Cet article fournit des conseils de conception pratiques pour le moulage par injection afin d'aider à atténuer les erreurs courantes, à améliorer la qualité des produits et à réduire les coûts en évitant les changements de moisissures coûteux et les retravailleurs.
Aperçu du moulage par injection
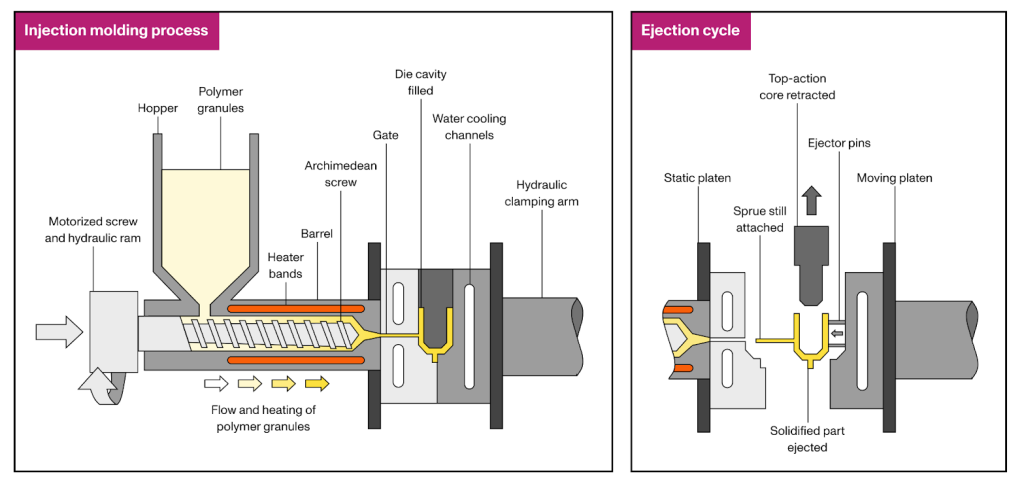
Le moulage par injection est l'un des plus rentablesprocessus de fabricationpour produire des volumes élevés de pièces en plastique identiques. Dans ce processus, les granulés de polymère sont d'abord fondus puis injectés sous pression dans un moule. Une fois que le plastique refroidit et se solidifie, le moule est ouvert et la pièce est éjectée. Le cycle se répète ensuite, souvent en aussi peu que 15 à 60 secondes, en fonction de la taille des pièces et de la complexité du moule. En comparaison, l'usinage CNC ou l'impression 3D peuvent nécessiter des minutes à des heures pour produire la même géométrie.
Ce processus offre une répétabilité élevée, des tolérances serrées et une excellente flexibilité de conception. Il est largement utilisé dans les projets de production de masse tout autour de vous, y compris les tableaux de bord de voiture, les contenants en plastique, les boîtiers de téléphonie mobile, les bouchons de bouteilles et même les jouets quotidiens. Les principales limites sont les coûts initiaux élevés de conception et de fabrication de moisissures, ainsi que des délais de plomb plus longs - de la conception initiale à la production - qui prennent généralement au moins quatre semaines.
Sélection des matériaux
Presque tousMatériaux thermoplastiquesPeut être moulé par injection, et certains thermodurcissistes et silicones liquides sont également compatibles avec le processus. De plus, leurs propriétés peuvent être adaptées en ajoutant des charges et des additifs (par exemple, des fibres de verre et de carbone) ou en mélangeant différentes granulés (par exemple, mélanges PC / ABS) pour atteindre l'apparence et la fonctionnalité souhaitées. Vous trouverez ci-dessous un aperçu des matériaux de moulage par injection couramment utilisés:
Matériel
Caractéristiques
Polypropylène (PP)
Densité et coût ultra-du-doué, excellent débit et résistance chimique; faible rigidité et mauvaise durabilité UV / oxydative.
Polyéthylène (PE)
Résistance chimique, disponible en HDPE / LDPE pour la résistance ou la flexibilité; faible rigidité et mauvaise adhérence.
Polystyrène (PS)
Très rigide et dimensionnellement stable; facile à mouler; Braillé avec une faible résistance à l'impact.
Acrylonitrile butadiène styrène (ABS)
Résistant dur et impact, bonne finition de surface et moulabilité; Résistance à la chaleur modérée, mauvaise intempérirabilité à long terme.
Acétal (pom)
Raideur élevée, faibles frottement et absorption d'eau, excellente stabilité dimensionnelle; Performances limitées à haute température.
Acrylique (PMMA)
Optiquement cristallin, UV / résistant aux intempéries, élevée à haute rigidité; Casque et sujet à la fissuration du stress.
Nylon (PA)
Excellente ténacité, usure et résistance à la fatigue, haute résistance; hygroscopique (absorption d'humidité) nécessitant un séchage et une compensation de conception.
Polybutylène téréphtalate (PBT)
Fort, raide avec une faible absorption d'humidité et une bonne isolation électrique; Retrait modéré - n'a pas besoin de déclencher approprié.
Polycarbonate (PC)
Résistance à l'impact élevé, transparence naturelle, large plage de températures; Sensible aux fissures de contrainte, nécessite une épaisseur de paroi uniforme.
Polyether Ether Ketone (Peek)
Résistance chimique / thermique exceptionnelle et résistance mécanique; Très cher, nécessite une moulure spécialisée.
Élastomère thermoplastique (TPE)
Le caoutchouc comme la flexibilité et la sensation de touche douce, une bonne résistance chimique / météorologique; Capacité de chargement plus faible.
Polyuréthane thermoplastique (TPU)
Résistance à l'abrasion exceptionnelle et élasticité, bonne charge de charge; Peut rester dans la moisissure - les effets optimisés et la libération.
PC / ABS
Ténacité équilibrée et résistance à la chaleur avec une moulabilité plus facile que le PC et une meilleure stabilité que l'ABS; Résistance chimique modérée.
