Entre los distintos tipos de procesos de mecanizado, en ocasiones nos gustaría tener un método de mecanizado para lograr el no contacto entre la herramienta y la pieza de trabajo. Naturalmente, pensaremos en el mecanizado por descarga eléctrica (EDM).
El origen de la electroerosión se remonta a finales del siglo XVIII. Un pionero llamado Joseph Priestley que observó en sus experimentos que las descargas eléctricas eliminaban material de los electrodos. Este fenómeno también se conoce como erosión por electrodescarga. En la década de 1940, el proceso fue desarrollado de forma independiente por dos investigadores: el físico soviético B. R. Lazarenko y el ingeniero estadounidense Harold Stark. Sin embargo, no fue hasta la década de 1960 que las máquinas de electroerosión comerciales estuvieron disponibles, lo que llevó a una adopción industrial generalizada del proceso.
Estas primeras máquinas allanaron el camino para el desarrollo del mecanizado por descarga eléctrica por hilo (erosión por hilo) a finales de los años 1960 y principios de los 1970, que revolucionó aún más las capacidades de mecanizado de precisión. Desde entonces, la tecnología EDM ha experimentado una evolución significativa y ahora es un método común para producir formas y características complejas en diversas industrias, incluida la fabricación aeroespacial, automotriz y médica.
En este artículo, exploraremos la electroerosión por hilo en detalle, analizando su mecanismo de trabajo, los materiales adecuados y diversas aplicaciones. Esperamos que le proporcione una comprensión completa.
¿Qué es la electroerosión por hilo?
Para comprender mejor la electroerosión por hilo, primero aclaremos cómo se descarga la electricidad en la electroerosión.
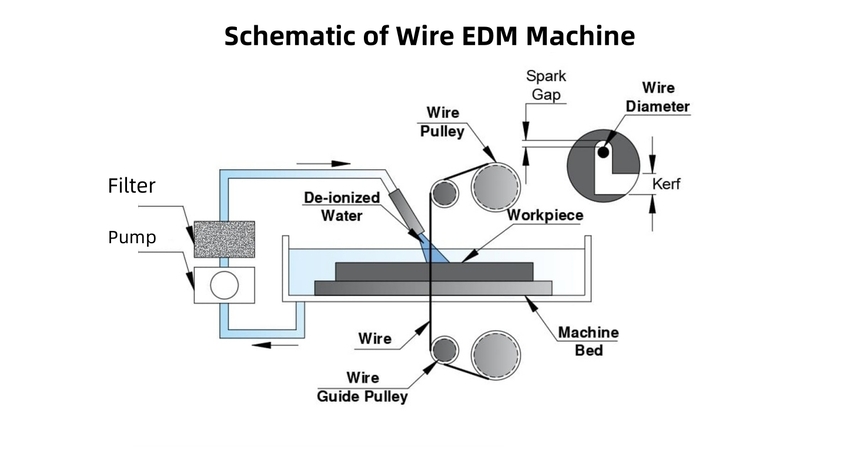
El mecanizado por descarga eléctrica (EDM) es un proceso de mecanizado preciso en el que se generan descargas/chispas eléctricas para eliminar material de una pieza de trabajo. Por lo general, implica crear chispas eléctricas entre dos electrodos. Uno de los electrodos se conoce como electrodo-herramienta, comúnmente denominado herramienta o electrodo, mientras que el otro se denomina electrodo-pieza o pieza de trabajo.
Al aplicar corrientes de pulso de alto voltaje entre el electrodo y la pieza de trabajo, se generan chispas o descargas eléctricas, lo que hace que el material en la superficie de la pieza de trabajo se funda y se vaporice, logrando así la eliminación del material. La distancia entre el electrodo y la pieza de trabajo se regula mediante un sistema de control adaptativo, manteniendo una distancia estable entre los electrodos. Esto garantiza tasas de eliminación de material consistentes y precisas y mantiene condiciones óptimas de mecanizado incluso cuando se producen descargas eléctricas hasta millones de veces por segundo.
