Le Fraisage CNC est l'une des technologies de fabrication soustractive automatisée les plus largement utilisées. Dans ce processus, les changeurs d'outils automatisés basculent en toute transparence entre différentes fraises pour enlever la matière d'une pièce avec une grande précision. La sélection de la fraise adaptée à chaque tâche est cruciale pour obtenir des résultats efficaces, précis et de haute qualité.
Dans ce guide complet, nous explorerons les principales caractéristiques des fraises typiques, les différents types d'outils de fraisage, les matériaux utilisés pour les fabriquer et des conseils pratiques pour choisir la meilleure fraise pour vos opérations de fraisage.
Un examen attentif d'une fraise : principales caractéristiques
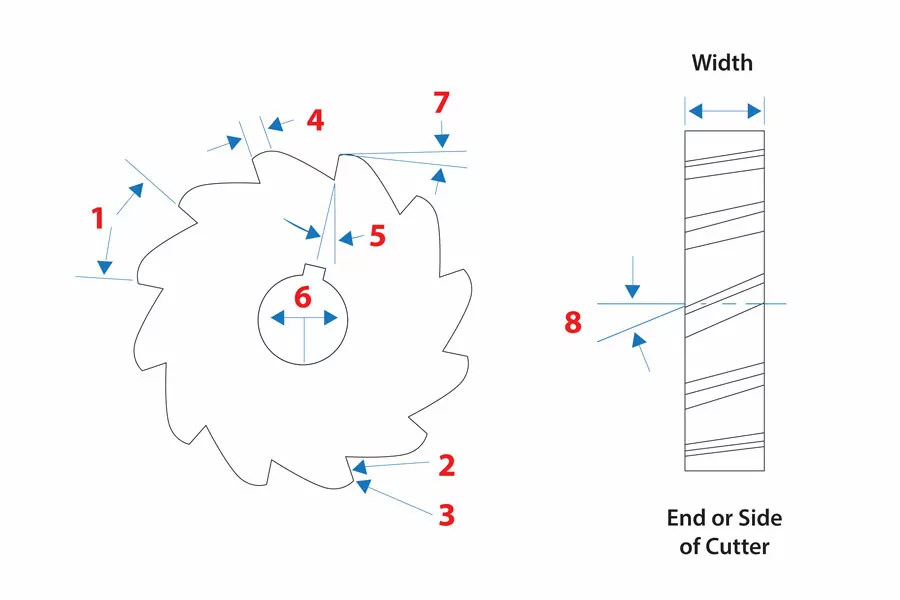
L'image montre une fraise standard. En observant sa structure, nous pouvons voir que la plupart des fraises partagent des caractéristiques clés similaires :
1. Pas : La distance angulaire entre les dents, déterminée par le nombre de dents. Un pas plus grand signifie moins de dents, tandis qu'un pas plus petit indique plus de dents sur la fraise.
2. Face de la dent : La face de la dent est la surface tournée vers l'avant du tranchant, qui éloigne les copeaux de la zone de coupe, facilitant ainsi une coupe en douceur et empêchant l'accumulation de copeaux.
3.Bord de coupe : La partie inclinée de chaque dent responsable de la coupe du matériau. Elle est conçue pour enlever efficacement le matériau tout en minimisant l'usure et en prolongeant la durée de vie de l'outil.
4.Terre : La surface plane derrière le tranchant qui soutient et renforce la dent pendant les opérations de coupe.
5.Angle de coupe : L'angle de coupe est l'angle entre la face de la dent et la ligne centrale de la fraise. Cet angle joue un rôle clé dans la formation des copeaux et l’efficacité de coupe.
6.Diamètre du trou : Le diamètre du trou central, qui détermine la taille de l'arbre ou de la broche nécessaire pour monter la fraise.
7.Angle de dégagement principal : L'angle du terrain mesuré à partir d'une ligne perpendiculaire à la ligne centrale de la fraise au niveau du bord de coupe. Cet angle, généralement de 5 à 7 degrés, empêche la dent de frotter contre la pièce et facilite l'évacuation des copeaux.
