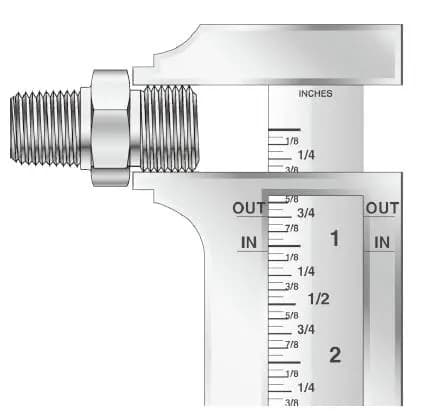
Étape 4 : Mesurer le diamètre du fil
Après avoir déterminé la taille du pas, l'étape suivante consiste à mesurer le diamètre du filetage. Le diamètre obtenu à cette étape n'est pas exactement le même que la taille nominale spécifiée du filetage spécifié. La principale raison de cette variation réside dans les tolérances industrielles ou de production. Différents paramètres du diamètre nécessitent différents outils de mesure. Voici quelques outils courants utilisés pour des paramètres spécifiques :
Diamètre majeur (diamètre extérieur) : Il s'agit du paramètre le plus simple à mesurer directement. Il est généralement mesuré à l'aide d'outils de diamètre externe tels que des pieds à coulisse ou des micromètres.
Diamètre mineur (diamètre intérieur) : La mesure du diamètre mineur nécessite une plus grande précision. Des outils tels qu'un micromètre intérieur, une jauge d'alésage ou une jauge pour petits trous sont recommandés.
Diamètre primitif (diamètre effectif) : La mesure du diamètre primitif est plus complexe et implique souvent des jauges spécialisées ou des méthodes indirectes. Les outils standard comprennent des jauges à bague filetée et des jauges à bouchon fileté. Pour une plus grande précision, un micromètre à fil ou la méthode à trois fils est utilisée.
Étape 5 : Mesurer l'angle du filetage
Utilisez une jauge d'angle de filetage pour mesurer l'angle du filetage. Alignez la jauge avec les flancs du filetage et assurez-vous qu'elle est bien ajustée pour obtenir l'angle entre les flancs de deux filetages adjacents. Enregistrez l'angle mesuré.
Étape 6 : Confirmer le type de fil
Enfin, en fonction du diamètre, du pas et de l'angle mesurés, reportez-vous aux tableaux de filetage standard ou aux manuels fournis dans la dernière partie de cet article pour confirmer le type de filetage.
Normes de filetage et types de filetage courants
La classification des fils est basée sur différentes normes et exigences d'application. Par exemple, les filetages de tuyaux sont utilisés pour les raccords de tuyaux (tels que BSP et NPT), et les filetages de machine sont utilisés pour les raccords mécaniques et structurels généraux (tels que ISO et UTS). Voici quelques normes et types de threads courants :
1. Norme de filetage métrique ISO
Numéro de norme : ISO 68-1, ISO 261, ISO 965-1, ISO965-2
La norme de filetage métrique ISO est une norme de filetage mondialement reconnue établie par l'Organisation internationale de normalisation (ISO). Il utilise le système métrique pour les dimensions du filetage, et l'angle du filetage est de 60 degrés, avec des diamètres et des pas mesurés en millimètres. Les types de filetage courants incluent le filetage grossier et le filetage fin.
Fil grossier
Fil fin
Taille du fil (mm)
Pas (mm)
Majeur Diamètre (mm)
Mineure Diamètre (mm)
Taille du fil (mm)
Pas (mm)
Majeur Diamètre (mm)
Mineure Diamètre (mm)
M3
0,5
2.980
2.459
M3*0.35
0,35
2.981
2.621
M4
0,7
3.978
3.342
M4*0.5
0,5
3.978
3.242
M5
0,8
4.976
4.134
M5*0.5
0,5
4.980
4.459
M6
1
5.974
4.917
M6*0.75
0,75
5.978
5.188
M8
1
7.974
6.917
M8*0.75
0,75
7.978
7.188
M10
1,5
9.968
8.376
M10*0.75
0,75
9.978
9.188
M10*1
1
9.974
8.917
M10*1.25
1,25
9.972
8.647
M12
1,75
11.97
10.106
M12*1
1
11.97
10.917
M12*1.25
1,25
11.97
10.674
M12*1.5
1,5
11.97
10.376
M16
2
15.96
13.835
M16*1
1
15.97
14.917
M16*1.5
1,5
15.97
14.376
M20
2.5
19.96
17.294
M20*1
1
19.97
18.917
M20*1.5
1,5
19.97
18.376
M20*2
2
19.96
17.835
M24
3
23.95
20.752
M24*1.0
1.0
23,97
22.917
M24*1.5
1,5
23,97
22.376
Le filetage grossier convient à la plupart des applications industrielles et mécaniques, facile à fabriquer et à assembler, et idéal pour les applications de fixation générales. Et Fine Thread est utilisé pour les connexions nécessitant une résistance et une précision plus élevées, offrant de meilleures performances de verrouillage dans des circonstances de vibrations importantes.
