La impresión 3D de metal avanza rápidamente, con velocidades de construcción más rápidas, un mejor rendimiento del material y áreas de aplicación más amplias. Esta guía le mostrará cómo aprovechar al máximo la fabricación de aditivos de metal (AM): hablaremos sobre los tipos principales de tecnologías de impresión 3D de metal, los materiales comunes y lo que todo cuesta. También compararemos metal am con sustractivo (Mecanizado CNC) y métodos formativos (fundición de metal) para que pueda elegir el proceso adecuado para su parte, su presupuesto y su línea de tiempo.
¿Qué es la impresión 3D de metal?
Similar a todos los demás procesos de impresión 3D (como la impresión 3D de polímero), las impresoras 3D de metal construyen piezas agregando material una capa a la vez basada en un diseño 3D digital, de ahí el término fabricación aditiva. Solo esta vez, el proceso usa polvo de metal, alambre o filamento unido a polímero en lugar de plásticos.
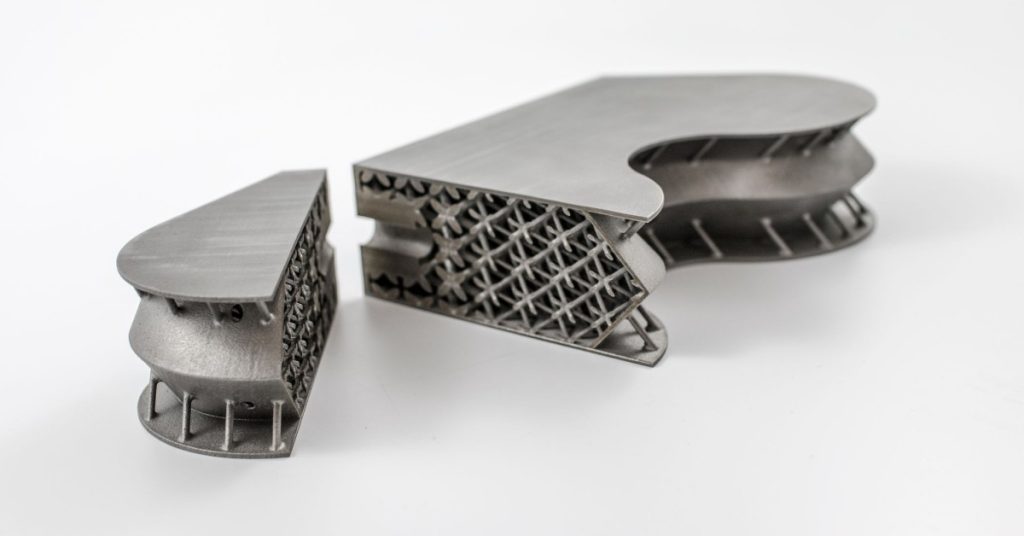
De esta manera, las piezas se pueden construir con geometrías que son imposibles de fabricar con métodos tradicionales y sin la necesidad de herramientas especializadas, como mohos o herramientas de corte. Igual de importante, el aumento de la complejidad geométrica tiene poco impacto en el costo de construcción, al igual que las estructuras optimizadas de topología orgánica son prácticas. Las piezas resultantes son más ligeras (típicamente una reducción de peso del 25% -50%) y a menudo más rígidas, lo cual es fundamental para los campos aeroespaciales y otros campos de alto rendimiento.
Esta libertad de diseño también permite la consolidación de ensamblaje: múltiples componentes y todos sus sujetadores, juntas y rutas de fuga pueden convertirse en una sola parte impresa que realiza varias funciones a la vez. Las caídas de mano de obra, los plazos de entrega se reducen y el mantenimiento es más simple porque hay menos que ensamblar, alinear o el servicio. Dicho esto, la impresión 3D de metal sigue siendo costosa en comparación con muchos métodos tradicionales, y aún no compite por el costo unitario a volúmenes más altos.
Una breve historia de la impresión 3D de metal
A fines de la década de 1980, el Dr. Carl Deckard de la Universidad de Texas desarrolló la primera impresora 3D de sinterización láser, inicialmente diseñada para plásticos. Esta tecnología se convirtió en la base para la sinterización selectiva de láser (SLS), un método que luego se extendería a la impresión 3D de metal.
En 1991, el Dr. Ely Sachs del MIT introdujo un proceso de impresión 3D ahora conocido como Binder Jetting. Este método de binder de metal se autorizó a exono en 1995.
En 1995, el Instituto Fraunhofer en Alemania presentó la primera patente para la fusión láser de metales, que sentó las bases para la fusión láser selectiva (SLM), uno de los métodos más utilizados para la impresión 3D de metal en la actualidad. Durante este período, compañías como EOS y varias universidades desempeñaron roles clave en el desarrollo aún más de la tecnología.
La impresión 3D de metal creció lentamente a principios de la década de 2000 debido al alto costo de equipos y materiales. Sin embargo, alrededor de 2012, a medida que las patentes de tecnologías clave como SLM, DML y EBM comenzaron a expirar, las tarifas de licencia cayeron, abriendo la puerta a los nuevos competidores. Este cambio provocó la innovación y atrajo las grandes inversiones de compañías como GE, HP y DMG MORI, reduciendo los costos y acelerando la adopción en varias industrias.
