L'impression métal 3D progresse rapidement - avec des vitesses de construction plus rapides, de meilleures performances de matériau et des zones d'application plus larges. Ce guide vous montrera comment tirer le meilleur parti de la fabrication des additifs métalliques (AM): nous parlerons des principaux types de technologies d'impression 3D métalliques, des matériaux communs et de ce que tout cela coûte. Nous comparerons également le métal AM avec un soustraire (Usinage CNC) et des méthodes formatrices (moulage métallique) afin que vous puissiez choisir le bon processus pour votre part, votre budget et votre calendrier.
Qu'est-ce que l'impression métal 3D?
Semblable à tous les autres processus d'impression 3D (tels que l'impression en polymère 3D), les imprimantes 3D métalliques construisent des pièces en ajoutant du matériel une couche à la fois basée sur une conception 3D numérique - d'où le terme fabrication additive. Seulement cette fois, le processus utilise une poudre métallique, un fil ou un filament lié au polymère au lieu des plastiques.
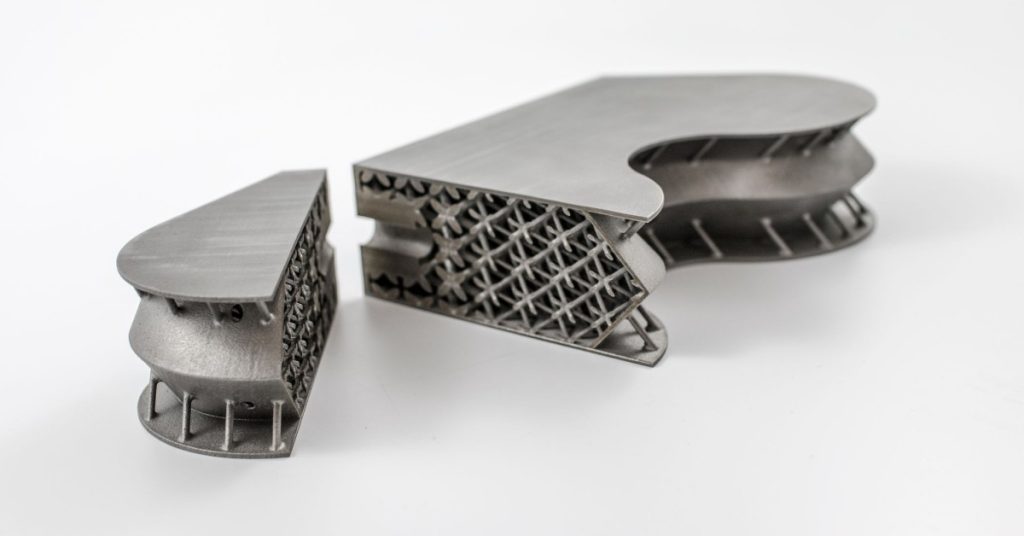
De cette façon, les pièces peuvent être construites avec des géométries impossibles à fabriquer avec des méthodes traditionnelles et sans avoir besoin d'outils spécialisés tels que des moules ou des outils de coupe. Tout aussi important, l'augmentation de la complexité géométrique a peu d'impact sur le coût de construction, donc des structures organiques et optimisées à la topologie sont pratiques. Les pièces résultantes sont plus légères (généralement une réduction de poids de 25% à 50%) et souvent plus rigides, ce qui est essentiel pour l'aérospatiale et d'autres champs de haute performance.
Cette liberté de conception permet également la consolidation de l'assemblage: plusieurs composants, et toutes leurs attaches, articulations et chemins de fuite, peuvent devenir une partie imprimée unique qui remplit plusieurs fonctions à la fois. Les baisses de main-d'œuvre, les délais rétrécissent et l'entretien est plus simple car il y a moins à assembler, à aligner ou à service. Cela dit, l'impression métal 3D est toujours coûteuse par rapport à de nombreuses méthodes traditionnelles, et elle ne rivalise pas encore sur le coût unitaire à des volumes plus élevés.
Une brève histoire de l'impression en métal 3D
À la fin des années 1980, le Dr Carl Deckard de l'Université du Texas a développé la première imprimante 3D de frittage laser, initialement conçu pour les plastiques. Cette technologie est devenue la base du frittage laser sélectif (SLS), une méthode qui s'étendrait plus tard à l'impression 3D métal.
En 1991, le Dr Ely Sachs du MIT a introduit un processus d'impression 3D maintenant connu sous le nom de jet de liant. Cette méthode de jet de liant métallique a été autorisée à exone en 1995.
En 1995, l'Institut Fraunhofer en Allemagne a déposé le premier brevet pour la fusion au laser des métaux, qui a jeté les bases de la fusion laser sélective (SLM), l'une des méthodes les plus utilisées pour l'impression 3D métallique aujourd'hui. Au cours de cette période, des entreprises comme EOS et diverses universités ont joué un rôle clé dans le développement de la technologie.
L'impression métal 3D a augmenté lentement au début des années 2000 en raison du coût élevé de l'équipement et des matériaux. Cependant, vers 2012, alors que les brevets pour des technologies clés comme SLM, DMLS et EBM ont commencé à expirer, les frais de licence ont chuté, ouvrant la porte à de nouveaux concurrents. Ce changement a déclenché l'innovation et a attiré les investissements majeurs de sociétés comme GE, HP et DMG MORI, réduisant les coûts et accélérant l'adoption dans diverses industries.