2. Norme de filetage unifiée (UTS)
Numéro de norme : ASME B1.1
Le Unified Thread Standard est largement utilisé aux États-Unis et au Canada. Il présente également un angle de profil de filetage de 60 degrés, avec des diamètres et des pas mesurés en pouces. Il existe plusieurs séries sous UTS, notamment UNC (Unified National Coarse), UNF (Unified National Fine) et UNEF (Unified National Extra Fine).
UNC (2A)
UNF (2A)
Taille nominale
Majeur Diamètre (mm)
Mineure Diamètre (mm)
TPI
Taille nominale
Majeur Diamètre (mm)
Mineure Diamètre (mm)
TPI
1/4" x 20 UNC
6.322
4.978
20
1/4" x 28 UNF
6.325
5.360
28
5/16" x 18 UNC
7.907
6.401
18
5/16" x 24 UNF
7.910
6.782
24
3/8" x 16 UNC
9.491
7.798
16
3/8" x 24 UNF
9.497
8.382
24
7/16" x 14 UNC
11.076
9.144
14
7/16" x 20 UNF
11.079
9.728
20
1/2" x 13 UNC
12.661
10.592
13
1/2" x 20 UNF
12.667
11.328
20
5/8" x 11 UNC
15.834
13.386
11
5/8" x 18 UNF
15.839
14.351
18
3/4" x 10 UNC
19.004
16.307
10
3/4" x 16 UNF
19.012
17.323
16
7/8" x 9 UNC
22.176
19.177
9
7/8" x 14 UNF
22.184
20.269
14
1" x 8 UNC
25.349
21.971
8
1" x 12 UNF
25.354
23.114
12
2" x 4,5 UNC
50.726
44.679
4.5
UNC convient à la plupart des connexions mécaniques et structurelles générales, en particulier dans les applications nécessitant de faibles exigences de résistance, telles que les charpentes de bâtiments et les assemblages mécaniques généraux. En revanche, l'UNF est utilisé pour les connexions mécaniques qui exigent une résistance et une précision plus élevées, que l'on trouve couramment dans les industries automobile et aérospatiale. Pour les applications nécessitant une précision encore plus élevée et des ajustements plus serrés, telles que les instruments de haute précision et les petits composants mécaniques, UNEF est le choix préféré.
3. Norme de fil britannique
Numéro de norme : BS 84, BS 2779 (ISO 228-1), BS 21 (ISO 7-1), BS 93
Les fils standard britanniques sont principalement utilisés au Royaume-Uni et dans les pays du Commonwealth. Ils englobent plusieurs types, dont la plupart ont un angle de filetage de 55 degrés, et des diamètres et pas mesurés en pouces. Les types de filetage courants sont :
Fil Whitworth standard britannique (BSW): Developed by Joseph Whitworth in 1841, BSW threads were the first standardized thread form and were once widely used in the UK and former British colonies. They have a 55-degree thread angle with rounded crests and roots. BSW threads are primarily used in general mechanical engineering and building structures, suitable for rougher machining environments.
Fil fin standard britannique (BSF): BSF threads are a variant of BSW, also featuring a 55-degree thread angle but with a finer pitch than BSW. They are used in applications requiring higher strength and tighter fits.
Filetage de tuyau standard britannique (BSP): BSP threads are used for pipe connections and have a thread angle of 55 degrees. There are two main types: BSPP (parallel threads) and BSPT (tapered threads). BSPP threads are usually sealed using a sealing face or an O-ring and are commonly used in hydraulic and pneumatic systems. BSPT threads primarily rely on the thread itself for sealing; the interference fit between the threads forms the seal, making them suitable for high-pressure sealing in piping systems.
