Le pliage de la tôle est l’une des techniques de formage les plus couramment utilisées dans la fabrication de la tôle. Selon l'application spécifique, on parle parfois de freinage par presse, de bridage, de pliage, de pliage ou de bordure. Ce processus consiste à appliquer une force pour déformer le matériau en formes angulaires.
Quelles sont les méthodes de pliage les plus courantes ? Quelles sont les considérations de conception pour le pliage de la tôle ? Comment les paramètres clés affectent-ils la flexion ? Comment sont calculés le facteur K et la tolérance au pliage ? Dans cet article, vous trouverez une à une les réponses à ces questions.
Qu’est-ce que le pliage de tôle ?
Le pliage de tôle est un processus de formage dans lequel une force est appliquée pour déformer une feuille de métal dans une forme souhaitée, entraînant généralement des courbures ou des courbes angulaires. Cette force dépasse la limite d'élasticité du matériau, garantissant que la déformation est permanente sans provoquer la rupture du matériau. Le procédé traite généralement des matériaux d'épaisseurs allant de 0,5 mm à 6 mm, bien que la plage spécifique dépende du type de matériau et de l'équipement utilisé. Les matériaux plus épais peuvent nécessiter des machines spécialisées et une plus grande force pour obtenir les courbures souhaitées. Le pliage de tôles est souvent associé à la découpe laser pour une production efficace de faibles à moyens volumes.
Il existe plusieurs types de machines utilisées pour plier la tôle, les presses plieuses étant les plus courantes. Les principaux types comprennent les presses plieuses mécaniques, pneumatiques et hydrauliques. Une presse plieuse typique se compose d'une matrice inférieure fixe et d'une matrice supérieure mobile, également appelées respectivement poinçon et vérin. Le poinçon applique une force pour plier la tôle à mesure que le vérin descend. Chaque variante de presse plieuse délivre différents niveaux de force, en fonction du mécanisme utilisé. Notamment, les presses plieuses hydrauliques sont souvent équipées de systèmes CNC, permettant des opérations de pliage précises. Ils sont particulièrement appréciés pour réaliser des travaux de tôlerie complexes avec une grande précision, notamment dans les applications industrielles.
1.V-pliage
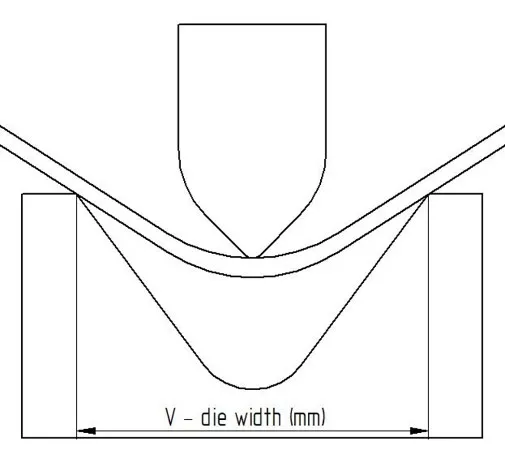
Le pliage en V est la méthode la plus courante dans le pliage de tôles. Dans ce processus, un poinçon presse la tôle dans une rainure en forme de V dans la matrice, permettant différents angles de pliage. L'angle de courbure est ajusté en contrôlant la profondeur du poinçon. Le cintrage en V peut être divisé en trois sous-catégories : le cintrage à l’air, le bottoming et le monnayage.
Parmi celles-ci, le pliage à l'air et le fonçage représentent la majorité des opérations de pliage de tôles, tandis que le matriçage est utilisé moins fréquemment, généralement réservé aux applications nécessitant une précision exceptionnellement élevée et un retour élastique minimal.
Pliage de l'air
Le pliage à l'air, ou pliage partiel, utilise un poinçon pour plier la tôle selon l'angle souhaité sans que le métal n'entre complètement en contact avec le bas de la matrice. Au lieu de cela, un petit entrefer reste sous la feuille, permettant un meilleur contrôle de l'angle de pliage. Par exemple, avec une matrice et un poinçon à 90°, le pliage à l'air permet d'obtenir un résultat compris entre 90 et 180 degrés.
Cette méthode nécessite moins de force et offre une grande flexibilité, car différents angles de courbure peuvent être obtenus en utilisant le même outillage. De plus, cela permet au métal de s'étirer légèrement lorsqu'il se plie, ce qui réduit le risque de fissuration et donne une courbure plus douce.
