Alors que diverses industries exigent de plus en plus de formes complexes et de composants de haute précision, ainsi que l'application de nouveaux matériaux, l'usinage 3 axes traditionnel ne peut plus répondre à ces besoins. Par conséquent, la technologie d'usinage multi-axes CNC (Computer Numerical Control) a rapidement progressé. Aujourd'hui, les machines CNC les plus sophistiquées peuvent contrôler simultanément jusqu'à 12 axes. Parmi celles-ci, les machines 5 axes sont les plus populaires et les plus utilisées.
Il existe deux principaux types de machines CNC 5 axes : les machines 3+2 axes et les machines 5 axes simultanés. Cependant, certains machinistes et concepteurs les confondent souvent. Leurs mécanismes sont-ils identiques ? Si non, quelles sont les différences entre eux ? Dans cet article, vous trouverez les réponses. Examinons d'abord les concepts de ces deux approches d'usinage.
Qu’est-ce que l’usinage simultané sur 5 axes ?
Pour mieux comprendre l'l'usinage 5 axes simultané, Expliquons d'abord ce qu'implique un nombre d'axes dans l'usinage CNC. Le nombre d'axes fait référence au nombre de directions dans lesquelles l'outil de coupe (ou la table de travail) peut se déplacer pour créer le produit souhaité. Essentiellement, plus une machine possède d'axes, plus l'amplitude de mouvement et de rotation de l'outil et de la table de travail est grande, permettant finalement la production de composants plus complexes et précis.
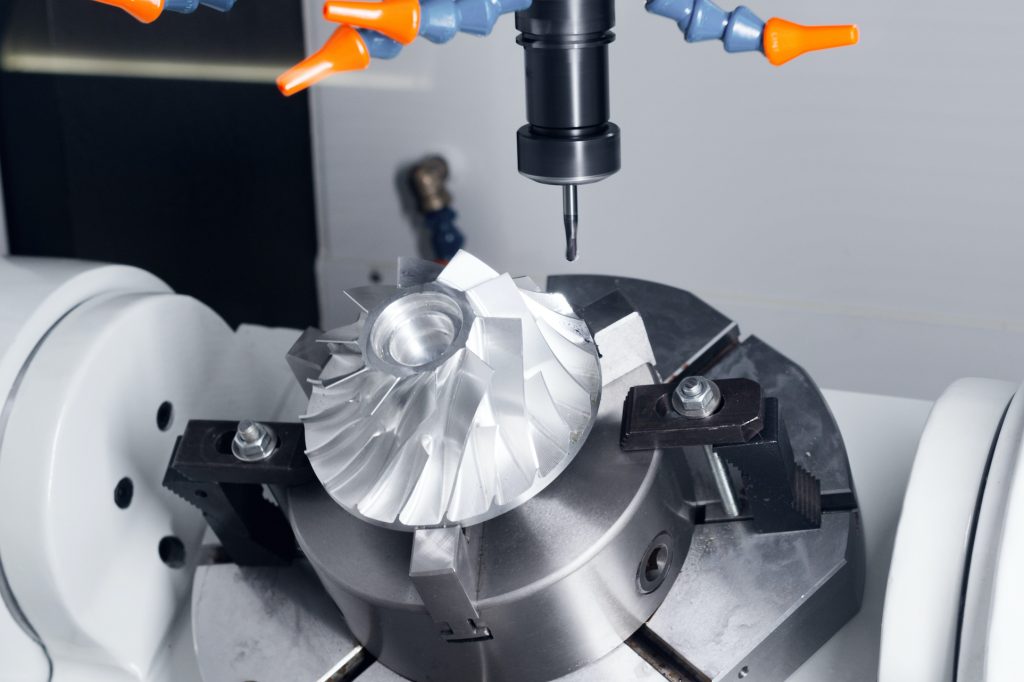