Aujourd'hui,Selon le rapport de recherche de précédence, le marché mondial de l'impression 3D de métal était évalué à 9,66 milliards USD en 2024 et devrait passer de 12,04 milliards USD en 2025 à 87,33 milliards USD d'ici 2034, avec un TCAC de 24,63%. Le marché est motivé par la demande de prototypes rapides, de composants personnalisés et complexes et une utilisation croissante dans les secteurs aérospatiaux et automobiles.
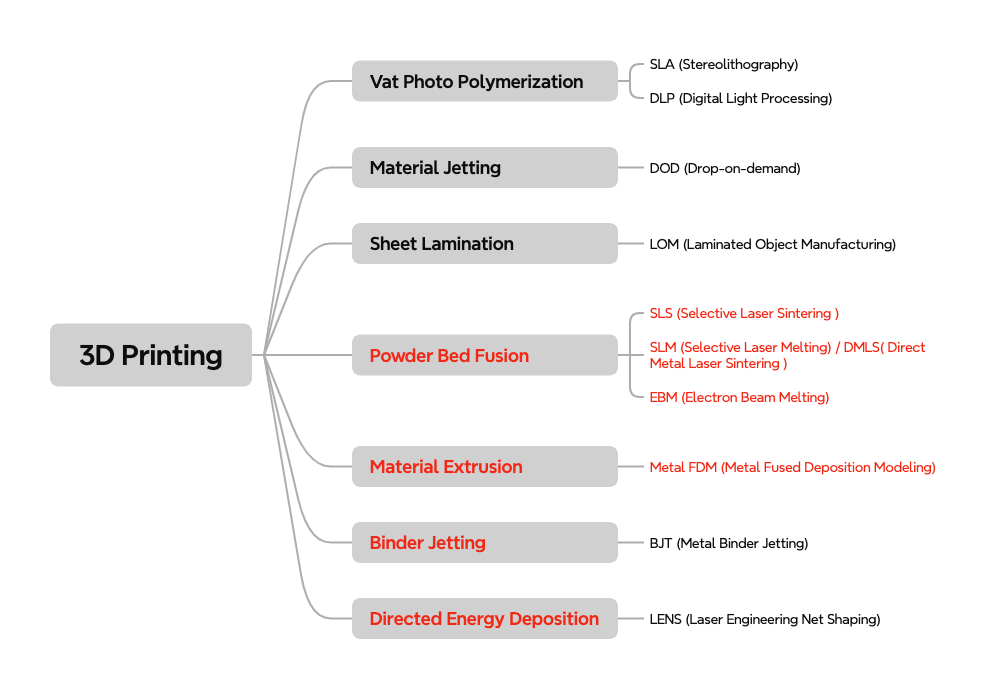
Types de technologies d'impression 3D métalliques
Il existe de nombreuses technologies d'impression 3D métalliques sur le marché, mais quatre des plus largement utilisées sont la fusion de lit de poudre (PBF), le jet de liant, la modélisation de dépôt fusionné en métal (FDM en métal) et le dépôt d'énergie dirigé (DED). D'une manière générale, ils tombent en deux mécanismes: la fusion et le frittage.
Le PBF et les matières premières en métal fondues (poudre ou fil) avec des sources d'énergie élevées , comme les lasers, les poutres d'électrons ou les arcs, pour produire des pièces presque entièrement denses. En revanche, le FDM en métal et le jet de liant créent d'abord une partie «verte» avec un liant en polymère, puis le demandent et le friche sous le point de fusion. La densité finale est généralement plus faible que les processus complètement fondues, et le post-traitement supplémentaire est presque toujours nécessaire.
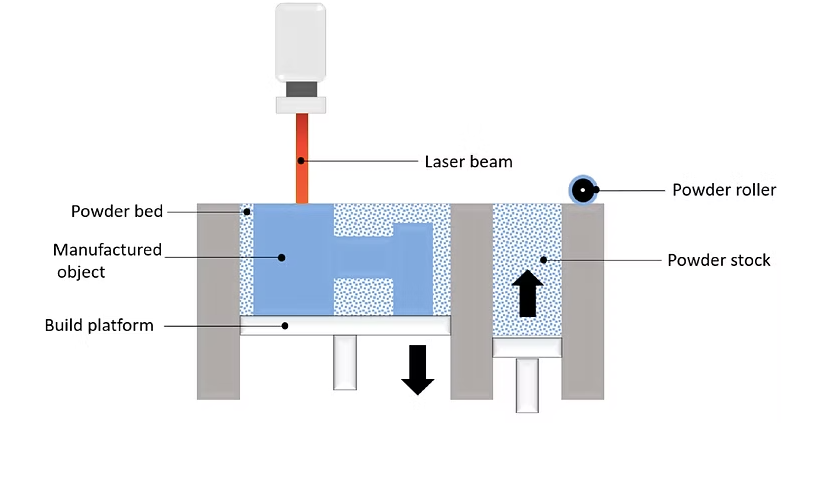
Fusion de lit en poudre (PBF)
La fusion du lit de poudre (PBF) est largement considérée comme la famille d'impression en métal 3D la plus couramment utilisée. Parmi cesMaisse au laser sélective (SLM)etFrittage laser en métal direct (DMLS), qui sont utilisés depuis plus de 20 ans, sont les processus d'impression en 3D métalliques les plus technologiquement matures aujourd'hui, suivis deMaisse par faisceau d'électrons (EBM), une autre méthode clé, particulièrement utilisée pour les alliages de titane dans les applications aérospatiales et médicales.