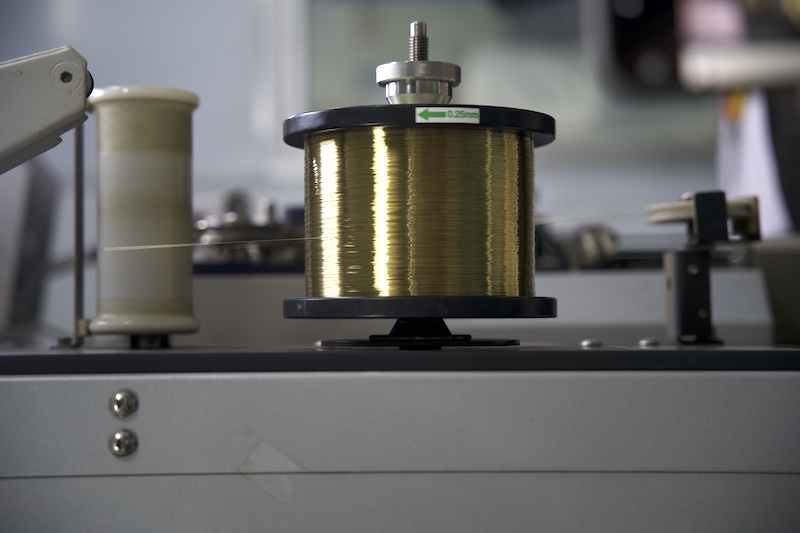
En una máquina de electroerosión por hilo, dos electrodos son el hilo y la pieza de trabajo. El alambre suele estar hecho de latón o cobre estratificado y los diámetros suelen oscilar entre 0,1 y 0,3 mm. Actúa como herramienta de corte controlada por CNC y puede evitar cualquier contacto mecánico con la pieza de trabajo durante el proceso de corte por electroerosión por hilo.
En resumen, la electroerosión por hilo es un proceso de fabricación sustractivo sin contacto que utiliza un alambre de electrodo delgado con un fluido dieléctrico para cortar o dar forma a una pieza de trabajo, generalmente un material conductor, siguiendo una ruta programada con precisión.
¿Qué tipo de cables se utilizan en las máquinas de electroerosión?
En las máquinas de electroerosión, a continuación se suelen utilizar varios tipos de hilos.
Alambres de latón
El latón es el material de alambre más utilizado en la electroerosión por hilo debido a su buena conductividad eléctrica y su costo relativamente bajo. Es adecuado para trabajos de electroerosión de uso general y logra un delicado equilibrio entre rentabilidad y rendimiento.
Alambres de cobre
Los cables de cobre se eligen por su conductividad eléctrica superior en comparación con el latón. Son particularmente útiles para mecanizado de precisión y donde se requieren velocidades de corte más altas. Sin embargo, el cobre suele ser más caro que el latón.
Alambres de molibdeno y tungsteno
Estos materiales se utilizan en situaciones que requieren una precisión muy alta y una excelente estabilidad térmica. Son más caros y normalmente se reservan para aplicaciones especializadas debido a sus altos puntos de fusión y resistencia mecánica.
Alambres recubiertos
Estos cables suelen ser cables con núcleo hechos de latón o cobre que están recubiertos con otro material como zinc o una capa de cobre recocido por difusión. El recubrimiento ayuda a mejorar la conductividad y la resistencia al desgaste del alambre, lo que conduce a un mejor rendimiento del mecanizado y una mayor vida útil de la herramienta. Los alambres recubiertos de zinc, por ejemplo, son conocidos por lograr mejores acabados superficiales y velocidades de corte más rápidas.
Este tipo de alambres se utilizan en máquinas de electroerosión dependiendo de factores como el material específico que se está mecanizando, el acabado superficial deseado y el nivel de precisión. Cualquiera que sea el tipo de cable, el cable es desechable, desechándose después de un uso, porque se deteriora o se rompe durante el proceso de descarga eléctrica. Un buen mantenimiento y un manejo cuidadoso de los cables son importantes para optimizar la configuración, garantizar una producción ininterrumpida y minimizar problemas como roturas o precisión comprometida.
¿Cómo funciona la electroerosión por hilo?
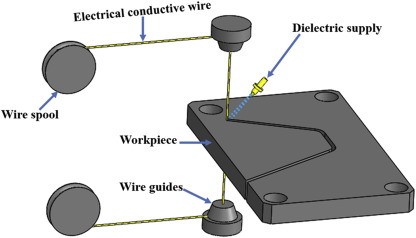
La electroerosión por hilo es un proceso de mecanizado preciso que se utiliza principalmente para cortar contornos o cavidades intrincados en diversos materiales conductores duros, como los metales. Así es como funciona:
A medida que el alambre y la pieza de trabajo se sumergen en un fluido dieléctrico (agua desionizada o aceite), al conectar la fuente de alimentación, el alambre se carga rápidamente al voltaje deseado. Una vez que el voltaje alcanza el nivel correcto, una chispa cierra el espacio entre el cable y la pieza de trabajo, derritiendo una pequeña porción del material.
