L'anodisation, également connue sous le nom d'anodisation, est un processus électrochimique utilisé pour créer une couche d'oxyde décorative et résistante à la corrosion sur les surfaces métalliques. Si plusieurs métaux non ferreux, dont le magnésium et le titane, peuvent être anodisés, l'aluminium est particulièrement bien adapté à ce procédé. En fait, l’anodisation de l’aluminium est aujourd’hui largement utilisée car elle améliore considérablement la durabilité et l’apparence du matériau.
Cet article se concentrera sur l'anodisation de l'aluminium, décrivant le processus d'anodisation en détail, expliquant ses types, ses avantages, ses applications et les conseils de conception de l'anodisation de l'aluminium.
Qu’est-ce que l’anodisation de l’aluminium ?
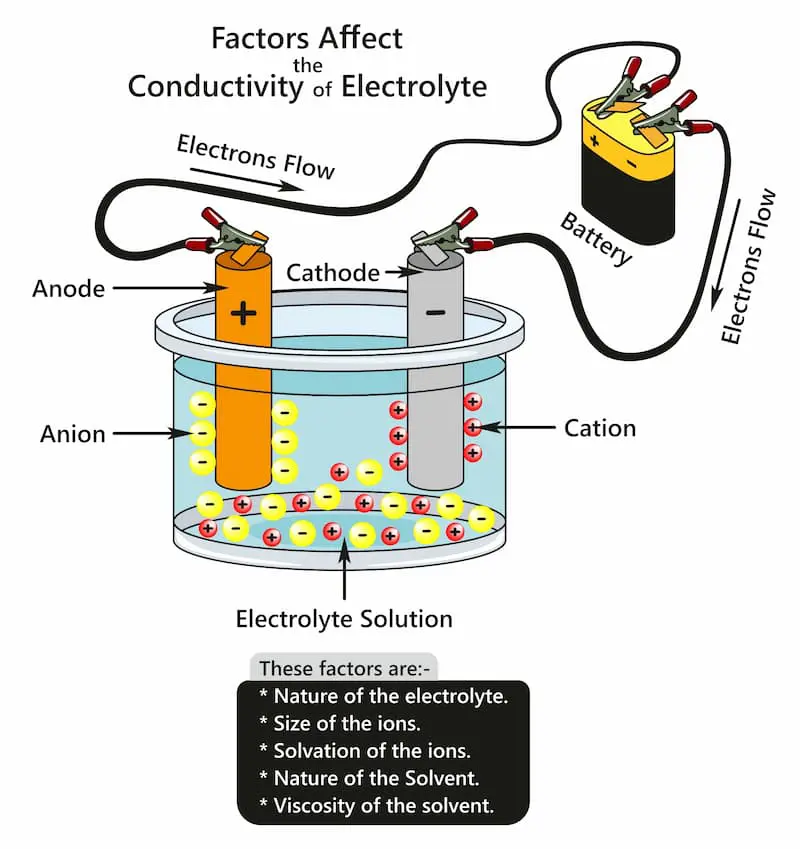
L'anodisation de l'aluminium est un processus électrolytique généralement réalisé dans une solution diluée d'acide sulfurique. Au cours de ce processus, un courant électrique traverse la pièce en aluminium, ce qui fait que les atomes d'aluminium à la surface perdent des électrons et deviennent des ions aluminium chargés positivement (Al3+). Ces ions d'aluminium réagissent ensuite avec les molécules d'eau (H2O) dans l'électrolyte, formant une couche d'oxyde d'aluminium durable qui est nettement plus solide et plus résistante à la corrosion que la couche d'oxyde naturelle du métal.