Le processus PBF commence par préchauffer la chambre de construction, qui est d'abord remplie d'un gaz inerte, à une température optimale. Une fine couche de poudre métallique est ensuite répartie sur la plate-forme de construction. Le laser (en SLM et DMLS) ou le faisceau d'électrons (dans EBM) est dirigé vers le lit de poudre, faisant la fusion ou fusion sélective des particules de poudre en fonction de la conception de la pièce. Les particules fusionnent pour former la première couche, et la plate-forme est ensuite légèrement abaissée. Une nouvelle couche de poudre est étalée sur la précédente, et le processus est une couche répétée par couche jusqu'à ce que la pièce soit entièrement construite.
Étant donné que les températures de construction sont très élevées (souvent> 1000 ° C pour de nombreux alliages), les supports sont généralement nécessaires pour maintenir la pièce en place et empêcher la déformation de la contrainte thermique. Après refroidissement, l'excès de poudre non mis en train est retiré (brossé, dynamité ou aspiré), et les supports sont retirés par coupe ouwire edm.La pièce est ensuite traitée à la chaleur pour soulager les contraintes résiduelles et améliorer les propriétés des matériaux. Enfin, selon les exigences, la pièce peut nécessiter une finition supplémentaire telle que l'usinage CNC,polissageou d'autres traitements de surface pour obtenir la qualité de surface et la précision dimensionnelles souhaitées.
Caractéristiques des méthodes de fusion de lit de poudre commune
Voici un tableau de comparaison détaillé pour les trois principales technologies d'impression PBF Metal 3D:
Propriété
Maisse au laser sélective (SLM)
Frittage laser en métal direct (DMLS)
Maisse par faisceau d'électrons (EBM)
Source d'énergie
Laser
Laser
Faisceau d'électrons
Matériaux utilisés
Poudres en métal sphérique avec une seule température de fusion; Inclure les alliages en aluminium, le titane, l'acier inoxydable, l'acier à outils et certains alliages
Poudres en métal sphérique avec des points de fusion variables; Inclure l'acier inoxydable, les alliages de titane, les alliages de nickel, les métaux précieux et les aciers à outils
Les poudres métalliques sphériques telles que les alliages de titane, les alliages de chrome de cobalt, les superalliages en nickel et d'autres matériaux haute performance
Processus
Le laser fond complètement la poudre pour créer des pièces denses
Frittage au laser (fond de la poudre mais ne le liquéfient pas complètement)
La poutre d'électrons fond la poudre dans un environnement sous vide
Volume de construction
Généralement petit à moyen (varie selon la machine)
Généralement petit à moyen (varie selon la machine)
Volumes de construction généralement plus grands disponibles par rapport aux SLM / DML
Vitesse de construction
Modéré (dépend de la puissance du laser et de la complexité de partie)
Modéré (varie avec le matériau et la taille de la pièce)
Plus lent (en raison de l'utilisation du faisceau d'électrons et de l'environnement sous vide)
Propriétés de la pièce imprimée
Porosité interne, moins de 0,2 à 0,5%; haute densité et excellente résistance mécanique
Les propriétés de pièce sont similaires à SLM, mais une légère porosité peut être plus visible en raison du processus de frittage
La porosité est généralement faible, mais elle peut être légèrement supérieure à la SLM en raison de la vitesse de construction plus lente et de l'épaisseur de la couche plus grande dans le processus
Précision dimensionnelle
± 0,1 mm
± 0,1 mm
± 0,1 mm
Taille de construction typique
250 x 150 x 150 mm (jusqu'à 500 x 280 x 360 mm)
250 x 150 x 150 mm (jusqu'à 500 x 280 x 360 mm)
500 x 500 x 380 mm ou plus
Épaisseur de couche commune
20-50 μm
20-50 μm
50-150 μm
Soutien
Toujours requis
Toujours requis
Toujours requis
Rugosité de surface typique
RA 8 - 10 μm
RA 8 - 10 μm
RA 20-60 μm
Coût par pièce
$$$$$
$$$$$
$$$$$$
Applications clés
Pièces avec une complexité géométrique élevée (structures organiques et optimisées de topologie) qui nécessitent d'excellentes propriétés de matériau pour augmenter l'efficacité des applications les plus exigeantes
Similaire à SLM
Des applications haute performance qui nécessitent des pièces solides et résilientes, en particulier dans les implants aérospatiaux et médicaux, où des alliages en titane et d'autres matériaux à haute résistance sont nécessaires
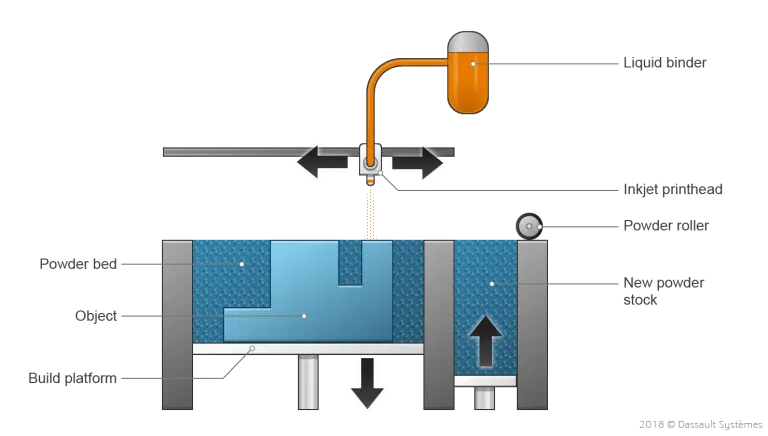
Jet de liant
Le jet de liant a été initialement utilisé pour créer des prototypes et des modèles en couleur à partir de grès. Au fil du temps, il a gagné en popularité pour la fabrication de pièces métalliques, en particulier en raison de ses capacités de production par lots. Pendant le processus de jet de liant métallique, une fine couche de poudre métallique est répartie sur la plate-forme de construction. Un chariot équipé de buses à jet d'encre passe ensuite sur le lit de poudre, déposant des gouttelettes d'un agent de liaison (généralement un mélange de polymère et de cire) pour lier les particules métalliques ensemble. Une fois une couche terminée, la plate-forme de construction se déplace vers le bas et une nouvelle couche de poudre est appliquée. Ce processus se répète jusqu'à la construction de la partie entière.
