En mecánica, el término "rosca" se refiere específicamente a la "rosca de tornillo", un componente vital integral de conectores, sujetadores y elementos de transmisión. Las roscas de tornillo se utilizan ampliamente en diversos equipos y estructuras, como pernos, tuercas, tornillos y tornillos de avance, todos los cuales dependen de ellas para cumplir sus funciones. Ya sea en la fabricación o en la vida diaria, el uso de roscas de tornillo es omnipresente. Sin ellos, la mayoría de las máquinas no podrían funcionar correctamente.
Entonces, ¿qué es exactamente una rosca de tornillo? ¿Cuáles son los diferentes tipos? Este artículo proporciona información detallada sobre las roscas de los tornillos, lo que le ayudará a comprender los distintos tipos e identificar la rosca más adecuada para su proyecto.
¿Qué es la rosca de tornillo?
La rosca de tornillo se refiere a una cresta o ranura helicoidal que se envuelve alrededor de la circunferencia de una superficie cilíndrica o cónica. Esta característica helicoidal permite conectar estrechamente dos o más componentes mediante un movimiento de rotación o convertir el movimiento de rotación en movimiento lineal.
El diseño de las roscas de los tornillos crea fricción entre los componentes, lo que permite una fijación o bloqueo seguro. Además, las roscas de los tornillos poseen cierto grado de capacidad de autobloqueo, lo que significa que los componentes conectados no se aflojarán espontáneamente sin una fuerza externa.
Existen numerosos tipos de roscas de tornillo, clasificadas según varios estándares. Antes de introducir los tipos de hilos, tengamos una idea general de los principales parámetros geométricos del hilo.
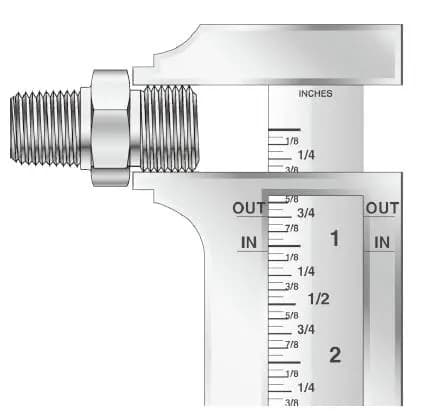
Parámetros geométricos clave del hilo
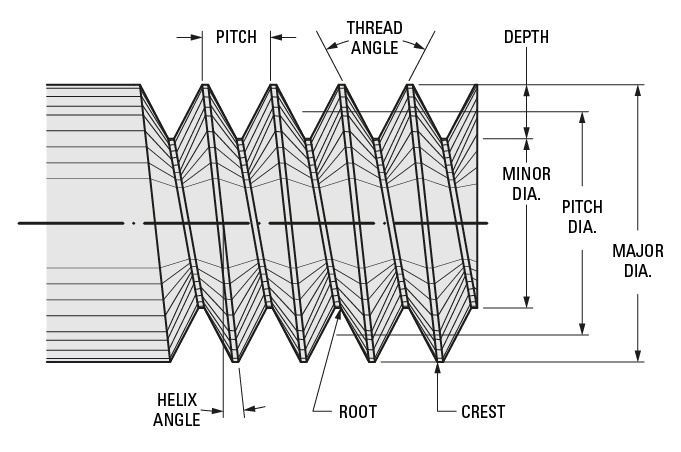
La imagen de arriba ofrece una imagen intuitiva de los indicadores importantes. A continuación se detallan los detalles sobre estos parámetros:
Diámetro mayor (diámetro exterior)
El diámetro mayor es el diámetro más grande entre las crestas de la rosca del tornillo. Esta dimensión es crucial para determinar el tamaño y la resistencia del hilo, lo que afecta su rendimiento a tracción y corte. Además, garantiza un acoplamiento y ajuste adecuados entre las roscas internas y externas.
Diámetro menor (diámetro interior)
El diámetro menor es el diámetro más pequeño entre las raíces del hilo. Es un parámetro importante para la resistencia y el ajuste de la rosca, que determina la resistencia al corte y la resistencia a la fatiga de la rosca y garantiza el acoplamiento adecuado entre las roscas macho y hembra.