Hoy,Según el informe de investigación de precedencia, el mercado global de impresión 3D de metal se valoró en USD 9.66 mil millones en 2024 y se prevé que crecerá de USD 12.04 mil millones en 2025 a USD 87.33 mil millones para 2034, con una tasa compuesta anual de 24.63%. El mercado está impulsado por la demanda de prototipos rápidos, componentes personalizados y complejos, y un uso creciente en sectores aeroespaciales y automotrices.
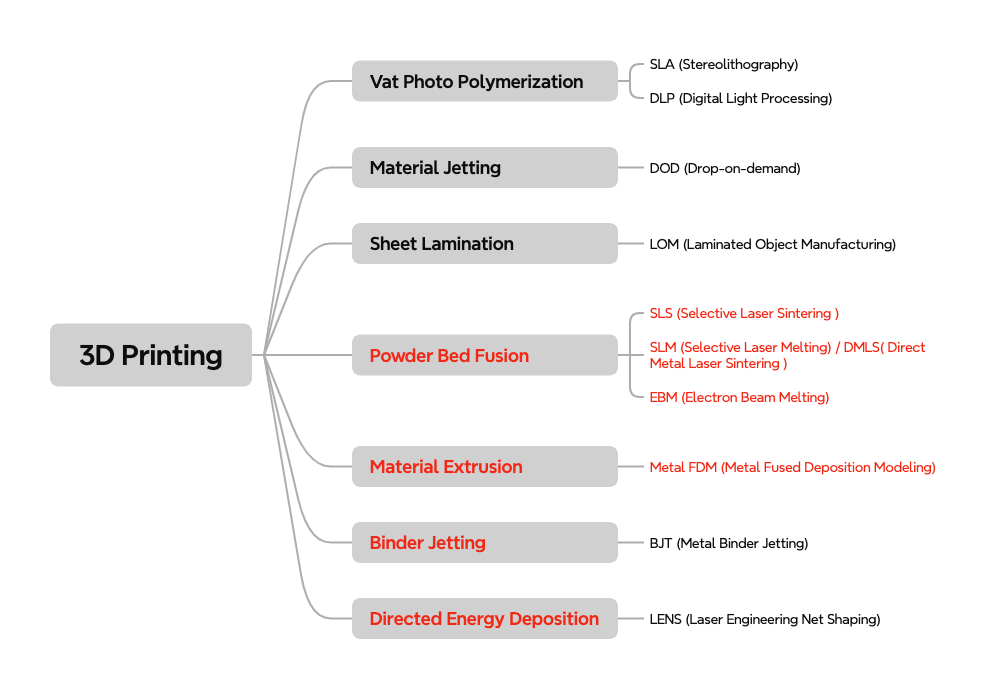
Tipos de tecnologías de impresión 3D de metal
Hay muchas tecnologías de impresión 3D de metal en el mercado, pero cuatro de las más utilizadas son la fusión del lecho de polvo (PBF), la aglutinante, el modelado de deposición fusionada de metal (FDM de metal) y la deposición de energía dirigida (DED). En términos generales, caen en dos mecanismos: fusión y sinterización.
PBF y Ded Med Metal Metal Stock (polvo o alambre) con fuentes de alta energía, como láseres, vigas de electrones o arcos, para producir piezas casi densas. Por el contrario, Metal FDM y Binder Jetting primero crean una parte "verde" con una carpeta de polímero, luego lo debate y sinterelo debajo del punto de fusión. La densidad final es típicamente menor que los procesos completamente derretidos, y casi siempre se requiere un procesamiento posterior adicional.
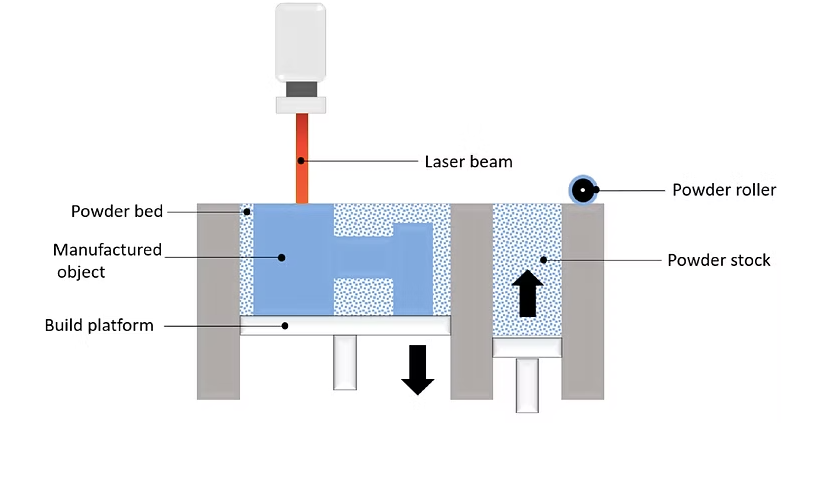
Fusión de la cama en polvo (PBF)
La fusión del lecho de polvo (PBF) se considera ampliamente como la familia de impresión 3D de metal más comúnmente utilizada. Entre estos,Melting láser selectivo (SLM)ySinterización de láser de metal directo (DML), que han estado en uso durante más de 20 años, son los procesos de impresión 3D de metal más tecnológicamente maduros en la actualidad, seguidos deFundación del haz de electrones (EBM), otro método clave, particularmente utilizado para aleaciones de titanio en aplicaciones aeroespaciales y médicas.
