Le stress et la tension sont deux des concepts les plus importants pour décrire comment les matériaux réagissent aux forces. La contrainte est la force interne par unité de zone dans un matériau sous charge, tandis que la déformation est la déformation ou le changement de forme du matériau résultant de la force appliquée.
Cependant, la relation entre le stress et la tension va bien au-delà de la théorie - elle est essentielle pour les décisions d'ingénierie du son. En les comparant côte à côte, nous pouvons mieux prédire comment les matériaux fonctionnent, combien ils peuvent se déformer en toute sécurité et quand ils pourraient échouer. Cet article explore leurs définitions, leurs différences, leurs relations et leurs applications pratiques.
Avant d'entrer dans les détails, vous pouvez trouver cette courte vidéo d'introduction sur le stress et la tension utile:
Qu'est-ce que le stress?
La contrainte est la force interne par unité de zone qu'un matériau développe pour résister à une charge externe. Au microscope, la charge appliquée induit des forces interatomiques qui s'opposent à la déformation et «maintiennent» la structure ensemble; Cette résistance interne est ce que nous mesurons comme stress.
Selon la façon dont la charge est appliquée, la contrainte est classée comme:
Contrainte de traction (σt) et contrainte de compression (σc):Ce sont des contraintes normales qui agissent perpendiculaires à la zone transversale.
Contrainte de cisaillement (τ):Causée par des forces tangentielles agissant parallèlement à la zone transversale.
Contrainte de torsion (τt):Une forme spécifique de contrainte de cisaillement induite par le couple ou la torsion.
Parmi eux, la contrainte de traction est le type de stress le plus fondamental dans la conception de l'ingénierie. La formule de calcul est:
Où:
σ = contrainte (PA ou n / m²; parfois psi)
F = force appliquée (n)
A = la zone transversale d'origine sur laquelle la force est appliquée (m²)
Comment le stress des matériaux est mesuré
La mesure de la contrainte directement n'est pas possible, donc à la place, nous devons mesurer les forces appliquées ou les déformations résultant. Vous trouverez ci-dessous un aperçu concis des techniques de mesure clés:
Méthode / technologie
Principe
Dispositif / outil de mesure
Précision et précision
Applications communes
Machine de test universelle (UTM)
Mesure la force (f), calcule le stress = f / a
UTM avec une cellule de charge intégrée
★★★★★ (haute précision)
Test de matériaux fondamentaux: courbes de contrainte-déformation, évaluation mécanique des propriétés
Jauge de tension
Mesure la déformation (ε), calcule la contrainte via σ = e · ε (suppose l'élasticité linéaire)
Gauge de contrainte, système d'acquisition de données
★★★★ ☆ (High)
Analyse de la contrainte des composants; évaluation de la fatigue; Surveillance structurelle intégrée
Extenomètre
Mesure le changement de longueur de jauge, calcule ε et σ
Contacts ou extenseurs sans contact
★★★★ ☆ (High)
Tests de traction des spécimens; Vérification du module élastique et déformation du rendement
Corrélation d'image numérique (DIC)
Méthode optique, suit la déformation de surface complète
Système de caméra à grande vitesse, logiciel DIC
★★★★ ☆ (champ complet)
Analyse de déformation en champ complet; Suivi des fissures; études d'inhomogénéité matérielle
Mesure du stress ultrasonique
Utilise les changements de vitesse des vagues dans les matériaux sous contrainte
Sonde et récepteur à ultrasons
★★★ ☆☆ (modéré)
Détection de contrainte résiduelle; Surveillance des contraintes dans les joints soudés et les grandes structures
Diffraction des rayons X (XRD)
Mesure la distorsion du réseau causée par le stress interne
Diffractomètre XRD, logiciel spécialisé
★★★★ ☆ (haute précision; localisés à des couches de surface)
CHILS CILS, zones de soudage, contrainte résiduelle de surface dans les métaux et la céramique
Photoélasticité
Visualise la contrainte via des franges interférentiels dans des matériaux biréfringents transparents
Configuration de la lumière polarisée et modèles de polymère biréfringent
★★★ ☆☆ (qualitatif à semi-quantitatif)
Démos éducatives; Analyse expérimentale du stress dans des modèles transparents
Techniques de caractérisation micro / nanométriques
Des techniques comme l'EBSD, le micro-rame, la nanoindentation fournissent une cartographie de déformation / contrainte à l'échelle micro ou nanométrique
Systèmes d'électrons ou laser, logiciel d'analyse d'images
Microélectronique, films minces, nanoindentation, comportement d'interface composite
Qu'est-ce que la souche?