Considérations de conception de pièces
Pour s'assurer que les pièces sont produites de manière cohérente, avec un minimum de défauts, et au coût le plus bas possible, les concepteurs doivent suivre certaines directives établies. Les sections suivantes décrivent les considérations clés lors de la conception de pièces pour le moulage par injection:
Épaisseur de paroi
L'épaisseur de la paroi affecte les performances mécaniques, le coût global et l'apparence de votre pièce moulée par injection. Il y a deux termes d'épaisseur de paroi que les concepteurs doivent comprendre:
Épaisseur de paroi uniforme
Dans la mesure du possible, maintenez une épaisseur de paroi uniforme de votre part. Cela favorise un refroidissement uniforme, entraînant un retrait plus cohérent et aide à réduire les concentrations de stress, la déformation et d'autres défauts de moulage par injection.
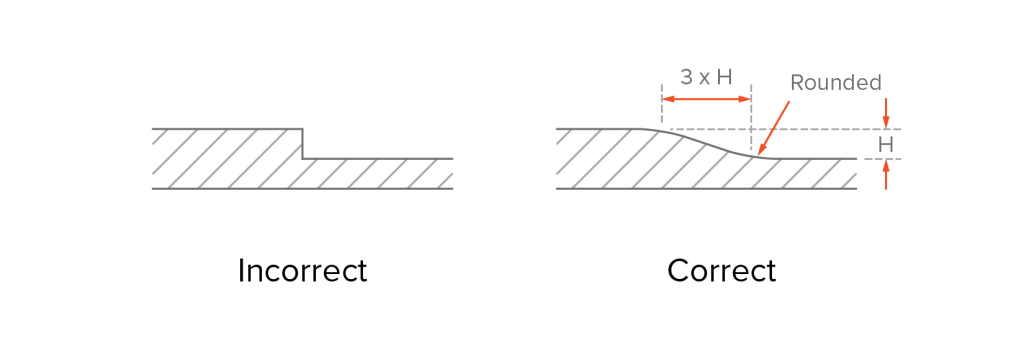
L'épaisseur de paroi uniforme ne signifie pas nécessairement que chaque mur doit avoir exactement la même épaisseur. Il met plutôt l'accent sur la minimisation de grandes variations entre les sections murales voisines. Généralement, l'épaisseur d'un mur doit être pas moins de 40% à 60% des murs adjacents. Lorsque la variation de l'épaisseur est nécessaire pour des raisons fonctionnelles ou structurelles, les transitions doivent être progressives - en utilisant des chambres ou des filets avec une longueur au moins 3 fois la différence d'épaisseur - pour éviter des changements brusques d'écoulement ou de refroidissement qui pourraient entraîner une défaillance des pièces.
Épaisseur de paroi nominale
L'épaisseur de paroi nominale fait référence à l'épaisseur cible ou moyenne d'une pièce, et elle sert de point de départ pour la conception. Une épaisseur de paroi appropriée permet d'assurer une résistance à la pièce suffisante et de réduire les déchets de matériaux. Il jette également les bases de la conception de moisissures, des paramètres de traitement, de la configuration de l'équipement et de la sélection des matériaux.
Les murs trop épais augmentent le risque de retrait et de déformation. Ils ont également besoin de plus de matériel et de temps de cycle plus longs , augmentant les coûts de production. D'un autre côté, les murs trop minces peuvent se solidifier trop rapidement ou piéger l'air, entraînant des tirs courts - les défauts causés par une garniture de moisissure incomplète.
Pour éviter ces problèmes, conservez toujours l'épaisseur de la paroi dans la plage recommandée pour votre matériau choisi. Vous trouverez ci-dessous une liste des épaisseurs de mur recommandées pour les résines plastiques communes:
Matériel
Recommander l'épaisseur du mur (en)
Recommander l'épaisseur du mur (mm)
Acétal (pom)
0,030–0.120
0,76–3,05
Acrylique (PMMA)
0,025–0,500
0,64–12,70
Acrylonitrile butadienestyrene (ABS)
0,045–0.140
1.14–3.56
Nylon (PA)
0,030–0.115
0,76–2,92
Polybutylène téréphtalate (PBT)
0.080-0.250
2.032-6.350
Polycarbonate (PC)
0,040–0.150
1.02–3.81
Polyether Ether Ketone (Peek)
0.020-0.200
0,508-5.080
Polyétherimide (PEI)
0.080-0.120
2.032-3.048
Polyéthylène (PE)
0,030–0.200
0,76–5,08
Polyphénylsulphone (PPSU)
0.030-0.250
0,762-6,350
Polypropylène (PP)
0,035–0.150
0,89–3,81
Polystyrène (PS)
0,035–0.150
0,89–3,81
Élastomère thermoplastique (TPE)
0,025–0,125
0,64–3,18
Polyuréthane thermoplastique (TPU)
0,025–0,125
0,64–3,18
Coins
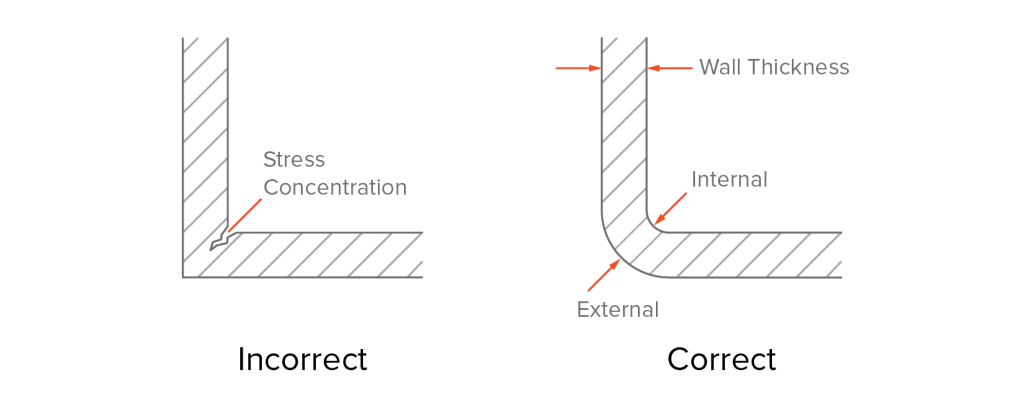
Les coins pointus ont tendance à concentrer le stress, à rendre le démollante plus difficile et à accélérer l'usure sur la surface du moule. Le matériau peut s'accumuler ou se refroidir de manière inégale à ces transitions pointues, entraînant des lignes d'écoulement ou d'autres défauts. De plus, les coins pointus nécessitent souvent l'utilisation d'EDM (usinage à décharge électrique) pour former le moule, ce qui augmente les coûts d'outillage.