El proceso PBF comienza precalentando la cámara de compilación, que primero se llena con un gas inerte, a una temperatura óptima. Luego se extiende una capa delgada de polvo de metal a través de la plataforma de compilación. El láser (en SLM y DMLS) o el haz de electrones (en EBM) se dirige al lecho de polvo, derritiendo o fusionando selectivamente las partículas de polvo de acuerdo con el diseño de la parte. Las partículas se fusionan para formar la primera capa, y la plataforma se baja ligeramente. Se extiende una nueva capa de polvo sobre la anterior, y el proceso se repite capa por capa hasta que la pieza esté completamente construida.
Dado que las temperaturas de construcción son muy altas (a menudo> 1000 ° C para muchas aleaciones), generalmente se requiere soportes para mantener la pieza en su lugar y evitar la deformación por estrés térmico. Después del enfriamiento, se retira el exceso de polvo sin fundir (cepillado, destrozado o aspirado), y los soportes se eliminan por corte oEDM de alambre.La parte se trata térmicamente para aliviar las tensiones residuales y mejorar las propiedades del material. Finalmente, dependiendo de los requisitos, la pieza puede necesitar acabado adicional, como mecanizado CNC,pulidou otros tratamientos superficiales para lograr la calidad de la superficie deseada y la precisión dimensional.
Características de los métodos comunes de fusión de lecho de polvo
Aquí hay una tabla de comparación detallada para las tres principales tecnologías de impresión PBF Metal 3D:
Propiedad
Melting láser selectivo (SLM)
Sinterización de láser de metal directo (DML)
Fundación del haz de electrones (EBM)
Fuente de energía
Láser
Láser
Haz de electrones
Materiales utilizados
Polvos de metal esféricos con una sola temperatura de fusión; Incluya aleaciones de aluminio, titanio, acero inoxidable, acero para herramientas y ciertas aleaciones
Polvos de metal esféricos con puntos de fusión variables; Incluya acero inoxidable, aleaciones de titanio, aleaciones de níquel, metales preciosos y aceros para herramientas
Los polvos de metal esférico como las aleaciones de titanio, las aleaciones de cromo de cobalto, las superaltas de níquel y otros materiales de alto rendimiento
Proceso
El láser derrite completamente el polvo para crear piezas densas
Sinterización de láser (se derrite en polvo pero no lo licúa por completo)
El haz de electrones se derrite en polvo en un ambiente de vacío
Volumen de construcción
Típicamente pequeño a medio (varía en máquina)
Típicamente pequeño a medio (varía en máquina)
Típicamente volúmenes de construcción más grandes disponibles en comparación con SLM/DMLS
Velocidad de construcción
Moderado (depende de la potencia del láser y la complejidad de la pieza)
Moderado (varía con el material y el tamaño de la pieza)
Más lento (debido al uso de haz de electrones y entorno de vacío)
Propiedades de piezas impresas
Porosidad interna, menos de 0.2 - 0.5%; alta densidad y excelente resistencia mecánica
Las propiedades de la pieza son similares a SLM, pero la ligera porosidad puede ser más notable debido al proceso de sinterización
La porosidad es generalmente baja, pero puede ser ligeramente más alta que SLM debido a la velocidad de construcción más lenta y un grosor de capa más grande en el proceso
Precisión dimensional
± 0.1 mm
± 0.1 mm
± 0.1 mm
Tamaño de construcción típico
250 x 150 x 150 mm (hasta 500 x 280 x 360 mm)
250 x 150 x 150 mm (hasta 500 x 280 x 360 mm)
500 x 500 x 380 mm o más
Espesor de capa común
20-50 μm
20-50 μm
50-150 μm
Apoyo
Siempre requerido
Siempre requerido
Siempre requerido
Rugosidad de la superficie típica
RA 8 - 10 μm
RA 8 - 10 μm
RA 20-60 μm
Costo por parte
$$$$$
$$$$$
$$$$$$
Aplicaciones clave
Piezas con alta complejidad geométrica (estructuras orgánicas optimizadas de topología) que requieren excelentes propiedades de material para aumentar la eficiencia de las aplicaciones más exigentes
Similar a SLM
Aplicaciones de alto rendimiento que requieren piezas fuertes y resistentes, particularmente en implantes aeroespaciales y médicos, donde se necesitan aleaciones de titanio y otros materiales de alta resistencia
Puñetazo
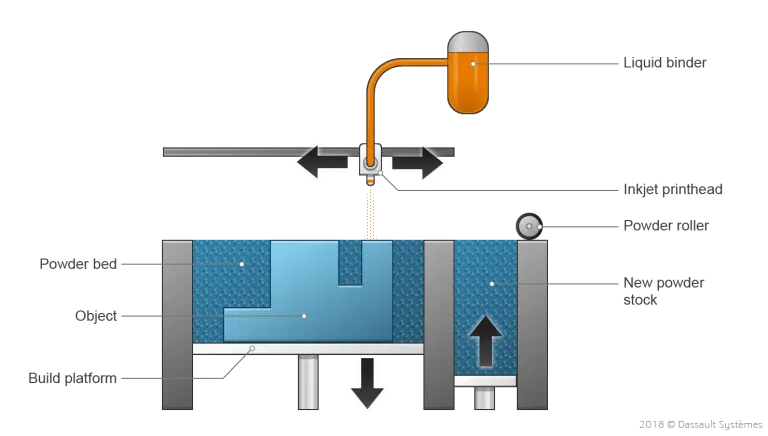
Binder Jetting se usó originalmente para crear prototipos a todo color y modelos a partir de arenisca. Con el tiempo, ha ganado popularidad para la fabricación de piezas metálicas, particularmente debido a sus capacidades de producción por lotes. Durante el proceso de jeting de carpeta de metal, se extiende una capa delgada de polvo de metal a través de la plataforma de compilación. Un carro equipado con boquillas de inyección de tinta pasa sobre el lecho de polvo, depositando gotas de un agente de unión (típicamente una mezcla de polímero y cera) para unir las partículas de metal. Una vez que se completa una capa, la plataforma de compilación se mueve hacia abajo y se aplica una nueva capa de polvo. Este proceso se repite hasta que se construye toda la parte.
