Les pièces usinées sont répandues dans toutes les industries. Ils représentent une catégorie de composants d'ingénierie de précision, fabriqués par des processus soustractifs à des tolérances strictes et à fournir des géométries complexes, une précision reproductible et des finitions de surface supérieures. Ce guide couvre les bases des pièces et des composants usinés: ce qu'ils sont, comment ils sont produits, leurs avantages et les principes de conception clés. Vous découvrirez également les documents utilisés et leurs applications.
Que sont les pièces et composants usinés?
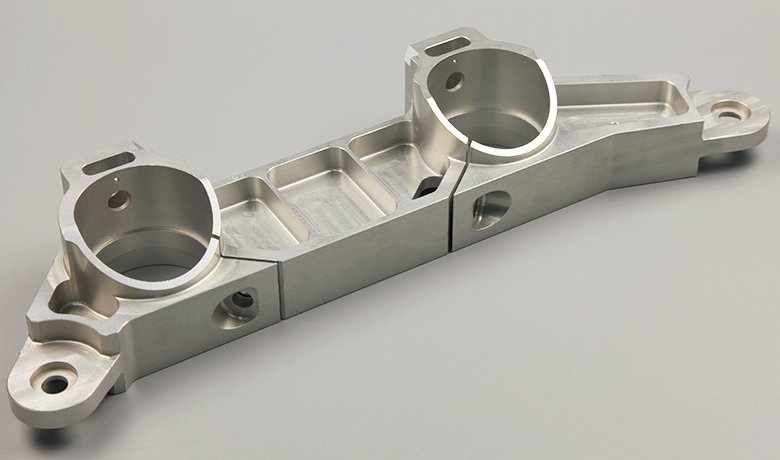
Les pièces et composants usinés sont des objets de précision créés en supprimant un matériau excédentaire d'un bloc solide, ou «pièce». Les machines de coupe - telles que les tours, les moulins, les forets et les routeurs - façonnent la pièce de travail à la forme et à la finition souhaitées. Ces pièces peuvent être fabriquées à partir de métaux, de plastiques ou d'autres matériaux qui maintiennent la stabilité dimensionnelle pendant la coupe.
L'usinage peut être effectué de deux manières principales:
Usinage manuel:Fonctionné par un machiniste qualifié qui contrôle directement le mouvement de l'outil, à l'aide de roues de main ou de leviers.
Usinage CNC:Entièrement automatisé à l'aide d'instructions numériques pré-programmées, permettant des géométries complexes, une répétabilité et une grande efficacité, en particulier pour les pièces personnalisées ou de haute précision.
La plupart des composants complexes ou personnalisés sont fabriqués sur des machines CNC pour une précision et une évolutivité maximales. Néanmoins, l'usinage manuel a toujours sa place, en particulier pour rapidement, une pièce hors des pièces où la mise en place d'un programme CNC prendrait plus de temps que la simple coupe à la main.
Dans certains cas, l'usinage est utilisé comme processus secondaire ou de finition. Par exemple, une pièce peut être initialement coulée, forgée ou moulée par injection, puis subir un usinage supplémentaire pour affiner ses caractéristiques, telles que des trous percés, des fils taraunés ou des surfaces moulues. Ceux-ci sont souvent appelés pièces partiellement usinées ou post-accumulées.
Techniques et processus d'usinage communs
Des trous simples aux géométries internes complexes, différentes techniques d'usinage façonnent les caractéristiques clés des pièces usinées. Vous trouverez ci-dessous quelques-unes des méthodes d'usinage les plus utilisées:
Misoning:Utilise des outils de coupe multi-points rotatifs pour éliminer le matériau d'une pièce le long de plusieurs axes. Ce processus est très polyvalent pour créer des surfaces complexes, des poches, des fentes et des formes profilées avec une grande précision. Les types communs d'opérations de fraisage comprennent le broyage de la face, le broyage final et le broyage de fentes.
Tournant:La pièce tournure contre un outil de coupe relativement stationnaire pour générer des caractéristiques cylindriques - arbres, tiges et bagues - avec un contrôle dimensionnel serré et des finitions lisses.