Creux
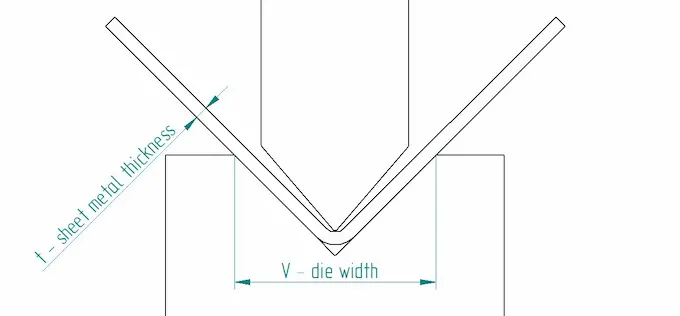
Comme le nom « bottoming » (ou « cintrage du bas ») l'indique, le poinçon enfonce fermement la tôle dans le fond de la matrice en V, assurant ainsi un contact étroit avec la surface de la matrice. Par rapport au pliage à l’air, l’enfoncement nécessite plus de force pour enfoncer complètement la tôle dans la matrice. Bien que ce processus puisse augmenter le risque de déformation ou de fissuration, il est idéal pour obtenir des courbures précises avec un retour élastique minimal, en particulier pour les matériaux pouvant résister à des contraintes plus élevées et lors de la création de courbures très prononcées.
Monnayage
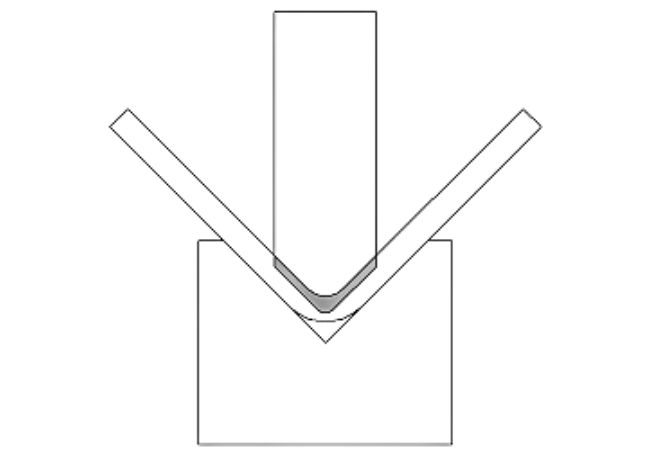
Le monnayage tire son nom de la production de pièces de monnaie, qui nécessite une précision extrêmement élevée pour garantir la cohérence. En pliage, le matriçage permet d'obtenir des résultats tout aussi précis en appliquant une pression nettement plus élevée, généralement 5 à 10 fois plus élevée que dans les processus de pliage standard. Cette haute pression force la tôle dans la matrice, provoquant une déformation plastique et lui donnant la forme et l'angle exacts. Comparé à d’autres méthodes de pliage, le frappe nécessite plus de force mais offre une précision supérieure et élimine pratiquement le retour élastique.
2.U-pliage
Le pliage en U fonctionne sur un principe similaire au pliage en V, car les deux processus appliquent une pression à travers un poinçon et une matrice pour déformer plastiquement la tôle. La principale différence est que dans le pliage en U, le poinçon et la matrice sont en forme de U, ce qui permet la création de canaux et de profils en forme de U. Bien que cette méthode soit simple, dans la production à grande échelle, des techniques plus efficaces telles que le profilage sont souvent préférées en raison de leur plus grande flexibilité et de leur rapidité de production de formes similaires.