Diámetro de paso (diámetro efectivo)
El diámetro de paso se refiere al diámetro en el que el ancho de la cresta y la raíz del hilo son iguales. Está ubicado en el punto medio del perfil de la rosca y es el área principal de contacto y soporte de carga para roscas internas y externas. El diámetro de paso determina la estanqueidad del ajuste y la profundidad de acoplamiento cuando se atornillan un perno y una tuerca, lo que afecta la distribución de la carga entre los dientes de la rosca. Además, un diámetro de paso apropiado puede mejorar el rendimiento de autobloqueo de la rosca.
Paso y TPI
El paso se refiere a la distancia axial entre crestas de roscas adyacentes en milímetros (mm) y se usa comúnmente para roscas métricas. Determina la densidad de los hilos y la distancia de avance por rotación. El paso normalmente se mide rápidamente utilizando un medidor de paso de rosca.
TPI (hilos por pulgada) se refiere al número de crestas de hilo por pulgada y se usa comúnmente para hilos imperiales. La relación entre TPI y tono es que son recíprocos entre sí.
Dirigir
El avance es la distancia que avanza un tornillo a lo largo de su eje en una revolución completa. Determina la eficiencia de convertir el movimiento rotacional en movimiento lineal en hilos, es decir, la eficiencia de transmisión. Además, el plomo afecta el área de contacto y la distribución de carga de la rosca. Los valores de plomo más pequeños normalmente distribuyen la carga sobre un área de contacto más larga, aumentando así la capacidad de carga y la resistencia al desgaste.
Ángulo de hélice
El ángulo de la hélice es el ángulo entre la hélice del hilo y un plano perpendicular al eje del hilo. Describe el ángulo en el que la rosca se eleva a lo largo del eje del tornillo, influyendo tanto en la eficiencia de la transmisión como en la elección de los procesos de fabricación. Un ángulo de hélice mayor normalmente aumenta la eficiencia de la transmisión, pero también puede provocar una mayor fricción y desgaste.
Ángulo de rosca
El ángulo de la rosca es el ángulo formado por la intersección de los flancos de la rosca con un plano perpendicular al eje del tornillo. Este ángulo suele ser de 60 grados, lo cual es común en diseños de roscas estándar, especialmente en roscas métricas ISO y roscas estándar de rosca unificada (UTS). Afecta principalmente a la forma geométrica y las propiedades mecánicas de la rosca, como la resistencia, la distribución de la carga y el rendimiento de autobloqueo.
Ángulo del diente
En aplicaciones de rosca, el ángulo del diente y el ángulo de la rosca suelen ser los mismos; ambos se refieren al ángulo entre los flancos de dos roscas adyacentes en el perfil de la rosca. Sin embargo, en un contexto de diseño mecánico más amplio, el ángulo del diente puede referirse específicamente al ángulo del perfil de los dientes del engranaje, mientras que el ángulo de la rosca se utiliza exclusivamente para el diseño de la rosca.
¿Cómo identificar los tipos de hilos?
En cuanto a los tipos de hilos, la clasificación cada vez más común se basa en diferencias sutiles en los parámetros clave. En la sección anterior, presentamos los parámetros geométricos clave del hilo. En el siguiente pasaje, a medida que aprendamos a identificar tipos de hilo, comprenderemos gradualmente que las diferencias sutiles en estos parámetros desempeñan un papel crucial a la hora de determinar si un tipo de hilo específico puede lograr una compatibilidad óptima con su equipo.
Ahora, combinemos la inspección visual, las mediciones básicas y la comparación estándar para identificar y confirmar sistemáticamente el tipo de rosca.