8. Dents en spirale ou hélicoïdales : Ces dents sont disposées selon un motif hélicoïdal et sont généralement utilisées sur des fraises plus larges (plus de 3/4 de pouce). Ils offrent une action de coupe plus douce, réduisent les forces de coupe et améliorent la finition de surface, en particulier sur les surfaces interrompues ou les matériaux inégaux.
Quels sont les différents types de fraises ?
Maintenant que nous avons couvert les caractéristiques communes des fraises, dans cette section, nous allons explorer les différents types disponibles. Les fraises sont disponibles dans une large gamme de formes, de tailles et de conceptions, chacune adaptée à des tâches de coupe spécifiques. Comprendre les différents types est essentiel pour sélectionner le coupeur adapté à votre projet. Pour avoir un aperçu rapide, commençons par examiner le tableau récapitulatif ci-dessous.
Catégorie
Type d'outil
Principales fonctionnalités
Usage
Fraises en bout
Fraises à bout carré
Extrémité plate avec bords tranchants à 90 degrés
Fraisage à usage général comme le plongée, le profilage, le rainurage, en particulier les éléments à fond carré comme les poches et les fentes
Fraises à bout sphérique
Extrémité hémisphérique avec bords tranchants arrondis
Passes de contouring 3D et de finition fine, notamment sur des surfaces complexes ou courbes
Fraises en bout à rayon de coin
Extrémité plate avec bords tranchants arrondis pour réduire les contraintes dans les coins
Création d'arêtes arrondies et de transitions à petit rayon sur les arêtes internes et externes des pièces
Fraises à bout arrondi
Tranchant arrondi
Usinage des bords extérieurs arrondis, ébavurage et amélioration de l'esthétique et de la sécurité des bords des pièces.
Fraises en bout à sous-cotation
Tête de coupe sphérique ou courbe à col allongé
Usinage de contre-dépouilles, de rainures, de surplombs ou de l'arrière des murs intérieurs, particulièrement utile pour les pièces complexes avec des géométries en retrait ou difficiles d'accès
Outils de fraisage de visage
Fraises à visage
Fraise de grand diamètre avec plusieurs plaquettes de coupe remplaçables le long de sa circonférence
Enlèvement rapide de matière sur des surfaces larges et planes telles que le dessus des pièces ou des pièces à usiner.
Fraises à rainurer et à rainurer
Fraises à rainure en T
Tête de coupe en forme de T
Création de fentes en forme de T pour les luminaires, supports de suspension
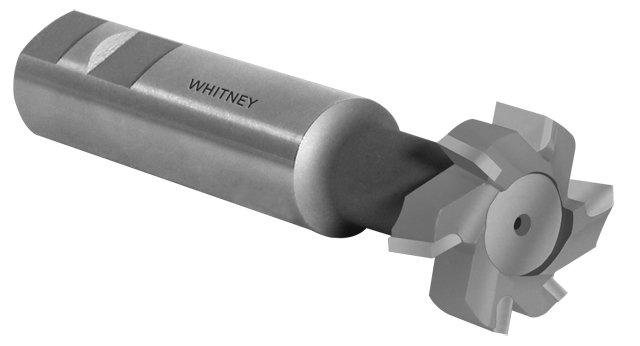
Coupe-bois (clavette)
Petit couteau en forme de disque avec un tranchant droit ou légèrement concave.
Rainures coupées pour clés Woodruff
Scies à refendre
Lame de scie circulaire fine avec des dents fines et rapprochées
Fendage de précision ou découpe de fines rainures dans les matériaux, souvent dans le travail des métaux pour la séparation de pièces ou la découpe de fentes étroites
Fraises de forme
Fraises à engrenages
Conçu avec des dents qui correspondent à des profils de dents d'engrenage spécifiques
Engrenages droits, hélicoïdaux et coniques
Fraises convexes
Tranchant convexe (incurvé vers l'extérieur)
Création de rainures concaves ou de profils courbes
Fraises concaves
Bord de coupe concave (incurvé vers l'intérieur)
Création de profils convexes ou de bords arrondis
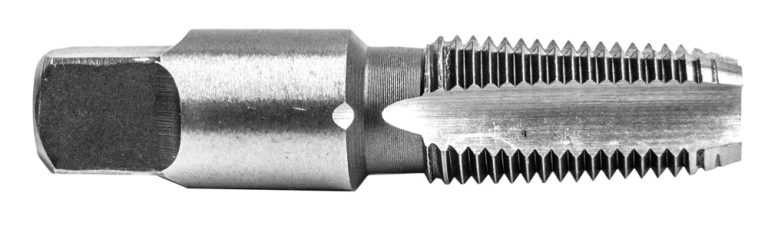
Fraises à fileter
Outil de coupe multi-dents avec géométrie filetée
Couper des filetages internes et externes précis
Coupe-mouches
Coupe-mouches
Un outil de coupe monopoint monté sur un arbre rotatif
Produire des finitions lisses lors du fraisage léger et du prototypage
Ensuite, nous discuterons des détails de chaque type de fraise.