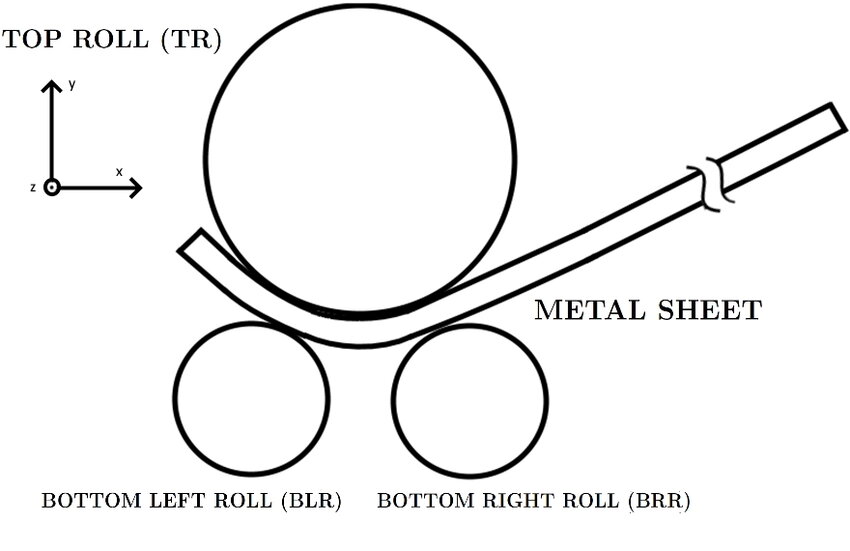
3. Pliage par rouleaux
Le cintrage au rouleau est un processus de pliage continu qui utilise une série de rouleaux pour plier progressivement la tôle dans une forme incurvée. L'espacement et la pression des rouleaux peuvent être ajustés pour contrôler le rayon et l'angle de courbure. Cette méthode est particulièrement adaptée à la création de courbures à grand rayon et de courbes longues et continues, couramment requises dans des secteurs tels que la construction, l'automobile et l'énergie pour la production de grands composants structurels.
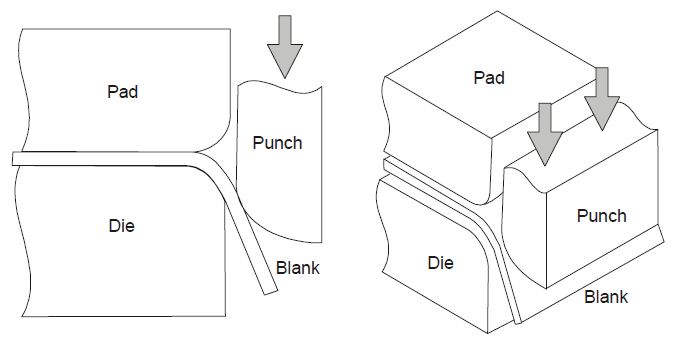
4. Essuyez le pliage
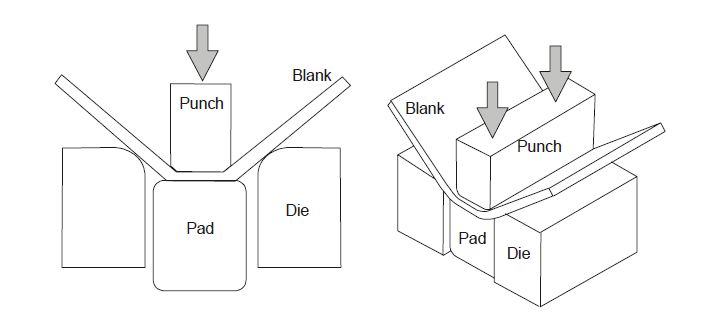
Lors du pliage par essuyage, la tôle est maintenue solidement contre une matrice d'essuyage par un tampon de pression. Un poinçon (généralement un poinçon droit) pousse ensuite contre la partie de la feuille s'étendant au-delà de la matrice et du tampon de pression, la faisant se plier sur le bord de la matrice. Le cintrage par essuyage est relativement simple et permet d'obtenir des cintrages précis avec une distorsion minimale. Il est couramment utilisé dans les applications de production à grand volume où un cintrage précis des bords est requis.
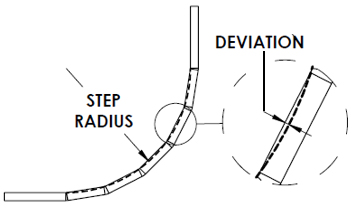
5. Pliage par étapes
Le pliage par étapes, également connu sous le nom de pliage en bosse, est essentiellement un pliage en V répétitif. Cette méthode crée des courbures à grand rayon ou des courbes complexes en effectuant successivement plusieurs petits courbures en V. Plus il y a de courbures appliquées, plus la courbe est douce, réduisant ainsi les arêtes vives et les irrégularités. Le cintrage par étapes est largement utilisé dans les applications nécessitant des cintrages à grand rayon, telles que les trémies coniques et les chasse-neige. Elle peut être réalisée avec des outils standard, comme une presse plieuse classique, simplifiant ainsi la configuration de l'équipement et réduisant les coûts, en particulier pour la production en petits lots.
