Mediante el proceso de fabricación de mecanizado, los materiales se pueden moldear en los productos deseados. Sin embargo, mecanizar materiales no siempre es una tarea fácil, porque las propiedades de los materiales y las condiciones específicas de mecanizado juegan un papel vital a la hora de determinar la suavidad y eficiencia de todo el proceso. Todas estas consideraciones están relacionadas con una palabra clave "maquinabilidad".
La maquinabilidad es una propiedad esencial que caracteriza la facilidad de eliminar material de una pieza de trabajo durante un proceso de mecanizado. Los materiales con buena maquinabilidad son muy demandados en la fabricación, ya que permiten un mecanizado más rápido y eficiente, lo que en última instancia resulta en reducciones de costos y una mejor calidad del producto.
En este artículo, ilustraremos el concepto de maquinabilidad, explorando los factores que influyen en él. Además, discutiremos varios métodos que se pueden adoptar para mejorar la maquinabilidad y cómo medirla.
¿Qué es la maquinabilidad?
La maquinabilidad se refiere a la facilidad de maquinar un material, específicamente su capacidad para ser cortado, moldeado o modificado mediante diversos procesos de maquinado. En otras palabras, mide la facilidad con la que un material puede mecanizarse hasta alcanzar la forma deseada.
La maquinabilidad de un material es un indicador importante para evaluar el tiempo y el costo de producir un producto a partir de él. Para garantizar la eficiencia de la producción, la vida útil de la herramienta y la calidad del producto final, es muy necesario comprender qué determina la maquinabilidad y qué medidas se pueden tomar para mejorarla.
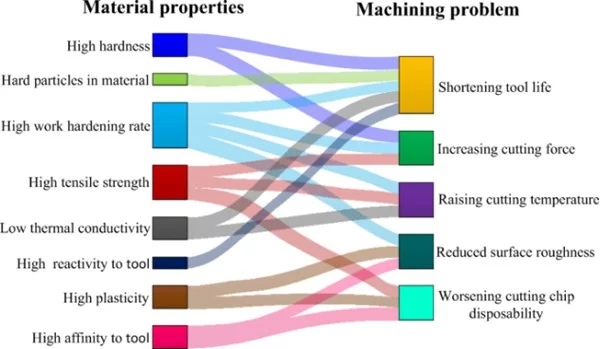
¿Cuáles son los factores que afectan la maquinabilidad?
La maquinabilidad de un material depende tanto de sus propiedades físicas (de qué está hecho) como de su condición (cómo se ha procesado). Las propiedades físicas son fijas, pero la condición puede variar mucho.
Propiedades físicas
Endurecimiento por trabajo: Se refiere al fenómeno por el cual un metal se vuelve más duro y resistente a medida que se deforma plásticamente. Este endurecimiento puede hacer que la pieza de trabajo sea más difícil de cortar, lo que provoca un mayor desgaste de la herramienta y dificultad para mantener la precisión.
Expansión térmica: El coeficiente de expansión térmica mide el grado de expansión térmica de los materiales sólidos. Cuanto mayor sea el coeficiente, los materiales son propensos a una mayor expansión cuando se calientan, lo que puede afectar la precisión del mecanizado.
Conductividad térmica: Es la capacidad que tiene un material de conducir directamente el calor. Los materiales con alta conductividad térmica disipan el calor más rápidamente, lo que reduce la carga térmica en la herramienta de corte y mejora la vida útil de la herramienta.
Módulo de elasticidad: Mide la resistencia de los materiales a la deformación elástica. Los materiales con un módulo de elasticidad más alto son más rígidos y menos propensos a doblarse bajo las fuerzas de corte, lo que puede mejorar la precisión dimensional durante el mecanizado. Sin embargo, los materiales excesivamente rígidos también pueden ser más quebradizos y propensos a agrietarse.
Factores de condición
Microestructura: Se refiere a la distribución y disposición de los granos y fases dentro de un material. Las estructuras uniformes de grano fino generalmente mejoran la maquinabilidad del material, mientras que las estructuras de grano grueso o desigual pueden provocar un mecanizado inestable y un mayor desgaste de la herramienta.
Tamaño de grano: Los tamaños de grano más pequeños a menudo resultan en una mejor maquinabilidad, ya que reducen la probabilidad de formación de grietas y astillas.