Fraises en bout
Les fraises en bout sont des outils polyvalents et l’un des types de fraises les plus couramment utilisés. Elles ressemblent un peu à des forets, mais contrairement aux forets qui coupent uniquement axialement, les fraises en bout ont des bords tranchants à la fois sur l'extrémité et sur le côté, leur permettant de couper à la fois axialement et latéralement.
Les fabricants les utilisent couramment pour diverses tâches d'usinage, notamment la plongée, le rainurage, le profilage, le perçage et le contournage.
▪ Fraises à bout carré : Également connues sous le nom de fraises à bout plat, elles ont une extrémité plate avec des arêtes de coupe tranchantes à 90 degrés. Ces outils sont idéaux pour les tâches générales telles que la plongée, le profilage et le rainurage, et sont particulièrement utiles lors de la production de fentes et de poches à fond carré.
▪ Fraises à boule : Avoir une pointe hémisphérique avec des arêtes de coupe arrondies. Ils sont couramment utilisés pour le contouring 3D, en particulier pour les passes de finition fine sur des géométries complexes ou des surfaces courbes, telles que des moules et des matrices.
▪ Fraises à rayon de coin : Semblables aux fraises à bout carré mais présentent un rayon arrondi au niveau des coins de coupe au lieu d'angles vifs de 90 degrés. Cette conception permet de prévenir les concentrations de contraintes, de réduire le risque d'écaillage des coins et de prolonger la durée de vie de l'outil. Ils sont idéaux pour créer des bords arrondis et sont couramment utilisés pour produire des transitions à petit rayon sur les deux côtés internes. et les bords externes des pièces.
▪ Fraises à bout arrondi : Conçues avec un rayon spécifique le long des arêtes de coupe, généralement utilisées pour usiner des bords arrondis à l'extérieur des pièces. Ils sont souvent utilisés pour l'ébavurage et l'amélioration de la sécurité et de l'esthétique des bords des pièces.
▪ Fraises à contre-dépouille : Également connues sous le nom de fraises à sucettes, elles sont conçues avec une tête de coupe sphérique ou incurvée, ressemblant à une sucette. Leur col allongé leur permet d'atteindre des zones profondes ou difficiles d'accès que les fraises en bout standard ne peuvent pas atteindre, comme pour l'usinage de contre-dépouilles, de rainures, de surplombs ou de l'arrière des murs intérieurs.
Outils de fraisage de visage
Contrairement aux fraises en bout, qui effectuent à la fois des coupes en bout et des côtés et sont principalement utilisées pour des coupes détaillées, des contours, des rainures ou des coupes profondes, les outils de fraisage en bout se concentrent sur la coupe en bout, l'usinage de grandes surfaces planes. Les fraises à surfacer coupent horizontalement et ont généralement un diamètre plus grand, ce qui leur permet de couvrir efficacement de larges surfaces. Ils comportent souvent plusieurs plaquettes remplaçables (comme dans les fraises à carapace), permettant une ébauche rapide de grandes surfaces et offrant une finition lisse lors de l'utilisation de plaquettes de finition.
Fraises à rainurer et à rainurer
Les fraises à rainurer et à rainurer sont des outils spécialisés pour découper des fentes, des rainures et des rainures de clavette –caractéristiques adaptées aux composants insérés. Elles sont généralement fines et en forme de disque ou ont des géométries spécialisées, permettant des coupes étroites et précises.