El paso de impresión en la camiseta de carpeta de metal se produce a temperatura ambiente, eliminando problemas como los efectos térmicos como la deformación y el tensión interna que pueden ocurrir en procesos como DMLS y SLM. No se requieren estructuras de soporte. Sin embargo, la parte impresa permanece en un estado "verde", lo que significa que todavía es frágil y requiere un procesamiento adicional.
Hay dos pasos de postprocesamiento comunes utilizados para transformar la parte "verde" en un componente de metal completamente sólido:
Infiltración:Después de eliminar la carpeta, la pieza se considera "marrón" y tiene una porosidad interna significativa (alrededor del 70%). La parte "marrón" se calienta en un horno industrial con un bajo metal de punto de fusión (a menudo bronce), que llena los vacíos internos, lo que resulta en una parte metálica bi. Aunque este método puede mejorar la resistencia, hoy se usa con menos frecuencia porque sus propiedades del material permanecen inferiores a las de las piezas completamente sinterizadas y su rendimiento mecánico y térmico no está tan bien documentado.
Sinterización:Ahora el postprocesamiento preferido, la parte "verde" se coloca en un horno donde se quema el aglutinante y las partículas de polvo de metal se fusionan en un componente completamente denso. La parte generalmente se reduce en aproximadamente un 20% durante la sinterización, por lo que las piezas se imprimen ligeramente más grandes para compensar.
Características de la carpeta de metal jetting
Propiedad
Carpeta de metal jetting
Materiales utilizados
Actualmente limitado a aceros inoxidables (por ejemplo, 316L, 17 4 ph), aceros para herramientas (por ejemplo, H13), aleaciones de bronce/cobre e Inconel 625
Velocidad de construcción
Más rápido entre todas las tecnologías de impresión 3D de metal; las camas suelen estar densamente empaquetadas con muchas piezas pequeñas por ciclo
Propiedades de piezas impresas
~ 1–2% de porosidad residual después de la sinterización; resistencia a la tracción comparable al metal fundido, pero la vida de la fatiga es significativamente menor debido a los vacíos internos
Precisión dimensional
± 0.2 mm (± 0.1 después de los ensayos)
Tamaño de construcción típico
250 × 175 × 200 mm (hasta 400 × 300 × 200 mm)
Espesor de capa común
Los sistemas tempranos corrieron 35–50 µm, sistemas de alto rendimiento de hasta 100 µm)
Apoyo
No requerido
Rugosidad de la superficie típica
RA10–15 µm como partes sinterizadas
Costo por parte
$$$ (construye más rápido y no hay desperdicio de soporte)
Aplicaciones clave
Corrientes bajos a medios de prototipos funcionales y componentes complejos donde el rendimiento y el costo unitario importan más que el máximo rendimiento mecánico
Modelado de deposición fusionada de metal (metal FDM)
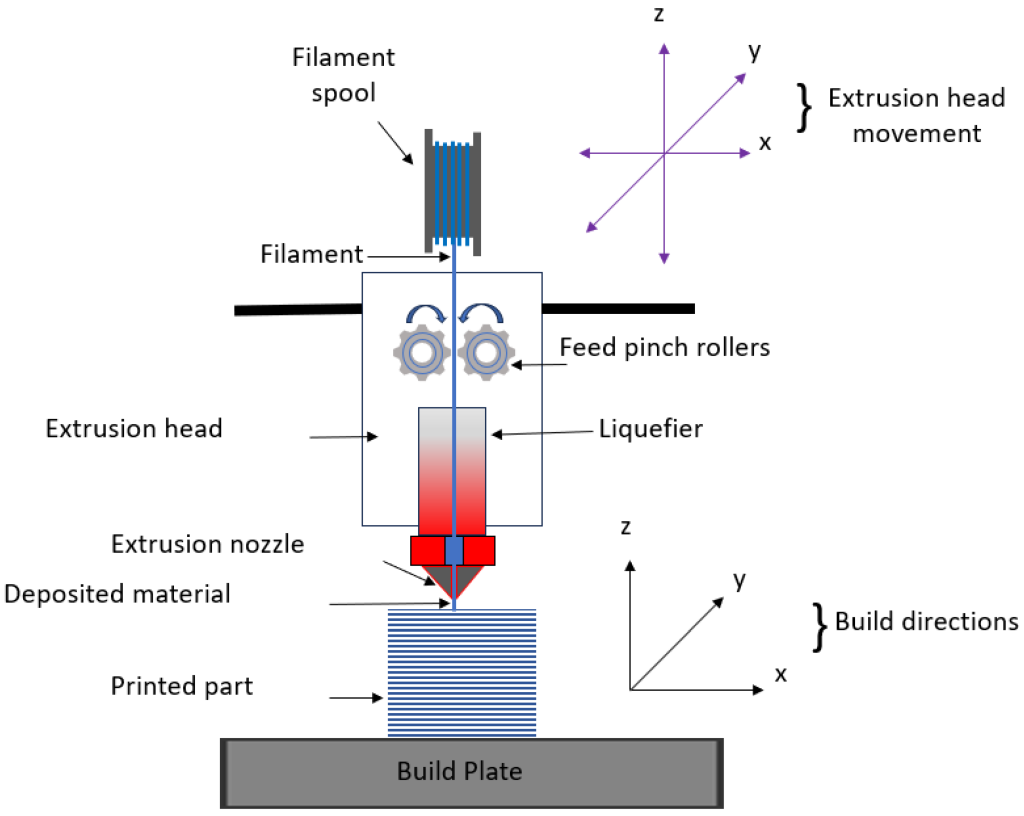