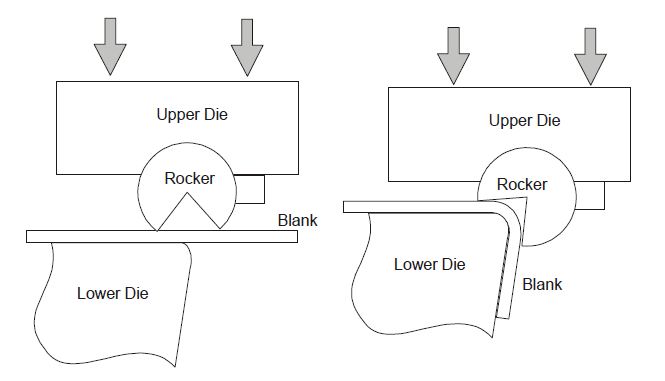
6. Pliage rotatif
Dans le processus de pliage rotatif, la tôle ou le tube est solidement fixé à une matrice et un outil de pliage (généralement un bras de pliage) tourne autour de la matrice fixe pour plier le matériau à l'angle souhaité. Cette méthode offre un meilleur contrôle, minimisant les rayures de surface. et réduire le stress matériel.
Notamment, lorsque le cintrage rotatif implique des tubes à paroi mince ou des matériaux susceptibles de se froisser, la technique de cintrage par étirage rotatif est souvent utilisée, qui intègre un mandrin de support interne. Ce mandrin évite le froissement à l'intérieur du pli et garantit des résultats de haute qualité. C’est l’un des principaux avantages du processus de pliage par étirage rotatif par rapport aux autres méthodes de pliage.
Considérations de conception pour le pliage de la tôle
La conception pour le pliage de tôles implique plusieurs considérations clés pour garantir que le produit final répond aux exigences à la fois fonctionnelles et esthétiques. Voici les principaux facteurs à considérer :
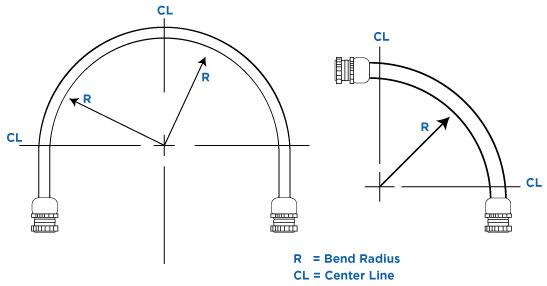
1. Rayon de courbure
Tout métal plié aura un rayon le long du pli. Le rayon de courbure mesure la courbure du bord intérieur du virage. Le rayon de courbure de la tôle varie en fonction des différents matériaux de pliage, géométries d'outils et conditions des matériaux.
Si le rayon de courbure est trop petit, cela peut entraîner des fissures ou une déformation permanente du matériau. Une ligne directrice générale consiste à garantir que le rayon de courbure est au moins égal à l’épaisseur du matériau ou supérieur. De plus, il est recommandé d'utiliser un rayon de courbure cohérent pour tous les plis d'une pièce spécifique, car cela simplifie la configuration des outils et réduit les coûts.
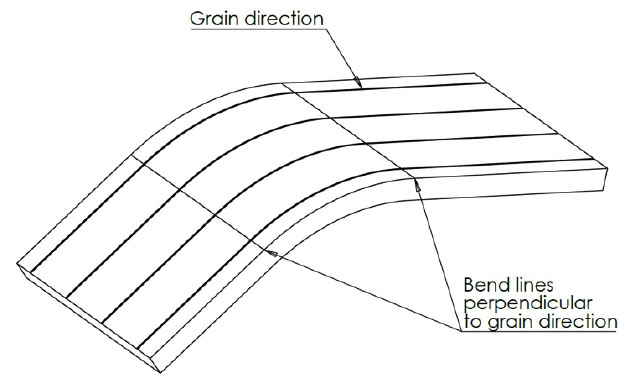
2. Direction et orientation du pliage
Lors de la conception pour le pliage de tôles, il convient d'examiner attentivement la manière dont la direction de pliage est relative à la direction du grain (ou des fibres) du matériau. Le pliage parallèle au grain présente un risque accru de fissuration, car la structure du grain du matériau est plus sujette à la séparation. sous stress. En revanche, la flexion perpendiculaire au grain améliore la ductilité et réduit le risque de fracture. De plus, l'alignement de la direction de pliage avec la direction de cisaillement (ou de coupe) du matériau permet de minimiser la propagation des défauts ou microfissures qui auraient pu être introduits pendant le processus de coupe, garantissant ainsi une meilleure intégrité structurelle.