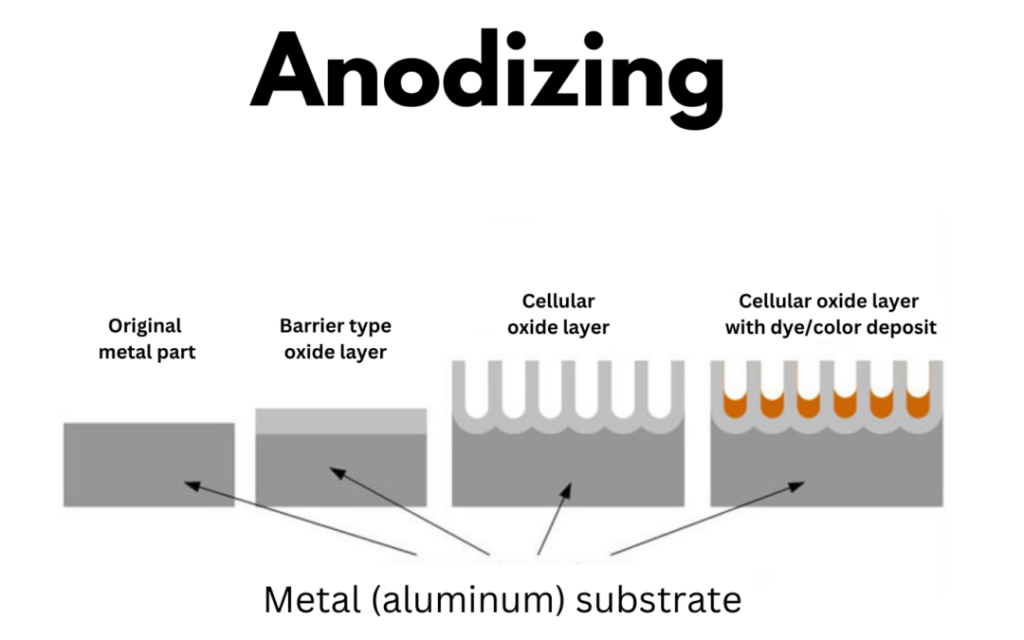
Cet oxyde d'aluminium n'est pas appliqué sur la surface comme la peinture ou le placage, mais est entièrement intégré au substrat en aluminium sous-jacent, de sorte qu'il ne peut pas s'écailler ou se décoller. De plus, la couche d’oxyde a une structure poreuse hautement ordonnée, qui permet des processus secondaires tels que la coloration et le scellement. Ces traitements améliorent encore la résistance à la corrosion, la durabilité et la flexibilité esthétique de la surface anodisée, permettent à l'aluminium d'adopter diverses couleurs tout en conservant sa finition métallique et élargissent la gamme d'applications de l'aluminium anodisé, en particulier dans les produits de consommation, l'architecture et le design.
Processus d'anodisation de l'aluminium étape par étape
Étape 1 : Nettoyage
Le processus d'anodisation commence par un nettoyage minutieux de la pièce en aluminium pour éliminer toute graisse, huile, saleté ou autres contaminants. Ceci peut être réalisé en immergeant l’aluminium dans un bain de détergent alcalin ou acide. Cette étape garantit une surface propre et active, essentielle pour une anodisation uniforme.
Étape 2 : Prétraitement
Ensuite, la surface en aluminium est préparée pour l'anodisation par des procédés chimiques ou mécaniques. Le prétraitement chimique comprend généralement une gravure, au cours de laquelle une solution de gravure telle que l'hydroxyde de sodium élimine les irrégularités de surface, et un désmuchage, qui utilise des solutions contenant des composés nitriques ou sulfuriques. acide pour éliminer les charbons (un résidu d’éléments d’alliage insolubles ou d’oxydes laissés sur la surface après gravure) des composants en aluminium.
Un prétraitement mécanique peut également être appliqué, avec des techniques telles que le polissage abrasif, le sablage et le grenaillage pour lisser ou texturer davantage la surface selon les besoins.
Étape 3 : Anodisation
Après des rinçages supplémentaires, la pièce en aluminium nettoyée et prétraitée est transférée dans la cuve d'anodisation et immergée dans une solution électrolytique, généralement de l'acide sulfurique ou chromique. Un courant électrique traverse ensuite la solution, la pièce en aluminium servant d'anode (d'où le terme « anodisation ») et un matériau inerte comme l'acier inoxydable ou le plomb faisant office de cathode.