La meilleure pratique consiste à utiliser les coins arrondis. Les directives de conception générale sont les suivantes:
▪ Utilisez un rayon interne d'au moins 50% de l'épaisseur de la paroi (minimum 25% si l'espace est limité). ▪ Faites du rayon externe égal au rayon interne plus l'épaisseur de la paroi. ▪ Les rayons d'angle internes et externes partagent le même point central.
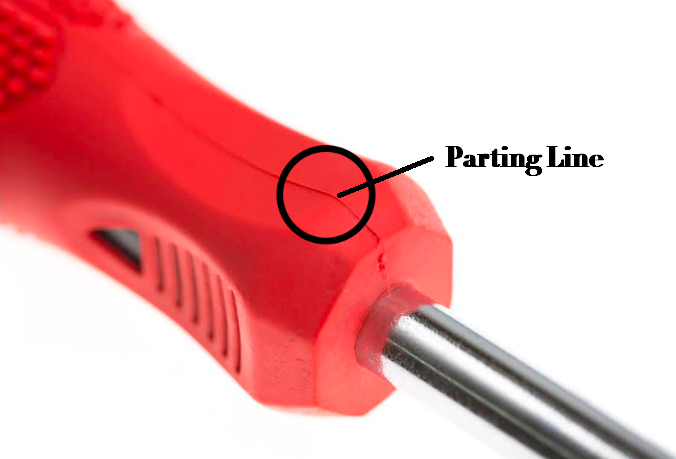
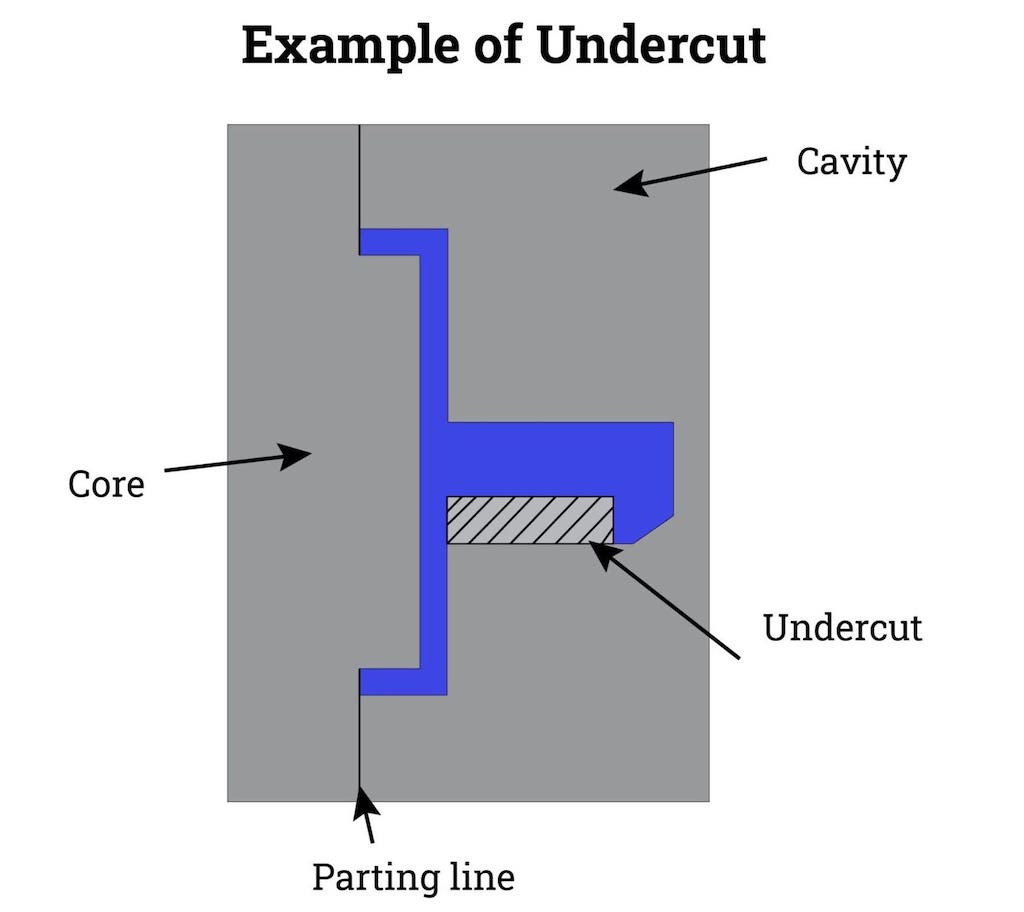
Ligne de séparation
La ligne de séparation est la couture formée où les deux moitiés du moule se rencontrent. Il apparaît généralement à la surface de la partie moulée et est une caractéristique inévitable dans le moulage par injection. Le placement de la ligne de séparation affecte la complexité des moisissures, l'efficacité de production et l'apparence finale ou la fonctionnalité de la pièce.