L'étape d'impression dans le jet de liant métallique se produit à température ambiante, éliminant des problèmes tels que les effets thermiques tels que la déformation et les contraintes internes qui peuvent se produire dans des processus tels que DMLS et SLM. Les structures de support ne sont pas nécessaires. Cependant, la pièce imprimée reste dans un état "vert", ce qui signifie qu'il est toujours fragile et nécessite un traitement ultérieur.
Il existe deux étapes de post-traitement courantes utilisées pour transformer la partie "verte" en un composant métallique entièrement solide:
Infiltration:Après avoir retiré le liant, la pièce est considérée comme «brune» et a une porosité interne importante (environ 70%). La partie «brune» est ensuite chauffée dans un four industriel avec un métal à faible point de fusion (souvent en bronze), qui remplit les vides internes, résultant en une partie métallique bi. Bien que cette méthode puisse améliorer la résistance, elle est moins couramment utilisée aujourd'hui car ses propriétés de matériau restent inférieures à celles des pièces entièrement frittées et que ses performances mécaniques et thermiques ne sont pas aussi bien documentées.
Frittage:Maintenant, le post-traitement préféré, la partie «verte» est placée dans un four où le liant est brûlé et les particules de poudre métallique se fusionnent dans un composant entièrement dense. La pièce rétrécit généralement d'environ 20% pendant le frittage, de sorte que les pièces sont imprimées légèrement plus grandes pour compenser.
Caractéristiques du jet de liant métallique
Propriété
Jet de liant en métal
Matériaux utilisés
Actuellement limité aux aciers inoxydables (par exemple 316L, 17 4ph), aux aciers à outils (par exemple H13), aux alliages de bronze / cuivre et Inconel 625
Vitesse de construction
Le plus rapide parmi toutes les technologies d'impression 3D métalliques; les lits sont généralement densément emballés avec de nombreuses petites pièces par cycle
Propriétés de la pièce imprimée
~ 1 à 2% de porosité résiduelle après frittage; résistance à la traction comparable au métal coulé, mais la durée de vie de la fatigue est nettement plus faible en raison des vides internes
Précision dimensionnelle
± 0,2 mm (± 0,1 après les essais)
Taille de construction typique
250 × 175 × 200 mm (jusqu'à 400 × 300 × 200 mm)
Épaisseur de couche commune
Les premiers systèmes fonctionnaient de 35 à 50 µm, des systèmes à haut débit jusqu'à 100 µm)
Soutien
Pas requis
Rugosité de surface typique
RA10–15 µm sur les parties frittées
Coût par pièce
$$$ (construction plus rapide, et aucun déchet de support)
Applications clés
Des cycles faibles à moyens de prototypes fonctionnels et de composants complexes où le débit et le coût unitaire comptent plus que les performances mécaniques maximales
Modélisation des dépôts fusionnés en métal (FDM métallique)
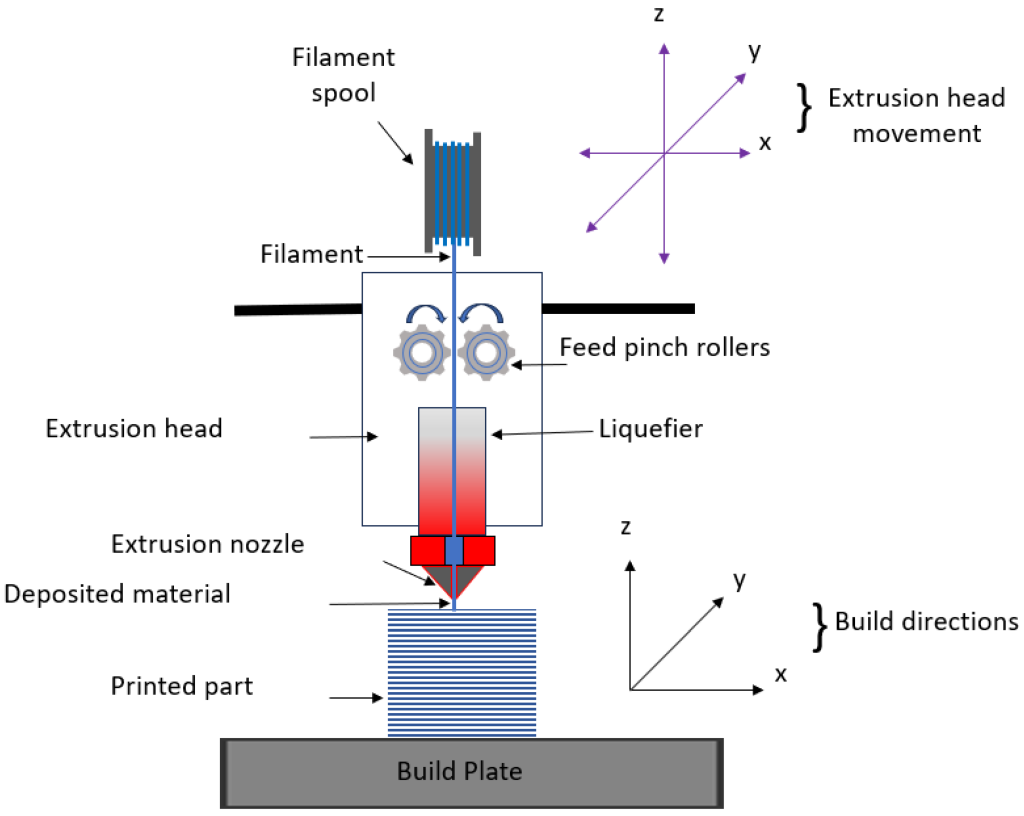
L'extrusion métallique est une variation du processus FDM classique pour les plastiques, mais au lieu de thermoplastiques, il utilise des filaments ou des tiges métalliques qui se composent généralement de particules métalliques liées ensemble par le polymère et / ou la cire, donc il est parfois appelé extrusion de matériau du filament.