Ce courant fait perdre des électrons aux atomes d'aluminium et se transforment en ions aluminium, qui réagissent avec les molécules d'eau présentes dans l'électrolyte pour former une couche d'oxyde d'aluminium (Al₂O₃) qui se dépose à la surface de la pièce, créant un revêtement protecteur et durable. Les réactions à chaque électrode sont résumées ci-dessous :
Réactions à l'anode(Oxydation de l'aluminium)
Al → Al3+ + 3e- 2Al3++3H2O→Al2O3+6H+
Réactions au Cathode(Réduction des ions hydrogène)
6H++ 6e-→3H2
Réaction globale
2Al + 3H2O → Al2O3+ 3H2
Réactions électrochimiques en anodisation
Durant la phase d'électrolyse, deux types distincts de films d'oxyde peuvent se former, selon la composition chimique du bain électrolytique :
Film d'oxyde barrière :
Un film barrière d'oxyde se forme lorsque l'anodisation se produit dans une solution neutre ou légèrement alcaline, telle que celles contenant des compositions de borate, de phosphate ou de tartrate d'ammonium. Dans ces solutions, l'oxyde d'aluminium reste insoluble, permettant la formation d'une fine couche d'oxyde non poreuse et continue directement liée au substrat en aluminium. Cette couche barrière est très dense et sert de revêtement protecteur, empêchant toute oxydation et corrosion ultérieures.
Film d'oxyde poreux :
Lorsque l'anodisation est effectuée dans une solution acide diluée comme l'acide sulfurique, phosphorique ou chromique, le courant électrique entraîne la formation d'une couche d'oxyde sur la surface de l'aluminium. Dans le même temps, l’électrolyte acide dissout partiellement l’oxyde, notamment dans les zones exposées ou plus faibles. Cet équilibre dynamique entre la formation et la dissolution de l'oxyde fait qu'une partie de l'oxyde est retenue pour former un film stable, tandis que d'autres parties se dissolvent, créant une structure poreuse régulière.
L'épaisseur de la couche d'oxyde poreuse est influencée par des facteurs tels que la tension appliquée, la température de l'électrolyte et le temps d'anodisation. Des tensions plus élevées et des durées plus longues donnent des films plus épais. De plus, la taille et la densité des pores dépendent de la concentration en acide et de la température de l’électrolyte.
Étape 4 : Coloriage (facultatif)
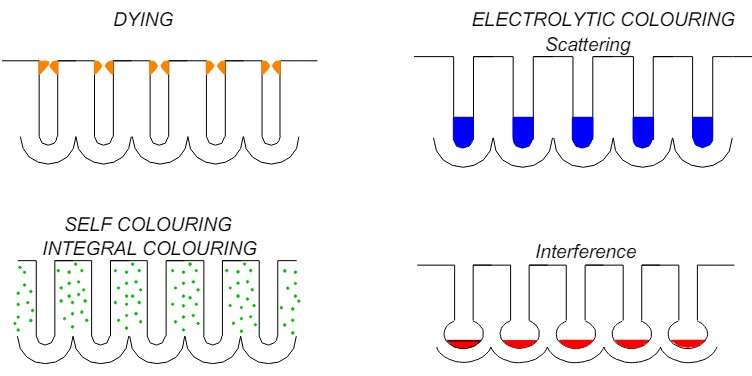
Si une finition colorée est souhaitée, plusieurs méthodes sont disponibles, les plus courantes étant la teinture (coloration par trempage) et la coloration électrolytique.
En teinture, la pièce anodisée est plongée dans un bain contenant des colorants organiques. Le colorant pénètre dans les pores superficiels de la couche d’oxyde et y adhère. La couleur finale dépend du colorant spécifique utilisé, ainsi que de facteurs tels que sa concentration et sa structure moléculaire. Cette méthode est économique et permet d’appliquer une grande variété de couleurs aux pièces en aluminium. Cependant, le film coloré obtenu est moins résistant aux rayons UV, ce qui signifie que la couleur peut s'estomper avec le temps lorsqu'elle est exposée au soleil.
