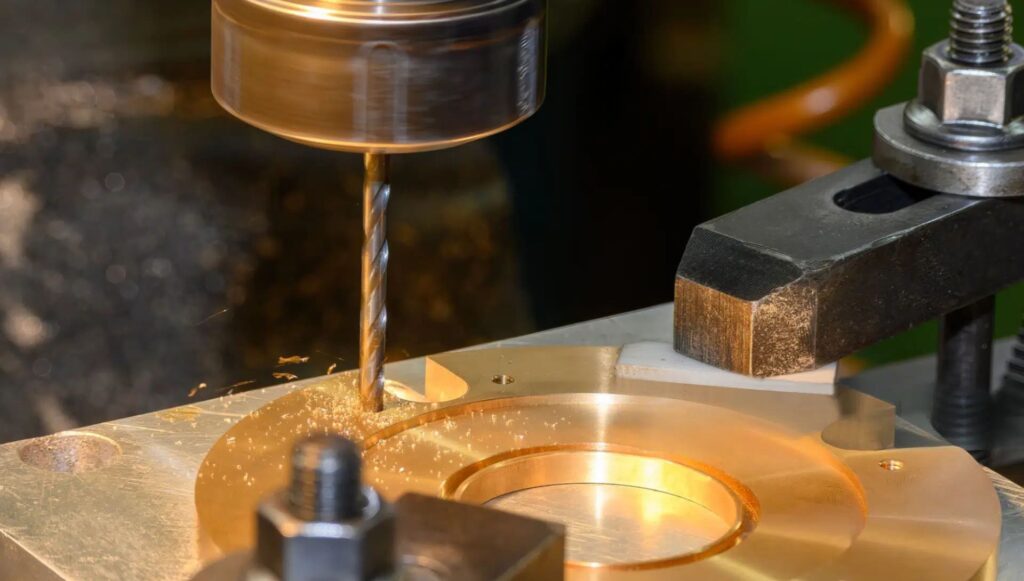
Peu de matériaux ont autant de signification historique que le bronze. Développé pour la première fois il y a plus de 5 000 ans pendant l'âge du bronze, cet alliage à base de cuivre a révolutionné des outils, des armes et de l'art, inaugurant une nouvelle ère de l'artisanat humain. Bien que le bronze soit souvent associé à la coulée et au forgeage des mains, dans la fabrication moderne, il est largement utilisé dans les roulements, les bagues, les engrenages et les composants de vanne, où les pièces coulées sont finies parusinage de précisionpour répondre aux tolérances étroites.
Ce guide discutera de ce qu'est l'usinage CNC en bronze, les types de bronze disponibles, les processus d'usinage, les défis communs et comment les surmonter.
Qu'est-ce que l'usinage CNC en bronze?
L'usinage CNC en bronze est un processus qui utilise des machines CNC pour produire des pièces à partir de bronze - un alliage de cuivre avec un TIN généralement 5 à 12%. De petites quantités d'autres éléments , comme l'aluminium, le phosphore, le manganèse ou le plomb sont souvent ajoutées pour obtenir des performances spécifiques.
Bronze, commelaitonet d'autresalliages de cuivre, a une gamme d'importantes propriétés de résistance électrique, thermique et de corrosion. Mais sa résistance mécanique est généralement inférieure à celle de nombreux autres métaux machinables (bien que supérieur à celui du cuivre et du laiton). Bien qu'il ne corresponde pas à la machinabilité exceptionnelle des cuivres de coupe libre (évalués à 100%), de nombreux grades de bronze offrent toujours une bonne machinabilité. Les bronzes en étain au plomb typiques ont une note de machinabilité entre 60 et 75%, ils sont donc mieux utilisés sur la stress faibleComposants de CNC. Il a également un faible frottement et une excellente résistance à l'usure, ce qui le rend bien adapté aux pièces de glissement.
Types de bronze disponibles pour l'usinage CNC
Le bronze fait référence à une famille d'alliages de cuivre dont les performances varient en fonction de leurs éléments d'alliage spécifiques. Ci-dessous, nous explorerons les grades de bronze les plus couramment utilisés dans l'usinage CNC.
Bronze en étain au plomb (portant en bronze)
Le bronze en étain au plomb contient généralement 83 à 92% de cuivre, 7–12% d'étain et 4–8% de plomb. C’est l’une des bronzes les plus faciles à machine - le plomb agit comme un lubrifiant intégré et favorise considérablement la rupture des puces. L'étain offre une résistance solide et une résistance à la corrosion.