Forage:Un foret rotatif crée des trous de différentes tailles et profondeurs. C'est l'un des processus d'usinage les plus fondamentaux, largement utilisés pour les trous à travers, les trous aveugles et les trous filetés en pièces mécaniques.
Broaching:Une broche dentée, avec des dents progressivement plus grandes, coupe le matériel en un seul passage. Il est particulièrement utile pour couper les caractéristiques internes comme les claviers, les splines et les trous non ronds.
Affûtage:Une roue abrasive rotative affine la géométrie de surface et les finitions à des tolérances très étroites. Cette technique est souvent utilisée comme étape de finition finale pour les pièces de haute précision.
Usinage à décharge électrique (EDM):Les étincelles électriques dans un liquide diélectrique érodent le matériau de la pièce conductrice, permettant la création de formes complexes, de coins nets et de cavités profondes dans des métaux durs ou délicats.
Coupe laser:Utilise un faisceau laser ciblé pour faire fondre, vaporiser ou brûler des matériaux, permettant une coupe précise et sans contact. Il convient aux métaux, aux plastiques et à d'autres matériaux, en particulier sous forme de feuille mince.
Usinage à ultrasons:Les vibrations à ultrasons transmettent une suspension abrasive contre la pièce, en éliminant les matériaux des matériaux cassants ou sensibles à la chaleur (par exemple, céramique, verre) sans dommages thermiques ni contraintes mécaniques.
Quels sont les avantages des pièces usinées?
Les pièces usinées CNC offrent plusieurs avantages clés sur les composants imprimés et moulés imprimés en 3D. Ces avantages comprennent:
Aucune quantité de commande minimale (MOQ)
L'un des principaux avantages des pièces usinés est que vous n'avez pas besoin d'une quantité minimale de commande pour les acheter. Vous pouvez commander un prototype unique ou de très petites quantités à la demande - sans l'outillage coûteux et long requis pour les pièces moulées. Ceci est particulièrement utile pour les petites entreprises, car elle réduit les stocks et les actes de capital et soutient la production personnalisée.
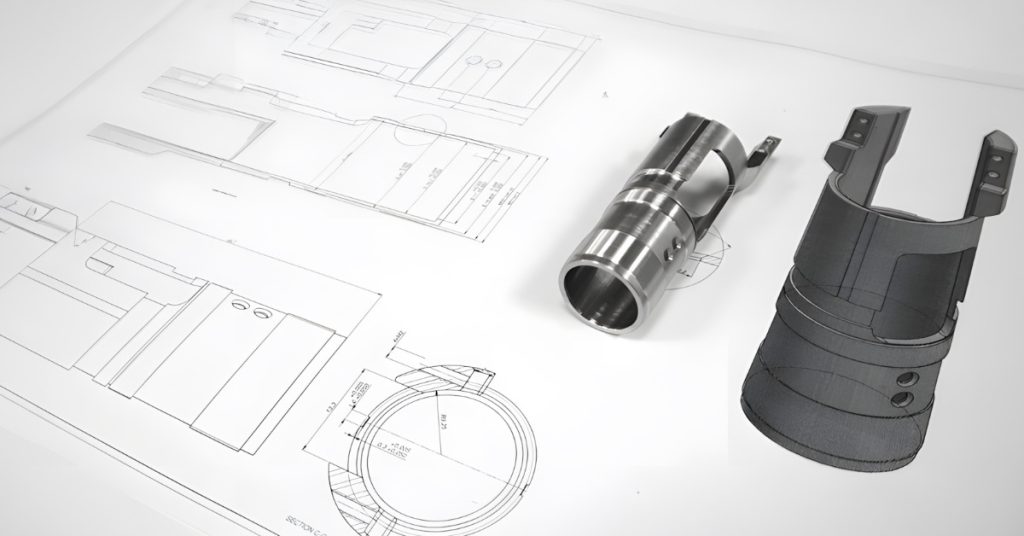
Bons prototypes
Les pièces usinées sont appropriées et abordables en tant que prototypes car ils évitent les outils coûteux et les exigences de commande minimale. La programmation et la configuration ne prennent généralement que quelques jours, de sorte que les équipes peuvent rapidement itérer les conceptions et évaluer l'ajustement et la fonction de chaque version dans les tests du monde réel. La haute précision et la finition de surface supérieure de l'usinage CNC garantissent que les prototypes ressemblent étroitement aux pièces de production finales, même pour des géométries complexes ou des détails complexes.
