El niquelado electrolítico se originó a mediados del siglo XX. En 1944, el Dr. Abner Brenner y Grace E. Riddell, mientras investigaban galvanoplastia tradicional , descubrió accidentalmente un método para depositar níquel sobre superficies metálicas sin el uso de corriente eléctrica. Este avance condujo al desarrollo del niquelado no electrolítico. Desde entonces, la tecnología ha evolucionado continuamente y sus aplicaciones se han ampliado, desde la electrónica y la aeroespacial hasta las industrias del petróleo y el gas, la automoción y la defensa. En este artículo, exploraremos cómo funciona el niquelado no electrolítico, sus ventajas, propiedades, aplicaciones y más.
¿Qué es el niquelado no electrolítico?
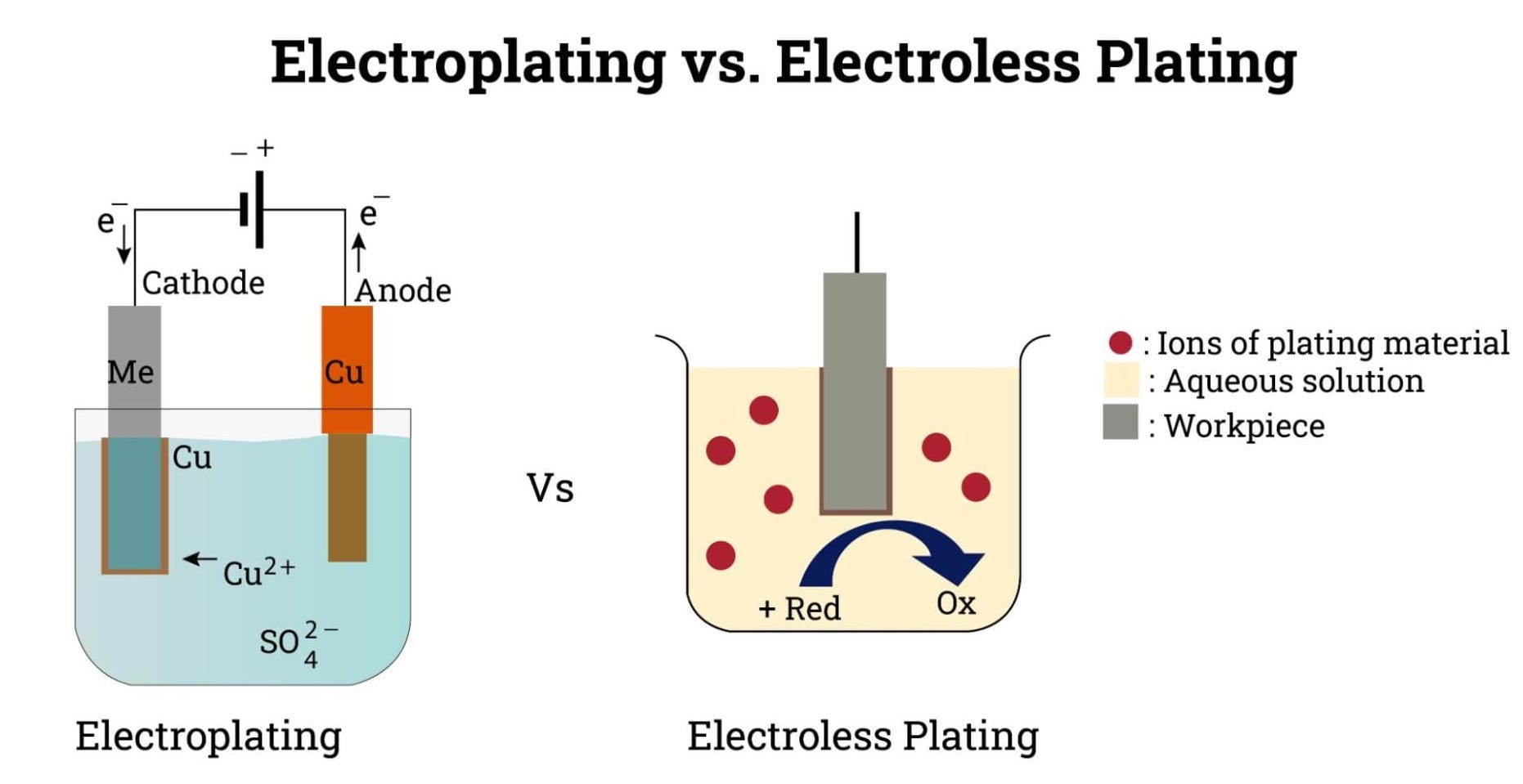
El niquelado electrolítico (ENP) es un proceso químico autocatalítico que deposita una capa uniforme de aleación de níquel sobre un sustrato sólido, como metal o plástico, sin necesidad de una corriente eléctrica externa. A diferencia de la galvanoplastia tradicional, que requiere electricidad para reducir los iones metálicos sobre un sustrato, la galvanoplastia no electrolítica se basa en un agente químico reductor (el hipofosfito de sodio) para facilitar la deposición de níquel.