Une idée intuitive pourrait être de placer la ligne de séparation directement au milieu de la pièce. Mais ce n'est pas toujours possible - ni même pratique. En réalité, la ligne de séparation doit être positionnée stratégiquement pour équilibrer l'attrait visuel, la fonction et la complexité des moisissures. Par exemple:
Cachez la ligne de séparation dans des zones moins visibles. Un bon exemple est la brique LEGO, où la ligne de séparation est subtilement dissimulée le long du dessous plutôt que la face supérieure, garantissant que les surfaces les plus visibles restent impeccables.
Évitez de placer la ligne de séparation sur les zones fonctionnelles critiques, telles que les surfaces d'étanchéité, les trous d'accouplement ou les inserts filetés. La présence d'une ligne de séparation dans ces régions peut provoquer de légères variations dimensionnelles, un flash ou un mauvais ajustement.
Évitez de positionner la ligne de séparation sur les filets ou les surfaces incurvées. Ces caractéristiques nécessitent une précision de moisissure plus élevée, ce qui augmente les coûts de fabrication et peut entraîner une fermeture de moisissure incomplète, entraînant un flash ou d'autres défauts. Au lieu de cela, vous devez placer la ligne de séparation le long des lignes de fractionnement naturelle (par exemple, des arêtes vives, des étapes ou des lignes de rupture) pour simplifier la construction de moisissures, améliorer l'efficacité démollante et réduire les coûts d'outillage et d'entretien.
Pour des géométries plus complexes, les concepteurs peuvent avoir besoin d'introduire des lignes de séparation irrégulières ou même d'incorporer des actions latérales pour s'adapter à des contre-dépouilles ou à des caractéristiques cachées.
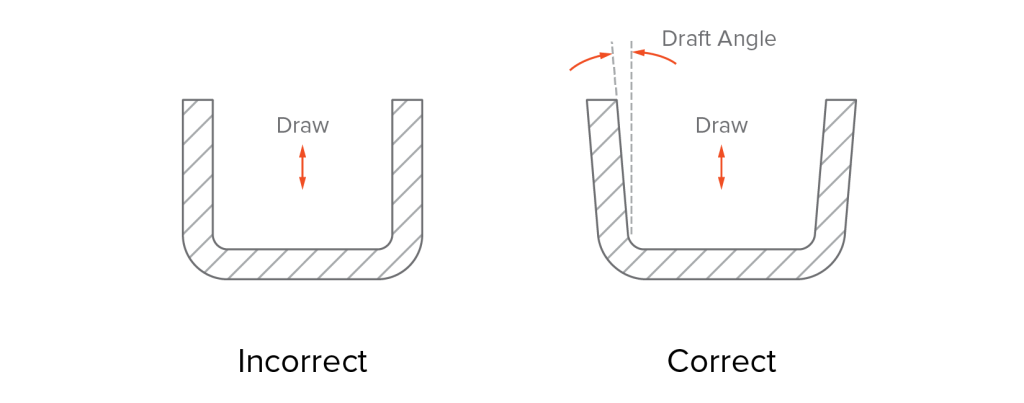
Brouillon
Le projet est l'angle appliqué aux surfaces verticales d'une pièce moulée par injection pour permettre une éjection lisse du moule. Sans un projet adéquat, la pièce contacterait étroitement la surface du moule, risquant une force excessive pendant l'éjection. Cela peut baisser la qualité des parties, entraîner des pièces de rebut et peut même entraîner des dommages à l'outillage.
De nombreux logiciels de CAO permettent d'ajouter facilement des angles de projet, mais il est préférable de les appliquer dans les étapes finales de la conception pour éviter une complexité inutile. Lors de la détermination de l'angle de tirage approprié, les facteurs suivants doivent être pris en compte:
Matériel
Différents plastiques ont des caractéristiques d'écoulement différentes, qui affectent l'angle de brouillon requis. Des matériaux comme le polypropylène (PP), le polyéthylène (PE) et le polystyrène (PS) ont généralement de bonnes propriétés d'écoulement et une faible viscosité. Pour ces matériaux, un angle de tirage de 1 ° à 3 ° est généralement suffisant. En revanche, les plastiques thermodurcissants comme l'époxy et les résines phénoliques nécessitent souvent des angles de tirage plus importants (3 ° ou plus) pour assurer une éjection fluide.
Finition de surface
Le projet est lié à la texture de surface et à la douceur de vos pièces moulées par injection. Les finitions plus lisses nécessitent moins de brouillon, tandis que les textures plus lourdes nécessitent plus. Par exemple:
▪ Pour une finition lisse, un angle de tirage d'environ 1 à 2 ° est généralement suffisant. ▪ Pour les pièces avec des textures légères ou modérées, un angle de tirage de 3 à 5 ° est généralement nécessaire. ▪ Pour les textures lourdes, un angle de brouillon d'au moins 5 ° est nécessaire. ▪ Une règle générale est d'ajouter 1,5 ° de brouillon pour chaque 0,001 "(0,025 mm) de la textaine de dépensier.
Pendant le moulage par injection, la texture du moule est transférée à la surface de la pièce. Le type de produit que vous concevez influencera votre choix de finition de moisissure. Des organisations de l'industrie telles que la Society of the Plastics Industry (SPI) et la Society of German Engineers (VDI), ainsi que des sociétés comme Mold-Tech (MT) et Yick Sang (YS), ont établi des classifications standardisées pour les finitions de moisissures polies et texturées. Ces normes aident à guider la sélection des angles de projet appropriés en fonction des exigences de finition de surface.
Le graphique de finition de surface ci-dessous répertorie les angles de projet recommandés pour les finitions les plus courantes.