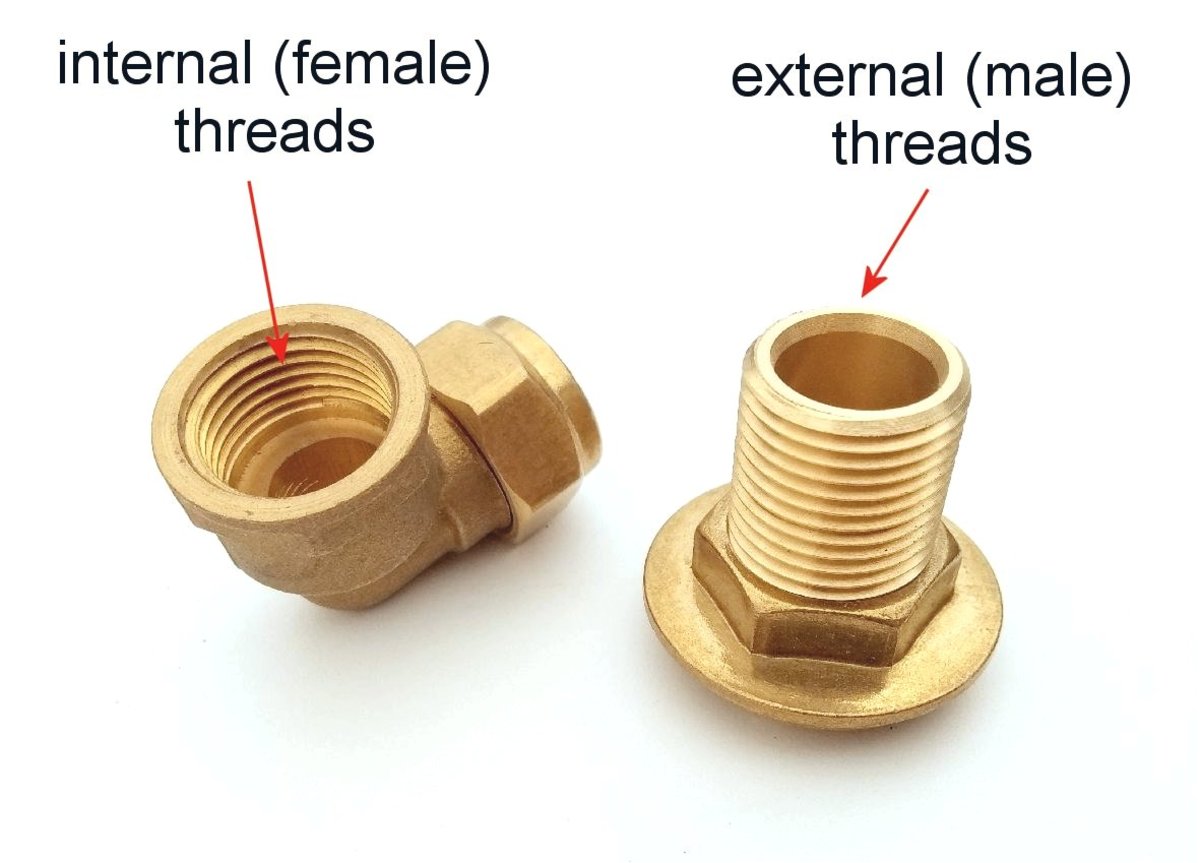
Paso 1: Rosca macho versus rosca hembra
Primero, identifique si el hilo es macho o hembra observando la forma y estructura general del hilo. Una rosca macho es una cresta helicoidal externa que se encuentra en componentes como pernos o tornillos, mientras que una rosca hembra es una ranura helicoidal interna presente dentro de tuercas u orificios.
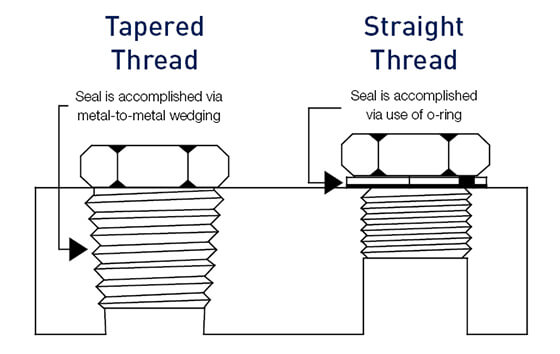
Paso 2: Rosca cónica versus rosca paralela
A continuación, compruebe si el hilo es cónico o paralelo. El diámetro de un hilo cónico disminuye gradualmente a lo largo de su longitud hasta un extremo, mientras que el diámetro de un hilo paralelo permanece constante a lo largo de la longitud del hilo. A veces, esta característica se puede determinar mediante una inspección visual, pero si no, será útil un calibrador. Utilice el calibre para medir la primera, cuarta y última rosca completa. Si las medidas son iguales es un hilo paralelo. Si las medidas disminuyen, es un hilo cónico.
Paso 3: Medir el paso del hilo
El siguiente paso para identificar su tipo de hilo es determinar el tamaño del paso. Coloque el medidor de paso sobre el hilo y ajústelo hasta que encaje perfectamente entre hilos consecutivos. Posteriormente, lea el valor de paso indicado, que representa la distancia precisa entre las roscas.