Este proceso da como resultado un espesor de recubrimiento constante y uniforme, incluso en geometrías complejas y superficies internas de difícil acceso, como ranuras, orificios e interiores de tubos. La capa de níquel depositada mejora las propiedades de la superficie del sustrato proporcionando resistencia a la corrosión, dureza, resistencia al desgaste y, a veces, propiedades magnéticas o lubricidad mejoradas. Por lo general, no requiere más acabado superficial, mecanizado o pulido después del recubrimiento.
Niquelado no electrolítico frente a galvanoplastia de níquel: ventajas clave
Si bien el níquel electrolítico se utiliza comúnmente por su rentabilidad e idoneidad en la producción de gran volumen, el niquelado electrolítico a menudo se prefiere en ciertas aplicaciones por sus ventajas únicas.
Espesor de recubrimiento uniforme
Una característica de gran importancia en todas las aplicaciones de ENP es la capacidad de producir un recubrimiento con un espesor muy uniforme, incluso en piezas complejas con dimensiones críticas, como válvulas de bola y componentes roscados. Debido a la naturaleza autocatalítica del proceso, no hay áreas de alta o baja corriente que puedan causar un recubrimiento excesivo o insuficiente en regiones críticas. El espesor se puede controlar estrictamente para garantizar tasas de deposición iguales en toda la superficie del componente. Además, la superficie lisa y consistente de los recubrimientos ENP reduce la fricción.
Resistencia superior a la corrosión
El niquelado electrolítico es menos poroso que el níquel galvanizado. Los recubrimientos ENP con alto contenido de fósforo, en particular, exhiben una estructura amorfa que reduce las vías de penetración de sustancias corrosivas. Esto crea una barrera uniforme y densa, lo que mejora significativamente la resistencia a la corrosión, lo que lo convierte en la opción ideal para entornos químicos y marinos hostiles.
No hay necesidad de conductividad eléctrica ni equipo adicional
Este método de revestimiento no requiere que el sustrato sea conductor de electricidad ni esté tratado para ser conductor. También elimina la necesidad de fuentes de alimentación, ánodos y accesorios complejos. Con requisitos mínimos de equipo, el revestimiento no electrolítico reduce significativamente los costos de instalación y reduce los riesgos de seguridad.
Dureza adicional y resistencia al desgaste
Los depósitos de ENP se pueden tratar con calor para alcanzar aproximadamente el 90% de la misma dureza que el cromo. Los recubrimientos EN con bajo contenido de fósforo miden hasta 63 en la escala Rockwell (Rc) tal como están recubiertos. En comparación, los depósitos de níquel brillante tipo II creados con revestimiento electrolítico tienen una dureza de 50+ Rc.
¿Cómo funciona el niquelado no electrolítico?
Paso 1: preparación de la superficie
a. Limpieza y Desengrase
Primero, la superficie de la pieza se inspecciona y limpia minuciosamente para eliminar contaminantes como aceites, grasas u óxidos, para garantizar una buena adhesión de la capa de níquel.
b. Activación (para sustratos no metálicos o metales pasivos)
Los materiales no metálicos (como los plásticos y la cerámica) carecen inherentemente de actividad catalítica, mientras que los metales pasivos (como el acero inoxidable y el aluminio) tienden a formar óxido denso o capas pasivas en sus superficies, lo que dificulta la adhesión del recubrimiento y la reducción de los iones de níquel. Por lo general, las piezas fabricadas con estos materiales deben sumergirse en un baño químico para activar la superficie, mejorando la adhesión y la uniformidad del niquelado no electrolítico.
Vale la pena señalar que para los metales activos, como el acero al carbono y el cobre, normalmente no es necesario un paso de activación específico. Después de los pasos de pretratamiento estándar, como la limpieza y el grabado ácido, la superficie del sustrato es lo suficientemente activa como para proceder directamente con el niquelado no electrolítico.