Standard SPI
Braft (°)
Texture technologique de moisissure
Brouillon(°)
A-1
0,5
MT-11000
1.0
A-2
0,5
MT-11010
1.5
A-3
0,5
MT-11020
2.5
B-1
1.0
MT-11030
3.0
B-2
1.0
VDI Texture-PC
B-3
1.0
VDI-18
1.0
C-1
1.5
VDI-24
1.5
C-2
1.5
VDI-33
3.0
C-3
1.5
Texture ys
D-1
2.0
Ys1xx
1.0
D-2
2.5
Ys3xx
4.0–5,5
D-3
3.0
Ys5xx
6.0–12.0
Construction de moisissures
Réglez vos angles de projet avec la façon dont le moule s'ouvre: la direction «dessiner» du moule. Sinon, la pièce peut s'en tenir à la moitié qui contient les épingles d'éjection et ne se libérera pas correctement. De plus, assurez-vous d'appliquer un projet non seulement à tous les murs verticaux mais aussi à toutes les fonctionnalités comme les trous ou les boss.
Par exemple, imaginez une partie rectangulaire avec quatre à travers des trous. Si les trous sont rédigés vers la cavité, la pièce peut y rester coincée après le moulage. Au lieu de cela, les rédiger vers le côté central - où vit le système d'éjecteur - afin que les épingles puissent pousser la partie proprement.
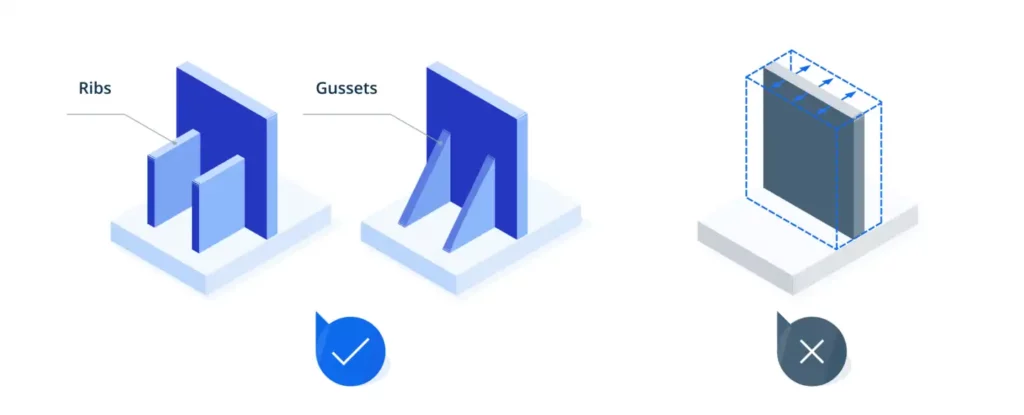
Côtes et gousses
Les côtes et les goussets sont tous deux utilisés pour renforcer les structures localisées et améliorer la rigidité des pièces sans augmenter l'épaisseur globale de la paroi.
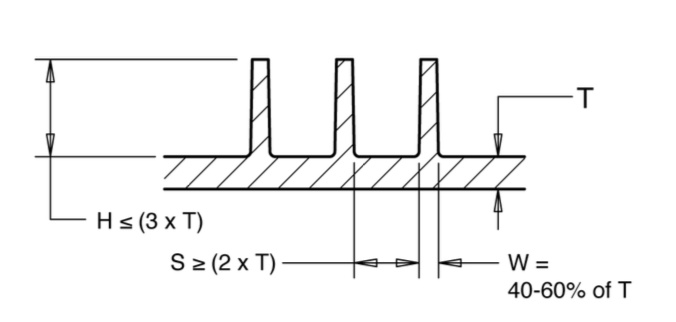
Côtes
Les côtes sont minces, le mur comme les protubérances qui s'étendent de la surface d'une partie - souvent à travers de larges zones à parois minces ou des caractéristiques en forme de boîte - pour distribuer les charges uniformément et améliorer la rigidité globale. Pour assurer une conception efficace des côtes, suivez ces meilleures pratiques:
▪ L'épaisseur des côtes doit être de 40 à 60% de l'épaisseur principale de la paroi. ▪ La hauteur des côtes ne doit pas dépasser trois fois l'épaisseur de la paroi. ▪ Appliquer un angle de tirage de 0,5 ° –1 ° pour faciliter la libération du moule. ▪ Ajouter un filet à la base de la nervure avec un rayon de 0,25 à 0,5 ° à proximité de l'épaisseur de la paroi. bosses ou bords de trou) pour fournir une pièce de refroidissement supplémentaire et prévenir les points chauds.
Goussets
Les goussets sont de petites plaques triangulaires ou trapézoïdales placées à la jonction des murs, des boss ou des côtes pour renforcer les points locaux de stress élevé. Les meilleures pratiques pour la conception du gousset comprennent:
▪ Le gousset doit généralement être d'environ un tiers à la moitié aussi épais que le mur qu'il soutient. ▪ Un gousset ne doit jamais être plus grand que le boss ou la côte qu'il renforce. En fait, vous n'avez souvent besoin que du gousset pour être d'environ 30 à 50% de la hauteur de ce boss, ce qui est suffisant pour fournir un soutien dans la plupart des cas. ▪ Appliquer un projet de 0,5 ° à 1 ° pour assurer l'éjection en douceur. ▪ Utilisez des filets généreux à la base du gousset pour réduire la concentration de contrainte et améliorer le débit plastique; Un rayon de 0,25 à 0,5 fois l'épaisseur de la paroi est généralement approprié. ▪ Placer les goussets symétriquement lorsqu'ils sont utilisés en paires et éviter le surpeuplement. ▪ Maintenez un espace d'au moins 2 à 3 fois l'épaisseur du gousset des caractéristiques adjacentes pour assurer un refroidissement uniforme et empêcher la moulure de défauts.