De plus, l'usinage prend en charge une large gamme de matériaux - de l'aluminium et des alliages en acier àplastiques d'ingénierie- Les développeurs peuvent tester plusieurs options dans des conditions de fonctionnement réelles et identifier le substrat optimal avant de s'engager dans la fabrication à grande échelle.
Liberté de conception
L'usinage offre une liberté de conception inégalée en utilisant des outils de coupe multi-axes pour produire presque toutes les formes: des poches profondes, des contre-dépouilles, des coins pointus et des contours complexes. Vous pouvez intégrer des fonctionnalités telles que des threads, des boss et des claviers dans une seule configuration, plutôt que de concevoir des inserts séparés ou de les ajouter plus tard.
Le moulage par injection, en revanche, exige des concessions de conception - épaisseurs de paroi uniformes, angles de projet et chemins d'écoulement cohérents - pour assurer une bonne remplissage de moisissure et une éjection de partie. Une fois le moule construit, la modification de cette conception nécessite généralement des changements d'outils coûteux ou même une reconstruction complète du moule.
Même le processus d'impression 3D, généralement considéré comme l'un des meilleursprocessus de fabricationEn termes de liberté de conception, a des limites. La plupart des méthodes additives (en particulier FDM et SLA) ne peuvent pas construire des surplombs abruptes sans structures de support. Ces supports ajoutent du matériau, augmentent le temps d'impression et doivent être supprimés après l'impression, ce qui laisse les marques qui nécessitent un ponçage ou une autre finition. Les pièces grandes ou complexes peuvent se déformer alors que les couches se refroidissent, et la construction de couche par couche conduit à une résistance anisotrope et à un «pas» visible sur les surfaces verticales.
Force
Les pièces usinées sont coupées de billettes solides, qui conservent la pleine résistance et l'intégrité des matériaux du stock. Cela les rend structurellement supérieurs aux pièces imprimées 3D, qui peuvent souffrir de faiblesses intercouches et de pièces moulées, qui peuvent nécessiter des parois plus minces pour les considérations d'écoulement.
Temps de plomb plus rapide
Les pièces usinées sont produites beaucoup plus rapidement car il n'y a pas de moisissure ou d'outillage spécial à construire. Une fois votre modèle CAO prêt, un programme CAM peut être généré et envoyé directement à la machine. Les centres CNC modernes peuvent fonctionner 24 heures sur 24 avec une supervision minimale, ce qui permet de fabriquer des pièces en quelques jours. Cette vitesse est particulièrement bénéfique pour le prototypage rapide, la production de ponts et les besoins urgents de remplacement.
Finition de surface
Les pièces usinées peuvent obtenir des finitions de surface lisses et de haute qualité sans les lignes d'écoulement, le flash ou les lignes de séparation souvent observées en pièces moulées - ou les lignes de calques de l'impression 3D. En combinant des vitesses de broche élevées, des taux d'alimentation optimisés et un bon liquide de refroidissement, l'usinage peut atteindre régulièrementValeurs de rugosité (RA)En dessous de 0,8 µm - et avec des passes de finition fine, même à 0,2 µm ou mieux.
Qualité
Les machines CNC peuvent maintenir des tolérances étroites et fournir des résultats cohérents de partie à partie. Si une caractéristique donnée - comme un alésage de précision qui doit sceller parfaitement - requise une attention particulière, le machiniste peut passer du temps supplémentaire ou faire des passes de finition supplémentaires sur cette fonction sans affecter le reste de la pièce.
En revanche, les pièces moulées par injection dépendent entièrement de la précision initiale de la cavité du moule. Après des milliers de cycles, l'usure des outils et de légers changements de processus peuvent arrondir les bords ou changer de dimensions, et vous ne pouvez pas modifier des pièces individuelles sans ajustements de moisissures ni opérations secondaires coûteuses.