Cependant, sa résistance à la traction et sa dureté sont inférieures à celles des bronzes élevés ou en aluminium, et sa phase de plomb fait fondre au-dessus de ~ 300 ° C, ce qui le rend inadapté aux pièces chaudes ou fortement chargées. Il ne peut pas non plus correspondre à la résistance à la fatigue des bronzes au phosphore ou à la résistance à l'usure extrême des gradations à haute teneur, et sa résistance à la corrosion est limitée dans des milieux agressifs tels que l'eau de mer ou les environnements acides ou alcalins. De plus, le bronze en étain au plomb n'est pas adapté aux applications de qualité alimentaire ou à eau potable en raison de la toxicité du plomb.
Grades communs:C93200 (SAE 660), C93600, C93700 Usages typiques:Roulements, bagues, surfaces de poussée, assiettes d'usure, pièces de machine générales
Bronze phosphore
Le bronze au phosphore est un alliage de cuivre avec un TIN généralement 4 à 6% et un petit ajout de phosphore (environ 0,01 à 0,35%). Le phosphore améliore la résistance à l'usure, la rigidité et agit comme un désoxydant pendant l'alliage, entraînant des structures de grains propres. Cet alliage offre une forte résistance à la fatigue et une excellente résistance à la corrosion. Historiquement, le bronze de phosphore a été utilisé dans le matériel marin - par exemple, certains hélices de navire en ont été fabriqués pour sa durabilité de l'eau de mer. Aujourd'hui, il se trouve le plus souvent dans les ressorts, les connecteurs électriques, les bagues, les roulements et les boulons où une combinaison de ténacité et de résistance à l'usure est nécessaire. Cependant, il est notablement plus difficile à machine: une qualité commune comme C51000 (5% TIN, 0,2% de phosphore) a une cote de machinabilité d'environ 20% par rapport aux cuivres de coupe libre.
Le bronze en aluminium contient généralement environ 5 à 12% d'Al, avec le cuivre de l'équilibre (≈85–92%), plus 3 à 5% de Fe et jusqu'à 1,5% de Ni (avec Mn mineur, Si) pour une résistance supplémentaire et une résistance à la corrosion. Il est le plus fort des bronzes communs, avec une résistance à la traction atteignant 500 à 620 MPa à des températures traitées à la chaleur, comparables à l'acier de qualité moyenne. Il a également une excellente résistance à la corrosion, en particulier dans les environnements marins et chimiques, car l'aluminium dans l'alliage forme un oxyde protecteur à la surface.
En termes de machinabilité, le bronze en aluminium est modérément machinable. C95400, par exemple, a une machinabilité de machinabilité à environ 60%. En raison de sa dureté élevée et de sa tendance à la main-d'œuvre, le bronze en aluminium d'usinage CNC nécessite des configurations rigides, des outils de carbure aiguisés et un contrôle précis des aliments pour maintenir la précision et la durée de vie des outils.
Grades communs:C95400, C95500, C95900 Usages typiques:Matériel marin, composants de soupape / pompe, de bagues à haute charge, de vitesses
Bronze en silicium
Le bronze en silicium est généralement composé d'environ 96% de cuivre et de 2 à 4% de silicium, avec de petits ajouts de zinc ou de manganèse. Cet alliage offre un bon équilibre de résistance modérée, une excellente résistance à la corrosion et une bonne soudabilité. Il a également une apparence chaude et dorée, souvent préférée pour les applications architecturales ou artistiques.
Dans l'usinage CNC, le bronze en silicium est considéré comme ayant une machinabilité équitable, environ 30% par rapport aux laiton de coupe libre. Il produit des puces propres et de bonnes finitions de surface lorsqu'elles sont usinées sous des vitesses de coupe et des aliments modérées. Bien que légèrement gommeux, il reste gérable avec des outils nets et un contrôle efficace des puces.