L'usinage 5 axes simultané, également connu sous le nom d'usinage 5 axes continu complet, est une forme avancée d'usinage CNC qui implique l'utilisation de trois axes linéaires fonctionnant simultanément avec deux axes de rotation pour produire des pièces complexes avec une précision et une efficacité élevées. Les cinq axes sont :
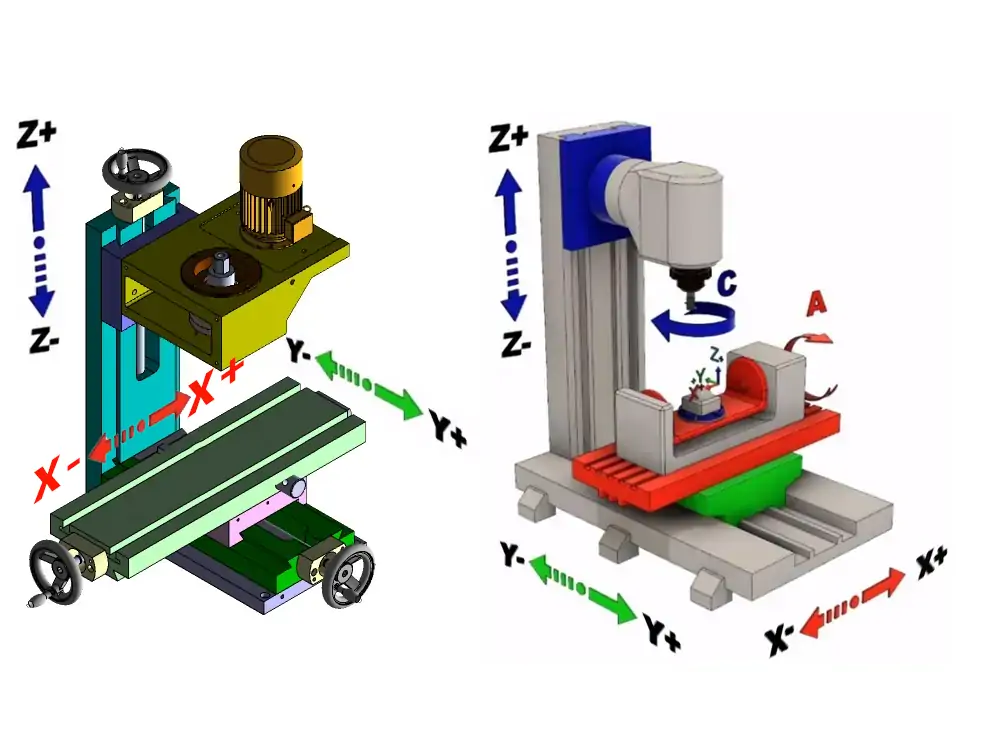
Axes X, Y et Z (axes linéaires) :
Ce sont les trois axes linéaires principaux le long desquels l'outil de coupe ou la pièce à usiner peut se déplacer.
Axe X : mouvement horizontal (gauche et droite) Axe Y : mouvement horizontal (avant et arrière) Axe Z : mouvement vertical (haut et bas)
Axes A et B (axes de rotation) :
Ce sont les deux axes de rotation supplémentaires, permettant à la pièce ou à l'outil de coupe de s'incliner ou de pivoter.
Axe A : Rotation autour de l'axe X (inclinaison vers l'avant et vers l'arrière) Axe C : Rotation autour de l'axe Z (rotation dans le sens des aiguilles d'une montre et dans le sens inverse des aiguilles d'une montre)
La configuration spécifique de ces axes peut varier en fonction du type de machine CNC 5 axes. Dans certains cas, la machine peut utiliser l'axe B (rotation le long de l'axe Z) au lieu de l'axe C (rotation le long de l'axe Z). Quelle que soit la configuration, l'usinage entièrement continu sur 5 axes permet aux outils et à la pièce de se déplacer simultanément, permettant ainsi l'usinage de cinq faces d'une pièce en une seule configuration. Cela élimine le besoin de déplacer les pièces sur plusieurs postes de travail ou équipements, ce qui entraîne des temps de cycle plus courts et une meilleure précision.