La souche est une mesure de la déformation relative qu'un matériau subit lorsqu'il est soumis à une force externe. Il est exprimé en quantité sans unité ou en pourcentage, représentant le changement de longueur (ou d'autres dimensions) à la longueur (ou à la dimension) d'origine.
Le type de déformation correspond à la contrainte appliquée: déformation en traction, déformation de compression ou déformation de cisaillement.
La formule pour la tension normale est:
Où:
ϵ = déformation (sans dimension ou exprimée en%)
Δl = changement de longueur
L0= longueur d'origine
Comment la tension des matériaux est mesurée
Diverses méthodes peuvent être utilisées pour mesurer la déformation. Les techniques les plus couramment utilisées sont les jauges de contrainte et les extenseurs. Le tableau ci-dessous résume les méthodes courantes pour mesurer la contrainte dans les matériaux:
Méthode
Principe de détection
Capteur / transducteur
Scénario de mesure
Remarques
Jauge de tension
Changement de résistance
Jauge de déformation de type en papier d'aluminium
Souche statique ou basse fréquence; couramment utilisé
Largement utilisé dans l'industrie; faible coût; nécessite des connexions de liaison et de câblage adhésifs
Extenomètre
Déplacement
Extenomètre Clip-on / Contact
Tests de matériaux; mesure complète
Haute précision; inadapté aux tests dynamiques ou à une souche hautement localisée
Corrélation d'image numérique (DIC)
Suivi optique
Caméra + motif de taches
Cartographie de tension à champ complet; propagation des fissures; spécimens de forme complexe
Non-contact; Cartographie de déformation 2D / 3D; système coûteux
Capteur piézoélectrique
Effet piézoélectrique
Film piézoélectrique ou cristal
Détente dynamique, pression, impact, vibration
Réponse haute fréquence; inadapté aux mesures de déformation statiques
Réparti de Bragg (FBG)
Optique (réflexion de Bragg)
Capteur de fibre optique FBG
Mesure distribuée ou multiplexée sur de longues distances
Immunisé contre EMI; Convient aux structures aérospatiales, énergétiques et intelligentes
Vibromètre Doppler laser (LDV)
Effet doppler
Sonde laser LDV
Mesure dynamique de déformation / vitesse et analyse des vibrations de surface
Non-contact; haute résolution; cher; sensible aux conditions de surface
Différence clé dans la contrainte par rapport à la souche
Vous trouverez ci-dessous un tableau rapide offrant un aperçu direct:
Aspect
Stresser
Souche
Formule
σ = f / a
ε = Δl / l₀
Unités
PA (n / m²) ou psi (lbf / in²)
Sans dimension ou%
Cause
Force extérieure
Déformation causée par le stress
Effet
Génère des forces internes pour contrer les charges externes; peut entraîner une déformation plastique, une fracture, une panne de fatigue ou une fissuration de corrosion de contrainte si elle est trop élevée
Change la géométrie du matériau; récupérable dans une limite élastique, permanent au-delà du point de rendement
Comportement
La force interne par zone à laquelle un matériau doit résister. Selon la distribution, il peut provoquer une compression, une tension, une flexion ou une torsion
Décrit combien le matériau se déforme sous stress appliqué; peut être élastique ou plastique
Comment le stress et la tension sont liés les uns aux autres
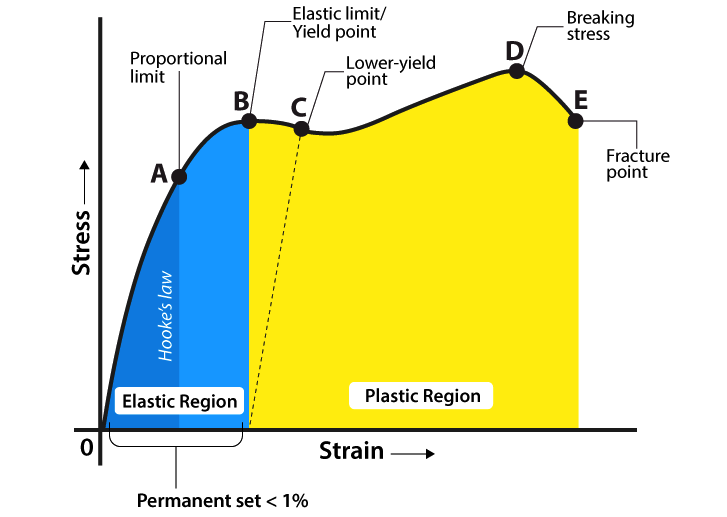