Tratamiento térmico: Puede afectar significativamente la maquinabilidad de los materiales al alterar sus propiedades mecánicas. Ampliaremos esto más adelante en el texto.
Dureza: Los materiales más duros generalmente son más difíciles de mecanizar ya que resisten el corte, lo que provoca un mayor desgaste de la herramienta.
Resistencia a la tracción: Mide la tensión máxima que soporta un material Puede resistir la tensión antes de romperse. Los materiales con alta resistencia a la tracción son más difíciles de mecanizar debido a su resistencia al corte, lo que puede aumentar el desgaste de la herramienta y las fuerzas de mecanizado.
Además de los cinco factores anteriores, la maquinabilidad de los materiales también se ve influenciada por otros aspectos, como los métodos de mecanizado, el material y la geometría de la herramienta de corte, los parámetros de corte, la lubricación y refrigeración, el estado del equipo, etc.
¿Cómo se puede mejorar la maquinabilidad?
Como se indicó anteriormente, la introducción de esos factores nos permite comprender claramente cómo influyen en la maquinabilidad. Las propiedades inherentes de los metales, como el módulo de elasticidad, la expansión térmica y la conductividad térmica, son sus características físicas inmutables. Sin embargo, existen enfoques para alterar las condiciones y el proceso de mecanizado para hacer que la pieza de trabajo sea más fácil de mecanizar. Específicamente, podemos mejorar la maquinabilidad desde las siguientes dos categorías principales.
Categoría uno: sin alterar las propiedades del material
Este enfoque se centra en optimizar las condiciones encontradas durante los procesos de mecanizado. Aquí hay algunos métodos específicos como se muestra a continuación.
Selección de materiales
Seleccione materiales con una maquinabilidad inherentemente mejor. Algunos materiales poseen una maquinabilidad favorable debido a su composición química y microestructura. Priorice materiales con dureza moderada, buena conductividad térmica y baja adhesividad.
Seleccionar y actualizar herramientas de corte
Seleccione herramientas fabricadas con materiales apropiados (por ejemplo, carburo, acero de alta velocidad) según el material que se mecaniza. Utilice herramientas con ángulos de ataque, ángulos libres y diseños de filos óptimos para reducir las fuerzas de corte y mejorar la evacuación de virutas.
Optimizar los parámetros de mecanizado
Al optimizar los parámetros de corte, como la velocidad de corte, el avance y la profundidad de corte, se puede extender la vida útil de la herramienta y mejorar el acabado de la superficie, mejorando en última instancia la maquinabilidad. Por ejemplo, aumentar la velocidad de corte y la velocidad de avance dentro de límites razonables puede mejorar las tasas de eliminación de material, pero se deben evitar aumentos excesivos para evitar el sobrecalentamiento y el desgaste de la herramienta. Además, al ajustar adecuadamente la profundidad de corte (utilizando profundidades mayores para el mecanizado en desbaste y profundidades más pequeñas para el mecanizado de acabado según la tarea en cuestión), se puede garantizar tanto la calidad de la superficie como la eficiencia del mecanizado.
Aplicar lubricantes y refrigerantes
Aplicar lubricantes y refrigerantes adecuados para minimizar la fricción, la generación de calor y el desgaste de las herramientas durante las operaciones de mecanizado, para en última instancia mejorar la calidad de la superficie mecanizada.
Mejore la configuración de la máquina y la pieza de trabajo
El uso de una máquina herramienta con alta rigidez y mantenimiento óptimo, junto con la adopción de accesorios y soportes adecuados para sujetar uniformemente la pieza de trabajo, puede prevenir eficazmente la deformación y el movimiento. Esto garantiza resultados consistentes y precisos.
Adopte métodos de mecanizado adecuados
El mecanizado de diferentes materiales para lograr las formas deseadas a menudo requiere tipos de equipos específicos. Al utilizar una variedad de equipos en un taller de maquinaria, como el mecanizado por descarga eléctrica de alambre (WEDM), es posible manejar de manera efectiva materiales duros o diseños complejos que otros métodos no pueden manejar de manera eficiente.