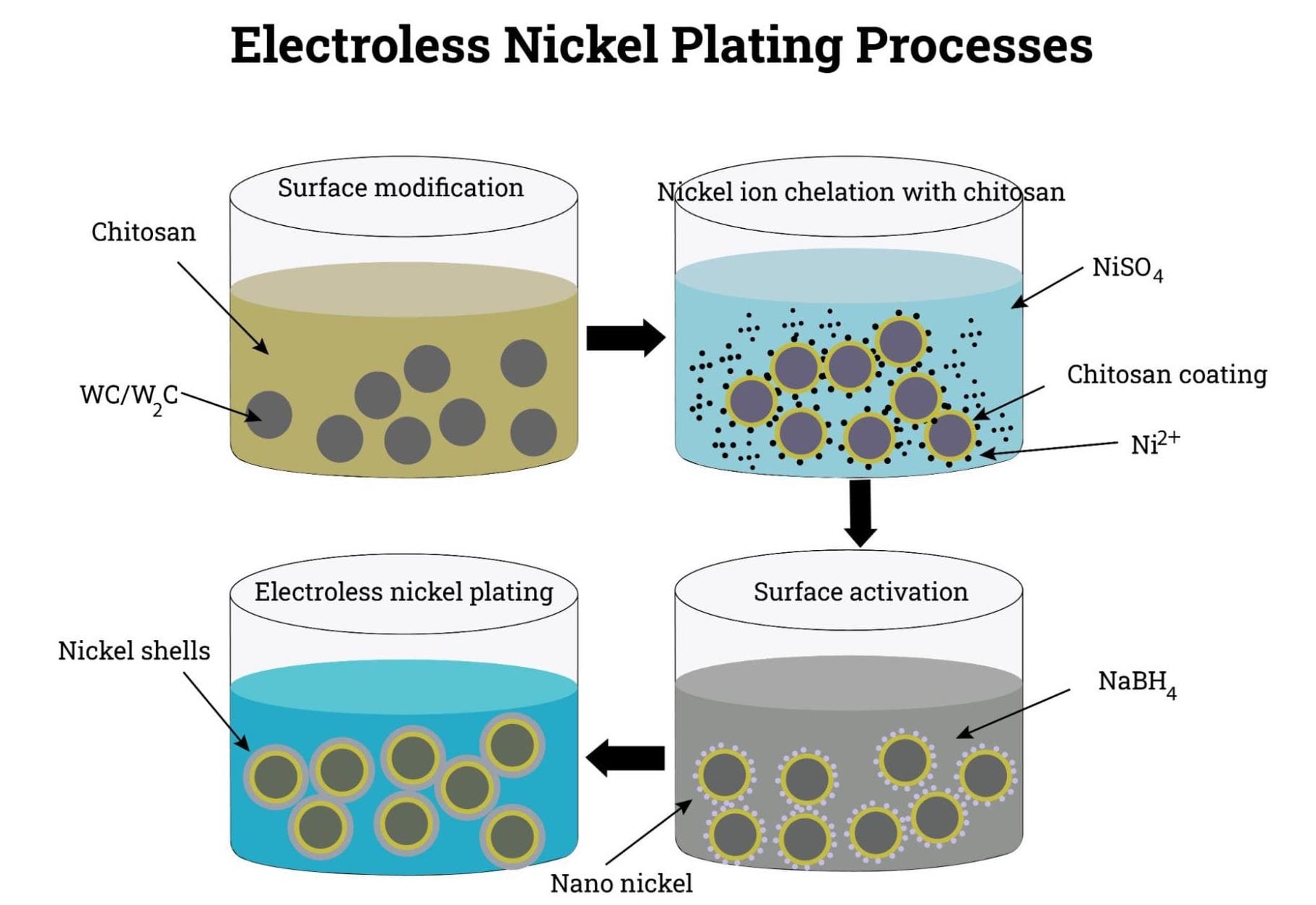
Paso 2: proceso de reacción autocatalítica
El componente central de este proceso es la solución de revestimiento. El baño de revestimiento contiene varios elementos clave:
Fuente de níquel: Provides nickel ions, typically sourced from nickel sulfate or nickel chloride.
Agente reductor: Commonly sodium hypophosphite, although sodium borohydride and DMAB (dimethylamine borane) are also used, which reduce nickel ions to metallic nickel.
Agentes complejantes: Bind with nickel ions to keep them in solution and control the deposition rate, examples include lactic acid and acetic acid.
Tampones: Maintain the desired pH level of the solution, such as acetic acid or sodium acetate.
Estabilizadores: Prevent unwanted decomposition of the bath, typically trace amounts of compounds like lead or sulfur.
Para ilustrar mejor este proceso, utilizamos hipofosfito de sodio (NaH2PO2) como agente reductor y examinamos las principales reacciones químicas que ocurren dentro de la solución.
Oxidación del hipofosfito de sodio
H2PO2-+ H2O → H2PO3-+ 2H++2e−
Reducción de iones de níquel
Ni2++2e−→Ni
Reacción general
Ni2++ 2H2PO2-+ 2H2O → Ni + 2H2PO3-+ 2H+
Principales reacciones químicas durante el niquelado no electrolítico.