Lors de la coloration électrolytique, la pièce anodisée est immergée dans un bain contenant des sels métalliques (tels que l'étain, le nickel ou le cobalt) et un courant électrique est appliqué. Cela provoque le dépôt d'ions métalliques dans les pores de la couche d'oxyde, créant une couleur distinctive sur la surface anodisée. La couleur finale et sa qualité dépendent du type de métal utilisé et de la concentration des dépôts métalliques au sein des pores.
De quelles couleurs pouvez-vous anodiser l’aluminium ?
Vous pouvez obtenir la plupart des couleurs grâce aux méthodes décrites ci-dessus, ainsi qu'à des techniques supplémentaires telles que la coloration intégrale et la coloration par interférence.
Les couleurs d'anodisation possibles incluent le noir, le bleu, le bleu-gris, le marron, l'or, le gris, le vert, l'olive terne, le rose, le rouge, le violet et le jaune. Certaines méthodes, telles que la coloration électrolytique avec des sels métalliques inorganiques, produisent des couleurs résistantes aux UV, ce qui les rend idéales pour les applications extérieures où la stabilité des couleurs est importante.
Certains processus, comme la coloration par interférence, créent des couleurs grâce à des effets d'interférence optique au sein de la couche anodisée, ce qui donne lieu à des teintes uniques qui peuvent changer en fonction de l'angle de vue. D'autres méthodes reposent sur la diffusion de la lumière, influençant la manière dont la lumière interagit avec la surface pour générer des nuances spécifiques.
De plus, l'aluminium anodisé est excellent pour accepter la peinture, la sérigraphie ou les matériaux réfléchissants appliqués (comme ceux utilisés dans les panneaux de signalisation). Cette polyvalence permet d'obtenir des couleurs et des finitions impossibles par l'anodisation seule, comme le blanc pur ou les surfaces hautement réfléchissantes.
Étape 5 : Scellement
La dernière étape du processus d'anodisation est le scellement, qui ferme les pores de la couche anodisée pour empêcher d'autres réactions chimiques et verrouiller n'importe quelle couleur. Cela se fait généralement en immergeant la pièce dans un bain d'eau bouillante déionisée, mais d'autres méthodes comme le scellement à la vapeur ou le scellement chimique peuvent également être utilisées. Une fois scellée, la couche anodisée devient stable et la pièce gagne en résistance à l’usure et à la corrosion. Le film d’oxyde étant sensible, le scellement doit être effectué rapidement après coloration pour garantir la qualité et la longévité de la finition.
Types de processus d'anodisation de l'aluminium
Selon MIL-PRF-8625 (qui remplace MIL-A-8625), il existe trois procédés primaires d'anodisation de l'aluminium, chacun conçu pour des applications spécifiques et offrant des propriétés uniques en termes d'apparence, de durabilité et de résistance à la corrosion.
Type I - Anodisation à l'acide chromique
L'anodisation à l'acide chromique, la méthode d'anodisation la plus ancienne, utilise l'acide chromique comme électrolyte pour créer un mince film d'oxyde sur les surfaces en aluminium, dont l'épaisseur varie généralement de 0,5 à 2,5 microns. Bien qu'il soit le plus fin des trois types d'anodisation, le type I améliore considérablement la résistance à la corrosion par rapport à l'aluminium nu. La fine couche d'oxyde qui en résulte provoque des changements dimensionnels négligeables, ce qui la rend idéale pour les composants nécessitant des tolérances strictes. Il produit également une finition mate non réfléchissante, souhaitable pour les applications militaires et aérospatiales. De plus, le film plus fin est plus flexible que les couches d'anodisation dures de type III plus épaisses, ce qui lui permet de mieux résister aux contraintes et à la flexion.
Cependant, l'anodisation de type I présente des problèmes environnementaux car l'acide chromique est toxique et cancérigène. Par conséquent, les installations qui effectuent ce processus doivent mettre en œuvre des systèmes spécialisés de traitement des eaux usées pour gérer les sous-produits d’acide chromique. De plus, l’épaisseur limitée de la couche d’oxyde réduit sa capacité à absorber les colorants, ce qui donne souvent au film un aspect grisâtre même lorsqu’il est teint en noir.