▪Fraises pour rainures en T : Comprennent des dents perpendiculaires au diamètre extérieur et sont spécialement conçues pour couper des fentes en forme de T. Ces fentes sont couramment utilisées pour maintenir solidement des boulons, des fixations ou d'autres composants nécessitant un montage et un assemblage précis.
▪ Fraises à bois (fraises à rainure de clavette) : Petites fraises en forme de disque conçues pour couper les rainures de clavette, qui sont des rainures qui relient les pièces rotatives telles que les arbres et les engrenages, empêchant ainsi le glissement et assurant un ajustement sécurisé.
▪ Scies à refendre : Caractérisées par des lames plus fines, ces fraises sont souvent utilisées pour refendre, séparer ou découper des rainures profondes et étroites avec précision.
Fraises de forme
Les fraises de forme sont fabriquées avec des profils spécifiques, permettant un usinage précis de contours complexes en un seul passage. Ils sont efficaces pour fabriquer des engrenages, des filetages et d’autres pièces complexes.
▪ Fraises à engrenages : Utilisées pour produire différents types d'engrenages, notamment des engrenages droits (dents droites), des engrenages hélicoïdaux (dents coudées) et des engrenages coniques (dents coniques).
▪ Fraises convexes : Parfaites pour usiner des profils arrondis et incurvés vers l'extérieur sur une pièce, généralement pour des contours semi-circulaires ou en forme d'arc.
▪ Fraises concaves : Ces fraises ont un bord de coupe arrondi vers l'intérieur qui leur permet de créer des profils ou des rainures lisses et concaves.
▪ Fraises à fileter : Les fraises à fileter sont utilisées pour produire des filetages internes et externes dans une pièce. Les opérations de filetage traditionnelles, telles que le taraudage, sont généralement effectuées sur des perceuses. Cependant, le fraisage de filets offre un contrôle plus précis du diamètre et du pas du filetage, offrant ainsi une plus grande stabilité et moins de limitations dans divers environnements de travail.
Coupe-mouches
Les fraises à mouche et les fraises à surfacer usinent toutes deux des surfaces planes sur une pièce à usiner, mais elles diffèrent par leur conception et leur utilisation. Les coupe-mouches comportent généralement un outil de coupe simple ou double monté sur un arbre et sont plus abordables. Ils sont idéaux pour les fraiseuses légères, le prototypage et les fraiseuses manuelles, capables de produire d'excellents états de surface lorsqu'ils fonctionnent à des vitesses inférieures avec des coupes légères, bien qu'ils ne soient pas adaptés à l'usinage intensif ou à grande vitesse.
Matériaux utilisés pour fabriquer des fraises
Les outils de fraisage sont fabriqués à partir de divers matériaux, chacun offrant des avantages distincts adaptés aux différents besoins d'usinage. Voici les matériaux les plus couramment utilisés pour fabriquer des fraises :
Acier rapide (HSS)
L'acier rapide (HSS) tire son nom de sa capacité à maintenir la dureté et la résistance à l'usure à des vitesses de coupe élevées, grâce à des éléments d'alliage comme le molybdène, le tungstène, le chrome et parfois le vanadium ou le cobalt. Cependant, le HSS commence à perdre de sa dureté à environ 600-650°C, ce qui le rend plus adapté au fraisage général de matériaux plus tendres comme l'aluminium, l'acier et les plastiques. Il est couramment utilisé pour les outils qui doivent conserver leur tranchant dans des conditions de coupe modérées, et les fabricants utilisent souvent des liquides de refroidissement pour éviter la surchauffe et prolonger la durée de vie des outils. Lorsque du cobalt est ajouté (5 à 8 %), le HSCO obtenu offre une résistance à la chaleur et une dureté améliorées, ce qui le rend adapté à des applications plus exigeantes.
Carbure cémenté
Les carbures cémentés sont des matériaux composites composés de particules de carbure de tungstène (WC) liées à un liant métallique, généralement du cobalt. Le carbure offre une dureté extrême, tandis que le liant ajoute de la ténacité pour réduire la fragilité. Cette combinaison donne un matériau très dur, résistant à l'usure et capable de résister à des températures de coupe allant jusqu'à 1 000 °C.