Categoría dos: alteración de las propiedades del material
Tratamientos Térmicos
El tratamiento térmico es un método muy eficaz para mejorar la maquinabilidad, pero es fundamental reconocer que aplicar tratamientos térmicos y tratamientos de endurecimiento por trabajo a los materiales en las primeras etapas de producción puede aumentar en gran medida su dureza, lo que los hace más difíciles de mecanizar. Por tanto, es aconsejable posponer los tratamientos térmicos y otros procesos de endurecimiento hasta después del mecanizado. El templado, a menudo combinado con el revenido, es el proceso típico que se utiliza después del mecanizado para mejorar las propiedades mecánicas finales de la pieza de trabajo.
Sin embargo, si el aplazamiento es imposible, puede considerar recocer la pieza de trabajo antes del mecanizado para ablandar el material y aliviar la tensión interna. Estos son los puntos clave de estos métodos de tratamiento térmico de uso común.
Recocido: este proceso implica calentar el material a una temperatura determinada, mantenerlo durante un período de tiempo y luego enfriarlo lentamente. El tratamiento de recocido suaviza el material, reduciendo la resistencia durante el corte, disminuyendo el desgaste de la herramienta y mejorando así la maquinabilidad.
Normalización: este proceso calienta el material por encima de su temperatura crítica y luego permite que se enfríe naturalmente en el aire. La normalización refina la estructura de grano del material, dándole una textura más uniforme que mejora la trabajabilidad. También mejora la consistencia durante el proceso de mecanizado y reduce el desgaste de la herramienta.
Enfriamiento y revenido: El enfriamiento es un proceso en el que los materiales se calientan y luego se enfrían rápidamente, mientras que el templado es un proceso que recalienta los materiales templados a una temperatura más baja y luego los enfría. Los materiales que han sido sometidos a temple son generalmente difíciles de procesar y requieren un templado para optimizar su dureza y tenacidad con el fin de hacerlos más fáciles de mecanizar. La temperatura y el tiempo de templado adecuados pueden mejorar en gran medida el rendimiento del procesamiento.
Aditivos
La adición de elementos específicos puede alterar profundamente la maquinabilidad de un material. Algunas formas comunes son las siguientes:
Adición de plomo: Agregar una pequeña cantidad de plomo a un material puede mejorar significativamente su lubricidad. Esto reduce la fricción y el desgaste de la herramienta de corte, lo que hace que el proceso de corte sea más suave y las virutas resultantes sean más fáciles de manejar.
Otros aditivos: Agregar azufre o fósforo adecuados puede mejorar la fractura de la viruta, reducir las fuerzas de corte y mejorar aún más la maquinabilidad.
¿Cómo se mide la maquinabilidad?
La evaluación de la maquinabilidad de un material es un proceso multifacético que considera varios factores. A menudo realizamos evaluaciones cualitativas desde los siguientes aspectos.
Vida útil de la herramienta: Una vida útil más larga de la herramienta indica una maquinabilidad más fácil. Se considera que los materiales que permiten que las herramientas duren más en condiciones similares tienen mejor maquinabilidad.
Fuerzas de herramientas y consumo de energía: Las fuerzas de corte más bajas y el consumo de energía reducido durante el mecanizado indican una mejor maquinabilidad. Estos factores suelen medirse utilizando equipos especializados que registran la cantidad de fuerza y energía necesarias para mecanizar el material.
Acabado superficial: los materiales que se pueden mecanizar hasta obtener un acabado liso sin requerir procesamiento adicional tienen una mayor maquinabilidad.
Forma de la viruta: Las virutas más cortas y rizadas indican un mecanizado más fácil, mientras que las virutas largas y fibrosas indican dificultad en el mecanizado.
Aunque estos métodos se usan comúnmente, sirven principalmente como referencias cualitativas y pueden no ser completamente confiables debido a la influencia de varios factores en el consumo de energía, el desgaste de las herramientas y el acabado superficial. Para obtener una perspectiva más cuantitativa, exploremos el sistema de calificación de pruebas de torneado AISI.
Sistema de clasificación de pruebas de giro AISI
Es el sistema de clasificación de maquinabilidad más adoptado, realizado por el Instituto Americano del Hierro y el Acero (AISI). Este sistema compara la maquinabilidad de un material con el acero B1112, que sirve como estándar de referencia con una dureza Brinell de 160. La calificación de maquinabilidad se expresa como un porcentaje, donde el acero B1112 se establece como base con una calificación del 100 %.