Puntos clave:
Una vez depositada una capa inicial de níquel, actúa como catalizador de la reacción, lo que permite una deposición continua sin necesidad de electricidad externa.
Parte del fósforo de los iones de hipofosfito se deposita conjuntamente con el níquel, lo que da como resultado una aleación de níquel-fósforo. El contenido de fósforo afecta las propiedades del recubrimiento, como la dureza y la resistencia a la corrosión.
Los recubrimientos de níquel químico generalmente se clasifican según el contenido de fósforo en fósforo bajo (2 ~ 5 % P), fósforo medio (6 ~ 9 % P) y alto fósforo (10 ~ 13 % P). En la siguiente sección, exploraremos en detalle cómo los diferentes niveles de fósforo afectan las propiedades de la capa de níquel químico.
Paso 3: procesos posteriores al revestimiento
Una vez que se logra el espesor deseado del níquel depositado, las piezas se enjuagan y secan minuciosamente. Por lo general, se tratan térmicamente para mejorar aún más la dureza, fortalecer la unión entre el recubrimiento y el sustrato y reducir las tensiones internas dentro del recubrimiento.
Propiedades de depósito del niquelado no electrolítico
En secciones anteriores, aprendimos que el contenido de fósforo y el tratamiento térmico influyen en las propiedades de los recubrimientos de níquel químico, con la lógica subyacente de que impactan la estructura del recubrimiento. A continuación, exploraremos cómo estos factores afectan propiedades específicas, lo cual es esencial para seleccionar el tipo correcto de niquelado químico para aplicaciones y requisitos de rendimiento específicos.
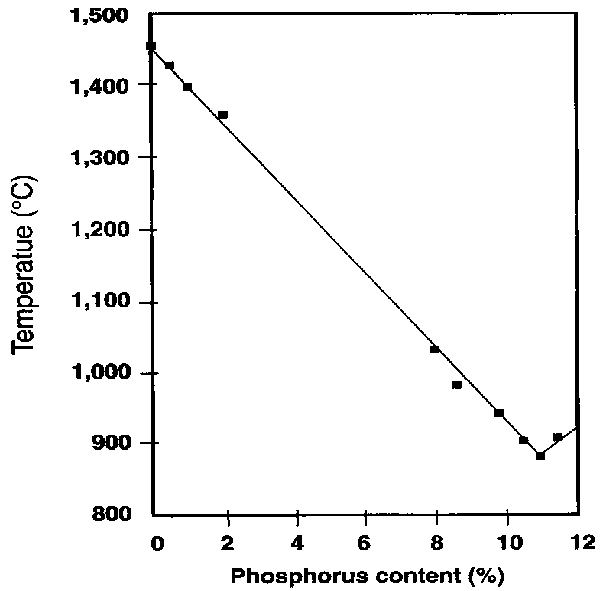
Punto de fusión
El níquel electrolítico no posee la resistencia a altas temperaturas del níquel puro. Agregar fósforo al níquel reduce el punto de fusión de la aleación casi linealmente. Por ejemplo, el níquel puro tiene un punto de fusión de aproximadamente 1455°C, y agregar alrededor del 11% de fósforo lo reduce a aproximadamente 880°C, que es el punto eutéctico del sistema níquel-fósforo. Esta importante reducción del punto de fusión limita el uso de níquel no electrolítico en entornos de alta temperatura.
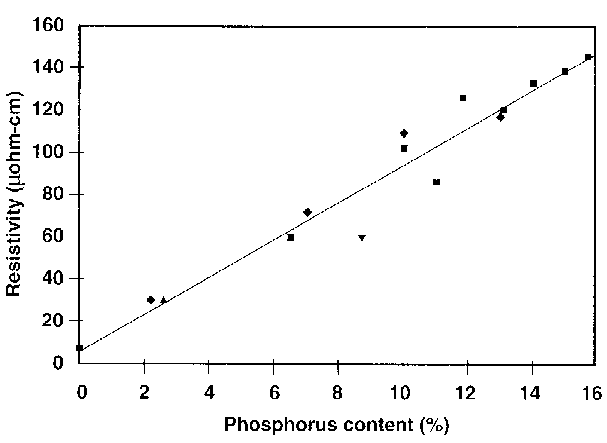
Propiedades eléctricas
Los depósitos de EN son moderadamente conductores, pero su conductividad disminuye a medida que aumenta el contenido de fósforo. La codeposición de fósforo altera la red cristalina del níquel, dando lugar a la formación de una estructura cristalina amorfa o fina. Este cambio estructural aumenta la dispersión de electrones y aumenta la resistividad.