Type II - Anodisation à l'acide sulfurique
L'anodisation à l'acide sulfurique est la méthode d'anodisation la plus largement utilisée, utilisant l'acide sulfurique comme électrolyte au lieu de l'acide chromique. Ce processus produit généralement une couche d'oxyde plus épaisse entre 2,5 et 25 microns, qui offre une résistance supérieure à l'abrasion et à la corrosion par rapport aux pièces anodisées de type I et est généralement plus dure.
L'épaisseur et la porosité accrues de la couche d'oxyde permettent une absorption efficace des colorants, des peintures et des adhésifs, ce qui la rend idéale pour les applications décoratives. De plus, ce type d'anodisation est plus rentable que le type I en raison de coûts chimiques inférieurs, d'une consommation d'énergie réduite et de processus de traitement des déchets plus simples.
Type III - Anodisation dure (anodisation dure)
L'anodisation dure utilise de l'acide sulfurique comme l'anodisation de type II, mais fonctionne à des températures beaucoup plus basses, des tensions plus élevées et des densités de courant accrues. Ce processus forme une couche d'oxyde qui peut dépasser 25 microns d'épaisseur et est exceptionnellement dure, atteignant souvent la dureté de l'acier à outils. En conséquence, l'anodisation de type III offre une protection supérieure contre l'usure, ce qui en fait un choix idéal pour les pièces utilisées dans les environnements industriels et mécaniques à forte usure.
Cependant, le film résultant est généralement sombre et peut être laissé non teint ou coloré en noir. Bien que l’anodisation de type III soit respectueuse de l’environnement comme le type II, elle est plus coûteuse en raison des conditions de traitement strictes requises.
Quel type d'anodisation vous convient le mieux ?
Le tableau ci-dessous résume les principales caractéristiques des trois types d'anodisation et met en évidence leurs applications les plus courantes, vous aidant ainsi à sélectionner le type d'anodisation qui correspond le mieux à vos besoins.
Propriétés
Tapez I (Anodisation à l'acide chromique)
Type II (Anodisation à l'acide sulfurique)
Type III (Anodisation dure)
Épaisseur du revêtement
0,5-2,5 microns
2,5-25 microns
>25 microns
Résistance à la corrosion
Bien
Mieux
Excellent
Résistance à l'usure
Pauvre
Modéré
Excellent
Porosité
Faible
Modéré
Faible
Apparence
Gris mat ou couleur naturelle
Clair ou teint
Dur clair ou noir dur
Respectueux de l'environnement
Non
Oui
Oui
Coût
Modéré à élevé ; plus élevé en raison des mesures de sécurité pour l'acide chromique
Faible; procédé d'anodisation le plus économique
Haut; en raison de conditions de processus et d'exigences énergétiques strictes
Applications
- Pièces nécessitant des tolérances dimensionnelles serrées - Nécessitent un traitement ultérieur comme un collage ou une peinture
- Équilibrer la dureté de la surface et l'esthétique - Projets nécessitant des couleurs vives et personnalisables et une durabilité
- Environnements à forte usure - Pièces utilisées dans des conditions difficiles
Comparaison de trois types d'anodisation
Quels sont les avantages de l’anodisation de l’aluminium ?
Nous avons déjà évoqué plusieurs avantages de l’anodisation de l’aluminium. Rassemblons maintenant ces avantages pour en discuter et explorons les applications spécifiques qui en découlent.
Résistance améliorée à la corrosion
La couche anodisée agit comme une barrière protectrice contre les facteurs environnementaux tels que l’humidité, le sel et les polluants. Ceci est particulièrement bénéfique dans les secteurs de l'architecture et de la marine, où l'exposition aux intempéries et aux environnements corrosifs est courante. Les applications typiques incluent les façades de bâtiments, les toits, les cadres de fenêtres et les équipements marins.