Le bronze à haute teneur en tin, souvent appelé historique, est un alliage de bronze avec une teneur en étain élevée et un minimum ou pas de plomb. Une composition typique est de 88 à 90% de cuivre et 10 à 12% d'étain, avec du zinc trace ou du nickel. Cette formulation produit un alliage fort et fort qui a été utilisé pour lancer des barils de canon - d'où le nom de «Gunmetal». Le bronze à haute teneur a une excellente résistance à l'usure et transporte des charges lourdes sans déformation, ce qui le rend idéal pour les composants lourds. Il sert bon nombre des mêmes rôles que le bronze en aluminium, bien qu'avec une résistance à la corrosion légèrement inférieure mais de bonnes qualités de coulée.
Sa machinabilité est d'environ 30% (similaire au bronze en silicium). L'absence de plomb signifie que l'alliage est moins libre, donc l'usinage nécessite des outils plus nets et peut-être plus de patience que de travailler avec un alliage de plomb.
Grades communs:C90300, C90500, C90700 Usages typiques:Engrenages à ver, bagues à charge lourde, roues et corps, vannes, raccords à vapeur
Un guide étape par étape sur le processus d'usinage CNC en bronze
L'usinage CNC en bronze transforme le stock de bronze brut en pièces de précision à travers une série d'étapes contrôlées. De la conception à l'inspection finale, chaque étape doit être optimisée pour le comportement des matériaux du bronze, l'usure des outils et la finition de surface. Voici un aperçu concis du processus:
1. Sélection et préparation des matériaux
Le processus commence par la sélection du bon alliage de bronze en fonction de la résistance mécanique, de la résistance à l'usure et des exigences de corrosion. Par exemple, le bronze en étain au plomb est préféré pour les bagues en raison de ses excellentes propriétés de machinabilité et d'auto-lubrification, tandis que le bronze en aluminium est choisi pour les composants de qualité marine à haute résistance.
Une fois l'alliage sélectionné, la matière première - les tiges, les barres ou les assiettes, ou les plaques - est coupée à la taille, débortée et inspectée pour la qualité de la surface. Il est ensuite en toute sécurité serré à la table de travail de la machine CNC à l'aide de la fixation de précision pour assurer la stabilité pendant l'usinage.
2. Programmation CAD / CAM
Le flux de travail numérique commence par créer un modèle CAO détaillé de la pièce. Ce modèle est importé dans le logiciel CAM, où les parcours d'outils sont générés et optimisés pour l'alliage de bronze choisi et la géométrie de la pièce. Le programme CNC résultant spécifie ensuite les mouvements d'outils, les vitesses de broche, les taux d'alimentation et les séquences de coupe - chacun à l'écoute de la machinabilité et des propriétés thermiques du matériau.
3. Opérations d'usinage
Avec les parcours d'outils générés par la CAM chargés, la machine CNC est configurée - des tools tels que les usines d'extrémité, les forets et les inserts sont sélectionnés, installés et calibrés pour l'alliage de bronze spécifique et les coupes requises. Une fois la machine prête, l'usinage réel commence. Selon la conception des pièces et le type de bronze, les opérations communes comprennent:
Misoning:Le bronze de fraisage utilise des couteaux rotatifs pour éliminer le matériau et créer des emplacements, des poches et des contours complexes. Étant donné que le bronze peut travailler à dur si le coupeur habite, il est préférable de prendre des coupes radiales légères (≤ 0,5 × diamètre de coupe) avec un engagement axial modéré.
Tournant:Tourner le bronze implique la rotation de la pièce contre un outil de coupe stationnaire pour produire des caractéristiques cylindriques telles que des arbres, des manches, des épingles ou des bagues. Le faible frottement et la bonne conductivité thermique du bronze permettent des vitesses de broche plus élevées (jusqu'à 400 m / min) que l'acier, mais sa tendance à la durcissement du travail signifie que vous devez utiliser des inserts de carbure ou enduit de PVD puissants avec un léger râteau positif (7–10 °) et prendre des passes de finition légère (≤ 0,5 mm de coupe).
Forage et tapotement:Le forage crée des trous ronds en bronze. La douceur du bronze permet des vitesses de forage plus rapides que les métaux plus durs, mais il faut prendre soin de prévenir la surchauffe et d'assurer les murs de trou propres. Une fois le trou foré, passez à un robinet pour couper les fils correspondants. Pour les trous aveugles, utilisez un coup de fond pour obtenir des threads juste en bas sans bavures.