Paso 4: Medir el diámetro del hilo
Después de determinar el tamaño del paso, el siguiente paso es medir el diámetro de la rosca. El diámetro obtenido en este paso no es exactamente el mismo que el tamaño nominal especificado de la rosca especificada. La razón principal de esta variación son las tolerancias industriales o de producción. Diferentes parámetros del diámetro requieren diferentes herramientas de medición. A continuación se muestran algunas herramientas comunes utilizadas para parámetros específicos:
Diámetro mayor (diámetro exterior): Este es el parámetro más fácil de medir directamente. Generalmente se mide utilizando herramientas de diámetro externo como vernier o micrómetros.
Diámetro menor (Diámetro interior): La medición del diámetro menor requiere mayor precisión. Se recomiendan herramientas como un micrómetro interior, un calibre de orificios o un calibre de orificios pequeños.
Diámetro de paso (diámetro efectivo): medir el diámetro de paso es más complejo y a menudo implica medidores especializados o métodos indirectos. Las herramientas estándar incluyen calibres de anillos roscados y calibres de tapones roscados. Para mayor precisión se utiliza un micrómetro de hilo o el método de tres hilos.
Paso 5: Medir el ángulo del hilo
Utilice un medidor de ángulo del hilo para medir el ángulo del hilo. Alinee el calibre con los flancos de la rosca y asegúrese de que encaje perfectamente para obtener el ángulo entre los flancos de dos roscas adyacentes. Registre el ángulo medido.
Paso 6: Confirmar el tipo de hilo
Finalmente, según el diámetro, el paso y el ángulo medidos, consulte las tablas de roscas estándar o los manuales que se proporcionan en la última parte de este artículo para confirmar el tipo de rosca.
Estándares de roscas comunes y tipos de roscas
La clasificación de los hilos se basa en diferentes estándares y requisitos de aplicación. Por ejemplo, las roscas de tubería se utilizan para conexiones de tuberías (como BSP y NPT), y las roscas de máquina se utilizan para conexiones mecánicas y estructurales generales (como ISO y UTS). A continuación se muestran algunos estándares y tipos de hilos comunes:
1. Estándar de rosca métrica ISO
Número de norma: ISO 68-1, ISO 261, ISO 965-1, ISO965-2
El estándar de rosca métrica ISO es un estándar de rosca reconocido mundialmente establecido por la Organización Internacional de Normalización (ISO). Utiliza el sistema métrico para las dimensiones de la rosca y el ángulo de la rosca es de 60 grados, con diámetros y pasos medidos en milímetros. Los tipos de hilos comunes incluyen hilo grueso y hilo fino.
Hilo grueso
Hilo fino
Tamaño del hilo (mm)
Paso (mm)
Importante Diámetro (mm)
Menor Diámetro (mm)
Tamaño del hilo (mm)
Paso (mm)
Importante Diámetro (mm)
Menor Diámetro (mm)
M3
0,5
2.980
2.459
M3*0,35
0,35
2.981
2.621
M4
0,7
3.978
3.342
M4*0,5
0,5
3.978
3.242
M5
0,8
4.976
4.134
M5*0,5
0,5
4.980
4.459
M6
1
5.974
4.917
M6*0,75
0,75
5.978
5.188
M8
1
7.974
6.917
M8*0,75
0,75
7.978
7.188
M10
1.5
9.968
8.376
M10*0,75
0,75
9.978
9.188
M10*1
1
9.974
8.917
M10*1,25
1.25
9.972
8.647
M12
1,75
11,97
10.106
M12*1
1
11,97
10.917
M12*1,25
1.25
11,97
10.674
M12*1,5
1.5
11,97
10.376
M16
2
15,96
13.835
M16*1
1
15,97
14.917
M16*1,5
1.5
15,97
14.376
M20
2.5
19,96
17.294
M20*1
1
19,97
18.917
M20*1,5
1.5
19,97
18.376
M20*2
2
19,96
17.835
M24
3
23,95
20.752
M24*1,0
1.0
23,97
22.917
M24*1,5
1.5
23,97
22.376
El hilo grueso es adecuado para la mayoría de las aplicaciones industriales y mecánicas, es fácil de fabricar y ensamblar e ideal para aplicaciones de sujeción generales. Y Fine Thread se utiliza para conexiones que requieren mayor resistencia y precisión, lo que proporciona un mejor rendimiento de bloqueo en circunstancias con vibraciones significativas.