Fil de l'Association britannique (BA): BA threads have a thread angle of 47.5 degrees and are primarily used for small screws and bolts. These threads are commonly found in the electronics and precision engineering fields.
4. Filetage national des tuyaux (NPT)
Numéro de norme : ANSI/ASME B1.20.1
National Pipe Thread (NPT) est une norme de filetage conique largement utilisée aux États-Unis et dans d’autres pays. L'angle du filetage est de 60 degrés, avec une conicité de 1/16 de pouce par pouce. Les filetages NPT assurent l'étanchéité grâce à un ajustement serré et sont largement utilisés dans les systèmes de tuyauterie de liquides et de gaz à haute pression, les équipements industriels et la plomberie des bâtiments.
Taille du fil
Diamètre majeur (mm)
TPI
1/16" - 27 NPT
7.938
27
1/8" - 27 NPT
10.287
27
1/4"-18 NPT
13.716
18
3/8" - 18 NPT
17.145
18
1/2" - 14 NPT
21.336
14
3/4" - 14 NPT
26.670
14
1" - 11½ NPT
33.401
11.5
2" - 11½ NPT
60.325
11.5
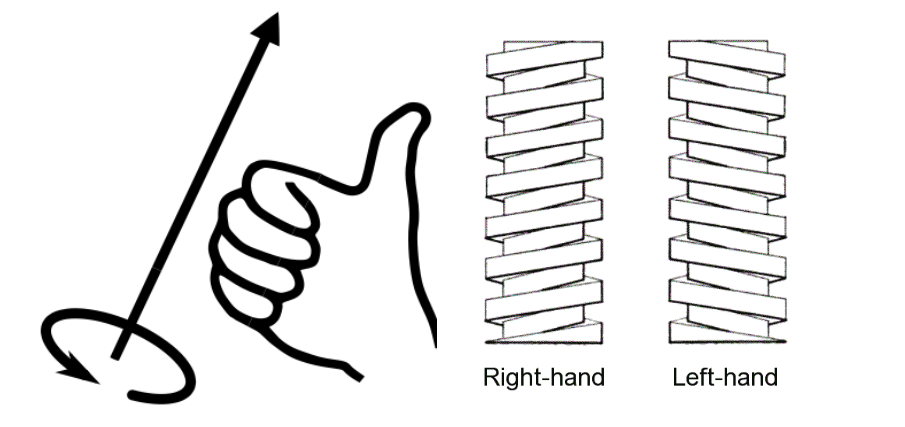
5. Filetages à droite (RH) et filetages à gauche (LH)
Un filetage est appelé filetage à droite s’il se resserre lorsqu’il est tourné dans le sens des aiguilles d’une montre. Il s’agit de la direction de filetage la plus couramment utilisée dans la plupart des applications. À l’inverse, un filetage à gauche se resserre lorsqu’il est tourné dans le sens inverse des aiguilles d’une montre. Les filetages à gauche sont toujours utilisés dans les situations où il est important d'éviter que le filetage ne se desserre en raison du mouvement propre, comme avec la pédale de vélo gauche.