Qu'est-ce que l'usinage 3+2 axes ?
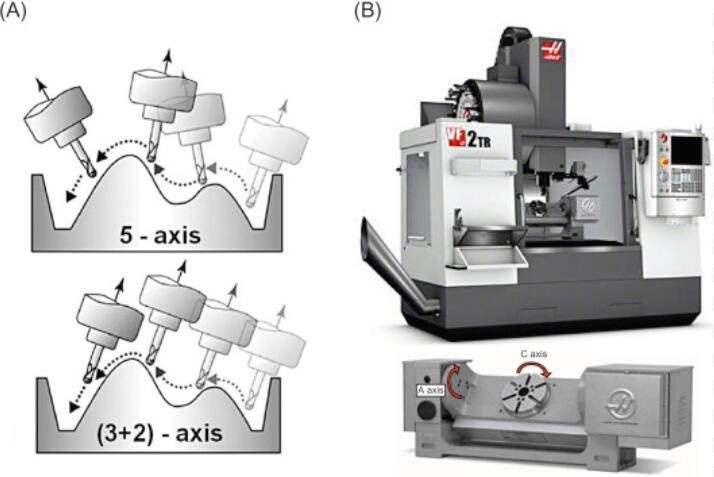
L'usinage 3+2 axes, également connu sous le nom d'usinage positionnel 5 axes, utilise une machine 5 axes mais n'exploite pas pleinement sa capacité de mouvement simultané sur 5 axes. Dans l'usinage 3+2 axes, les deux axes de rotation (choisis parmi les axes A, B et C) sont utilisés pour incliner et faire pivoter la pièce dans une position souhaitée. Une fois positionné, un usinage typique sur 3 axes peut être effectué, en utilisant uniquement les axes X, Y et Z.
Cela rend l'usinage 3+2 axes plus similaire à l'usinage 3 axes traditionnel. Bien qu'il utilise le matériel d'une machine à 5 axes, les deux axes de rotation sont fixes pour le positionnement pendant le processus d'usinage, de sorte que la phase de coupe de l'usinage 3+2 axes s'apparente davantage à l'usinage 3 axes traditionnel.
Cependant, il convient de noter que l’usinage 3+2 axes permet l’utilisation d’outils de coupe plus courts et plus rigides qui peuvent être inclinés vers la surface de la pièce par rapport à l’usinage 3 axes conventionnel ou à l’usinage 5 axes simultanés. Cette capacité offre des avantages significatifs en matière d'ébauche et d'usinage à grande vitesse, car elle permet l'enlèvement rapide de grandes quantités de matière. De plus, les outils plus courts peuvent atteindre plus facilement les zones difficiles, telles que l’intérieur des cavités et les parois abruptes. Cela rend l'usinage 3+2 particulièrement bien adapté à la fabrication de moules et à d'autres applications impliquant des courbes ou des formes tubulaires angulaires.
Usinage simultané 5 axes ou 3+2 axes : leurs avantages et inconvénients
Sur la base de l'introduction précédente, la principale différence entre l'usinage 5 axes simultanés et l'usinage 3+2 axes réside dans la manière dont les axes sont utilisés pendant le processus d'usinage. Contrairement à l'usinage 5 axes simultané où les cinq axes se déplacent en continu pendant le processus d'usinage, l'usinage 3+2 axes implique le positionnement de la pièce à des angles fixes, puis l'usinage avec les trois axes linéaires.
Bien que l'usinage 5 axes simultanés puisse exécuter presque toutes les fonctions de l'usinage 3+2 axes, cela ne signifie pas que tous les projets nécessitent un usinage CNC 5 axes entièrement continu. Dans certains cas, l’usinage 3+2 axes peut être plus efficace. Pour déterminer le meilleur choix entre l’usinage 5 axes et l’usinage 3+2, il est essentiel de comprendre leurs avantages et inconvénients respectifs.