2. Estándar de subprocesos unificados (UTS)
Número de norma: ASME B1.1
El Unified Thread Standard se utiliza ampliamente en los Estados Unidos y Canadá. También presenta un ángulo de perfil de rosca de 60 grados, con diámetros y pasos medidos en pulgadas. Existen varias series bajo UTS, entre ellas UNC (Nacional Unificado Grueso), UNF (Nacional Unificado Multa) y UNEF (Nacional Unificado Extra Fino).
UNC (2A)
Fundación de las Naciones Unidas (2A)
Tamaño nominal
Importante Diámetro (mm)
Menor Diámetro (mm)
TPI
Tamaño nominal
Importante Diámetro (mm)
Menor Diámetro (mm)
TPI
1/4" x 20 UNC
6.322
4.978
20
1/4" x 28 UNF
6.325
5.360
28
5/16" x 18 UNC
7.907
6.401
18
5/16" x 24 UNF
7.910
6.782
24
3/8" x 16 UNC
9.491
7.798
16
3/8" x 24 UNF
9.497
8.382
24
7/16" x 14 UNC
11.076
9.144
14
7/16" x 20 UNF
11.079
9.728
20
1/2" x 13 UNC
12.661
10.592
13
1/2" x 20 UNF
12.667
11.328
20
5/8" x 11 UNC
15.834
13.386
11
5/8" x 18 UNF
15.839
14.351
18
3/4" x 10 UNC
19.004
16.307
10
3/4" x 16 UNF
19.012
17.323
16
7/8" x 9 UNC
22.176
19.177
9
7/8" x 14 UNF
22.184
20.269
14
1" x 8 UNC
25.349
21.971
8
1" x 12 UNF
25.354
23.114
12
2" x 4,5 UNC
50.726
44.679
4.5
UNC es adecuado para la mayoría de las conexiones mecánicas y estructurales generales, particularmente en aplicaciones con requisitos de baja resistencia, como estructuras de edificios y ensamblajes mecánicos generales. Por el contrario, UNF se utiliza para conexiones mecánicas que exigen mayor resistencia y precisión, que se encuentran comúnmente en las industrias automotriz y aeroespacial. Para aplicaciones que requieren una precisión aún mayor y ajustes más ajustados, como instrumentos de alta precisión y componentes mecánicos pequeños, UNEF es la opción preferida.
3. Estándar británico de hilos
Número de norma: BS 84, BS 2779 (ISO 228-1), BS 21 (ISO 7-1), BS 93
Los hilos estándar británicos se utilizan principalmente en el Reino Unido y los países de la Commonwealth. Abarcan varios tipos, la mayoría de los cuales tienen un ángulo de rosca de 55 grados y diámetros y pasos medidos en pulgadas. Los tipos de rosca más comunes son:
Hilo Whitworth estándar británico (BSW): Developed by Joseph Whitworth in 1841, BSW threads were the first standardized thread form and were once widely used in the UK and former British colonies. They have a 55-degree thread angle with rounded crests and roots. BSW threads are primarily used in general mechanical engineering and building structures, suitable for rougher machining environments.
Hilo fino estándar británico (BSF): BSF threads are a variant of BSW, also featuring a 55-degree thread angle but with a finer pitch than BSW. They are used in applications requiring higher strength and tighter fits.
Rosca de tubería estándar británica (BSP): BSP threads are used for pipe connections and have a thread angle of 55 degrees. There are two main types: BSPP (parallel threads) and BSPT (tapered threads). BSPP threads are usually sealed using a sealing face or an O-ring and are commonly used in hydraulic and pneumatic systems. BSPT threads primarily rely on the thread itself for sealing; the interference fit between the threads forms the seal, making them suitable for high-pressure sealing in piping systems.
Hilo de la Asociación Británica (BA): BA threads have a thread angle of 47.5 degrees and are primarily used for small screws and bolts. These threads are commonly found in the electronics and precision engineering fields.