Durabilité et dureté accrues
La couche d'oxyde d'aluminium est beaucoup plus dure que l'aluminium brut, aidant la pièce à résister aux rayures, à l'abrasion et à d'autres formes d'usure. Cela rend l'aluminium anodisé parfait pour les produits à fort trafic ou à usage intensif tels que les ustensiles de cuisine, les appareils électroniques et les composants automobiles. comme les roues, les garnitures et les composants du moteur.
Polyvalence esthétique
La nature poreuse de la couche anodisée lui permet d’absorber efficacement les colorants, offrant ainsi une large gamme d’options de couleurs. Cela permet aux concepteurs d'intégrer la fonctionnalité à l'attrait visuel, offrant à la fois des performances élevées et une flexibilité esthétique. Il est particulièrement apprécié dans des secteurs tels que l’électronique grand public et l’architecture, où l’aluminium anodisé est utilisé dans des produits tels que les smartphones, les ordinateurs portables et l’extérieur des bâtiments.
Isolation thermique et électrique améliorée
Les revêtements anodiques améliorent l'efficacité des dissipateurs thermiques en augmentant l'émissivité de surface d'un ordre de grandeur par rapport à l'aluminium nu, améliorant ainsi le transfert de chaleur par rayonnement. Ceci est bénéfique dans les applications qui nécessitent une résistance à la chaleur, telles que les composants de moteur et les ustensiles de cuisine. De plus, l’anodisation offre une isolation électrique efficace, particulièrement utile dans l’industrie électronique.
Meilleure adhérence pour les revêtements et les mastics
La surface anodisée constitue une excellente base pour les peintures, les mastics et les adhésifs, améliorant ainsi la longévité et la durabilité globales du produit. Cette caractéristique est particulièrement précieuse dans les industries automobile et aérospatiale, où une adhérence fiable est essentielle pour les revêtements et les finitions devant résister à des conditions difficiles. L'aluminium anodisé est également populaire dans les applications architecturales, garantissant des finitions durables sur l'extérieur des bâtiments et les éléments structurels.
Processus respectueux de l'environnement
L'anodisation est un processus relativement respectueux de l'environnement par rapport aux autres techniques de finition des métaux. Il produit un minimum de déchets dangereux et la couche anodisée est non toxique et recyclable, ce qui en fait une option sûre pour les ustensiles de cuisine et les équipements de transformation des aliments. À mesure que les industries s'orientent vers une fabrication plus écologique, l'aluminium anodisé devient de plus en plus populaire en raison de sa durabilité, en particulier dans des secteurs comme les transports, où il existe une demande croissante de matériaux légers et économes en énergie.
Considérations lors du choix de l’aluminium anodisé
L'anodisation est un processus relativement simple et est devenue un choix populaire dans de nombreuses industries de fabrication de pièces. Cependant, pour garantir les meilleurs résultats, plusieurs facteurs doivent être pris en compte lors de la conception de pièces à anodiser. Voici quelques conseils et considérations clés.
1. Considérez l’alliage
Différents alliages d'aluminium réagissent différemment au processus d'anodisation. Par exemple, les alliages contenant 2 % ou plus de cuivre, tels que ceux de la série 2000 et certaines séries 7000, ont généralement une résistance à l'usure plus faible lorsqu'ils sont testés sous des revêtements MIL Spec Type III. Cela signifie qu'une couche dure de type III sur ces alliages peut ne pas être aussi résistante à l'usure que sur l'aluminium 6061. Si vous avez des inquiétudes concernant l’alliage que vous utilisez, il est préférable de consulter votre fournisseur.
2. Préoccupation concernant les tolérances et les changements dimensionnels
Tous les types d'anodisation entraînent des changements dimensionnels, en particulier les procédés de type II et de type III. N'oubliez pas de compenser l'épaisseur d'anodisation lors de la finalisation des dimensions de la pièce et du réglage des tolérances des fonctionnalités. Ceci est particulièrement crucial pour les pièces à coupler ou les sections filetées, où même de petits changements peuvent affecter considérablement les performances.