Cette tige ou ce filament est extrudé à travers une buse chauffée et déposée couche par couche pour construire une pièce basée sur le modèle CAO. Dans le même temps, des structures de support sont construites si nécessaire. L'interface entre le support et la pièce est imprimée avec un matériau de support en céramique, qui est facile à supprimer manuellement plus tard. La partie «verte» résultante doit être post-traitée pour devenir métallique en utilisant des étapes similaires (mais pas identiques) au jet de liant. La partie «verte» est d'abord trempée ou traitée thermiquement pour éliminer la plupart du liant en polymère / cire (dégage), puis fritté dans une fournaise pour que les particules métalliques se fusionnent en une pièce dense et entièrement métallique. Pendant le frittage, la pièce rétrécit environ 15 à 20% dans chaque direction, de sorte que le modèle CAO est augmenté à l'avance et un réglage d'essai peut être nécessaire.
Caractéristiques de la modélisation des dépôts fusionnés en métal
Propriété
Modélisation du dépôt fusionné en métal
Matériaux utilisés
Actuellement très limité à 316L, 17 4PH, H13, en alliages de cuivre / bronze et d'inconels 625
Vitesse de construction
Modéré; plus lent que le jet de liant, mais la configuration / itération est moins chère et plus simple que SLM
Propriétés de la pièce imprimée
~ 90–97% densité (jusqu'à ~ 98% avec la hanche); La résistance à la traction est à peu près à mim / coulé comme, généralement 20 à 40% inférieure à celle forgée; résistance à la fatigue réduite par la porosité résiduelle
Précision dimensionnelle
± 0,30 mm typique; ± 0,15–0,20 mm réalisable après le réglage et la compensation de retrait
Taille de construction typique
250 × 220 × 200 mm
Épaisseur de couche commune
100–200 µm
Soutien
Requis
Rugosité de surface typique
RA 10–20 µm sur les surfaces frittées
Coût par pièce
$$ (faible coût de machine / matériau)
Applications clés
Prototypes métalliques fonctionnels, outils personnalisés et pièces Of Of / faible volume où le coût et la simplicité comptent plus que les performances de pointe
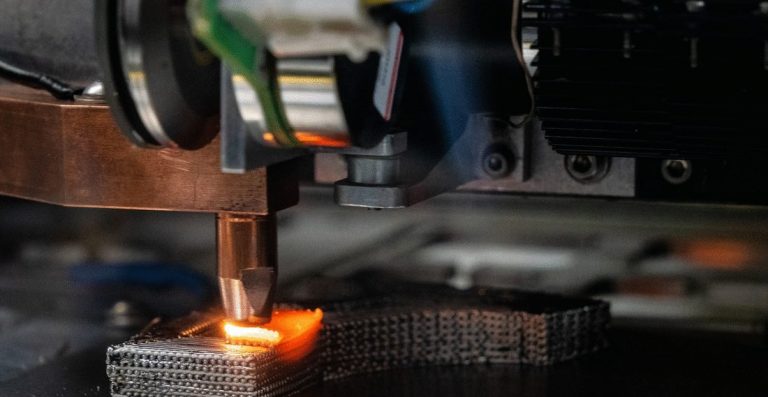
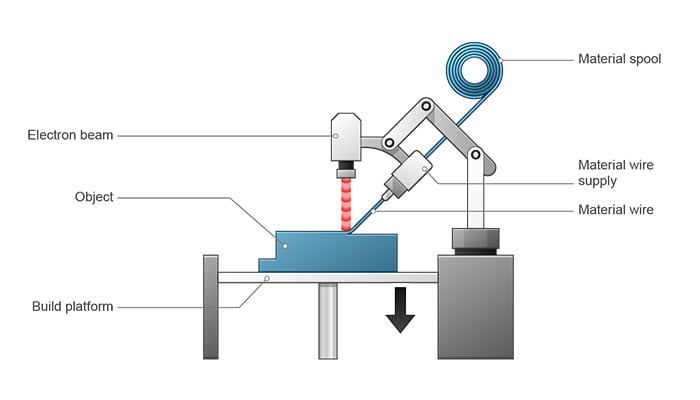
Dépôt d'énergie réalisé (DED)
Le dépôt d'énergie dirigée (DED) utilise une source de chaleur focalisée, généralement un laser, un faisceau d'électrons ou un arc électrique / plasma, pour créer une piscine de fusion sur la pièce tandis que la poudre ou le fil métallique y est introduit, de construction du matériau perle par perle. Parce que la tête d'impression peut se déplacer librement (souvent sur des portiques ou des robots multiples) et n'est pas confiné par un lit de poudre, Ded est bien adapté à la réparation ou à l'ajout de fonctionnalités aux pièces existantes et à la production de grandes composants de forme près de Net. Les éraflures sont des gènes grossières, des pièces de perles grossières, des surfaces rugueuses et une entrée thermique significative qui peuvent introduire des contraintes résiduelles, donc les pièces nécessitent généralement un traitement thermique et de finir l'usinage et la tolérance finale et la tolérance finale et les propriétés résiduelles.