4. Rosca Nacional para Tuberías (NPT)
Número de norma: ANSI/ASME B1.20.1
National Pipe Thread (NPT) es un estándar de rosca cónica ampliamente utilizado en los Estados Unidos y otros países. El ángulo de la rosca es de 60 grados, con una conicidad de 1/16 de pulgada por pulgada. Las roscas NPT logran el sellado mediante un ajuste de interferencia de la rosca y se utilizan ampliamente en sistemas de tuberías de gas y líquido de alta presión, equipos industriales y plomería de edificios.
Tamaño del hilo
Diámetro mayor (mm)
TPI
1/16" - 27 NPT
7.938
27
1/8" - 27 NPT
10.287
27
1/4"- 18 NPT
13.716
18
3/8" - 18 NPT
17.145
18
1/2" - 14 NPT
21.336
14
3/4" - 14 NPT
26.670
14
1" - 11½ NPT
33.401
11.5
2" - 11½ NPT
60.325
11.5
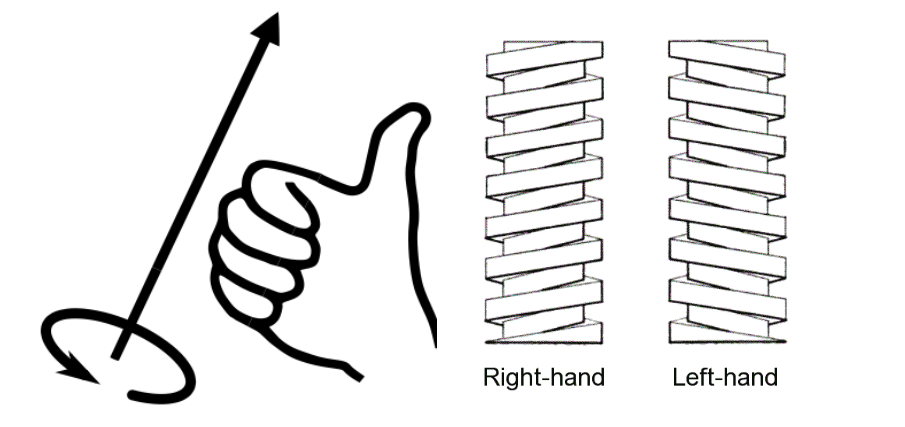
5. Roscas derechas (RH) y roscas izquierdas (LH)
Una rosca se llama rosca derecha si se aprieta cuando se gira en el sentido de las agujas del reloj. Es la dirección del hilo más común utilizada en la mayoría de las aplicaciones. Por el contrario, una rosca izquierda se aprieta cuando se gira en sentido antihorario. Las roscas a izquierdas siempre se utilizan en situaciones en las que es importante evitar que la rosca se afloje debido al automovimiento, como ocurre con el pedal izquierdo de la bicicleta.
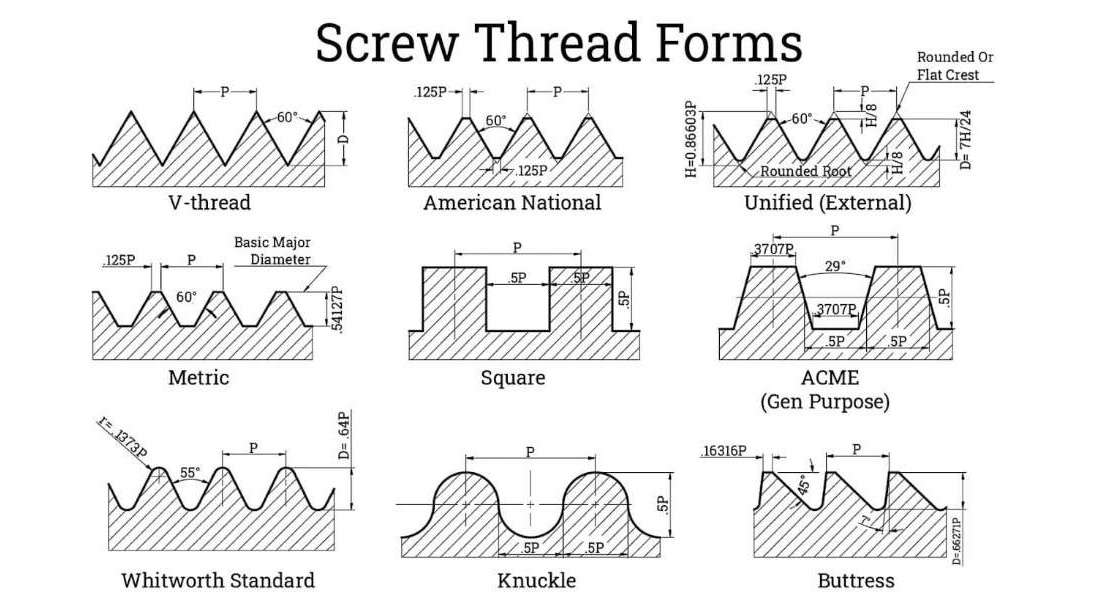
6. Hilos en forma de “V”
Estos hilos tienen una sección transversal triangular o en forma de V con un ángulo incluido de 60 grados. Esta es la forma de rosca más común y se utiliza en diversas aplicaciones debido a su versatilidad y facilidad de fabricación. Las roscas en forma de “V” son adecuadas tanto para aplicaciones de fijación de uso general como de soporte de carga. Los ejemplos incluyen el estándar de rosca unificado (UTS) y las roscas métricas ISO.