Los recubrimientos con alto contenido de fósforo generalmente exhiben una resistividad entre 50 y 200 micro ohmios/cm, lo que ofrece un equilibrio de aislamiento y conductividad que es beneficioso para aplicaciones como contactos, interruptores y tuberías de intercambiadores de calor. El tratamiento térmico puede modificar aún más estas propiedades. La resistividad comienza a disminuir alrededor de los 150 °C, y la reducción más significativa se produce entre 260 °C y 280 °C debido a los cambios estructurales provocados por la precipitación del fosfuro de níquel.
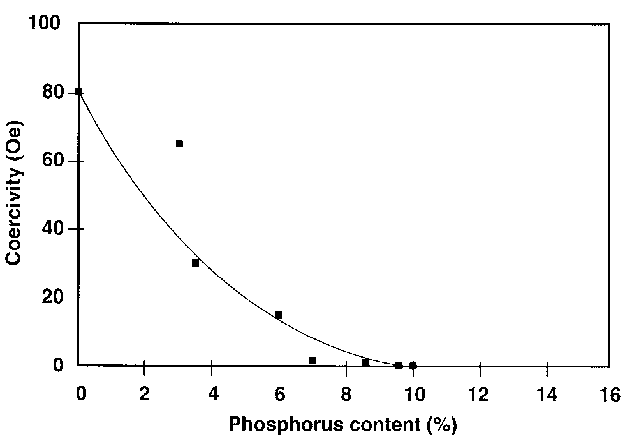
Propiedades magnéticas
El ferromagnetismo del níquel puro disminuye significativamente al aumentar el contenido de fósforo. Los depósitos de ENP con más del 10,5% de fósforo suelen ser no magnéticos, una propiedad que permite uno de los usos principales de los recubrimientos de níquel químico con alto contenido de fósforo: como capa base para recubrimientos magnéticos en la producción de discos de memoria. Este estado no magnético se conserva incluso después de un tratamiento térmico breve a 260°C. Sin embargo, los tratamientos térmicos prolongados o a temperaturas más altas pueden provocar la precipitación de fosfuro de níquel, lo que aumenta las propiedades ferromagnéticas.
Propiedades Térmicas (Coeficiente de Expansión Térmica, CTE)
El coeficiente de expansión térmica (CTE) de los recubrimientos ENP generalmente oscila entre 11,1 y 22,3 µm/m°C. Los recubrimientos con bajo contenido de fósforo tienen un CTE más alto, cercano o incluso superior al del níquel puro, mientras que los recubrimientos con alto contenido de fósforo exhiben un CTE significativamente más bajo. Seleccionar el CTE adecuado para que coincida con el sustrato es esencial para garantizar la integridad estructural, prolongar la vida útil de los componentes y reducir el riesgo de agrietamiento o desprendimiento debido a las fluctuaciones de temperatura.
Resistencia a la corrosión
La resistencia a la corrosión es una de las principales razones por las que se utiliza ampliamente el niquelado químico. Sin embargo, el rendimiento de los diferentes tipos de recubrimientos de níquel químico varía según las condiciones ambientales. En ambientes fuertemente alcalinos y de alta temperatura, los recubrimientos con bajo contenido de fósforo ofrecen una mejor resistencia a la corrosión que los recubrimientos con alto contenido de fósforo. Por el contrario, los recubrimientos con alto contenido de fósforo brindan una resistencia superior a la corrosión en ambientes neutros o ácidos.
Dado que el niquelado químico actúa como una barrera en lugar de un recubrimiento de sacrificio, el espesor del recubrimiento y su baja porosidad son cruciales para su resistencia a la corrosión. Los recubrimientos más gruesos y con menor porosidad tienden a tener una mejor resistencia a la corrosión. Además, los recubrimientos con alto contenido de fósforo (más del 10 % de fósforo), debido a su estructura amorfa, tienen menos probabilidades de desarrollar poros y, por lo tanto, exhiben una mayor resistencia a la corrosión.
Es importante tener en cuenta que el tratamiento térmico puede provocar la formación de microfisuras, especialmente en recubrimientos con alto contenido de fósforo. Estas grietas pueden permitir que medios corrosivos penetren en el revestimiento, reduciendo su resistencia a la corrosión.