Caractéristiques du dépôt d'énergie dirigé (DED)
Propriété
Dépôt d'énergie réalisé
Source d'énergie
Laser concentré, faisceau d'électrons ou arc électrique / plasma
Matériaux utilisés
Plage d'alliage similaire à SLM; Des fils de soudage standard et de nombreux poudres soudables sont utilisables
Vitesse de construction
Comparable à (ou ci-dessous) jet de liant
Propriétés de la pièce imprimée
~ 95–99% de densité (les aliments de fil sont souvent plus élevés que la poudre); Microstructure comme la soudure avec des propriétés directionnelles; La résistance à la traction peut s'approcher de la formidable traitement thermique approprié
Précision dimensionnelle
± 0,5–1,0 mm typique
Taille de construction typique
Généralement le plus grand des quatre
Épaisseur de couche commune
0,3–1,5 mm (fil) ou 0,2–0,8 mm (poudre), selon la buse et la puissance
Soutien
Généralement non requis; surplombs manipulés via la planification du chemin ou les luminaires temporaires
Rugosité de surface typique
RA> 20–40 µm
Coût par pièce
$$ - $$$ (l'équipement est cher, mais le taux de dépôt élevé réduit le coût pour les pièces / réparations importantes)
Applications clés
Réparation / rénovation, addition de fonctionnalités, grands composants structurels, proches des blancs de forme nette pour l'usinage ultérieur
Matériaux pour l'impression en métal 3D
Alors que les métaux d'ingénierie largement utilisés tels que les aciers inoxydables, le titane et les alliages en aluminium sont disponibles pour l'impression 3D métallique, de nombreux autres alliages haute performance ou personnalisés utilisés dans la fabrication conventionnelle sont encore plus difficiles à trouver ou à se qualifier pour AM. Parce que les poudres imprimables sont généralement atomisées en gaz pour être sphériques, de manière étroite et faibles en oxygène, ils sont coûteux à rendre, disponibles dans moins d'alliages et encore produits à un rendement relativement faible. Cela dit, le nombre de métaux disponibles pour l'impression 3D métallique augmente rapidement. Les ingénieurs peuvent aujourd'hui sélectionner parmi les alliages, y compris les systèmes de chrome à base de nickel et de chrome de cobalt - des matériaux notoirement difficiles à machine traditionnellement.
Vous trouverez ci-dessous quelques exemples de métaux AM communs, avec des aciers inoxydables, du titane et de l'aluminium encore parmi les plus utilisés:
Aciers inoxydables
AFFAIRES DE TOLL
Alliages en titane
Alliages en aluminium
Superalliages à base de nickel
Alliages de chrome de cobalt
Alliages à base de cuivre
Métaux précieux (or, argent, platine, etc.)
Métaux exotiques (palladium, tantale, etc.)
Impression métal 3D vs fabrication traditionnelle
Lorsque vous n'avez besoin que de quelques pièces métalliques complexes et haute performance, les méthodes basées sur l'outillage sont lentes et coûteuses. L'impression métal 3D évite les outils et rend la géométrie complexe simple. Pour des conceptions simples ou de grandes quantités, l'usinage ou le moulage CNC est généralement moins cher et plus rapide. Vous trouverez ci-dessous un aperçu de la façon dont l'impression 3D métallique se compare aux processus soustractifs (usinage CNC) et formatifs (coulée) sur les aspects clés.