La contrainte provoque la tension. Une courbe de contrainte-déformation graphe comment un matériau se déforme sous une charge progressivement augmentée en traçant la déformation (déformation) contre la contrainte appliquée. Passons en revue ses points clés:
1. Région élastique (point O - B)
Région linéaire (O-A):Le stress et la tension sont parfaitement proportionnels, suivant la loi de Hooke. Cette partie linéaire se termine à la limite proportionnelle, et sa pente est le module d'élasticité (module de Young), indiquant la rigidité du matériau. Dans cette plage, la déformation est entièrement élastique: une fois la charge supprimée, le matériau revient à sa forme d'origine.
(Région non linéaire A-B):Le matériel se comporte toujours élastiquement - c'est-à-dire que la déformation est entièrement récupérable, mais la relation devient non linéaire, ce qui signifie que la loi de Hooke ne s'applique plus. Le point B est donc connu comme la limite élastique: il représente la force maximale que le matériau peut résister élastiquement, et la région OB est appelée région élastique.
2. Région plastique (point B vers l'avant)
Rendre (B-C):Après le point B, le matériau entre dans la région plastique et la déformation devient permanente. Le point B est également connu comme le point d'écoulement supérieur, où les dislocations se libérent soudainement de leurs obstacles, de sorte que la charge requise baisse brièvement alors que le matériau continue de s'étirer. La contrainte tombe ensuite au point C - le point d'écoulement inférieur, auquel le niveau de contrainte reste presque constant tandis que le matériau reste allongé de manière permanente (plastique).
Notez que le plateau de rendement transparent transparent «supérieur → inférieur» (B → C) est le plus évident dans les aciers à faible teneur en carbone. D'autres alliages passent souvent plus en douceur dans la déformation plastique sans plongeon prononcée.
Durcissement de la tension (C - D):Après le point C, le matériau se durcit: à mesure que les luxations s'accumulent et interagissent, la résistance du métal à plus de flux augmente. Bien que la section continue de s'allonger et de s'allonger, la résistance croissante à la déformation entraîne une contrainte d'ingénierie plus haut jusqu'à ce qu'elle atteigne son maximum au point D—la force de traction ultime(Uts). Il s'agit de la charge la plus élevée que la section de jauge d'origine peut maintenir dans les conditions de test.
Casse et fracture (D - E):Au-delà du point D, le rétrécissement localisé commence, provoquant une réduction rapide de la zone transversale dans une région. Dans une courbe de contrainte d'ingénierie-contrainte, la contrainte enregistrée tombe alors à mesure que la capacité de chargement du matériau diminue. Finalement, la région du cou ne peut plus maintenir la charge, et l'échantillon se fracture au point E. La souche à E représente l'allongement total du matériau en cas de défaillance.
Quel est le module de Young?
Dans la région élastique entre O et A, la relation proportionnelle entre la contrainte et la déformation est définie par le module de Young, également connu sous le nom de module d'élasticité ou de module de traction. Cette valeur quantifie la rigidité d'un matériau via la loi de Hooke:
E = contrainte / déformation
Mathématiquement, c'est-à-dire:
E = σ / ε
où E est le module de Young avec unité PA ou N / M2. Plus le module est élevé, moins un matériau se déforme sous un stress donné.