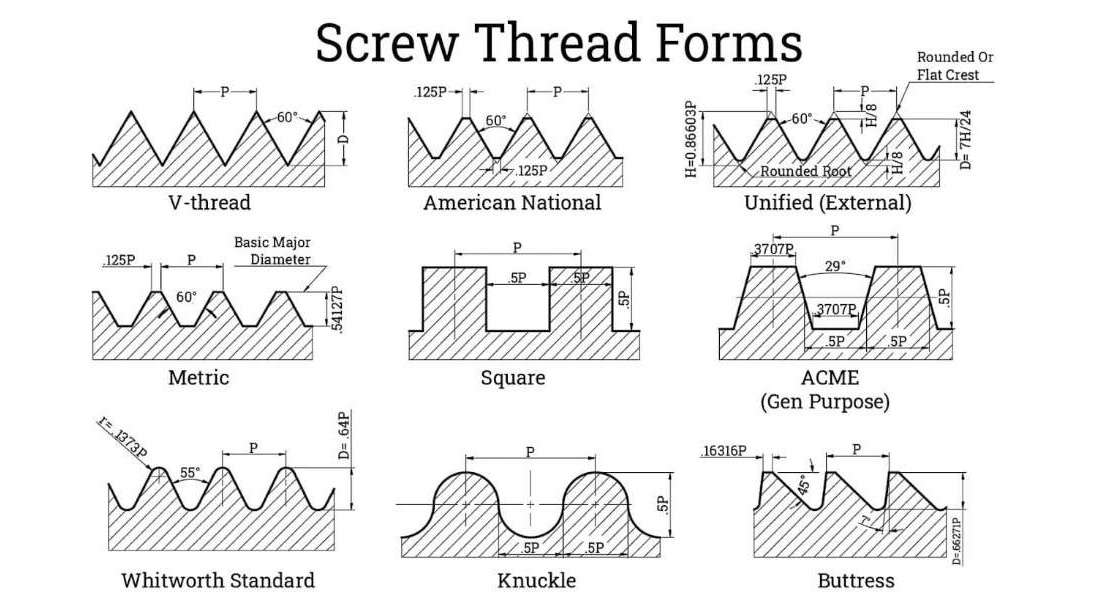
6. Fils en forme de « V »
Ces fils ont une section transversale triangulaire ou en forme de V avec un angle inclus de 60 degrés. Il s'agit de la forme de filetage la plus courante et elle est utilisée dans diverses applications en raison de sa polyvalence et de sa facilité de fabrication. Les filetages en forme de « V » conviennent à la fois aux applications de fixation et de charge à usage général. Les exemples incluent les filetages métriques Unified Thread Standard (UTS) et ISO.
7. Fils carrés
Contrairement aux fils en forme de « V », ce type de fil a une section carrée et est difficile à fabriquer. Les filetages carrés offrent moins de friction et d'usure grâce à leurs flancs de filetage perpendiculaires. Cette conception assure également une répartition plus uniforme de la charge le long du filetage, réduisant ainsi le risque de coincement ou de blocage sous de lourdes charges. Par conséquent, les filetages carrés sont idéaux pour les applications qui nécessitent un rendement élevé et la capacité de transmettre des forces importantes, telles que les vis mères et les vis à vérin.
8. Fils Acme
Les Les fils Acme peuvent être considérés comme une transformation des fils carrés mais offrent une production plus facile. Ils ont un profil trapézoïdal et un angle de filetage de 29 degrés. En raison de leur conception en coupe transversale plus large et plus stable, les filetages Acme sont plus résistants sous charge que les filetages carrés. Les filetages Acme sont largement utilisés dans les applications nécessitant une résistance et une précision élevées, telles que les vannes en laiton, les étaux d'établi et les tours à décolleter.
9. Fils d'articulation
Les filetages d'articulation ont un haut et un bas arrondis, une conception unique qui offre une haute résistance aux dommages et à l'usure en réduisant les bords tranchants et en minimisant l'usure. Le profil lisse et arrondi aide également à prévenir l'accumulation de saleté, de débris et d'autres contaminants, ce qui rend les filetages articulés particulièrement adaptés aux applications où les filetages sont fréquemment engagés et désengagés ou exposés à des environnements difficiles. En conséquence, les filetages d'articulation sont souvent utilisés dans des industries telles que les chemins de fer et la machinerie lourde, où la robustesse et la durabilité sont essentielles. On les trouve également couramment dans les connexions qui doivent être solides et résilientes dans des conditions difficiles, telles que les raccords, les couvercles et les couvercles qui doivent être vissés et dévissés à plusieurs reprises.
10. Fils de contrefort
Les filetages contrefort sont des filetages de vis spécialisés conçus pour résister à une poussée axiale élevée dans une direction. Le profil du filetage présente une face portante presque perpendiculaire et une face arrière inclinée, généralement à un angle d'environ 45 degrés. Cette conception permet une transmission efficace de forces importantes le long de l'axe de la vis tout en minimisant le risque de déformation du filetage. Les filetages de contrefort sont couramment utilisés dans les applications nécessitant une force portante importante dans une direction, telles que les presses hydrauliques, les étaux, les équipements de levage et les machines qui manipulent des charges lourdes ou des pressions élevées.