Aspect
Impression en métal 3D
Usinage CNC
Moulage métallique
Liberté de conception
Excellent pour les canaux complexes / internes, les réseaux, la consolidation des pièces
Limité par l'accès aux outils et la géométrie des coupeurs
Bon pour les formes externes biologiques, mais a besoin de traits / cœurs et de difficultés avec des canaux entièrement fermés
Outillage / configuration
Pas de moules ni d'outils de coupe; CONFIGURATION DE SUCTION / SUPPORT UNIQUEMENT
Pas de moules, mais la programmation de fixation et de caméra nécessaire
Nécessite des moules / matrices / cœurs; Temps et coût initiaux élevés
Délai de livraison (prototype)
Heures-jour
Jours (programmation + usinage)
Semaines à mois (construction d'outils)
Coût unitaire par rapport au volume
Plat / haut par pièce; échelle mal à un volume élevé
Diminue avec le volume, mais chaque partie a encore besoin de temps de machine.
Très faible à un volume élevé; Excellentes économies d'échelle après outillage
Précision dimensionnelle
Modéré; Retrait / effets thermiques, dépendant du processus (± 0,1 à 0,3 mm typique pour le PBF).
Haut; ± 0,01–0,05 mm commun sur les caractéristiques de précision
Modéré; ± 0,1 à 0,5 mm typique (investissement
Finition de surface (comme fait)
Rugueux (ra ~ 5–20 + µm); Finition souvent requise
Bon
Fair-Rough; a généralement besoin d'usinage / polissage
Propriétés mécaniques
Peut aborder la résistance forgé après HT / hanche appropriée, mais la fatigue est souvent plus faible en raison de la porosité et de la surface; Soulagement du stress / hanche recommandée
Utilise des stocks forgés → des performances mécaniques prévisibles
Microstructure coulée; Propriétés de traction et de fatigue généralement inférieures à la forgé mais peuvent être améliorées avec un traitement thermique (et parfois la hanche)
Taille de pièce
Limite par la chambre de construction (sauf Ded)
Limité par l'enveloppe de la machine; De grandes usines existent
Très grandes pièces réalisables (coulée de sable, coulée d'investissement)
Gamme de matériaux
Grandir mais encore moins d'alliages qualifiés
Presque tous les métaux machinables
Très large; La plupart des alliages couvables, bien que certains soient difficiles
Efficacité des déchets / matériaux
Faible; poudre inutilisée souvent recyclé
Déchets à puces élevés (sauf recycler séparément)
Déchets modérés (décapage de déclenchement / colonne montante)
Post-traitement
Élimination du support, traitement thermique, hanche, usinage pour la tolérance
Fettling, traitement thermique, usinage à la tolérance finale
Meilleurs cas d'utilisation
Pièces complexes, à faible volume et à grande valeur; itération rapide; canaux / réseaux internes
Pièces de précision avec des tolérances serrées, des volumes modérés
Volume élevé ou très grandes pièces où le coût d'outillage peut être amorti
Choisissez l'impression métallique sur la fabrication traditionnelle
1 et 1La géométrie stimule les performances
Les canaux internes, le remplissage du réseau, les chemins de refroidissement conformes et les assemblages consolidés en une pièce sont durs ou impossibles à machine ou à lancer.
2. Quantités faibles
Si vous n'avez besoin que de 1 à 50 pièces telles que des prototypes, des courses pilotes ou des pièces de rechange, les méthodes basées sur l'outillage sont rarement payantes. La fabrication additive évite les moules et les matrices, en gardant un coût unitaire relativement plat et raisonnable à des volumes très bas.
3. Itération de conception rapide
Mettez simplement à jour le fichier CAO, la tranche et l'impression - pas de nouveaux luminaires ou moules. Le CNC peut être reprogrammé mais a souvent besoin de changements de luminaire / outil, tandis que le casting exige presque toujours des outils nouveaux ou modifiés.
4Le délai de livraison est plus important que le coût unitaire
Une pièce métallique complexe peut souvent être imprimée en quelques jours, plus rapidement que les 6 à 8 semaines nécessaires pour construire et prouver les outils de coulée. Pour les situations AOG (avion sur sol) ou outils urgents, la vitesse l'emporte sur le prix de la pièce.
5. Alliages difficiles à machine
Inconel, Co Cr et d'autres superalliages sont coûteux à couper: ils sont durs, travaillent rapidement et détruisent les outils. L'impression en métal 3D saute la plupart des coupes, évitant les problèmes d'usure des outils et de chaleur. Des processus à haute énergie comme SLM ou EBM peuvent même construire des composants à partir de métaux de point de fusion ultra élevés tels que le tungstène (3422 ° C) qui sont presque impossibles à machine efficacement.
6. Minimiser les déchets de matériaux (ratio d'achat de mouches)
L'usinage traditionnel peut éliminer 80 à 90% d'une billette aérospatiale. Avec le lit de poudre AM, la plus grande poudre inutilisée peut être tamisée et réutilisée, vous êtes donc beaucoup plus proche de la forme proche du filet; Par exemple, un support de titane peut avoir besoin de seulement 1,2 × sa masse finale au lieu de ~ 6 ×.
7. À la demande ou sur la production de site
Impression de pièces de rechange où vous les utilisez des inventaires et de la logistique des élastiques. Une plate-forme offshore peut imprimer une poignée de soupape en acier inoxydable personnalisée sur le site au lieu d'attendre des semaines pour un remplacement usiné.
8. Réparer ou ajouter des fonctionnalités aux pièces existantes
Le dépôt d'énergie réalisé reconstruit les conseils de lame de turbine usés ou ajoute des boss à un logement coûteux. Après le dépôt, la finition CNC restaure les profils exacts, souvent moins chers que la remise à neuf toute la partie.