Avantages de l'usinage CNC 5 axes simultané
L'usinage CNC 5 axes offre de nombreux avantages, ce qui en fait un choix privilégié dans diverses applications de fabrication de haute précision et de grande complexité. Voici quelques-uns des principaux avantages :
Capacité à créer une géométrie complexe
La possibilité de déplacer les cinq axes simultanément permet un ajustement dynamique de l’angle et de la position de l’outil, offrant ainsi un meilleur accès aux zones difficiles d’accès de la pièce. Cela permet l'usinage de géométries très complexes, telles que des cavités profondes, des contre-dépouilles, des surfaces de forme libre et des contours complexes, ce qui serait très difficile, voire impossible, avec d'autres méthodes.
Haute efficacité (y compris un temps de configuration réduit et des changements d'outils réduits)
Les machines à 5 axes minimisent le besoin de configurations et de repositionnements multiples en permettant l'usinage de plusieurs côtés d'une pièce en une seule configuration. Ce processus ininterrompu réduit les temps d'arrêt, augmente le débit global et conduit à des cycles de production plus rapides. De plus, les trajectoires d'outils optimisées réduisent les contraintes et la chaleur sur l'outil de coupe, prolongeant ainsi sa durée de vie. Une durée de vie plus longue des outils signifie moins d'interruptions pour le remplacement ou la maintenance des outils, ce qui se traduit par des opérations d'usinage plus continues et plus efficaces.
Finition de surface et précision améliorées
Le mouvement continu de l'outil sur la pièce garantit des finitions de surface plus lisses avec moins de marques d'outil. De plus, l'usinage des pièces dans une seule configuration élimine les erreurs liées aux repositionnements multiples, améliorant ainsi considérablement la précision globale.
Un plus grand potentiel d’innovation
Les capacités avancées de l’usinage 5 axes ouvrent de nouvelles possibilités de conception et d’innovation. Les ingénieurs et les concepteurs peuvent repousser les limites de ce qui est possible, en créant des pièces plus complexes et sophistiquées qui répondent aux demandes évolutives de diverses industries.
Inconvénients de l'usinage CNC 5 axes
Malgré ses avantages, l’usinage CNC 5 axes présente également certaines limites :
Coût élevé
Les machines CNC 5 axes simultanés sont nettement plus chères que les machines traditionnelles à 3 axes ou même 3+2 axes. De plus, les coûts de maintenance de ces machines sont plus élevés en raison de leurs nombreuses pièces mobiles et de leurs systèmes de contrôle sophistiqués qui nécessitent un entretien et un étalonnage réguliers. De plus, les opérateurs ont besoin d’une formation spécialisée pour utiliser efficacement les machines CNC à 5 axes.
Programmation complexe
La programmation pour l'usinage 5 axes est plus complexe et nécessite un logiciel de FAO (Fabrication Assistée par Ordinateur) spécialisé et des opérateurs hautement qualifiés. De plus, le processus prend du temps, nécessitant une planification et une vérification détaillées pour garantir des parcours d'outils précis et efficaces. Cette complexité peut entraîner une augmentation des coûts de formation et des temps de configuration plus longs.
Limites dans certaines applications
Lorsque l'outil de coupe fonctionne selon un angle incliné, la force de coupe n'agit plus directement le long de l'axe de l'outil mais plutôt selon un certain angle par rapport à l'outil. Cela entraîne une répartition inégale de la force, augmentant le risque de vibration de l'outil. De plus, si le porte-outil est trop large, il restreint la liberté de l'outil à un angle incliné, augmentant ainsi le risque d'interférence entre l'outil et la pièce ou le montage. Un porte-outil trop large peut également provoquer un déplacement du centre de gravité de l'outil, le rendant plus sensible aux forces latérales lors de la coupe à angle incliné, ce qui augmente les vibrations et l'instabilité. Dans de tels cas, l’usinage 3 axes peut être plus approprié.