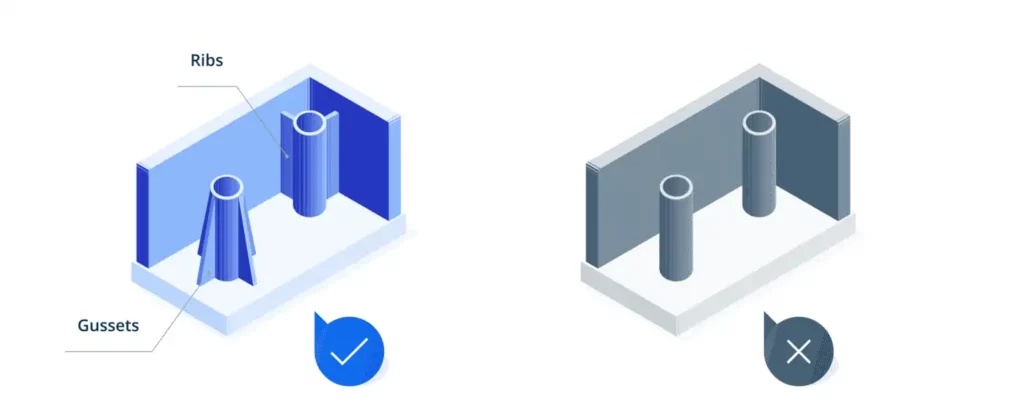
Patrons
Les boss sont des caractéristiques cylindriques conçues pour recevoir des inserts, des vis auto-tapissant ou des épingles pour l'assemblage ou le montage. Il peut également être considéré comme des côtes circulaires qui contribuent à la résistance structurelle globale. Les boss autoportants doivent être évités. Connectez-les toujours à des murs ou des surfaces adjacents à l'aide de côtes ou de goussets plutôt que d'être entièrement intégrés dans le mur lui-même.
Lors de la conception de boss, n'oubliez pas ce qui suit:
▪ Placer les boss où l'intégrité structurelle ou la résistance à la fixation est nécessaire, par exemple aux emplacements des vis. ▪ Pour les vis d'auto-tapotement, taillez le boss OD à environ 2–2,5 × le principal diamètre de la vis. ▪ Limiter l'épaisseur de la paroi du boss à ≤60% du mur adjoint pour éviter les marques de puits ou les vides. Surdimensionner légèrement le diamètre du trou pour compenser le retrait du plastique et assurer un ajustement approprié après le moulage.
Sous-dépouille
Les sous-cutations sont en retrait des caractéristiques ou en surplomb qui créent un verrouillage entre la pièce et une ou les deux moitiés de moisissure, empêchant l'éjection propre le long de la direction d'ouverture du moule. Les exemples courants incluent les crochets, les snap, les trous, les rainures et les emplacements latéraux qui sont perpendiculaires ou transversaux à la direction de séparation du moule.
Bien que les sous-dépouilles soient parfois nécessaires pour l'ajustement de la fonction mécanique ou de l'assemblage, ils nécessitent généralement des outils supplémentaires, tels que les noyaux coulissants, les poussoirs ou les cames, ce qui augmente la complexité des moisissures, le temps de cycle et le coût de fabrication. Des contre-dépouilles mal conçues peuvent entraîner des difficultés d'éjection, une distorsion des pièces, une usure excessive ou une défaillance de l'outil.
Certaines directives de conception pour les sous-dépouilles sont les suivantes:
▪ avoir des sous-cutations chaque fois que possible en modifiant la géométrie, en réorientant la pièce ou en déclenchant la ligne de séparation afin que les fonctionnalités alignent sur la direction de traction du moule et éliminent les recoins. ▪ Utilisez des bosses ou des zones flexibles pour les sous-cutations peu profondes dans les matériaux doux et non renforcés - les zones de thermoplastique TPE / TPU (E.G. élastomères). Évitez PP / PE à moins que la hauteur de contre-dépouille ne soit ≤ 0,3 mm avec des murs très minces. Fournir un plomb de 30 ° à 45 ° dans le chanfrein et ajouter 0,5 ° à 1 ° sur la face de bosse pour assurer une éjection en douceur. ▪ Si des sous-députés sont nécessaires, gardez-les minimaux, localisés et placés sur un seul côté pour réduire le besoin de plusieurs actions latérales. ▪ Incorporer les angles de tirage appropriés (généralement ≥ 1 °) et les radis généreux autour de la sous-échelle pour faciliter l'effort et la réduction du point de vue et la piste et la piste et la piste et la piste de la piste et la piste et la piste de la piste.
Texte et symboles
Le texte et les symboles (par exemple, les numéros de pièce, les logos, les marques de recyclage) sont généralement en relief ou débossés sur des pièces moulées pour la traçabilité, l'image de marque ou la conformité réglementaire. Voici quelques conseils utiles:
▪ Utilisez du texte surélevé (en relief) plutôt que recoins (gravé) si possible, car le texte gravé nécessite des outils de moisissures plus complexes, accélère l'usure des outils et augmente le coût - en particulier pour une hauteur de 0,5 mm. Écoulement en plastique cohérent et réduisez l'usure des outils. ▪ Utilisez une épaisseur de course uniforme et une taille minimale de police de 20 points (environ 7 mm de hauteur). ▪ Évitez de placer du texte près des murs minces, des coins pointus, des côtes ou des surfaces élevées à l'osmétique, car ces zones sont plus sujettes à des défauts, des marques d'évier ou des problèmes de viol. pour simplifier l'usinage et empêcher la distorsion pendant l'éjection.
Tolérances
La tolérance au moulage par injection définit l'écart admissible des dimensions d'une partie par rapport à sa conception nominale. Dans la conception, des tolérances plus strictes doivent être appliquées aux caractéristiques critiques, telles que les interfaces d'assemblage, les rainures d'étanchéité et la localisation des trous, car ceux-ci ont un impact direct sur l'ajustement et la fonctionnalité. Pour les dimensions non critiques, telles que la largeur des surfaces non porteuses, les tolérances plus lâches peuvent être utilisées pour réduire les coûts de fabrication.
Il y a deux niveaux de tolérance communs:
Tolérances commerciales:Relativement lâche (généralement ± 0,1 mm ou ± 0,004 ") et fonctionnent bien pour la plupart des caractéristiques non critiques à un coût inférieur.