Modifications faciles
Étant donné que les pièces CNC sont produites directement à partir des fichiers CAO numériques, vous pouvez apporter des modifications à la conception jusqu'à ce que la fabrication commence. Ceci est inestimable pendant la R&D et le prototypage: les ingénieurs peuvent affiner les dimensions ou tester plusieurs versions sans coût supplémentaire ni matériau gaspillé.
Comment concevoir des pièces usinées?
Lors de la conception de pièces usinées, il est généralement conseillé de suivre les principes de conception pour la fabrication (DFM) pour garantir la fonctionnalité, la précision et la rentabilité. Heureusement, les pièces usinées ne sont pas particulièrement difficiles à concevoir lorsque vous suivez la cléConsidérations de conception d'usinageci-dessous:
Épaisseur de paroi
Les murs minces sont sujets à la déviation et aux vibrations pendant l'usinage, ce qui peut entraîner des inexactitudes dimensionnelles et une mauvaise finition de surface. En tant que directive générale, l'épaisseur de la paroi ne doit pas être inférieure à 0,8 mm pour les pièces métalliques et 1,5 mm pour les pièces en plastique.
Sous-dépouille
Les sous-cutations sont des caractéristiques encastrées qui ne peuvent pas être atteintes avec des outils de coupe standard en raison de l'obstruction à la géométrie. Ils nécessitent des outils spécialisés, tels que des coupeurs en T-Slot ou en L, ainsi que des configurations de machines supplémentaires et des modifications d'outils. Pour cette raison, les sous-dépouilles ne doivent être utilisées que lorsque cela est nécessaire à la fonction de la pièce, par exemple, lorsqu'une rainure de verrouillage, une clé de clavette ou une fonction d'assemblage ne peut être obtenue par aucun autre moyen.
Lors de la conception de contre-dépouilles dans l'usinage, il est préférable de faire leurs dimensions en millimètres entiers pour correspondre à la taille des outils standard. Les largeurs de contre-dépistage vont généralement de 3 à 40 mm, avec des profondeurs jusqu'à deux fois la largeur.
Provisions
Les caractéristiques saillantes et étroites et étroites - telles que les boss ou les poteaux - sont difficiles à machine avec précision et peuvent provoquer des bavardages, des vibrations ou des distorsions de partie. Pour maintenir la stabilité et la précision, la hauteur d'une saillie ne doit pas dépasser quatre fois sa largeur. De plus, l'ajout de côtes ou de filets peut renforcer efficacement les caractéristiques saillantes et réduire la concentration de contraintes, ce qui les rend plus stables pendant le processus d'usinage.
Cavités, trous et fils
Les cavités et les poches ne doivent pas être plus profondes que quatre fois leur largeur pour assurer une bonne évacuation des puces et empêcher la déviation de l'outil. Parce que les usines d'extrémité ont un profil circulaire, les coins internes ont toujours un rayon - évitez donc de spécifier les bords intérieurs parfaitement tranchants.
Les trous sont généralement fabriqués avec des bits de forage ou des usines d'extrémité. Étant donné que les bits de forage sont disponibles dans des tailles standard, assortissez les diamètres des trous à des outils standard dans la mesure du possible. Aussi, limitez la profondeur du trou à quatre fois le diamètre pour maintenir la stabilité de l'outil et la précision du forage.
Les threads peuvent être usinés à des petites tailles (par exemple, M6 et ci-dessous), mais doivent équilibrer la résistance et l'efficacité. En guise de directive, utilisez une durée d'engagement d'au moins 1,5 × diamètre nominal (jusqu'à un maximum pratique de 3 × diamètre). Au-delà de cela, les fils supplémentaires ajoutent du temps d'usinage et de l'usure d'outils sans avantage de chargement significatif.
Échelle
La taille d'une pièce doit s'adapter aux capacités de l'équipement d'usinage. Pour la plupart des opérations de fraisage, les dimensions de pièce typiques ne doivent pas dépasser 400 × 250 × 150 mm. Des pièces plus grandes peuvent nécessiter des centres d'usinage verticaux ou horizontaux avancés. Certaines machines de fraisage à 5 axes peuvent gérer des composants jusqu'à 1000 × 1000 mm ou même plus grands. Pour les processus de rotation standard, la taille maximale viable est d'environ Ø 500 mm × 1000 mm.