La extrusión de metal es una variación del proceso clásico de FDM para los plásticos, pero en lugar de los termoplásticos, utiliza filamentos de metal o varillas que típicamente consisten en partículas metálicas unidas por polímero y/o cera, por lo que a veces se llama extrusión de material de filamento.
Esta barra o filamento se extruye a través de una boquilla calentada y depositada capa por capa para construir una parte basada en el modelo CAD. Al mismo tiempo, las estructuras de soporte se construyen si es necesario. La interfaz entre el soporte y la pieza se imprime con un material de soporte cerámico, que es fácil de eliminar manualmente más adelante. La parte "verde" resultante debe ser postprocesada para convertirse en metal utilizando pasos similares (pero no idénticos) a Binder Jetting. La parte "verde" se empapa primero o se trata térmicamente para eliminar la mayoría de la carpeta de polímero/cera (desacreditación), luego sinterizada en un horno para que las partículas de metal se fusionen en una pieza densa y completamente metálica. Durante la sinterización, la pieza se encoge aproximadamente del 15-20% en cada dirección, por lo que el modelo CAD se amplía de antemano y puede ser necesaria una sintonización de prueba.
Características del modelado de deposición fusionada de metal
Propiedad
Modelado de deposición fusionada de metal
Materiales utilizados
Actualmente muy limitado a 316L, 17 4ph, H13, aleaciones de cobre/bronce e Inconel 625
Velocidad de construcción
Moderado; más lento que Binder Jetting, pero la configuración/iteración es más barata y simple que SLM
Propiedades de piezas impresas
~ 90–97% de densidad (hasta ~ 98% con cadera); La resistencia a la tracción se mim es más o menos, típicamente 20-40% más baja que la forjada; La resistencia a la fatiga reducida por la porosidad residual
Precisión dimensional
± 0.30 mm típico; ± 0.15–0.20 mm lograble después de ajustar y compensación de contracción
Tamaño de construcción típico
250 × 220 × 200 mm
Espesor de capa común
100–200 µm
Apoyo
Requerido
Rugosidad de la superficie típica
AR 10–20 µm como superficies sinterizadas
Costo por parte
$$ (bajo costo de máquina/material)
Aplicaciones clave
Prototipos de metales funcionales, herramientas personalizadas y piezas de volumen de baja/bajo donde el costo y la simplicidad son más que el rendimiento máximo
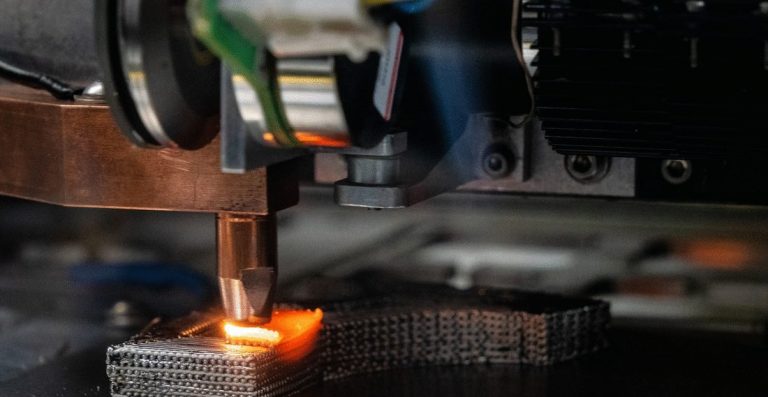
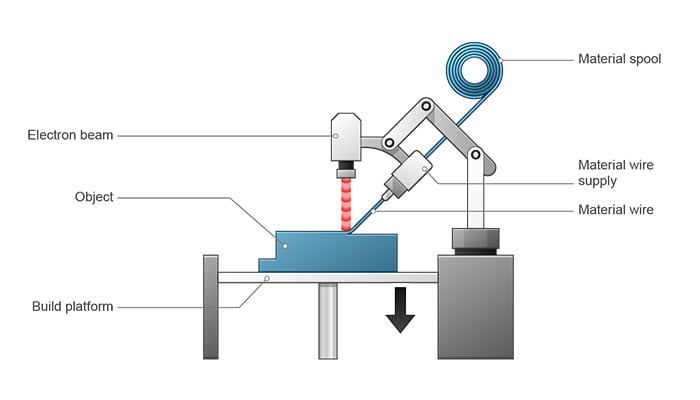
Deposición de energía dirigida (DED)
La deposición de energía dirigida (DED) utiliza una fuente de calor enfocada, típicamente un láser, un haz de electrones o un arco eléctrico/plasma, para crear una piscina de fusión en la pieza de trabajo mientras se alimenta el polvo o alambre de metal, construyendo material de material por cuenta. Debido a que el cabezal de impresión puede moverse libremente (a menudo en pórticos o robots de eje múltiple) y no está confinado por un lecho de polvo, DED es muy adecuado para reparar o agregar características a las piezas existentes y producir grandes componentes de forma neta.