Tolérances fines:Plus serré (généralement ± 0,05 mm ou ± 0,002 "), requis pour les pièces à haute précision, avec des coûts d'outillage et de fabrication plus élevés.
Pendant la conception, les tolérances dimensionnelles doivent être ajustées en fonction du retrait du matériau. Différents plastiques ont des taux de rétrécissement différents - les matériaux cristallins de SEMI (par exemple, PA, PP, PE, POM) se rétrécissent plus que les matériaux amorphes (par exemple, ABS, PC, PMMA). Bien que le rétrécissement soit généralement prévisible, de légères variations dans les conditions de formulation ou de traitement de la résine (comme la température de fusion) peuvent influencer la taille finale de la pièce. À mesure que la taille de la partie augmente, la variation du rétrécissement devient plus prononcée. Selon le matériau, vous devez vous attendre à une tolérance liée au retrait d'environ ± 0,002 pouce / po (0,05 mm / mm).
L'analyse de pile de tolérance doit également être prise en compte dans des assemblages multiple, car même si chaque caractéristique individuelle (par exemple, un trou) est dans sa tolérance spécifiée, la variation cumulative peut entraîner un désalignement, en particulier lorsque plusieurs trous à travers différentes parties doivent s'aligner pour les fixations à passer.
Notez que les tolérances de moisissure influencent également la qualité de la pièce finale. Les tolérances d'usinage des moisissures standard sont d'environ ± 0,005 "(0,13 mm), mais des tolérances plus strictes peuvent être nécessaires pour les pièces de haute précision. De plus, les moisissures éprouvent une usure au fil du temps, ce qui peut entraîner une dérive dimensionnelle. Il est important de planifier l'entretien et la rénovation des outils pour maintenir une qualité de pièce cohérente pendant les exécutions à long terme.
Bases de conception de moisissure
La conception des pièces et la conception de moisissures sont étroitement liées pour déterminer le succès d'un produit moulé par injection. Afin de la conception de la conception se concentre sur la géométrie et les fonctionnalités, la conception de moisissure traduit ces exigences en un outil fabriquée. La section suivante décrit les aspects fondamentaux de la conception des moisissures:
Base de moisissure et disposition de la cavité
L'outillage de moisissure consiste en une base de moisissure standard, une cavité et des inserts de noyau et tous les composants mobiles (diapositives, haltères, plaques d'éjecteurs, etc.). La base de moisissure fournit le cadre rigide - des piliers de guidage, des plaques de support et le système d'éjection - tandis que les inserts de cavité et de noyau définissent la forme de la partie. Ensemble, ils contrôlent à quel point chaque partie est moulée avec précision et cohérente.
Une bonne conception de moisissure devrait:
▪ Utilisez une base standard (par exemple, DME ou HASCO) pour un approvisionnement rentable et un remplacement facile des composants usés. ▪ Maintenir une épaisseur appropriée de la plaque et la taille du pilier pour résister à une pression d'injection et assurer l'alignement. ▪ Déposer les cavités et les cœurs pour un accès facile. Gardez la température uniforme et minimisez la variation de déformation ou de retrait. ▪ Inclure un espace adéquat de tirage et d'éjection afin que les pièces se libérent proprement et les temps de cycle restent courts. ▪ Pour les nouveaux produits, un seul moule à cavité est souvent le moyen le plus rapide et le plus rentable de valider la conception. Une fois la conception finalisée, vous pouvez passer à des moules multi-cavité ou familiaux pour augmenter la production.
Portes
Les portes sont les points d'entrée par lesquels le plastique fondu s'écoule dans la cavité du moule. Leur taille, leur forme et leur placement ont un grand impact sur l'apparence partielle, la résistance structurelle et la présence de défauts de moulage tels que les marques d'écoulement et les lignes de soudure.
▪ Les parties plus grandes nécessitent des portes plus grandes pour maintenir la pression et le débit pour le remplissage complet. ▪ Positionnez les portes de la section la plus épaisse de la partie pour favoriser le remplissage uniforme, contrôler le retrait et minimiser les défauts. ▪ Placer les portes en faible contrainte, à faible visibilité, chaque fois que possible, car ils laissent de petits vestiges et peuvent affaiblir la partie. Les portes laissent un petit vestige, localisez-les sur la ligne de séparation pour une coupe facile et une visibilité minimale.
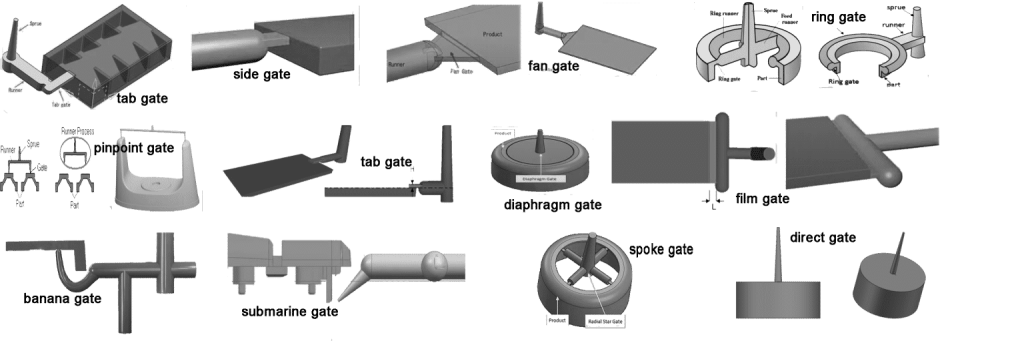
Les portes peuvent être classées par méthode de coupe - manuelle ou automatique - et certains types sont mieux adaptés aux géométries de pièces spécifiques. L'image ci-dessous montre les exemples communs des portes.