En este sistema, los materiales que son más fáciles de mecanizar que el acero B1112 tendrán un índice de maquinabilidad superior al 100%, mientras que los materiales que son más difíciles de mecanizar tendrán un índice de maquinabilidad inferior al 100%.
Materiales
Calificación de maquinabilidad
Aluminio 6061
480% – 320%
Aluminio 7075
480% – 320%
Acero bajo en carbono 1010
64% – 40%
Acero bajo en carbono 1018
80% – 44%
Acero al carbono medio 1045
60% – 28%
Acero inoxidable 304
64% – 44%
Acero inoxidable 316
36%
Latón 260
105% – 100%
Latón 360
160% – 200%
Aleación de titanio grado 2
30%
Aleación de titanio grado 5
35% – 30%
Aleación de titanio grado 23
28% – 25%
Aleación de magnesio ZK60A
65% – 60%
Aleación de magnesio AZ31
55% – 50%
Gráfico de calificaciones de maquinabilidad
Trabaje con Chiggo para piezas difíciles de mecanizar
La maquinabilidad es un indicador clave del tiempo y el costo necesarios para fabricar piezas. Los materiales con alta maquinabilidad son más fáciles de procesar, pero esto no siempre equivale a un alto rendimiento. En algunos escenarios, se necesitan materiales con menor maquinabilidad. Para optimizar los resultados del mecanizado, podemos ajustar los métodos de mecanizado y otras variables.
En Chiggo, contamos con la experiencia y el equipo avanzado para brindar mecanizado rentable y de alta calidad para diversos materiales. Contáctenos para diseño gratuito y optimización del proceso de fabricación.
Materiales mecanizables comunes
Aluminio
El aluminio es un metal blando, liviano y altamente mecanizable. Entre sus variantes, el Aluminio 6061 suele ser reconocido como uno de los más mecanizables.
Acero
Aunque el mecanizado de acero puede ser más complejo que el mecanizado de aleaciones de aluminio, el acero dulce es generalmente más fácil de mecanizar en comparación con los aceros con alto contenido de carbono y proporciona un buen acabado superficial. Produce virutas cortas y no provoca un desgaste excesivo de la herramienta. Además, ciertos grados de acero inoxidable, como el 303, contienen aditivos como el plomo para mejorar la maquinabilidad.
Plástica
Los termoplásticos son difíciles de mecanizar porque el calor generado por las herramientas de corte puede hacer que los plásticos se derritan y se adhieran a la herramienta. Sin embargo, plásticos como ABS, nailon, PTFE y Delrin ofrecen una excelente maquinabilidad.
Otros metales
Otros metales mecanizables incluyen latón, aleaciones de magnesio, aleaciones de plomo, etc. El latón, una aleación de cobre, tiene una naturaleza blanda con buena resistencia a la tracción y presenta muy buena maquinabilidad. Las aleaciones de magnesio son metales livianos con buena maquinabilidad. Las aleaciones de plomo, compuestas principalmente de plomo con diversos aditivos, ofrecen baja fricción, buena resistencia al desgaste y maquinabilidad, pero su uso es limitado debido a problemas de toxicidad.
Maquinabilidad versus trabajabilidad
La trabajabilidad se refiere a la facilidad con la que se puede moldear un material y darle las configuraciones deseadas mediante procesos como doblado, forjado, estirado y extrusión. Abarca aspectos como la ductilidad (capacidad de deformarse bajo tensión de tracción), maleabilidad (capacidad de deformarse bajo tensión de compresión) y conformabilidad (facilidad de formar formas complejas sin agrietarse). La trabajabilidad incluye procesos de trabajo tanto en frío como en caliente.
La maquinabilidad se relaciona específicamente con la facilidad con la que se puede cortar, dar forma o terminar un material utilizando máquinas herramienta como tornos, fresadoras y máquinas CNC. Implica factores como la velocidad de corte (tasa de eliminación de material), el desgaste de la herramienta (tasa de desgaste de las herramientas de corte), el acabado superficial (calidad de la superficie mecanizada) y la precisión (capacidad de lograr tolerancias estrictas y dimensiones precisas). La maquinabilidad se centra en el comportamiento del material en condiciones de corte y su interacción con las herramientas de corte.