7. Hilos cuadrados
A diferencia de los hilos en forma de “V”, este tipo de hilo tiene una sección transversal cuadrada y es difícil de fabricar. Las roscas cuadradas ofrecen menos fricción y desgaste debido a sus flancos de rosca perpendiculares. Este diseño también garantiza una distribución más uniforme de la carga a lo largo de la rosca, lo que reduce el riesgo de atascarse o atascarse bajo cargas pesadas. En consecuencia, las roscas cuadradas son ideales para aplicaciones que requieren alta eficiencia y la capacidad de transmitir grandes fuerzas, como tornillos de avance y tornillos niveladores.
8. Hilos Acme
Los los hilos Acme pueden considerarse una transformación de los hilos cuadrados pero ofrecen una producción más sencilla. Tienen un perfil trapezoidal y un ángulo de rosca de 29 grados. Debido a su diseño de sección transversal más amplia y estable, las roscas Acme son más fuertes bajo carga que las roscas cuadradas. Las roscas Acme se utilizan ampliamente en aplicaciones que requieren alta resistencia y precisión, como válvulas de latón, tornillos de banco y tornos para cortar tornillos.
9. Hilos de nudillos
Los hilos de nudillo tienen una parte superior e inferior redondeadas, un diseño único que proporciona una alta resistencia al daño y al desgaste al reducir los bordes afilados y minimizar el desgaste. El perfil suave y redondeado también ayuda a prevenir la acumulación de suciedad, residuos y otros contaminantes, lo que hace que las roscas de articulación sean particularmente adecuadas para aplicaciones donde las roscas se enganchan y desenganchan con frecuencia o se exponen a entornos hostiles. Como resultado, los hilos de articulación se utilizan a menudo en industrias como la ferroviaria y la maquinaria pesada, donde la robustez y la durabilidad son fundamentales. También se encuentran comúnmente en conexiones que deben ser fuertes y resistentes en condiciones difíciles, como acoplamientos, tapas y cubiertas que deben atornillarse y desatornillarse repetidamente.
10. Hilos de contrafuerte
Las roscas de contrafuerte son roscas de tornillo especializadas diseñadas para soportar un alto empuje axial en una dirección. El perfil de la rosca tiene una cara de soporte de carga casi perpendicular y una cara posterior inclinada, normalmente en un ángulo de aproximadamente 45 grados. Este diseño permite una transmisión eficiente de grandes fuerzas a lo largo del eje del tornillo y al mismo tiempo minimiza el riesgo de deformación de la rosca. Las roscas de contrafuerte se usan comúnmente en aplicaciones que requieren una resistencia de carga significativa en una dirección, como prensas hidráulicas, tornillos de banco, equipos de elevación y maquinaria que maneja cargas pesadas o alta presión.