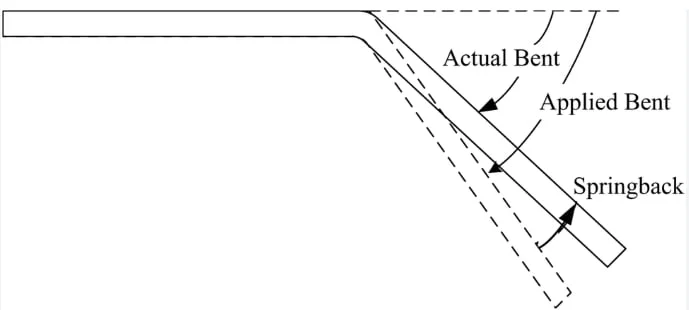
3. Repli élastique
Le retour élastique en flexion est un phénomène dans le formage de la tôle où le matériau reprend partiellement sa forme originale une fois le processus de pliage terminé. Cela se produit principalement parce que le matériau emmagasine de l’énergie élastique lors de la flexion. Une fois la force de flexion supprimée, le côté intérieur comprimé et le côté extérieur étiré du métal tentent de revenir à l’équilibre, ce qui entraîne un retour élastique. L’ampleur du retour élastique dépend principalement de plusieurs facteurs :
Résistance à la compression : Materials with a higher tensile strength typically exhibit more springback.
Rayon de courbure : Smaller bend radii generally lead to less springback, while larger radii cause more.
Largeur d'ouverture de matrice : Wider die openings result in more springback due to reduced material constraint.
Épaisseur du matériau : When the bend radius is large relative to material thickness, springback increases.
Type de matériau : Different materials, such as aluminum, steel, and stainless steel, have varying elastic moduli. Higher elastic modulus leads to more significant springback.
Pour gérer efficacement le retour élastique et garantir que les pièces pliées répondent aux spécifications de conception, plusieurs stratégies de compensation peuvent être utilisées. Pendant la phase de conception, la sélection des matériaux appropriés, l'optimisation de la conception des matrices et l'utilisation de l'analyse par éléments finis (FEA) peuvent contribuer à réduire les incertitudes de production et à créer une base solide pour la fabrication. Pendant la production, le pliage excessif, la compensation automatique CNC et le pliage à double coup peuvent fournir des ajustements en temps réel pour garantir la précision du produit final.
4. Distance du trou depuis le virage
Le positionnement des trous trop près du coude peut provoquer une déformation ou une déchirure du matériau pendant le processus de pliage. En règle générale, les éléments tels que les trous, les fentes et les découpes doivent être placés au moins trois fois l'épaisseur du matériau à partir du bord plié.
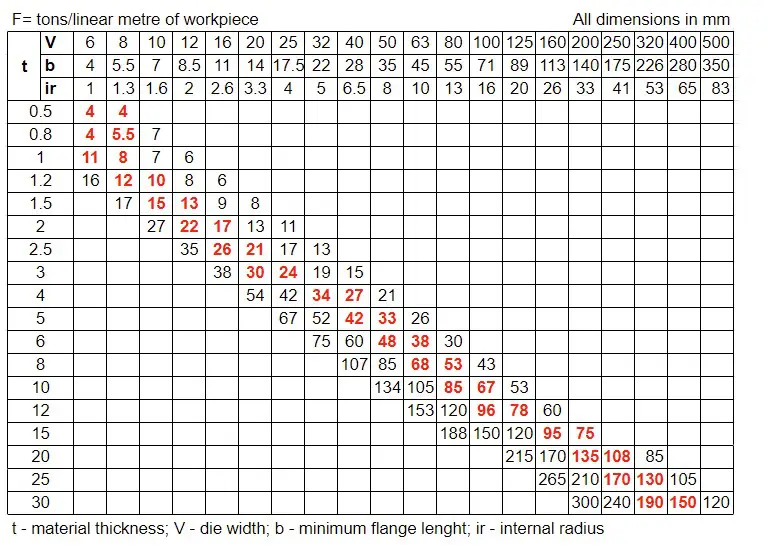
5. Longueur minimale de la bride
Si la bride est trop courte, elle risque de ne pas s'engager correctement dans la matrice pendant le pliage, ce qui pourrait provoquer des pliages imprécis ou une déformation du matériau. En règle générale, la longueur de la bride doit être au moins quatre fois supérieure à l'épaisseur du matériau, mais cela peut varier en fonction des largeurs de matrice spécifiques et des propriétés du matériau. Pour éviter les problèmes, consultez les tableaux de forces de flexion pour sélectionner la longueur de bride appropriée en fonction de l'épaisseur du matériau et de la configuration de la matrice.