Comparés à l'acier rapide (HSS), les carbures cémentés sont nettement plus durs et fonctionnent mieux à des vitesses de coupe plus élevées. c'est pourquoi ils sont couramment utilisés pour l'usinage de matériaux durs tels que l'acier inoxydable, la fonte et les métaux non ferreux. On les trouve largement dans les outils de fraisage, les forets et les plaquettes.
Céramique
Les fraises en céramique sont encore plus dures et offrent une meilleure résistance à la chaleur que les carbures cémentés, mais perdent en ténacité. Ils sont principalement utilisés dans l'usinage à grande vitesse, l'usinage à sec et l'usinage de matériaux durs et résistants à la chaleur comme les aciers trempés, la fonte et les superalliages. En raison de leur fragilité, les outils en céramique conviennent mieux aux opérations de coupe continues qu'aux coupes interrompues.
Diamant polycristallin (PCD)
Le PCD, fabriqué à partir de particules de diamant, est l'un des matériaux les plus durs disponibles. Cela lui confère une résistance exceptionnelle à l’usure, même s’il a tendance à être fragile. Les outils PCD sont principalement utilisés pour l'usinage de métaux non ferreux tels que l'aluminium et le cuivre, ainsi que de composites comme la fibre de carbone et la fibre de verre, ainsi que de plastiques.
Cependant, les outils PCD ne conviennent pas à l'usinage de l'acier car le diamant peut réagir chimiquement avec le carbone de l'acier à haute température, entraînant une défaillance prématurée de l'outil. De plus, les outils PCD sont assez chers.
Carbure enduit
Les outils en carbure revêtus sont constitués d'une base en carbure cémenté recouverte d'une ou plusieurs couches de matériaux résistants à l'usure comme le nitrure de titane (TiN), le carbonitrure de titane (TiCN), l'oxyde d'aluminium (Al2O3) ou le nitrure d'aluminium et de titane (AlTiN). Ces revêtements améliorent la résistance à la chaleur, la dureté et réduisent la friction, permettant à l'outil de couper plus efficacement des matériaux plus durs à des vitesses et des températures plus élevées.
Comment sélectionner le bon outil de fraisage ?
Dans les sections précédentes, nous avons discuté des différents types de fraises et de leurs caractéristiques uniques. Différents outils tels que les fraises en bout, les fraises à surfacer, les fraises à rainurer et les fraises de forme servent à diverses fins, de l'ébauche à la finition et au contourage complexe. Pour prendre une décision éclairée, il est important de comprendre comment les caractéristiques de chaque fraise s’alignent sur vos besoins spécifiques en matière de fraisage. Pour un aperçu rapide, reportez-vous au tableau des types d’outils discuté précédemment.
Bien entendu, dans les applications pratiques, nous devons prendre en compte des facteurs supplémentaires, tels que la vitesse d'équilibrage, le coût et la qualité, pour répondre à vos exigences spécifiques en matière de fraisage. Vous trouverez ci-dessous des conseils clés pour vous aider à prendre une décision éclairée.
1. Tenez compte du matériau de la pièce à usiner et des exigences d'usinage
▪ Matériau de la pièce : Sélectionnez une fraise en fonction du matériau avec lequel vous travaillez. Pour les matériaux plus durs comme l'acier inoxydable, le titane ou les alliages trempés, vous aurez besoin d'outils en carbures cémentés, car ils offrent une dureté et une résistance à l'usure supérieures. En revanche, des matériaux plus tendres comme l'aluminium ou le cuivre peuvent être usinés efficacement avec des fraises en acier rapide (HSS), qui sont moins chères mais s'usent plus rapidement.
▪ Exigences d'usinage : Évaluez les besoins spécifiques de votre projet, notamment la précision, la finition de surface et l'efficacité de la production. Pour l'ébauche, sélectionnez des fraises à grosses dents pour enlever rapidement de grandes quantités de matière. Pour une finition fine, les outils dotés de plus de dents et de géométries de coupe plus fines fournissent des résultats plus lisses.
2. Évaluer la machine-outil et les conditions d'usinage
▪ Compatibilité des machines-outils : Assurez-vous que la puissance requise de l'outil correspond à la capacité de puissance de la fraiseuse. Les outils plus gros nécessitent généralement plus de puissance, tandis que les outils plus petits doivent être compatibles avec la vitesse de rotation maximale de la machine pour garantir une coupe efficace à des vitesses plus élevées. De plus, confirmez que la broche et les systèmes de serrage de la machine peuvent prendre en charge de manière adéquate la taille et la conception de l’outil.