11. Hilos de gusano
Las roscas helicoidales se utilizan en engranajes helicoidales, donde transmiten movimiento y potencia entre ejes perpendiculares que no se cruzan. El gusano, que tiene hilos sin fin, se parece a un tornillo y engrana con una rueda helicoidal. El perfil de rosca de una rosca helicoidal está diseñado para acoplarse eficientemente con los dientes de la rueda helicoidal, proporcionando un movimiento suave y continuo. Este tipo de sistema de engranajes ofrece altas relaciones de reducción, lo que permite una reducción sustancial de la velocidad y una multiplicación del par. Las roscas helicoidales se utilizan comúnmente en aplicaciones como sistemas transportadores, elevadores, mecanismos de dirección y maquinaria donde se requiere un control preciso y un par elevado. El diseño también tiene una función de autobloqueo, que evita la marcha atrás en determinadas condiciones, lo que mejora la seguridad y el control en muchas aplicaciones.
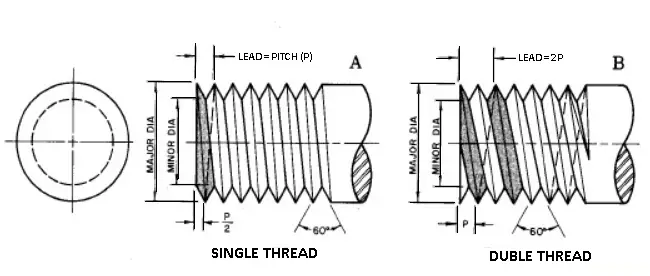
12. Hilos únicos y múltiples
Los hilos individuales tienen una única cresta helicoidal. Cada rotación completa de una sola rosca mueve el tornillo hacia adelante una longitud de paso. Este diseño ofrece un equilibrio entre resistencia y facilidad de fabricación y es el tipo de hilo más sencillo y comúnmente utilizado.
Los hilos múltiples tienen dos o más crestas helicoidales, lo que permite un avance lineal más rápido con cada rotación. Por ejemplo, las roscas de doble inicio tienen dos crestas helicoidales, lo que significa que el tornillo avanza dos longitudes de paso por vuelta. Este diseño reduce el tiempo y el esfuerzo necesarios para lograr el mismo movimiento lineal en comparación con hilos individuales. Los subprocesos múltiples son particularmente útiles en aplicaciones donde el movimiento rápido es esencial, como en maquinaria de alta velocidad, actuadores e instrumentos de precisión.
Conclusión
Existen varios tipos de hilos, cada uno con sus propios estilos de diseño y niveles de precisión requeridos. En el diseño del producto se deben considerar diferentes tipos de hilos. Esperamos que este artículo pueda ayudarlo a identificar los diferentes tipos de roscas y elegir las roscas adecuadas para sus necesidades mecánicas y de ingeniería.
En Chiggo, nos enorgullecemos de nuestra experiencia en sujetadores mecanizados por CNC. Para productos de diferentes materiales, se aplican diferentes tipos de hilos y métodos de procesamiento de hilos, y se adoptan pruebas profesionales para controlar la calidad. Nuestro equipo de ingeniería, con más de 10 años de experiencia en la industria, está listo para trabajar estrechamente con usted para brindarle las soluciones de roscas adecuadas para su proyecto. ¡Sube tu archivo CAD ahora!
Preguntas frecuentes
¿Qué significa la "F" en NPTF: mujer, multa o combustible?
La "F" en NPTF significa Combustible. NPTF significa National Pipe Taper Fuel, que es una rosca de sellado seco que se utiliza en aplicaciones donde el sellado es crucial, como en los sistemas de combustible. Las roscas NPTF están diseñadas para crear un sello sin necesidad de sellador adicional, a diferencia de las roscas estándar NPT (National Pipe Taper).
¿Las roscas de tubería NPT y BSP son intercambiables?
Las roscas de tubería NPT y BSP no son intercambiables debido a sus diferentes estándares, pasos y ángulos de rosca. NPT sigue el estándar nacional de roscas para tuberías con un ángulo de rosca de 60 grados, mientras que BSP se adhiere a la rosca para tuberías estándar británica con un ángulo de rosca de 55 grados. El paso del hilo también varía según el tamaño del hilo; por ejemplo, una rosca NPT de 1/2" tiene 14 roscas por pulgada y una rosca BSP de 1/2" también tiene 14 roscas por pulgada, pero sus dimensiones físicas y perfiles de rosca difieren. Estas diferencias clave en dimensiones físicas y estructura hacen imposible intercambiar directamente roscas de tubería NPT y BSP. Si se requiere una conexión entre estos dos estándares diferentes, se deben utilizar adaptadores especiales.