La taille minimale de la pièce est généralement limitée par le diamètre de l'outil et la précision de la machine. Par exemple, si une fonctionnalité est plus petite que l'outil lui-même, il ne peut pas être usiné. Sur les machines standard, la taille minimale de la caractéristique varie généralement de 0,5 mm à 1 mm. Pour des pièces extrêmement petites, des équipements de micro-macarisation ou des processus ultra-précision peuvent être nécessaires pour atteindre la géométrie souhaitée.
Matériaux de pièce usinés
Les pièces usinées peuvent être fabriquées à partir d'une grande variété de matériaux. Le matériau d'usinage CNC que vous sélectionnez influence à la fois les propriétés mécaniques - telles que la résistance, le poids et la résistance à la corrosion - et les caractéristiques d'usinage telles que la vitesse de coupe, l'usure des outils et la finition de surface. Les matériaux plus doux sont plus faciles à couper mais peuvent se déformer; Les matériaux plus durs exigent des aliments plus lents et des outils spécialisés.
Vous trouverez ci-dessous certains matériaux couramment utilisés pour les pièces usinées:
Matériaux composites:Résine époxy, renforcé de fibre de carbone, de fibre de verre, de kevlar
Céramique:Alumine, zircone, carbure de silicium, nitrure de bore
Finitions de surface en partie usinées
Une variété d'options de post-traitement peut être appliquée aux pièces usinées pour améliorer la texture de la surface, l'apparence et les performances. Vous trouverez ci-dessous les finitions de surface communes pour les pièces maachés à CNC:
As-Machined:Pas de traitement de surface supplémentaire. Il reflète la condition de surface naturelle de la pièce lorsqu'elle sort directement de la machine. De légères marques d'outils et des variations de surface peuvent être visibles. Il convient aux parties internes, non cosmétiques ou purement fonctionnelles.
Perle explosée:Les milieux abrasifs sont dynamités à la surface pour créer une texture uniforme et mate. Il aide à éliminer les terrifiants, les arêtes vives et les marques d'usinage. Cependant, il est important de noter que le processus de dynamitage supprime une petite quantité de matériau de la pièce, ce qui peut affecter des tolérances étroites et des caractéristiques délicates.
Anodisé:Un processus électrochimique couramment utilisé sur les pièces en aluminium pour améliorer la corrosion et l'usure de la résistance. L'anodisation de type II crée un revêtement décoratif et résistant à la corrosion disponible en différentes couleurs. L'anodisation de type III (anodisation dur) produit une couche plus épaisse et plus dense, offrant une plus grande abrasion et une résistance chimique.
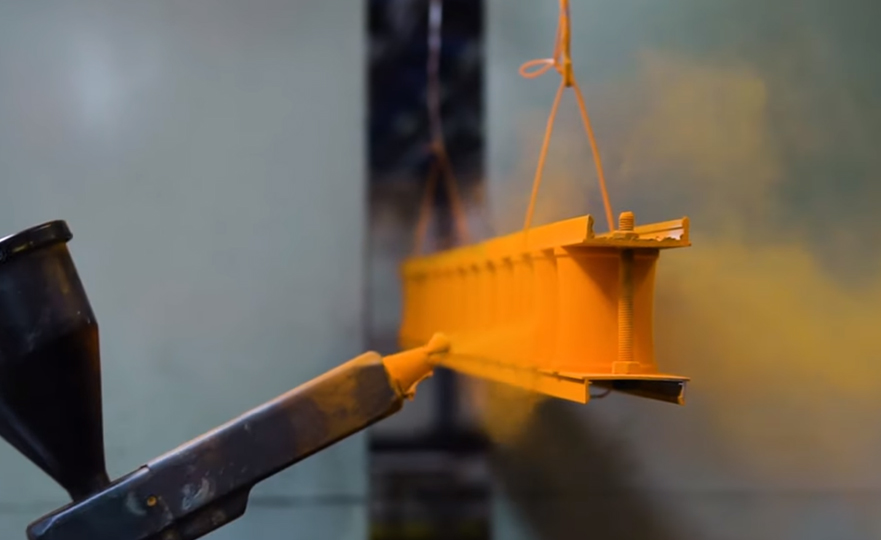
Enduit de poudre:La poudre sèche est pulvérisée sur la surface de la pièce, qui est ensuite due à la chaleur dans un four pour former un revêtement dur et coloré. Cette finition offre une couche solide et résistante à l'usure et résistante à la corrosion qui est plus durable que les revêtements de peinture standard.