Solución cáustica
N02200 (Níquel 200)
ES Recubrimientos
Acero dulce
S31600 (316 acero inoxidable)
LP
diputado
caballos de fuerza
45 % NaOH + 5 % NaCl a 40 °C
2.5
0.3
0.3
0,8
35,6
6.4
45 % NaOH + 5 % NaCl a 140 °C
80.0
5.3
11.9
Fallido
Sin datos
27,9
NaOH al 35 % a 93 °C
5.1
5.3
17.8
13.2
94
52.0
NaOH al 50 % a 93 °C
5.1
6.1
4.8
9.4
533.4
83,8
73%NaOH a 120°C
5.1
2.3
7.4
Fallido
1448
332,7
Comparación de las velocidades de corrosión de recubrimientos de níquel químico en soluciones cáusticas con otros materiales comúnmente utilizados. Todas las tasas de corrosión en micrones/año, 100 días de exposición.
Dureza
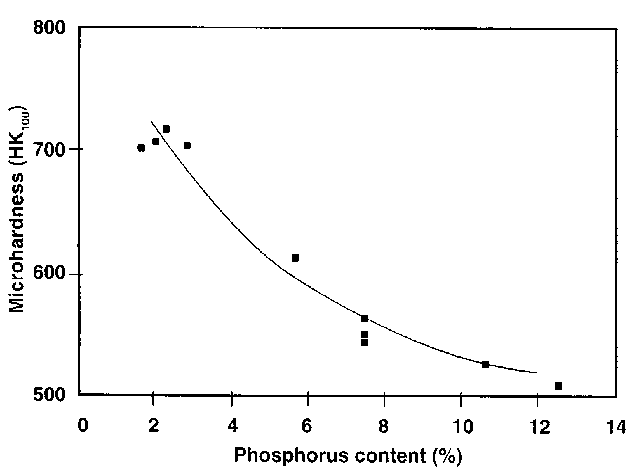
En el estado depositado, la dureza de los recubrimientos de níquel químico disminuye a medida que aumenta el contenido de fósforo. Los recubrimientos de níquel químico con bajo contenido de fósforo exhiben una mayor dureza en el estado depositado. Sin embargo, todos los recubrimientos de níquel químico son más duros que el níquel galvanizado. Por ejemplo, la dureza Vickers (HK100) de los recubrimientos de níquel químico suele oscilar entre 500 y 720, mientras que la dureza del níquel galvanizado está sólo entre 150 y 400 HK100.
Además, independientemente del contenido de fósforo, la dureza de todo tipo de recubrimientos aumenta significativamente después del tratamiento térmico, alcanzando aproximadamente 850 a 950 HK100. Este nivel de dureza se acerca o incluso iguala al del cromado, que es una de las razones por las que el niquelado químico está reemplazando gradualmente al cromado en aplicaciones que requieren alta dureza y resistencia al desgaste.
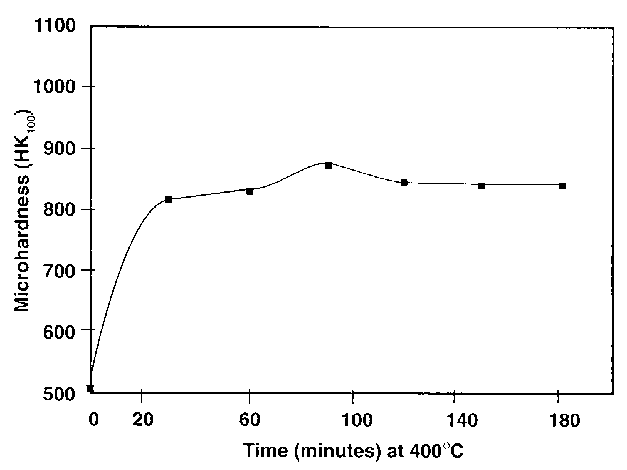
Comportamiento del tratamiento térmico de depósitos con alto contenido de fósforo.
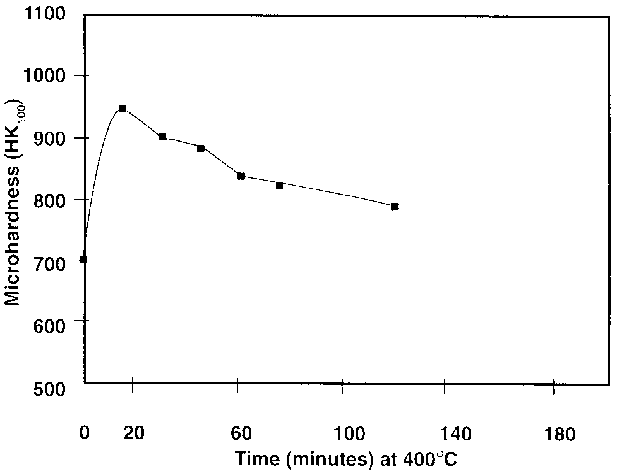
Comportamiento del tratamiento térmico de depósitos bajos en fósforo.