6.Formation d’une rémunération
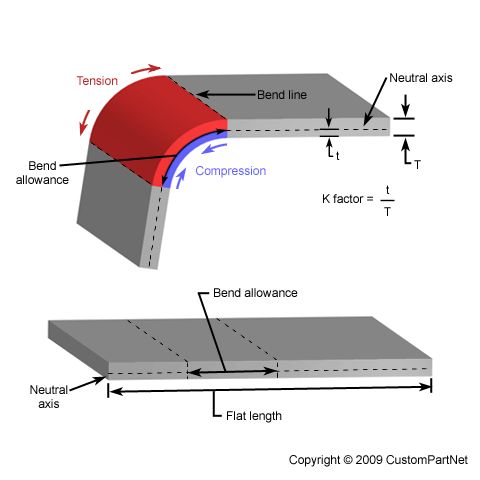
La compensation de formage est un calcul crucial qui prend en compte la déformation du métal pendant le processus de pliage. Pour faire simple, la compensation de formage aide à prédire avec précision la longueur du motif plat (la taille à plat de la tôle avant le pliage) pendant la phase de conception initiale. Cela garantit que la pièce métallique pliée aura la forme et les dimensions correctes. Deux paramètres clés pour obtenir cette compensation sont le facteur K et la tolérance de courbure.
Facteur K
Le facteur K est un rapport qui représente l'emplacement de l'axe neutre dans l'épaisseur du matériau. L'axe neutre est la couche du matériau qui ne s'étire ni ne se comprime lors du pliage.
Le facteur K aide à prédire la quantité de matériau nécessaire au pliage et est crucial pour des calculs précis de tolérance de pliage. Généralement, le facteur K varie de 0,3 à 0,5, mais il peut varier en fonction de facteurs tels que le type de matériau, l'épaisseur et le rayon de courbure.
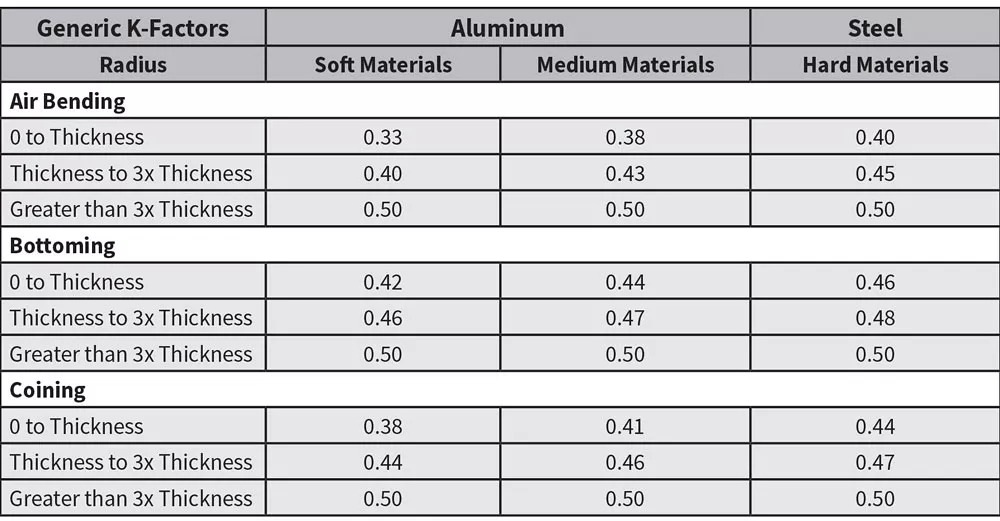
Une façon d'obtenir la valeur du facteur K consiste à utiliser le tableau générique du facteur K ci-dessous, qui est basé sur les informations du manuel de machines, offrant des valeurs moyennes du facteur K pour une variété d'applications.