Características de la deposición de energía dirigida (DED)
Propiedad
Deposición de energía dirigida
Fuente de energía
Láser enfocado, haz de electrones o arco eléctrico/plasma
Materiales utilizados
Rango de aleación similar a SLM; Los cables de soldadura estándar y muchos polvos soldables son utilizables
Velocidad de construcción
Comparable a (o debajo) Binder Jetting
Propiedades de piezas impresas
~ 95–99% de densidad (alimentos de alambre a menudo más altos que el polvo); soldadura como microestructura con propiedades direccionales; La resistencia a la tracción puede acercarse a un tratamiento térmico adecuado
Precisión dimensional
± 0.5–1.0 mm típico
Tamaño de construcción típico
Generalmente el más grande de los cuatro
Espesor de capa común
0.3–1.5 mm (cable) o 0.2–0.8 mm (polvo), dependiendo de la boquilla y la alimentación
Apoyo
Generalmente no requerido; voladizos manejados mediante planificación de ruta o accesorios temporales
Rugosidad de la superficie típica
RA> 20–40 µm
Costo por parte
$$ - $$$ (el equipo es costoso, pero la alta tasa de deposición reduce el costo de las grandes piezas/reparaciones)
Aplicaciones clave
Reparación/renovación, adicional de características, grandes componentes estructurales, en blanco de forma neta cercana para el mecanizado posterior
Materiales para impresión 3D de metal
Si bien los metales de ingeniería ampliamente utilizados, como los aceros inoxidables, el titanio y las aleaciones de aluminio están disponibles para la impresión 3D de metal, muchas otras aleaciones de alto rendimiento o personalizadas utilizadas en la fabricación convencional aún son más difíciles de obtener o calificar para AM. Debido a que los polvos imprimibles generalmente se atomizan para el gas para ser esféricos, de tamaño limitado y bajo en oxígeno, son costosos de hacer, disponibles en menos aleaciones y aún se producen con un rendimiento relativamente bajo. Dicho esto, el número de metales disponibles para la impresión 3D de metal está creciendo rápidamente. Los ingenieros pueden seleccionar hoy de aleaciones que incluyen sistemas de cromo basados en níquel y cobalto, materiales que son notoriamente difíciles de mecanizar tradicionalmente.
A continuación se presentan algunos ejemplos de metales AM comunes, con aceros inoxidables, titanio y aluminio todavía entre los más utilizados:
Aceros inoxidables
Aceros para herramientas
Aleaciones de titanio
Aleaciones de aluminio
Superalloys basados en níquel
Aleaciones de cromo de cobalto
Aleaciones a base de cobre
Metales preciosos (oro, plata, platino, etc.)
Metales exóticos (paladio, tantalio, etc.)
Impresión 3D de metal vs fabricación tradicional
Cuando solo necesita unas pocas piezas de metal complejas de alto rendimiento, los métodos basados en herramientas son lentos y costosos. La impresión 3D de metal evita las herramientas y hace que la geometría compleja sea directa. Para diseños simples o grandes cantidades, el mecanizado o la fundición de CNC suelen ser más barato y más rápido. A continuación se muestra una descripción general de cómo la impresión 3D de metal se compara con los procesos sustractivos (mecanizado CNC) y formativo (fundición) a través de aspectos clave.
Aspecto
Impresión 3D de metal
Mecanizado CNC
Fundición de metal
Libertad de diseño
Excelente para canales complejos/internos, redes, consolidación de piezas
Limitado por el acceso a la herramienta y la geometría de cortador
Bueno para formas externas orgánicas, pero necesita borrador/núcleos y luchas con canales completamente encerrados
Herramientas / configuración
Sin moldes ni herramientas de corte; Configuración de corte/soporte solamente
Sin moldes, pero se necesitan fijación y programación de cámara
Requiere moldes/diarios/núcleos; alto tiempo y costo
Tiempo de entrega (prototipo)
Horario a los días
Días (programación + mecanizado)
Semanas - meses (construcción de herramientas)
Costo unitario frente a volumen
Plano/alto por parte; escamas mal a alto volumen
Disminuye con el volumen, pero cada parte aún necesita tiempo de máquina.