9. Optimisation de la topologie et légèreté
AM vous permet de réaliser des géométries organiques et optimisées qui éliminent la masse de portefeuille non de charge. Une charnière aérospatiale redessinée par le remplissage du réseau peut réduire le poids d'environ 40% tout en maintenant la force, un résultat peu pratique à moulin ou à couler.
10. Consolidation de l'assemblage
Imprimez une partie intégrée au lieu d'usinage et de boulonnage de nombreuses pièces. Par exemple, un collecteur hydraulique de 12 pièces avec plusieurs chemins de fuite peut devenir un bloc imprimé unique avec des canaux internes. Cela signifie moins de fixations, moins de joints, moins de temps d'assemblage et une fiabilité plus élevée.
11. Matériaux personnalisés ou classés
Besoin d'un alliage de niche ou de différentes propriétés dans différentes zones? Certains systèmes AM (en particulier Ded) peuvent commuter les poudres ou les fils pendant la construction pour créer des gradients de composition. Les équipes de recherche impriment des implants Ti - NB avec des régions plus douces pour l'intégration osseuse et des sections plus rigides pour le port de charge, le tout en une seule construction.
Le coût de l'impression 3D métallique
L'impression 3D métallique est généralement plus chère que le plastique car les coûts sont plus élevés dans trois zones: équipement, matériaux et opérations de post-traitement. Les sections ci-dessous discutent de chacun en détail.
Coût de l'équipement
Les imprimantes métalliques sont beaucoup plus complexes: lasers à haute puissance ou faisceaux d'électrons, chambres à vide ou vide inertes, systèmes de balayage multi-laser, optique de précision et livraison de poudre contrôlée - tout bien plus cher que les machines FDM ou photopolymères. Prix de prix typiques par technologie:
SLM / DMLS (Fusion de lit de poudre laser): 300 000 $ - 2 000 000 $ +
Dépôt d'énergie réalisé (DED): 200 000 $ à 1 000 000 $ +
Jet de liant en métal (imprimante plus unités de débind
Extrusion de matériaux Metal FDM / Filament (imprimante plus unités Debind / Sinter): 100 000 $ à 200 000 $
Coût matériel
Les matériaux d'impression en métal 3D coûtent également plus cher que les plastiques typiques. Parmi les matières premières métalliques, la poudre atomisée est la plus chère car elle doit être produite avec une sphéricité élevée, une plage de taille de particules étroites et une très faible teneur en oxygène. Le fil pour le DED est généralement moins cher que la poudre, tandis que le filament métallique lié au polymère (utilisé dans le FDM métallique) est encore moins cher.
Poudre atomisée (SLM, jet de liant): environ 100 $ à 600 $ par kg, selon l'alliage (en acier inoxydable à l'extrémité bas, Ti / Ni à l'extrémité supérieure)
Fil (DED): environ 20 $ à 80 $ par kg; Ded nourri en poudre est plus proche des prix du lit de poudre
Filament métallique lié au polymère (FDM métallique): environ 50 $ à 150 $ par kg
Post-traitement
L'élimination du support, les cycles de soulagement des contraintes, la hanche, la finition CNC et les traitements de surface peuvent ajouter des centaines, voire des milliers de dollars par construction ou par pièce. Le jet de liant et le FDM en métal nécessitent également du débindage et du frittage, qui ajoutent du temps et du coût du four.
Le tableau ci-dessous est une ventilation des contributeurs typiques de coûts DMLS / SLM. Notez comment le post-traitement constitue une part importante du total.
Étape de production
Opération
Coût typique *
Fabrication
Poudre métallique
200 $ à 500 $ par kg (matériaux dépendants)
Temps de la machine (une plaque de construction)
2 000 $ à 4 000 $
Post-traitement
Cycle de soulagement du stress
500 $ à 600 $ par construction
Suppression de pièce / support
100 $ à 200 $ par pièce
Traitement thermique / hanche
500 $ à 2 500 $ par construction
Usinage CNC
500 $ à 2 000 $ par pièce
Finition / revêtement de surface
200 $ à 500 $ par pièce
* Les nombres réels varient avec la géométrie, la taille du lot, le matériau, la région et la façon dont la boutique alloue au-dessus. Une seule plaque de construction peut contenir 1 à 12 parties (ou plus) en fonction de la taille des pièces.
De plus, la puissance consommable de gaz inerte, de fournaise et de laser, le tamisage et les tests en poudre, les mesures de sécurité de l'explosion / oxydation des poussières, ainsi que l'entretien et l'étalonnage continus font que le coût de fonctionnement de l'impression 3D métallique est considérablement plus élevé que celui de l'impression plastique.
Conclusion
Le potentiel de l'impression 3D métallique va bien au-delà des utilisations aérospatiales et médicales d'aujourd'hui. Alors que plus d'alliages, de machines plus intelligentes et de post-traitement plus faciles sont disponibles en ligne, les entreprises dans de nombreux secteurs l'utiliseront pour valider les performances du monde réel et réduire les coûts sur des pièces métalliques complexes personnalisées. Si vous songez à étendre vos capacités avec Metal AM,entrer en contact. Notre équipe peut vous aider à décider quand et comment cela a du sens.