11. Fils de vers
Les filetages à vis sans fin sont utilisés dans les engrenages à vis sans fin, où ils transmettent le mouvement et la puissance entre des arbres perpendiculaires non sécants. La vis sans fin, qui a le filetage, ressemble à une vis et s'engrène avec une roue à vis sans fin. Le profil du filetage d'un filetage à vis sans fin est conçu pour s'engager efficacement avec les dents de la roue à vis sans fin, offrant ainsi un mouvement fluide et continu. Ce type de système d'engrenage offre des rapports de réduction élevés, permettant une réduction substantielle de la vitesse et une multiplication du couple. Les filetages sans fin sont couramment utilisés dans des applications telles que les systèmes de convoyeurs, les ascenseurs, les mécanismes de direction et les machines où un contrôle précis et un couple élevé sont requis. La conception dispose également d'une fonction d'autoverrouillage, empêchant le recul dans certaines conditions, ce qui améliore la sécurité et le contrôle dans de nombreuses applications.
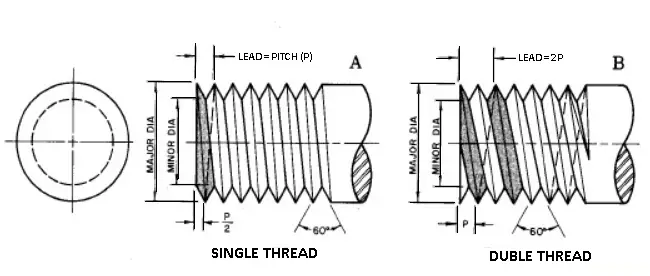
12. Single et Multi-Threads
Les filetages simples ont une seule crête hélicoïdale. Chaque rotation complète d'un seul filetage fait avancer la vis d'une longueur de pas. Cette conception offre un équilibre entre résistance et facilité de fabrication et constitue le type de filetage le plus simple et le plus couramment utilisé.
Les multi-threads ont deux ou plusieurs crêtes hélicoïdales, permettant un avancement linéaire plus rapide à chaque rotation. Par exemple, les filetages à double départ ont deux arêtes hélicoïdales, ce qui signifie que la vis avance de deux longueurs de pas par tour. Cette conception réduit le temps et les efforts nécessaires pour obtenir le même mouvement linéaire par rapport aux filetages simples. Les multithreads sont particulièrement utiles dans les applications où un mouvement rapide est essentiel, comme dans les machines à grande vitesse, les actionneurs et les instruments de précision.
Conclusion
Il existe plusieurs types de filetage, chacun avec ses propres styles de conception et niveaux de précision requis. Lors de la conception du produit, différents types de filetage doivent être pris en compte. Nous espérons que cet article pourra vous aider à identifier les différents types de filetage et à choisir les filetages adaptés à vos besoins en mécanique et en ingénierie.
Chez Chiggo, nous sommes fiers de notre expertise en matière de attaches usinées CNC. Pour les produits de différents matériaux, différents types de fils et méthodes de traitement des fils sont appliqués, et des tests professionnels sont adoptés pour contrôler la qualité. Notre équipe d'ingénieurs, avec plus de 10 ans d'expérience dans l'industrie, est prête à travailler en étroite collaboration avec vous pour fournir les solutions de filetage adaptées à votre projet. Téléchargez votre fichier CAO maintenant !
FAQ
Que signifie le « F » dans NPTF : Femme, amende ou carburant ?
Le « F » dans NPTF signifie Fuel. NPTF signifie National Pipe Taper Fuel, qui est un filetage à joint sec utilisé dans les applications où l'étanchéité est cruciale, comme dans les systèmes de carburant. Les filetages NPTF sont conçus pour créer un joint sans avoir besoin de produit d'étanchéité supplémentaire, contrairement aux filetages NPT (National Pipe Taper) standard.
Les filetages de tuyaux NPT et BSP sont-ils interchangeables ?
Les filetages de tuyaux NPT et BSP ne sont pas interchangeables en raison de leurs normes, pas de filetage et angles de filetage différents. NPT suit la norme National Pipe Thread avec un angle de filetage de 60 degrés, tandis que BSP adhère à la norme britannique Pipe Thread avec un angle de filetage de 55 degrés. Le pas du filetage varie également en fonction de la taille du filetage ; par exemple, un filetage NPT 1/2" a 14 filetages par pouce et un filetage BSP 1/2" a également 14 filetages par pouce, mais leurs dimensions physiques et profils de filetage diffèrent. Ces différences clés dans les dimensions physiques et la structure rendent impossible l'échange direct des filetages de tuyaux NPT et BSP. Si une connexion entre ces deux normes différentes est requise, des adaptateurs spéciaux doivent être utilisés.