Muy bajo a alto volumen; Excelentes economías de escala después de las herramientas
Precisión dimensional
Moderado; Efectos de contracción/térmicos, dependiente del proceso (± 0.1–0.3 mm típico para PBF).
Alto; ± 0.01–0.05 mm común en características de precisión
Moderado; ± 0.1–0.5 mm típico (inversión
Acabado superficial (hecho)
Más áspero (ra ~ 5–20+µm); Terminar a menudo requerido
Bien - EXCELENTE
Justo Por lo general, necesita mecanizado/pulido
Propiedades mecánicas
Puede acercarse a la resistencia a la mano después de la HT/cadera adecuada, pero la fatiga a menudo menor debido a la porosidad y la superficie; Alivio del estrés/cadera recomendada
Utiliza stock forjado → Predecible y alto rendimiento mecánico
Microestructura fundida; Las propiedades de tracción y fatiga generalmente por debajo de la búsqueda, pero se pueden mejorar con el tratamiento térmico (y a veces la cadera)
Tamaño parcial
Limitado por la cámara de construcción (excepto DED)
Limitado por el sobre de la máquina; Existen grandes molinos
Muy grandes partes factibles (fundición de arena, fundición de inversión)
Rango de material
Creciendo pero aún menos aleaciones calificadas
Casi cualquier metal maquinable
Muy amplio; la mayoría de las aleaciones que se pueden lanzar, aunque algunas son difíciles
Eficiencia de desechos / materiales
Bajo; polvo no utilizado a menudo reciclado
Residuos altos de chips (a menos que se reciclen por separado)
Residuos moderados (chatarra de activación/elevador)
Procesamiento post
La extracción de soporte, tratamiento térmico, cadera, mecanizado para tolerancia
Desacuerdo, posible tratamiento térmico, acabado
Fettling, tratamiento térmico, mecanizado a la tolerancia final
Los mejores casos de uso
Complejo, bajo volumen, piezas de alto valor; iteración rápida; canales internos/redes
Piezas de precisión con tolerancias estrechas, volúmenes moderados
Alto volumen o piezas muy grandes donde el costo de las herramientas se puede amortizar
Elija la impresión de metal sobre la fabricación tradicional
1.Geometry impulsa el rendimiento
Los canales internos, el relleno de red, las rutas de enfriamiento conformes y los conjuntos consolidados de una pieza son difíciles o imposibles de mecanizar o fundir.
2. Bajas cantidades
Si solo necesita 1–50 piezas, como prototipos, ejecuciones piloto o repuestos, los métodos basados en herramientas rara vez dan sus frutos. La fabricación aditiva evita mohos y troqueles, manteniendo el costo unitario relativamente plano y razonable a volúmenes muy bajos.
3. Iteración de diseño rápido
Simplemente actualice el archivo CAD, vuelva a cortar e imprima, sin nuevos accesorios o moldes. CNC se puede reprogramarse, pero a menudo aún necesita cambios en los accesorios/herramientas, mientras que el lanzamiento casi siempre exige herramientas nuevas o modificadas.
4.El tiempo de entrega es más importante que el costo unitario
Una parte de metal compleja a menudo se puede imprimir en unos pocos días, mucho más rápido que las 6 a 8 semanas necesarias para construir y probar herramientas de fundición. Para situaciones de AOG (aeronaves en el suelo) o herramientas urgentes, la velocidad triunfa por precio.
5. Difícil de las aleaciones de la máquina
Inconel, CO CR y otras superalloys son costosos de cortar: son difíciles, se endurecen rápidamente y destruyen herramientas. La impresión 3D de metal omite la mayoría de los cortes, evitando problemas de desgaste de herramientas y calor. Los procesos de alta energía como SLM o EBM pueden incluso construir componentes a partir de metales de punto de fusión ultra altos, como el tungsteno (3422 ° C) que son casi imposibles de mecanizar de manera eficiente.
6. Minimizar los desechos de material (relación de compra a mosca)
El mecanizado tradicional puede desechar del 80-90% de un tocho aeroespacial. Con la cama de polvo AM, la mayoría de los polvos no utilizados se pueden tamizar y reutilizar, por lo que está mucho más cerca de la forma de red cercana; Por ejemplo, un soporte de titanio podría necesitar solo ~ 1.2 × su masa final en lugar de ~ 6 ×.
7. Producción a pedido o en el sitio
Impresión de repuestos donde los usa Inventario y logística de corte. Una plataforma en alta mar puede imprimir un mango de válvula de acero inoxidable personalizado en el sitio en lugar de esperar semanas para un reemplazo mecanizado.
8. Reparar o agregar características a las piezas existentes
Las reconstrucciones de deposición de energía dirigida usan puntas de cuchilla de turbina o agrega jefes a una vivienda costosa. Después de la deposición, el acabado de CNC restaura los perfiles exactos, a menudo más baratos que la remanufactura de toda la parte.