3. Évitez les bords tranchants
Les arêtes vives peuvent provoquer une anodisation inégale car le courant électrique a tendance à se concentrer dans ces zones, conduisant à des couches d'oxyde plus épaisses. Pour obtenir une couche d’oxyde plus uniforme et améliorer à la fois la durabilité et l’apparence, il est recommandé d’arrondir ou de chanfreiner les bords pendant la phase de conception.
4. Revêtements combinés
En pratique, l'anodisation peut être combinée avec d'autres technologies de revêtement pour améliorer encore les performances des pièces. Par exemple, l'application d'un revêtement polymère (tel qu'époxy ou polyuréthane) sur la couche anodisée peut améliorer la résistance à l'usure, la résistance chimique et la protection UV. Alternativement, la galvanoplastie (par exemple avec du nickel ou du chrome) après anodisation peut augmenter la dureté de la surface, améliorer la résistance à l'usure et ajouter une finition brillante.
5. Pensez à la couleur et à l’esthétique
L'aluminium anodisé offre une grande flexibilité esthétique, grâce à sa couche d'oxyde poreuse qui absorbe les colorants pour une gamme de finitions. Avant de teindre la pièce, vous pouvez considérer les points ci-dessous :
Méthodes de coloration :
Comme mentionné précédemment, l’aluminium anodisé peut être coloré selon différentes méthodes, chacune ayant des applications et des avantages uniques. Le choix de la méthode doit dépendre de vos besoins spécifiques :
Dip Coloring : Cette méthode est simple et permet d'obtenir des couleurs vives, ce qui la rend adaptée aux applications décoratives où la variété des couleurs est une priorité. Cependant, les colorants utilisés dans cette méthode sont moins résistants à la lumière et à la chaleur, ce qui peut entraîner une décoloration avec le temps.
Coloration électrolytique : Produit des couleurs très durables et résistantes aux UV, couramment utilisées dans les applications architecturales et extérieures. Les couleurs typiques incluent l'or, le bronze et le noir.
Coloration intégrale : Forme des couleurs qui s'intègrent à la couche d'oxyde, ce qui entraîne une résistance élevée à l'usure et à la corrosion. Il est souvent utilisé dans les applications automobiles et aérospatiales où une résistance et une durabilité élevées sont requises.
Coloration d'interférence : crée des teintes uniques, nacrées ou métalliques, résistantes à la décoloration, que l'on retrouve couramment dans les produits décoratifs haut de gamme tels que les éléments architecturaux et les boîtiers électroniques.
Cohérence des couleurs :
La couleur finale peut être influencée par plusieurs facteurs, notamment la composition de l'alliage, la finition de surface et l'épaisseur de l'oxyde. Par conséquent, maintenir la cohérence des couleurs pendant l’anodisation peut s’avérer difficile. Même dans des conditions contrôlées, des variations peuvent toujours se produire au sein du même lot ou entre différents lots. Pour réduire ces variations, il peut être utile d'effectuer un petit test avant la production complète ou de collaborer avec plusieurs fournisseurs.
Réactivité du colorant :
Différents alliages d'aluminium réagissent différemment aux colorants. Par exemple, certains alliages peuvent produire des couleurs inégales ou ternes en raison de leur composition. Les alliages à haute teneur en silicium ou en cuivre peuvent présenter une teinte grisâtre après anodisation, ce qui peut avoir un impact sur la couleur finale de la teinte. Lorsque la couleur est une priorité, il est essentiel de choisir un alliage qui répond bien à la teinture pour obtenir le fini souhaité.
Conclusion
L'anodisation de l'aluminium s'est déjà imposée comme un processus essentiel dans de nombreuses industries, améliorant à la fois les performances et l'apparence des produits du quotidien. À mesure que la technologie progresse, l’anodisation est appelée à jouer un rôle encore plus important dans la fabrication durable, la conception de matériaux innovants et dans des domaines émergents comme la nanotechnologie et la biomédecine.
Chez Chiggo, nous nous spécialisons dans la fourniture de services d'anodisation de l'aluminium de qualité supérieure, conçus pour répondre à vos besoins spécifiques et vous aider à garder une longueur d'avance sur un marché concurrentiel. Téléchargez votre fichier et commençons !