Avantages de l'usinage CNC 3+2 axes
L'usinage CNC 3+2 axes offre plusieurs avantages uniques qui en font une option précieuse dans la fabrication de précision :
Générer des fonctionnalités relativement complexes
L'usinage 3+2 axes permet d'utiliser des outils de coupe plus courts et plus rigides, ce qui le rend particulièrement adapté à la fabrication de parois abruptes, de contre-dépouilles dans les cavités et d'autres éléments complexes. La possibilité de positionner la pièce à des angles spécifiques permet la création de géométries complexes que l'usinage CNC à 3 axes.
Programmation simplifiée
La programmation pour l'usinage 3+2 axes est généralement plus simple que celle pour l'usinage 5 axes simultanés, car les parcours d'outils sont généralement linéaires une fois les axes de rotation positionnés. Les programmeurs peuvent comprendre et planifier les parcours d'outils de manière plus intuitive sans avoir à gérer des transformations géométriques et des angles de rotation complexes.
Temps de configuration réduits
Lorsque vous devez usiner cinq surfaces ou plus, si vous utilisez l'usinage traditionnel à 3 axes, vous devrez arrêter la broche plusieurs fois pour des changements d'outils et des repositionnements fréquents. Cependant, l’usinage 3+2 axes peut surmonter ce défi. Grâce à une seule configuration, l'usinage 3+2 axes est capable de terminer le processus en une seule fois pour cinq côtés différents d'une pièce, ce qui réduit évidemment les temps de configuration globaux.
Vibrations réduites
Dans l'usinage 3+2 axes, les axes de rotation sont verrouillés pendant la coupe, ce qui signifie que l'orientation de l'outil est fixe et ne change pas dynamiquement pendant le processus d'usinage. Cela réduit le risque de vibrations pouvant survenir lorsque l'orientation de l'outil s'ajuste continuellement lors d'un usinage 5 axes simultané. Les vibrations réduites améliorent la précision et la stabilité de l’usinage.
Relativement rentable
L'usinage 3+2 axes est généralement plus rentable que l'usinage simultané 5 axes car il implique une programmation plus simple, des coûts de machine réduits et moins de besoins de maintenance. Malgré ces avantages en termes de coûts, l'usinage 3+2 axes offre toujours une flexibilité importante et la possibilité d'usiner des géométries complexes en positionnant la pièce à des angles spécifiques.
Inconvénients de l'usinage 3+2 axes
Limites d'accès aux outils
Dans l'usinage 3+2 axes, la pièce est tournée dans une orientation spécifique pour accéder à des surfaces spécifiques. Cela limite l'accès de l'outil à certaines zones, notamment celles qui sont en retrait ou cachées par la forme de la pièce. Les géométries internes complexes peuvent nécessiter des configurations supplémentaires ou des stratégies d'usinage alternatives.
Temps d'usinage accru
Pour usiner différentes surfaces de pièces complexes en usinage 3+2 axes, la broche de l'outil est souvent réglée à des angles spécifiques et maintenue fixe. Couvrir toutes les surfaces nécessaires peut nécessiter plusieurs orientations inclinées, ce qui peut entraîner un chevauchement des trajectoires d'outils et une augmentation du temps d'usinage.
Finition supplémentaire requise
Dans certains cas, l'usinage 3+2 axes peut laisser des surfaces rugueuses et des lignes de fusion apparaissent entre les segments de parcours d'outil individuels. Par conséquent, des opérations de finition supplémentaires sont nécessaires pour obtenir la qualité de surface souhaitée.
Usinage complet à 5 axes ou 3+2 axes : lequel est le meilleur ?