Brillant:Un processus mécanique qui utilise des abrasifs fins ou des roues de polissage pour obtenir une surface réfléchissante lisse. Le polissage améliore l'esthétique et peut réduire la rugosité de surface pour les composants nécessitant un faible frottement ou un attrait visuel.
Tolérances de partie usinées
Les tolérances d'usinage sont la plage de déviation dimensionnelle autorisée, montrant à quel point une pièce finie peut différer de ses dimensions de conception nominales. Plus la tolérance est serrée, plus la précision d'usinage est élevée - et plus la difficulté et le coût de la fabrication sont élevés. Les composants nécessitant des ajustements précis ou des fonctions critiques exigent des tolérances étroites, tandis que des pièces non critiques peuvent être faites pour des tolérances plus lâches et plus rentables.
Il existe plusieurs normes internationales pour les tolérances d'usinage, ISO 2768 étant l'une des plus largement adoptées. Cette norme fournit des tolérances métriques générales (en millimètres) pour les dimensions linéaires et angulaires sans nécessiter de spécifications de tolérance individuelles. Il classe les tolérances en quatre grades et aide les fabricants à réduire l'ambiguïté, à maintenir la cohérence et à optimiser les coûts de production. Voir les tables ci-dessous:
Plage de taille de base en mm
Écarts autorisés en mm
f (bien)
M (milieu)
C (grossier)
V (très grossier)
0,5 jusqu'à 3
± 0,05
± 0,1
± 0,2
-
plus de 3 à 6
± 0,05
± 0,1
± 0,3
± 0,5
plus de 6 jusqu'à 30
± 0,1
± 0,2
± 0,5
± 1,0
plus de 30 jusqu'à 120
± 0,15
± 0,3
± 0,8
± 1,5
plus de 120 jusqu'à 400
± 0,2
± 0,5
± 1,2
± 2,5
plus de 400 jusqu'à 1000
± 0,3
± 0,8
± 2,0
± 4.0
plus de 1000 à 2000
± 0,5
± 1,2
± 3,0
± 6,0
plus de 2000 jusqu'à 4000
-
± 2,0
± 4.0
± 8,0
La désignation de classe de tolérance pour les dimensions linéaires, selon la norme ISO 2768
Plage de taille de base en mm (côté plus court de l'angle concerné)
Écarts admissibles en degrés et minutes
f (bien)
M (milieu)
C (grossier)
V (très grossier)
jusqu'à 10
± 1º
± 1º
± 1º30
± 3º
plus de 10 jusqu'à 50
± 0º30
± 0º30
± 1º
± 2º
plus de 50 jusqu'à 120
± 0º20 '
± 0º20 '
± 0º30 '
± 1º
plus de 120 jusqu'à 400
± 0º10 '
± 0º10 '
± 0º15 '
± 0º30 '
plus de 400
± 0º5 '
± 0º5 '
± 0º10 '
± 0º20 '
Les tolérances générales pour les angles / dimensions angulaires
Quelles sont les applications des pièces usinées?
L'usinage est utilisé dans toutes les industries pour produire des composants précis et durables, comme les corps de soupape, les engrenages, les boîtiers,attaches, et les crochets - à la fois en prototypage et en production à grande échelle. Vous trouverez ci-dessous les industries clés qui utilisent des pièces usinées:
Aérospatial
L'industrie aérospatiale a besoin de pièces usinées qui répondent aux normes les plus élevées de performances et de sécurité. Ces composants doivent résister à une pression extrême, des variations de température et des charges mécaniques tout en maintenant un poids minimal. L'usinage CNC prend en charge les géométries complexes et les tolérances au niveau micron requises dans ce domaine.