4. Post-traitement
Après l'usinage CNC, les pièces de bronze subissent un déburriculations et un chanfreinage pour éliminer les bavures et les bords tranchants. Si requis par une partie de géométrie ou de demandes de tolérance, un recurre de stress stabilise les dimensions et soulage les contraintes d'usinage. Chaque partie passe ensuite par l'inspection et les tests (CMM, jauges, vérifications de surface) pour vérifier la qualité dimensionnelle et en surface. Selon l'utilisation d'extrémité, une ou plusieurs finitions de surface peuvent être appliquées aux pièces usinées en bronze.
Finition astucieuse
Il s'agit de la surface de bronze naturelle directement de la machine CNC. Il montre généralement des lignes de chemin d'outils visibles et a une rugosité de RA 1,6–3,2 μm. Cette finition est rentable et bien adaptée aux bagues internes, aux pièces structurelles cachées ou à tout composant où l'apparence n'est pas critique. Notez que des marques ou des bavures d'outils mineurs peuvent rester, ce qui peut altérer les performances en ajustement très serré ou en applications à haute friction.
Polissage mécanique
PolissageUtilise des abrasifs successifs ou des roues de polissage pour lisser la surface et créer une finition brillante et réfléchissante. Il peut réduire la rugosité de la surface d'environ RA de 1,6 à 3,2 µm jusqu'à inférieur à RA 0,2 µm et améliorer les performances de glissement dans les assemblages en mouvement. Le bronze poli est couramment utilisé pour le matériel décoratif, les raccords visibles et les composants dynamiques qui nécessitent une traînée de surface basse. Cependant, le polissage peut être à forte intensité de main-d'œuvre et peut augmenter le temps de production et le coût, en particulier lorsque un brillant uniforme est nécessaire sur les géométries complexes.
Dynamitage des perles
Dynamitage des perlesLe bronze utilise un flux sous pression de médias fins - des perles de verre communs - pour abraser doucement la surface et produire une finition mate uniforme. Il élimine l'outil visible marque et lisse les crêtes laissées par des passes de fraisage, améliorant l'adhésion pour les revêtements ou les patines. Étant donné que les perles arrondies jettent doucement plutôt que de couper la surface, le résultat est une texture satinée cohérente idéale pour le matériel architectural et les raccords décoratifs. Cependant, le processus peut laisser de minuscules fossettes qui peuvent piéger les débris ou interférer avec les surfaces d'étanchéité, donc les pièces de tolérance plus strictes nécessitent souvent un vernis léger ou des tours par la suite.
Patine (revêtement chimique)
La patine utilise l'oxydation contrôlée ou les agents chimiques pour modifier la couleur et le ton de la surface du bronze. Les teintes de patine communes - brun, verte et noire - donnent une finition antique ou artistique. Bien que ce processus soit principalement esthétique, il peut fournir un degré de protection de surface. Les patines sont populaires sur la signalisation, les panneaux décoratifs et les luminaires de style période. Cependant, la patine nécessite une manipulation qualifiée pour obtenir des résultats cohérents, et il peut ne pas convenir aux surfaces fonctionnelles ou aux pièces mécaniques à contact élevé.
Anodisation (revêtement de conversion en bronze)
Bien que l'anodisation soit le plus souvent utilisée sur l'aluminium, certains alliages de bronze peuvent subir un processus de conversion électrolytique similaire. Dans ce traitement, le bronze agit comme l'anode dans un bain spécialisé, formant une couche d'oxyde mince et poreuse qui peut être scellée, voire teinte, pour produire des couleurs décoratives. Ce film d'oxyde améliore la résistance à la corrosion, améliore l'adhésion pour les peintures ou les revêtements et ajoute une augmentation modeste de la dureté de surface. Parce qu'il nécessite des électrolytes personnalisés et un contrôle serré des processus, l'anodisation en bronze n'est pas un service standard et a tendance à être plus coûteux et moins largement disponible queanodisation en aluminium. Lorsqu'il est appliqué, il offre des effets visuels uniques et une protection contre le service léger pour les applications décoratives ou sujettes à la corrosion spécialisées.
Électroplaste
ÉlectroplasteDépose une fine couche d'un autre métal, comme le nickel, l'argent, l'or ou le chrome, sur la surface du bronze. Cela améliore la résistance à la corrosion, la conductivité électrique et l'attrait visuel. Les finitions électropliées sont courantes dans les pièces de haute spécification ou décoratives, mais nécessitent un contrôle de processus serré et ajoutent au coût et au délai de livraison.