Es esencial perforar un agujero en la pieza de trabajo o comenzar a cortar desde el borde. Dentro del área de mecanizado, cada descarga forma un cráter en la pieza de trabajo e impacta el alambre. Al inclinar el alambre, resulta factible crear piezas con perfiles cónicos o variables tanto en la parte superior como en la inferior.
Este proceso se lleva a cabo en un líquido dieléctrico para evitar el sobrecalentamiento y eliminar los residuos, lo que provoca la formación de pequeños cráteres en la superficie de la pieza de trabajo. Según lo programado, estas repetidas descargas continúan hasta que se produce la forma deseada de la pieza.
Ventajas de la electroerosión por hilo
En comparación con otros procesos de corte de metales, la electroerosión por hilo tiene muchas ventajas. A continuación se muestran los más destacados:
Alta precisión
La electroerosión por hilo puede lograr una precisión de mecanizado extremadamente alta, alcanzando normalmente una precisión posicional de unas pocas micras. Las máquinas especializadas de alta precisión pueden alcanzar una precisión de 10 millonésimas de pulgada (0,000001"). Es común que las piezas cortadas mantengan tolerancias tan estrictas como 0,0001".
El corte preciso y exacto de la electroerosión por hilo ofrece dos ventajas excepcionales: 1) Elimina la necesidad de procesamiento y acabado adicionales de la pieza de trabajo. 2) No deja rebabas ni distorsiones.
Adaptabilidad de todos los metales.
La electroerosión por hilo puede mecanizar materiales conductores de diferente dureza y fragilidad. Es particularmente adecuado para cortar materiales tratados térmicamente, como aceros preendurecidos, titanio, aceros inoxidables, tungsteno y molibdeno.
Baja distorsión
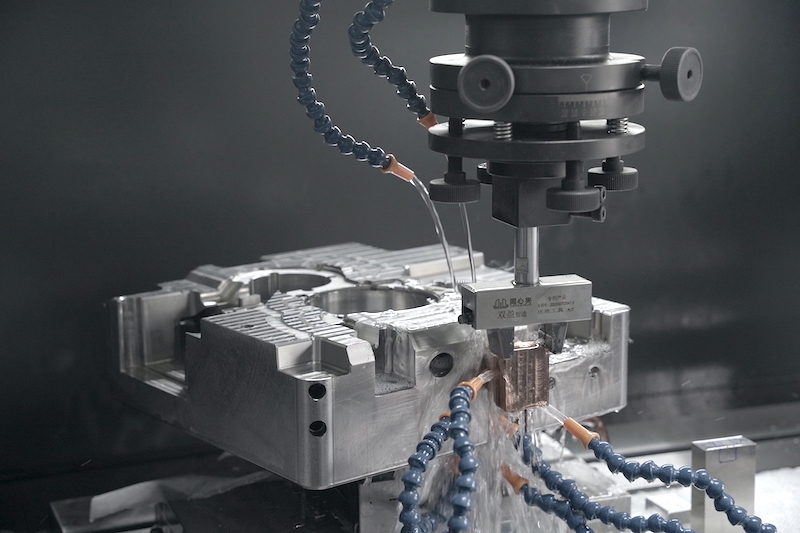
La electroerosión por hilo es un método de mecanizado sin contacto. Dado que el proceso de corte utiliza chispas eléctricas y no implica contacto físico entre la herramienta y la pieza de trabajo, existe un riesgo mínimo de tensión mecánica, impacto térmico o deformación de la pieza de trabajo. Esto es particularmente beneficioso para mecanizar materiales delicados o frágiles.
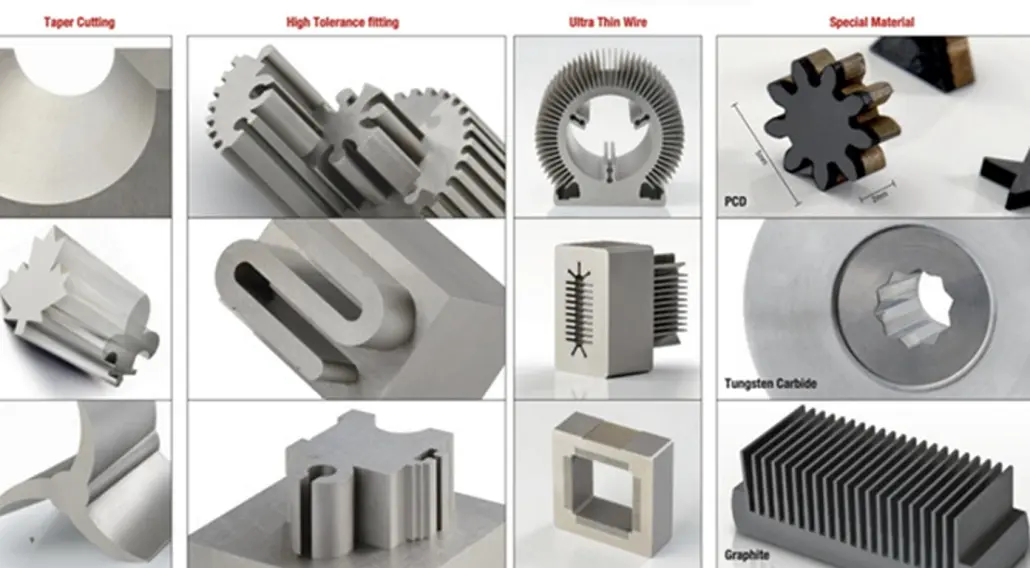
Versatilidad en formas y ángulos.