Exemples de stress et de déformation dans différents matériaux
Différents matériaux réagissent différemment sous la charge en raison de leur comportement unique de contrainte-contrainte. Voici quelques exemples illustrant cela dans la pratique:
Acier dans les cadres de construction
Dans les immeubles de grande hauteur, les poutres en I en acier de structure et les colonnes portent des contraintes de compression en raison des charges mortes et vivantes (les contraintes de conception sont souvent limitées à environ 250 MPa). Avec un module de Young de 200 GPa, la déformation élastique correspondante à rendement n'est que de 0,125% (ε = σ / e). Au-delà du point de vue, des handicaps légers en acier doux et peuvent maintenir des souches en plastique de 10 à 20% avant la fracture (résistance à la traction ultime 400–550 MPa). En pratique, les ingénieurs utilisent un facteur de sécurité comprise entre 1,5 et 2, en maintenant les contraintes de travail inférieures à 150 MPa pour empêcher le flambement ou la déformation permanente.
Aluminium dans les structures des avions
Les alliages en aluminium tels que 2024-T3 et 7075-T6 éprouvent des contraintes de traction et de compression alternées jusqu'à 300 MPa pendant le décollage, l'atterrissage et la turbulence. Leur module de 70 GPa produit des souches élastiques de 0,4 à 0,5%, environ trois fois celle de l'acier à la même contrainte. Ces alliages offrent des forces ultimes élevées de 500 à 600 MPa et des allongements totaux de 10 à 15%. La durée de vie de la fatigue (entre 10⁶ et 10⁷ cycles) est gérée en surveillant les amplitudes de contrainte et les taux de croissance des fissures pour assurer la durabilité sur la durée de vie.
Caoutchouc dans les pneus de voiture
Les pneus de voiture en caoutchouc subissent des cycles répétés de tension et de compression lorsqu'ils tournent et se déforment contre la surface de la route. Les composés en caoutchouc ont des résistances à la traction de 15 à 25 MPa et des modules élastiques bas (1–10 MPa), mais présentent des souches réversibles de 300 à 600% (certaines formulations à haute performance dépassent 1 000%). Cette grande déformation récupérable permet au pneu de se conformer aux irrégularités de la route et à l'absorbation des chocs. Les concepteurs considèrent également l'hystérésis viscoélastique (perte d'énergie) et la croissance de la fatigue dans des millions de cycles de charge pour assurer la durabilité et la traction à long terme.
Conclusion
Les courbes de contrainte-déformation révèlent des propriétés mécaniques clés - module élastique, limite d'élasticité, résistance à la traction ultime, ductilité et de la ténacité - qui guide la sélection des matériaux. En analysant comment la contrainte se distribue et induit une déformation, les ingénieurs prédisent les déformations et vérifient que les composants restent en toute sécurité dans la région élastique, vérifiant contre des limites telles que le rendement ou le flambement.
Chez Chiggo, nous combinons une expertise en matériaux profonds avec avancéUsinage CNCpour aider à donner vie à vos créations. Notre équipe est prête à soutenir vos projets les plus difficiles en tant que partenaire de confiance - disant de la qualité et de l'efficacité à chaque étape.Contactez-nous aujourd'hui pour en savoir plus!
FAQ
1. Quelle est la différence entre la contrainte d'ingénierie et la vraie souche?
La déformation d'ingénierie est calculée simplement comme le changement de longueur divisé par la longueur d'origine de la jauge, en supposant que la longueur de jauge reste presque constante. La vraie souche, en revanche, suit chaque petite longueur de longueur par rapport à la longueur en constante évolution de l'échantillon et intègre ces souches incrémentielles tout au long du processus de déformation. Pour les petites déformations, les deux sont presque égaux. Mais à mesure que la déformation augmente, la souche d'ingénierie sous-estime le changement réel, tandis que la vraie déformation fournit une mesure exacte.
2. La résilience est-elle la même que la raideur?
Non. La rigidité, quantifiée par le module de Young, est la résistance du matériau à la déformation élastique (la pente de la courbe de contrainte-déformation). La résilience est l'énergie récupérable par unité de volume que le matériau peut absorber dans cette plage élastique (la zone sous la courbe pour céder).