▪ Serrage et stabilité : Vérifiez la capacité de serrage de votre machine et la stabilité du luminaire. Une configuration correcte des fixations aide à réduire les vibrations et garantit que l'outil maintient un engagement constant avec la pièce pendant la coupe.
3. Déterminer les paramètres spécifiques du coupeur
▪ Diamètre de la fraise : Le diamètre de la fraise est crucial à la fois pour la vitesse et la précision. Une fraise de plus grand diamètre peut enlever le matériau plus rapidement, mais peut ne pas convenir aux travaux complexes ou aux espaces restreints. Pour le surfaçage, utilisez la formule D = 1,5d, où « d » est le diamètre de la broche. Lorsque vous travaillez avec des configurations moins rigides ou des pièces plus petites, un outil de plus petit diamètre est souvent préférable pour maintenir le contrôle et réduire la déflexion.
▪Nombre de dents (flûtes) : Le nombre de dents affecte la douceur de coupe et les besoins en puissance. Moins de dents conviennent aux opérations d’ébauche, tandis qu’un plus grand nombre de dents convient mieux aux opérations de finition. Cependant, un plus grand nombre de dents peut entraîner une évacuation réduite des copeaux. Il faut donc envisager une élimination appropriée du liquide de refroidissement et des copeaux.
§Revêtement de l'outil : Les revêtements comme le nitrure de titane (TiN) ou le nitrure d'aluminium-titane (AlTiN) peuvent augmenter la résistance à l'usure, la tolérance à la chaleur et la durée de vie de l'outil, en particulier lorsque vous travaillez avec des matériaux abrasifs ou à des vitesses élevées. Les outils revêtus ont tendance à mieux fonctionner dans des conditions difficiles, mais ont un coût initial plus élevé, alors équilibrez cela avec la durée de vie de l'outil et les exigences du travail.
▪ Géométrie de la fraise : Tenez compte des paramètres tels que l'angle de coupe, l'inclinaison de l'arête de coupe et l'angle de dépouille, qui doivent s'aligner sur les matériaux de la fraise et de la pièce à usiner ainsi que sur les conditions d'usinage. Un angle de coupe plus prononcé est idéal pour les matériaux plus tendres comme l'aluminium, tandis que les matériaux plus durs comme l'acier peuvent nécessiter un angle plus faible pour une meilleure stabilité de coupe.
▪Sélection des lames d'outils : Pour les opérations d'ébauche, les lames pressées sont plus rentables. Pour la finition, les lames de meulage offrent une meilleure précision dimensionnelle et des surfaces plus lisses. Assurez-vous toujours que le type de lame correspond à la tâche d’usinage pour optimiser les performances.
4. Tenir compte des aspects économiques et de la faisabilité
Enfin, équilibrez le coût, la durée de vie de l'outil et la fréquence de remplacement lors de la sélection de votre fraise. Alors que les outils importés peuvent offrir de meilleures performances et une durée de vie plus longue, les outils nationaux pourraient être plus rentables pour les petits projets ou les tâches moins exigeantes. Dans certains cas, le choix d'un outil plus performant peut conduire à des économies significatives à long terme en réduisant les temps d'arrêt et les coûts de remplacement, en particulier pour les grandes séries de production.
Conclusion
Les outils de fraisage jouent un rôle central dans la réalisation d’opérations de fraisage polyvalentes et la création de produits aux formes diverses. Leur large gamme de types leur permet de s'adapter aux différentes tâches de découpe. Si vous n'êtes toujours pas sûr de choisir le bon outil, il est recommandé de consulter un expert pour obtenir des conseils professionnels.
Chez Chiggo, nos ingénieurs experts sont prêts à vous aider à sélectionner les meilleures fraises pour votre projet. Nous proposons également des services de fabrication personnalisés et des solutions de fabrication complètes pour répondre à tous vos besoins, notamment des services d'usinage CNC, d'impression 3D, de prototypage rapide, etc. Téléchargez vos fichiers et commençons !