Sin embargo, el comportamiento del tratamiento térmico difiere significativamente entre los recubrimientos con alto y bajo contenido de fósforo. Como se muestra en la figura anterior, bajo un tratamiento térmico a 400 °C, los recubrimientos con bajo contenido de fósforo experimentan un rápido aumento de dureza en el corto período inicial. Sin embargo, con un tratamiento térmico prolongado, se produce recristalización y crecimiento del grano, lo que lleva a una disminución gradual de la dureza. Por lo tanto, los recubrimientos con bajo contenido de fósforo son más adecuados para tratamientos térmicos de corta duración y alta temperatura. Por el contrario, los recubrimientos con alto contenido de fósforo mantienen una dureza estable incluso después de un tratamiento térmico prolongado, lo que los hace ideales para tratamientos térmicos de larga duración.
La siguiente tabla muestra los tres métodos de tratamiento térmico recomendados para el niquelado químico para lograr la máxima dureza.
Contenido de fósforo (%)
Tratamiento térmico
2 - 5
1 hora a 400° - 425°C
6 - 9
1 hora a 375° - 400°C
10 - 13
1 hora a 375° - 400°C
Condiciones del tratamiento térmico para obtener la máxima dureza.
Resistencia al desgaste
Debido a su mayor dureza, los recubrimientos de níquel químico con bajo contenido de fósforo exhiben una mejor resistencia al desgaste en el estado depositado. Los recubrimientos con contenido medio de fósforo tienen una resistencia al desgaste ligeramente menor que los recubrimientos con bajo contenido de fósforo, y se ubican en un rango intermedio. Los recubrimientos con alto contenido de fósforo, con su estructura amorfa y menor dureza en el estado depositado, generalmente exhiben una resistencia al desgaste más débil.
Mientras que el tratamiento térmico mejora la resistencia al desgaste de todo tipo de recubrimientos, los recubrimientos con bajo contenido de fósforo destacan especialmente después del tratamiento térmico. Su resistencia al desgaste se acerca a la del cromo galvanizado y es superior a la de los recubrimientos con alto contenido de fósforo.
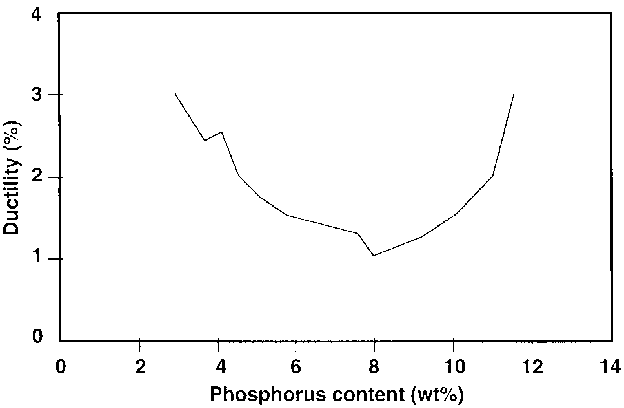
Ductilidad
El contenido de fósforo tiene un impacto mínimo sobre la ductilidad de los recubrimientos de níquel químico. Tanto los recubrimientos con bajo contenido de fósforo como los con alto contenido de fósforo tienen una ductilidad relativamente baja, con sólo ligeras diferencias entre ellos. El alargamiento de rotura suele ser sólo del 1% al 2,5% y la ductilidad de los recubrimientos de níquel químico disminuye aún más después del tratamiento térmico.
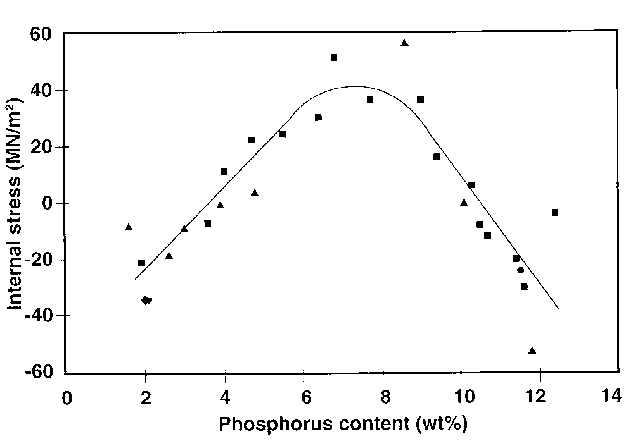
Estrés interno
La tensión interna se refiere a la tensión generada dentro del propio revestimiento, que influye en su estabilidad dimensional. La tensión de tracción hace que el depósito se contraiga, mientras que la tensión de compresión hace que se expanda, lo que puede provocar grietas o delaminación. La tensión interna en ENP se puede gestionar ajustando la composición, la temperatura y el pH del baño de revestimiento, así como optimizando los parámetros del proceso de revestimiento. Los recubrimientos con alto contenido de fósforo generalmente exhiben tensión de compresión en soluciones frescas, mientras que los recubrimientos con bajo contenido de fósforo permanecen bajo tensión de compresión tanto en baños nuevos como envejecidos. Sin embargo, los revestimientos con un contenido medio de fósforo tienden a presentar tensiones de tracción.