Les deux technologies ont leurs avantages et leurs limites uniques. Le choix entre l'usinage 5 axes simultanés et l'usinage 3+2 axes dépend en grande partie des scénarios spécifiques. Pour le rendre plus intuitif, nous avons résumé leurs caractéristiques dans le tableau ci-dessous pour votre référence :
Usinage simultané sur 5 axes
Usinage 3+2 axes
Avantages
▪Unparalleled production efficiency ▪Capable of machining more complex shapes and accuracy ▪No special fixture is needed ▪Reduce special cutting tools ▪Eliminate blend lines, no polishing required
▪Shorter, more rigid cutting tools can be used. ▪Simplified programming ▪Reduced vibrations ▪Relatively more cost-effective
Limites
▪Programming complexity ▪High machine cost ▪Specialized training for operators ▪Not available in certain applications
▪Tool access limitations ▪Increased machining time ▪Post-processing finishing required
Voici quelques considérations utiles lorsque vous faites votre choix :
1. Si le coût est une préoccupation majeure, vous pouvez privilégier l’usinage 3+2 axes. En effet, l'usinage 3+2 axes combine la flexibilité des machines 5 axes avec la rentabilité et la simplicité de programmation des machines 3 axes, offrant ainsi toute une série d'avantages notables, comme mentionné précédemment.
En outre, de nombreux ateliers disposent déjà de machines 3 axes qui peuvent être mises à niveau pour effectuer un usinage 3+2 axes avec un investissement minimal, comme l'installation d'axes rotatifs et la mise à niveau du logiciel de contrôle, ce qui en fait une option intéressante pour ceux qui cherchent à étendre leurs capacités sans en acheter de nouvelles. équipement.
2. Dans les situations suivantes, l’usinage complet sur 5 axes constitue le meilleur choix.
La flexibilité et l'efficacité de la production sont prioritaires. L'usinage 5 axes offre une flexibilité inégalée dans le traitement de géométries complexes, telles que les contre-dépouilles, les formes irrégulières et les coins serrés. Il élimine le besoin de plusieurs configurations ou appareils, réduisant ainsi le temps de manipulation et les erreurs potentielles. En réalisant les pièces en une seule configuration, l'usinage 5 axes peut réduire considérablement le temps de production et augmenter le débit. Ceci est particulièrement avantageux pour la production ou le prototypage à faible volume et à forte diversité.
Pour les surfaces particulièrement complexes ou les tâches d'usinage nécessitant des changements continus dans la direction de l'outil, l'usinage 3+2 axes peut ne pas suffire. Bien que l'usinage 3+2 axes offre une efficacité et une précision élevées, ses capacités de traitement sont limitées par l'orientation fixe de l'outil. En revanche, l'usinage 5 axes est capable de relever ces défis, car il permet à l'outil d'ajuster en permanence sa direction et son angle pendant le processus, s'adaptant ainsi aux variations de la surface de la pièce.
Vous exigez une finition de surface exceptionnelle et refusez le post-traitement des surfaces. Le mouvement de coupe continu et les angles d'engagement réduits des outils dans l'usinage 5 axes conduisent souvent à des finitions de surface plus lisses, réduisant ainsi le besoin d'opérations de finition secondaires. En revanche, l'usinage 3+2 axes peut dans certains cas laisser des surfaces rugueuses ou nécessiter des opérations de finition supplémentaires pour obtenir la qualité de surface souhaitée.
Travaillez avec Chiggo pour les pièces usinées CNC à 5 axes
Après avoir acquis une compréhension globale des différences entre l'usinage CNC 5 axes simultané et l'usinage CNC 3+2, il est temps de vous associer à une entreprise d'usinage CNC fiable. Ne cherchez pas plus loin que Chiggo !
Nos installations de pointe comprennent des machines avancées à 3, 4 et 5 axes, nous permettant de relever des défis d'usinage complexes avec précision et efficacité. Notre équipe d'ingénierie, forte de plus de 10 ans d'expertise dans l'industrie, est prête à travailler en étroite collaboration avec vous pour optimiser les processus de conception et de fabrication de votre projet.
Téléchargez votre conception maintenant et vous recevrez un devis ainsi qu'une analyse gratuite de conception pour la fabricabilité (DFM) dans les plus brefs délais. Choisissez Chiggo ! Nous nous engageons à fournir des résultats de qualité supérieure, des prix compétitifs et des délais d'exécution rapides.