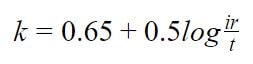
Une autre méthode consiste à utiliser une formule de calcul :
Où,k – facteur k (une constante reflétant la position de l'axe neutre)ir – rayon intérieur (mm)t – épaisseur du matériau (mm)
Allocation de pliage
La tolérance de pliage est la longueur de l'axe neutre incurvé dans la région de pliage, qui est utilisée pour calculer le matériau nécessaire pour le pliage et pour déterminer la longueur du motif plat.
Le calcul de la perte de pliage implique l'utilisation de formules spécifiques :
Pour les virages de 0 à 90 degrés :
Pour les virages de 90 à 165 degrés :
où ß est l'angle de courbure (en degrés).
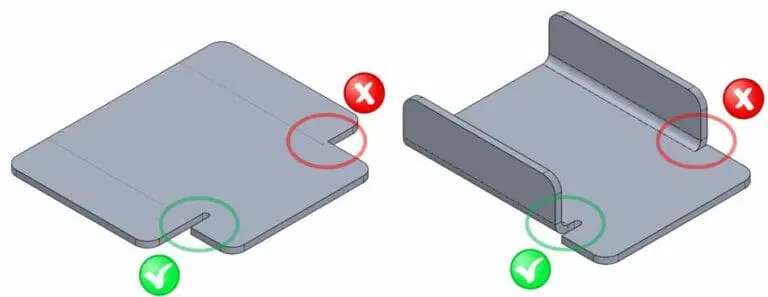
7. Reliefs de courbure
Les reliefs de pliage sont de petites encoches ou découpes placées sur les bords d'un pli dans une tôle pour éviter toute déchirure, distorsion ou déformation indésirable pendant le processus de pliage. Lorsque la tôle est pliée, en particulier près des coins ou des bords, le matériau peut subir des contraintes élevées, entraînant des fissures ou des déformations. Les reliefs de courbure aident à soulager cette contrainte en fournissant un espace permettant au métal de circuler plus librement.
8. Propriétés et épaisseur du matériau
Différents métaux ont des propriétés variables, notamment la ductilité, la résistance et le comportement au rebond. Le rayon de courbure minimum, par rapport à l'épaisseur du matériau, est crucial pour un cintrage réussi. Comprendre ces propriétés aide à sélectionner les techniques de pliage appropriées et à prédire la réponse du matériau. Par exemple, des matériaux comme l'aluminium nécessitent une attention particulière au rebond, tandis que les métaux plus durs peuvent limiter les directions de flexion pour éviter les fissures. Nous développerons ce sujet dans la partie suivante.
Quels matériaux de tôle conviennent au pliage ?
L'aptitude d'un matériau en tôle au pliage dépend en grande partie de ses propriétés mécaniques, telles que la ductilité, la résistance et la formabilité, ainsi que de l'épaisseur du matériau, des exigences spécifiques du processus de pliage et de l'application finale.
Les matériaux ayant une mauvaise ductilité ou une dureté élevée, tels que certains aciers à haute résistance et métaux moulés, sont moins adaptés au pliage et peuvent nécessiter des processus spécialisés ou une préparation supplémentaire. Certains matériaux de tôle courants adaptés au pliage comprennent :
Aluminium 5052 L'aluminium 5052 est polyvalent et idéal pour le pliage de la tôle en raison de son excellente formabilité et de sa résistance modérée. Sa bonne ductilité permet de réaliser des formes complexes sans se fissurer. L'alliage offre également une forte résistance à la corrosion, en particulier dans les environnements marins, ce qui le rend idéal pour une utilisation en extérieur. Sa légèreté réduit le poids du produit final, améliorant ainsi l'efficacité énergétique du transport et réduisant les coûts d'installation.