El cable se puede operar para crear ángulos variados y geometrías complejas, incluidas formas cónicas o contorneadas. La electroerosión por hilo se aplica en el mecanizado de piezas pequeñas y para cortar esquinas afiladas con un radio mínimo.
Refinamiento del procesamiento
La electroerosión por hilo es excelente para producir roscas finas en materiales duros, una tarea que suele ser un desafío con el mecanizado convencional. Además, Wire EDM demuestra eficiencia al apilar, encadenar y anidar múltiples piezas.
Limitaciones de la electroerosión por hilo
A pesar de sus numerosas ventajas, la electroerosión por hilo también tiene algunas limitaciones.
Limitación de materiales
Sólo los materiales conductores son elegibles para el mecanizado con electroerosión por hilo, lo que lo hace inadecuado para plásticos, compuestos o materiales naturales.
Tasa de eliminación de material lenta
En comparación con otros procesos de mecanizado como el fresado o el torneado, la electroerosión por hilo suele tener una tasa de eliminación de material más lenta.
Altos costos de equipo y mantenimiento
Las máquinas de electroerosión por hilo son caras de adquirir y mantener. Además, los cables se desechan después de un solo uso y los gastos de electrodos de alambre y otros consumibles aumentan los costos operativos.
Aplicaciones de la electroerosión por hilo
Con su proceso de mecanizado especializado y sus ventajas, la electroerosión por hilo se utiliza en muchas áreas. A continuación se muestran algunas aplicaciones comunes:
Fabricación de herramientas y troqueles
La electroerosión por hilo se utiliza ampliamente en la fabricación de moldes, matrices y punzones para diversas industrias. Se vuelve indispensable en la elaboración de componentes de herramientas complejos debido a su precisión y habilidad en formas intrincadas.
Aeroespacial
Los componentes aeroespaciales, especialmente los fabricados con aleaciones exóticas, requieren alta precisión y confiabilidad para garantizar la seguridad y el rendimiento en aplicaciones aeroespaciales. La electroerosión por hilo es capaz de mecanizar piezas con tolerancias estrictas manteniendo la precisión y la coherencia. Además, la electroerosión por hilo puede ofrecer resultados repetibles y medidas avanzadas de garantía de calidad en la producción de piezas aeroespaciales como palas de turbinas, boquillas diminutas y componentes de motores.
Médico
La industria médica a menudo requiere componentes pequeños e intrincados fabricados con materiales duros como el titanio y el acero inoxidable. La electroerosión por hilo puede producir estas piezas con alta precisión y completar el corte de geometrías intrincadas, como pequeñas estructuras y agujeros en implantes dentales e instrumentos quirúrgicos.
Automotor
La electroerosión por hilo se emplea en el sector automotriz para producir componentes de precisión como engranajes, inyectores de combustible y piezas de motor. Es particularmente útil para fabricar prototipos y pequeñas series de producción de piezas automotrices especializadas.
Trabaje con Chiggo para sus proyectos de electroerosión por hilo
Hasta ahora, tenemos un conocimiento general de la electroerosión por hilo. Teniendo en cuenta sus proyectos, ¿sería adecuado mecanizarlo mediante electroerosión por hilo? No dude en contactarnos si tiene alguna pregunta.
Con más de diez años de experiencia en mecanizado, Chiggo ofrece una amplia gama de capacidades de fabricación, incluido mecanizado CNC y otros productos de valor agregado. servicios para todas sus necesidades de producción y creación de prototipos. Contáctenos para solicitar una cotización instantánea.
Componentes de una máquina de electroerosión por hilo
Una máquina de mecanizado por descarga eléctrica por hilo (erosión por hilo) normalmente consta de varios componentes clave, que incluyen:
Mesa de trabajo
La mesa de trabajo mantiene la pieza de trabajo en su lugar y permite un movimiento preciso en múltiples ejes (normalmente los ejes X, Y y Z). Este movimiento permite que el electrodo de alambre corte formas y contornos intrincados.