Types de portes manuelles
▪Porte de bord (porte standard):Section transversale rectangulaire le long de la ligne de séparation; Idéal pour les pièces plates ou rectangulaires; peut être effilé pour un meilleur débit. ▪Porte de fan:Ouverture large et évasée pour les parties de grandes ou minces; Minimise le cisaillement et améliore l'équilibre de remplissage. ▪Gate d'onglet:Variante de la porte de bord avec une petite languette pour absorber le cisaillement et la chaleur; Convient aux matériaux sensibles au cisaillement. ▪Porte de diaphragme:Porte circulaire autour du noyau pour l'écoulement concentrique; Excellent équilibre mais difficile et coûteux à couper. ▪Porte d'anneau:Anneau continu autour du noyau pour une garniture radiale même; utilisé dans les pièces en forme de tube. ▪Porte de la parole:Variante de la porte annulaire avec des côtes radiales; Bon pour les pièces tubulaires symétriques, mais le maintien de la concentricité est difficile. ▪Film (Flash) Gate:Porte très mince et large pour les parties grandes / minces; Assure un remplissage uniforme mais laisse un long vestige qui a besoin d'une coupe manuelle.
Types de portes automatiquement
▪Porte sous-marine (tunnel):Entrée inclinée sous la ligne de séparation; Auto se casse pendant l'éjection pour un minimum. ▪Porte de précision:Petite porte directe à l'intérieur de la ligne de séparation; Idéal pour les matériaux à flux élevé et les pièces cosmétiques; commun dans les moules multi-cavité ou de précision.
Système des coureurs
Le système des coureurs guide le plastique fondu de la carotage aux portes et dans les cavités de moisissure. La conception des coureurs a un impact sur le flux de matériaux, le temps de cycle et la qualité des pièces, en particulier dans les moules multi-cavité ou familiaux. Un système de coureurs efficace garantit que le plastique en fusion s'écoule uniformément vers toutes les cavités. L'écoulement équilibré empêche les défauts tels que la variation dimensionnelle, les plans courts et les lignes de soudure. La distribution inégale peut également provoquer une surchauffe localisée ou un sous-remplissage, ce qui affecte à la fois la résistance et la finition de surface.
La forme et la taille du canal du coureur ont un impact direct sur le comportement de débit et l'efficacité de traitement. Les coureurs complets réduisent la perte de pression mais augmentent la complexité de l'outillage, tandis que les coureurs trapézoïdaux ou semi-circulaires sont plus faciles à machine mais moins efficaces. Les coureurs surdimensionnés se déchets et refroidissent lents; Les sous-dimensions restreignent le flux et peuvent provoquer un remplissage incomplet. Dans les moules multi-cavité, les coureurs doivent être symétriques et uniformément répartis pour s'assurer que chaque cavité se remplit simultanément.
Il existe deux principaux types de systèmes de coureurs:
Coureurs froidssont plus simples et rentables, mais ils génèrent un matériau excédentaire (ferraille) qui doit être supprimé ou recyclé.
Coureurs chaudsÉliminez ces déchets et offrez un meilleur contrôle sur le débit et la température, mais ils nécessitent un coût d'outillage et des efforts de maintenance plus élevés.
Le système des coureurs doit être conçu en coordination avec la porte et les systèmes de refroidissement. Une disposition bien optimisée réduit le temps de cycle, améliore la cohérence et prend en charge des moulures efficaces et de haute qualité.
Épingles d'éjection
Les épingles d'éjection sont utilisées pour pousser la partie moulée hors de la cavité une fois qu'elle s'est solidifiée. Leur placement et leur conception affectent considérablement la qualité des pièces, l'efficacité d'éjection et la durée de vie des moisissures. Les recommandations de conception sont:
▪ Positionner les épingles d'éjecteurs sur des surfaces non coosmétiques, comme près de la ligne de séparation. ▪ Évitez de placer des broches sur des zones à parois minces ou angulaires qui peuvent se déformer sous la force d'éjection. ▪ Localiser les broches dans des zones mécaniquement solides de la pièce peut nécessiter une plus grande force d'éjection, tandis que le choix plus important des éléments de la matière ou des éléments de la carrosse broches pour répandre la charge et empêcher la déformation. ▪ Le nombre et le type d'épingles dépendent de facteurs tels que la partie géométrie, les angles de brouillon et l'épaisseur de la paroi. Par exemple, les pièces avec des portes de bord ou de ventilateur peuvent avoir besoin d'épingles supplémentaires pour l'éjection équilibrée. ▪ Les épingles d'éjecteurs doivent être faites de matériaux à haute résistance et résistants à l'usure pour assurer une durabilité à long terme.
Circuit de refroidissement
Le système de refroidissement maintient la température du moule pour contrôler le retrait, le temps de cycle et la qualité finale des pièces. Les canaux doivent être acheminés pour un refroidissement uniforme, avec un espacement plus serré (3 à 5 mm de la cavité) autour de sections épaisses. Assurez-vous que les lignes de refroidissement ne sont pas en conflit avec les portes, les coureurs ou le matériel d'éjection. Le diamètre du canal approprié (généralement 6 à 10 mm) et les variétés équilibrés améliorent encore la consistance thermique et raccourcissent les temps de cycle.
Travaillez avec Chiggo pour les commentaires DFM experts et prototypes
Maintenant que vous avez une compréhension plus claire de la façon dont la conception du moulage par injection a un impact sur la fabrication, les performances et les coûts, il est temps d'aller de l'avant. Une fois que votre conception est prête, Chiggo propose une analyse DFM (conception pour la fabrication) gratuite ainsi que votre demande de devis. Cette analyse aide à identifier les problèmes potentiels ou les risques liés à la fabrication de moisissures et à la moulure par injection.
Quelle est la prochaine étape? Création d'unprototypePeut vous aider à valider vos décisions de conception avant le début de l'outillage.Chiggo est làPour vous guider à travers chaque étape du voyage de moulage par injection, assurant une transition en douceur de la conception à la production.