Défis et solutions d'usinage CNC communs pour le bronze
Le bronze a de nombreuses propriétés souhaitables, mais sa machinabilité peut varier considérablement entre les alliages. Vous trouverez ci-dessous cinq défis que vous pouvez rencontrer lorsque le bronze usinant CNC, ainsi que des solutions pratiques.
Travail en durcissant
Certains types de bronze (par exemple, le bronze en aluminium, le bronze phosphoreux) sont susceptibles de travailler en durcissant dans de mauvaises conditions de coupe. Si l'outil habite ou recoupe une surface durcie, la contrainte de l'outil et l'augmentation du risque de défaillance. Pour éviter cela:
Gardez les profondeurs radiales de la lumière coupée, généralement pas plus de 0,5 × le diamètre de l'outil, pour réduire la charge des outils.
Évitez de résider en utilisant des paroles d'outils continues et ininterrompues.
Appliquez le broyage de montée dans la mesure du possible, car il dirige les copeaux loin de la zone de coupe et minimise le frottement.
Utilisez des outils en carbure nets ou des inserts enduits de PVD (par exemple, Tialn) pour minimiser l'accumulation de chaleur et résister à l'usure dans les alliages sujets à durcissement.
Usure
Les grades de bronze plus durs, tels que le bronze en aluminium et le bronze en silicium, contiennent des oxydes abrasifs ou des éléments de durcissement qui peuvent atténuer les bords de coupe du carbure. Pour atténuer l'usure des outils:
Utilisez des inserts de carbure de qualité supérieure et résistants à l'usure avec du tialn ou des revêtements similaires pour une meilleure résistance à la chaleur et une durée de vie de l'outil prolongé.
Surveillez l'insertion de l'état régulièrement et remplacez les outils au premier signe d'usure.
Assurer un débit de liquide de refroidissement suffisant pour dissiper la chaleur et éliminer les particules abrasives.
Pour les grades hautement abrasifs, réduisez légèrement les vitesses de coupe pour contrôler la charge thermique et la dégradation des outils.
Contrôle des puces et bord de construction
De nombreux alliages de bronze produisent des puces longues et filandreuses ou forment un bord bâtie (Bue) qui se soulève à l'outil, gâchant les finitions et provoquant une rupture de l'outil. Pour améliorer le contrôle des puces et empêcher Bue:
Choisissez des outils avec un angle de râteau positif et des flûtes polies pour encourager les boucles de puces propres.
Ajustez les débits d'alimentation afin que les jet de cisaillement plutôt que de s'étirer.
Exécutez le liquide de refroidissement inondable ou l'explosion d'air pour éliminer les copeaux immédiatement.
Extension thermique
Le bronze mène bien la chaleur, mais les températures de coupe excessives peuvent provoquer une expansion thermique dans la pièce et épuiser les bords de coupe. Pour maintenir la stabilité dimensionnelle:
Utilisez le liquide de refroidissement inondable ou la lubrification à la brume pour emporter la chaleur loin de la zone de coupe.
Réduisez légèrement les vitesses de coupe sur de longues pistes ou des travaux de tolérance serrée pour limiter l'accumulation thermique.
Laissez une petite allocation de finition et effectuez un laissez-passer lumineux final - cela corrige toute distorsion induite par la chaleur et améliore la précision de surface.
Travail et vibration
En raison de la rigidité et de la douceur relativement faibles du bronze, une mauvaise serrage peut entraîner une déviation, un bavardage ou une déformation de surface. Pour maintenir la stabilité et la précision:
Utilisez des fixations rigides avec des mâchoires douces ou des pinces à contours personnalisées pour répartir la pression uniformément et empêcher le marrage.
Minimiser le surplomb de l'outil pour réduire la déviation et les vibrations.
Le cas échéant, utilisez des systèmes de serrage à double serrage ou à vide pour améliorer la rigidité, en particulier pour les pièces à parois minces ou à haute précision.
Conclusion
L'usinage CNC en bronze offre des pièces avec durabilité, résistance à la corrosion et conductivité électrique pour répondre à un large éventail d'applications. Avec plus d'une décennie d'expertise manufacturière, Chiggo est votre fournisseur de confiance de services d'usinage CNC en bronze pour la précision, l'efficacité et la cohérence.Contactez-nous aujourd'huipour un devis personnalisé et pour en savoir plus sur notreService d'usinage CNC.