Fuente de alimentación
La fuente de alimentación genera la energía eléctrica necesaria para crear las descargas de chispas entre el electrodo de alambre y la pieza de trabajo. Controla el voltaje, la corriente y la duración del pulso de la descarga eléctrica.
Cable
El alambre metálico delgado utilizado como electrodo para cortar la pieza de trabajo. Este cable suele estar hecho de latón, cobre o tungsteno y sirve como herramienta a través de la cual se producen las descargas eléctricas.
Electrodos
En una máquina de electroerosión por hilo hay dos electrodos, que se refieren por separado al hilo (cátodo) y a la pieza de trabajo (ánodo).
Medio dieléctrico
Se utiliza un fluido dieléctrico, como agua desionizada, para eliminar los residuos y mantener una descarga eléctrica estable entre el cable y la pieza de trabajo. También ayuda a enfriar la pieza de trabajo y el alambre durante el proceso de mecanizado.
Sistema de control
El sistema de control comprende componentes de software y hardware que permiten a los operadores ingresar parámetros de mecanizado, controlar los movimientos de la máquina y monitorear el proceso de mecanizado. Incluye interfaces como un panel de control o una interfaz de computadora.
Guías de alambre y sistema tensor
Las guías de alambre aseguran que el electrodo de alambre permanezca recto y correctamente alineado durante el mecanizado. El sistema tensor mantiene la tensión adecuada en el cable para evitar roturas y garantizar un rendimiento de corte constante.
Enhebrador de alambre automático
Algunas máquinas avanzadas de electroerosión por hilo cuentan con un sistema de enhebrado de alambre automático, que ayuda a enhebrar el electrodo de alambre a través de la pieza de trabajo con precisión, ahorrando tiempo y reduciendo el trabajo manual.
Sistema de filtración
El fluido dieléctrico utilizado en el mecanizado por electroerosión por hilo puede contaminarse con residuos del proceso de mecanizado. Un sistema de filtración elimina estos contaminantes, asegurando que el fluido dieléctrico siga siendo eficaz.
Preguntas frecuentes
1. Además de la electroerosión por hilo, ¿cuáles son los otros tipos de electroerosión disponibles?
Además de la electroerosión por hilo, existen otros dos tipos principales de procesos de mecanizado por descarga eléctrica (EDM), cada uno de los cuales utiliza el mismo mecanismo básico de eliminación de material a través de descargas eléctricas entre un electrodo de herramienta y una pieza de trabajo, ambos sumergidos en un fluido dieléctrico:
EDM por inmersión: también conocida como electroerosión convencional o electroerosión por ariete, este tipo utiliza un electrodo preformado, generalmente hecho de grafito o cobre, que refleja la cavidad deseada en la pieza de trabajo. Por ejemplo, se utilizaría un electrodo en forma de pirámide para crear una cavidad en forma de pirámide correspondiente. La electroerosión por penetración se utiliza comúnmente para fabricar moldes, matrices y componentes con geometrías 3D complejas. Es especialmente eficaz para formar cavidades o formas intrincadas en herramientas para moldeo por inyección de plástico, fundición a presión y forjado.
EDM por perforación de orificios o electroerosión por orificios rápidos: este método emplea un electrodo tubular giratorio para erosionar el material, lo que permite la perforación a alta velocidad de orificios precisos con tolerancias estrictas. Se utiliza específicamente para crear orificios pequeños, profundos y precisos, como orificios de enfriamiento en álabes de turbinas, boquillas de inyección de combustible y pequeñas aberturas de orificios.
2. ¿Cuál es la diferencia entre electroerosión y electroerosión por hilo?
La principal diferencia entre la electroerosión por hilo (comúnmente refiriéndose a la electroerosión por penetración) y la electroerosión por hilo radica en el tipo de electrodo utilizado, que influye directamente en sus aplicaciones. La electroerosión por corte por hilo utiliza un alambre fino continuo como electrodo, que se alimenta automáticamente a través de la pieza de trabajo. Esta configuración ofrece una gran flexibilidad, lo que permite cortes complejos con precisión y la capacidad de cortar contornos o cavidades detalladas en varios metales.
Por el contrario, Sinker EDM emplea un electrodo con forma personalizada, generalmente hecho de cobre o grafito, que está premecanizado para reflejar la cavidad o forma deseada. Este método es menos flexible que la electroerosión por corte por hilo, pero sobresale en la creación de geometrías repetitivas, precisas e intrincadas en lo profundo del sustrato de una pieza de trabajo.