9. Optimización de topología y peso ligero
AM le permite realizar geometrías orgánicas y optimizadas que eliminan la masa sin carga. Una bisagra aeroespacial rediseñada con relleno de celosía puede reducir el peso en aproximadamente un 40% mientras mantiene la resistencia, un resultado poco práctico para el molino o el fundido.
10. Consolidación de ensamblaje
Imprima una parte integrada en lugar de mecanizar y atornillar muchas piezas. Por ejemplo, un colector hidráulico de 12 piezas con múltiples rutas de fuga puede convertirse en un solo bloque impreso con canales internos. Esto significa menos sujetadores, menos juntas, menos tiempo de ensamblaje y mayor confiabilidad.
11. Materiales personalizados o graduados
¿Necesita una aleación de nicho o diferentes propiedades en diferentes zonas? Algunos sistemas AM (especialmente DED) pueden cambiar de polvos o cables durante la compilación para crear gradientes de composición. Los equipos de investigación imprimen implantes TI -NB con regiones más suaves para la integración ósea y secciones más rígidas para el rodamiento de carga, todo en una construcción.
El costo de la impresión 3D de metal
La impresión 3D de metal es generalmente más costosa que el plástico porque los costos son más altos en tres áreas: equipos, materiales y operaciones posteriores al procesamiento. Las secciones a continuación discuten cada una en detalle.
Costo de equipo
Las impresoras de metal son mucho más complejas: láseres de alta potencia o vigas de electrones, gases inertes o cámaras de vacío, sistemas de escaneo múltiple láser, óptica de precisión y entrega de polvo controlado, todo mucho más caro que FDM o máquinas de fotopolímeros. Rangos de precios típicos por tecnología:
SLM / DMLS (fusión láser en la cama en polvo): $ 300,000– $ 2,000,000+
Deposición de energía dirigida (DED): $ 200,000– $ 1,000,000+
Metal Binder Jetting (Unidades de debate/sinter de la impresora más): $ 300,000– $ 800,000+
Metal FDM / Filament Material Extrusion (impresora más unidades de debate / sinter): $ 100,000– $ 200,000
Costo de material
Los materiales de impresión 3D de metal también cuestan más que los plásticos típicos. Entre las materias primas de metal, el polvo atomizado es el más caro porque debe producirse con alta esfericidad, un rango estrecho del tamaño de partículas y un contenido de oxígeno muy bajo. El alambre para DED suele ser más barato que el polvo, mientras que el filamento metálico unido a polímero (usado en Metal FDM) es aún más barato.
Polvo atomizado (SLM, Binder Jetting): aproximadamente $ 100– $ 600 por kg, dependiendo de la aleación (acero inoxidable en el extremo inferior, Ti/Ni en el extremo superior)
Cable (ded): aproximadamente $ 20– $ 80 por kg; El DED alimentado en polvo está más cerca de los precios de la cama en polvo
Filamento de metal unido a polímero (FDM de metal): aproximadamente $ 50– $ 150 por kg
Postprocesamiento
La eliminación de soporte, los ciclos de alivio del estrés, la cadera, el acabado de CNC y los tratamientos superficiales pueden agregar cientos o incluso miles de dólares por construcción o por parte. Binder Jetting y Metal FDM también requieren desbloqueo y sinterización, que agregan tiempo y costo del horno.
La siguiente tabla es un desglose de los contribuyentes típicos de costos DMLS/SLM. Tenga en cuenta cómo el procesamiento posterior constituye una participación significativa del total.
Paso de producción
Operación
Costo típico*
Fabricación
Polvo de metal
$ 200– $ 500 por kg (dependiente del material)
Tiempo de la máquina (una placa de construcción)
$ 2,000– $ 4,000
Procesamiento post
Ciclo de alivio del estrés
$ 500– $ 600 por compilación
La eliminación de parte/soporte
$ 100– $ 200 por parte
Tratamiento térmico / cadera
$ 500– $ 2,500 por compilación
Mecanizado CNC
$ 500– $ 2,000 por parte
Acabado de superficie / recubrimiento
$ 200 - $ 500 por parte
* Los números reales varían con la geometría, el tamaño del lote, el material, la región y cómo la tienda asigna la sobrecarga. Una sola placa de construcción puede contener 1–12 piezas (o más) dependiendo del tamaño de la pieza.
Además, el gas inerte consumible, el horno y la potencia del láser, el tamizado y las pruebas de polvo, las medidas de seguridad de explosión/oxidación de polvo y el mantenimiento continuo y la calibración hacen que el costo operativo de la impresión 3D de metal sea significativamente más alto que el de la impresión de plástico.
Conclusión
El potencial de la impresión 3D de metal va mucho más allá de los usos médicos y aeroespaciales de hoy. A medida que más aleaciones, máquinas más inteligentes y un procesamiento posterior más fácil se encuentran en línea, las empresas de muchos sectores la usarán para validar el rendimiento del mundo real y reducir los costos en piezas metálicas personalizadas y complejas. Si está pensando en expandir sus capacidades con Metal AM,ponerse en contacto. Our team can help you decide when and how it makes sense.