Acier inoxydableRéputé pour sa durabilité, sa résistance à la corrosion et sa haute résistance, l'acier inoxydable est idéal pour le pliage de la tôle dans des applications exigeantes. Il fonctionne bien dans des environnements difficiles tels que des températures élevées et une exposition à des produits chimiques, ce qui le rend adapté à la transformation des aliments, aux équipements médicaux et à une utilisation architecturale. Bien que sa formabilité soit légèrement inférieure à celle des autres métaux en raison de sa résistance, le choix de nuances spécifiques (comme le 304 ou le 316) et l'utilisation d'un traitement thermique peuvent l'améliorer. Sa surface lisse et brillante ajoute également une valeur esthétique aux produits finis.
Acier doux L'acier doux, ou acier à faible teneur en carbone, est une option rentable pour le pliage de la tôle en raison de sa disponibilité et de sa facilité de traitement. Il offre une bonne formabilité, permettant diverses formes sans durcissement important. Bien qu’il n’ait pas la résistance à la corrosion de l’acier inoxydable ni les propriétés légères de l’aluminium, l’acier doux peut être revêtu ou peint pour améliorer la résistance à la rouille. Sa polyvalence et son faible coût le rendent populaire dans la fabrication automobile, de construction et de meubles.
Acier galvaniséL'acier galvanisé est recouvert d'une couche de zinc pour améliorer la résistance à la corrosion, ce qui le rend idéal pour une utilisation en extérieur. Il conserve la formabilité et la résistance de l'acier ordinaire, permettant diverses formes sans compromettre l'intégrité structurelle. Sa durabilité et son prix abordable en font un choix pratique pour les clôtures, les gouttières et autres applications où la solidité, la résistance à la corrosion et la rentabilité sont importantes.
Acier allié recuit L'acier allié recuit est traité thermiquement pour ramollir le matériau, améliorant ainsi la formabilité et la ductilité. Cela le rend adapté au pliage complexe avec une haute précision. Il combine la résistance de l’acier avec une meilleure usinabilité et une meilleure aptitude au pliage, ce qui le rend idéal pour les applications nécessitant à la fois résistance et flexibilité. Sa capacité à résister à des contraintes élevées et à des variations de température le rend également adapté aux environnements industriels exigeants.
Cuivre et laitonLe cuivre et le laiton sont des métaux non ferreux connus pour leur excellente formabilité, leur résistance à la corrosion et leur attrait esthétique. Le cuivre, excellent conducteur d’électricité et de chaleur, est idéal pour les composants électriques et les échangeurs de chaleur. Le laiton, un alliage de cuivre et de zinc, offre un équilibre entre la ductilité du cuivre et la résistance du zinc, ce qui le rend facile à façonner tout en conservant une bonne résistance. Les deux métaux peuvent être polis pour obtenir une brillance élevée et sont populaires dans les applications décoratives et fonctionnelles dans la construction et l'architecture en raison de leur résistance à la corrosion et de leur aspect attrayant.
Titane Le titane est un métal léger et solide connu pour son excellente résistance à la corrosion, en particulier dans les environnements difficiles tels que les applications marines et aérospatiales. Il offre une bonne formabilité, mais n’est pas aussi facile à plier que l’aluminium, et il est biocompatible, ce qui le rend adapté aux implants médicaux. Le rapport résistance/poids élevé du titane le rend précieux dans les applications où la réduction de poids est essentielle.
Conclusion
Comparé à d'autres procédés de fabrication de tôles, le pliage de tôles offre des avantages distincts, tels que la préservation de la résistance structurelle, la réduction des coûts et une grande flexibilité de conception. Il réduit également le nombre de joints et de soudures, ce qui améliore la cohérence des pièces et minimise les défauts ou la corrosion provoqués par le soudage. Grâce à une conception réfléchie et à des technologies modernes telles que les presses plieuses CNC, des angles et des formes de pliage précis peuvent être obtenus rapidement et avec précision.
Chiggo est l'un des principaux fournisseurs de services de formage de tôle en Chine. Nous fournissons des services de pliage de haute qualité aux entreprises de divers secteurs. Nous proposons également une gamme de services d'emboutissage pour la production de masse et d'usinage CNC avancé pour les pièces complexes, garantissant ainsi que nous pouvons répondre à tous vos besoins de fabrication. Nous sommes ravis de collaborer à la conception de votre produit et de vous aider à choisir le meilleur processus de fabrication pour vos besoins spécifiques. Travaillons ensemble pour donner vie à votre vision.