Applications typiques:
Lames et boîtiers de turbine
Composants du système de carburant et supports de moteur
Arbres de train d'atterrissage et supports structurels
Composants satellites et boîtiers du système de communication
Médical
La précision et la biocompatibilité sont primordiales dans la fabrication de dispositifs médicaux. L'usinage CNC permet la production de pièces à haute précision avec des finitions lisses et des tolérances étroites, adaptées aux implants et aux instruments chirurgicaux à haute performance. Il soutient également un large éventail de matériaux certifiés de qualité médicale.
Applications typiques:
Implants orthopédiques (exposés à la hanche / genou, vis osseux)
Instruments et outils chirurgicaux
Boîtiers d'équipement de diagnostic et sous-systèmes mécaniques
Implants dentaires et composants intraoraux
Automobile
L'usinage CNC est largement utilisé dans l'ingénierie automobile pour produire des composants fiables et à haute résistance pour les transmissions, les systèmes d'alimentation et les assemblages de châssis. L'usinage permet une itération rapide dans le réglage et le prototypage des performances, tout en prenant en charge la production à grande échelle de pièces mécaniques de précision.
Applications typiques:
Blocs de moteur, pistons, culasses
Composants de transmission: arbres, engrenages, boîtiers
Parties du système de freinage et attaches structurelles
Performances ou pièces de restauration personnalisées
Électronique grand public
Dans l'industrie de l'électronique, les composants doivent être à la fois compacts et thermiquement fiables. L'usinage CNC est utilisé pour produire des enclos, des structures de refroidissement et des boîtiers de connecteurs avec une précision dimensionnelle élevée et une excellente finition de surface, souvent pour une production à faible volume.
Applications typiques:
Dissipateurs de chaleur et composants de blindage EMI
Enclosures en aluminium ou en plastique de précision
Connecteurs, entretoises et matériel de montage
Prototypes de périphériques personnalisés
Les composants usinés sont également largement utilisés pour la défense, la robotique, les énergies renouvelables et les équipements industriels. Leur force, leur précision et leur fiabilité les rendent bien adaptés aux pièces haute performance fonctionnant sous contrainte mécanique, variation thermique et conditions difficiles.
Comment sélectionner les fournisseurs de pièces d'usinage?
De la qualité globale du produit et de la précision de conception aux détails les plus fins de tolérances étroites et de matériaux spécialisés, la sélection du bon fournisseur de pièces d'usinage est essentielle pour la réussite du projet. Dans cette section, nous décrivons certains facteurs clés à considérer lors de l'évaluation des fournisseurs d'usinage CNC:
Certifications:Recherchez les fournisseurs avec ISO9001 ou des certifications spécifiques à l'industrie qui démontrent la gestion de la qualité et le contrôle des processus.
Communication d'ingénierie:Évaluez dans quelle mesure le fournisseur comprend vos exigences de conception. Les réponses claires et les questions perspicaces reflètent généralement des usinages profonds savoir comment.
Réputation et références:Demandez à d'autres équipes de produits sur leurs expériences de fournisseur. La rétroaction de première main est souvent le filtre le plus fiable.
Transparence des installations:Si possible, visitez le fournisseur ou organisez un audit virtuel pour évaluer l'équipement, le flux de processus, la capacité et les mesures de contrôle de la qualité.
Citation et délais:Demandez des devis (RFQ) de plusieurs fournisseurs pour comparer les prix, la réactivité, la flexibilité et les délais, en particulier pour les expéditions internationales.
Pour assurer une collaboration plus fluide:
Suivez les principes DFM (conception de l'usinage) dans vos modèles CAO
Inclure des dessins 2D détaillés avec des tolérances et une notation standard
Utiliser les NDAS pour protéger les conceptions propriétaires
Clarifier les conditions de paiement - le paiement est souvent requis pour les premières commandes
Travaillez avec Chiggo pour des pièces usinées sur mesure
Chiggo est une offre de partenaire fiableServices d'usinage CNCPour votre prototypage rapide et vos besoins en pièces usinés à la demande. Avec une vaste expérience dans diverses industries, nous comprenons l'importance de la vitesse et de la précision.
Our machine shop is equipped with advanced machining centers and supported by a robust quality management system, enabling us to deliver high-quality components at competitive prices and with shorter lead times. Contactez-nous aujourd'huiPour commander vos pièces usinées!