Soldabilidad, soldabilidad
Los recubrimientos EN se adhieren bien a la soldadura, lo que facilita conexiones fuertes y confiables entre componentes electrónicos y cables. Los recubrimientos EN con bajo contenido de fósforo, en particular, proporcionan una mejor adhesión de la soldadura debido a su superficie más lisa, lo que promueve uniones de soldadura más fuertes en comparación con los recubrimientos con alto contenido de fósforo.
Sin embargo, los recubrimientos EN no son adecuados para soldar. Las altas temperaturas involucradas en la soldadura pueden provocar oxidación o la formación de fases quebradizas dentro de la capa de níquel, lo que debilita la soldadura. Los recubrimientos con alto contenido de fósforo son particularmente propensos a la fragilidad en estas condiciones, mientras que los recubrimientos con bajo contenido de fósforo pueden ofrecer una mejor resistencia al calor, pero aún así no son adecuados para soldar debido a las temperaturas extremas involucradas.
Aplicaciones ventajosas del niquelado no electrolítico
El niquelado electrolítico se utiliza ampliamente en múltiples industrias por sus propiedades excepcionales, especialmente cuando los materiales tradicionales como el acero inoxidable no son rentables o factibles. Los fabricantes suelen elegir este enfoque de revestimiento para materiales alternativos como aleaciones de aluminio, acero al carbono o acero inoxidable de menor calidad, ya que normalmente requieren revestimientos protectores para cumplir con los estándares de rendimiento. A continuación se detallan industrias y piezas clave en las que el niquelado no electrolítico resulta más beneficioso:
Industria de servicios alimentarios
El niquelado electrolítico se utiliza ampliamente en la industria alimentaria para componentes que, aunque no están en contacto directo con los alimentos, exigen una alta resistencia a la corrosión y facilidad de mantenimiento. Las aplicaciones típicas incluyen rodamientos, rodillos, sistemas transportadores, sistemas hidráulicos y engranajes en maquinaria para procesamiento de carne, manipulación de granos, panaderías, equipos de comida rápida, cervecerías y procesamiento de aves.
Industria del petróleo y el gas
Las piezas del sector del petróleo y el gas suelen estar expuestas a entornos hostiles y corrosivos. El niquelado electrolítico proporciona una capa protectora duradera en componentes como válvulas, accesorios de bola y tapón, barriles y accesorios de tubería, ofreciendo una excelente resistencia a la corrosión y al desgaste para las rigurosas aplicaciones de esta industria.
Industria automotriz
El niquelado electrolítico mejora la durabilidad y el rendimiento de piezas automotrices esenciales, como amortiguadores, cilindros, pistones de freno y engranajes. El espesor uniforme del recubrimiento y la resistencia a la fricción mejoran la vida útil de los componentes y el rendimiento general del vehículo.
Industria aeroespacial
La precisión y la confiabilidad son cruciales en el sector aeroespacial, donde el niquelado no electrolítico se aplica a componentes como válvulas, pistones, bombas y piezas críticas de cohetes. Su deposición uniforme garantiza un espesor de recubrimiento constante en formas complejas, lo que mejora la durabilidad y la confiabilidad en condiciones extremas.
Industria de procesamiento químico
La exposición constante a productos químicos agresivos en esta industria requiere una protección duradera para piezas como bombas, paletas mezcladoras, intercambiadores de calor y unidades de filtrado. El niquelado electrolítico mejora significativamente la resistencia a la corrosión, mantiene la integridad del equipo y reduce el tiempo de inactividad por mantenimiento.
Fabricación de plásticos y textiles
En los sectores de plásticos y textiles, componentes como moldes, matrices, hileras y extrusoras se benefician de la resistencia al desgaste y el acabado suave del niquelado no electrolítico. El recubrimiento reduce la fricción, extiende la vida útil de las piezas, garantiza una calidad constante del producto y minimiza el tiempo de inactividad del equipo.
Solicite piezas con niquelado electrolítico
El niquelado electrolítico se destaca como una solución de recubrimiento confiable y altamente adaptable que brinda protección, durabilidad y uniformidad a una amplia gama de aplicaciones industriales. Su combinación única de resistencia a la corrosión, protección contra el desgaste y espesor de recubrimiento constante incluso en las superficies más complejas lo posiciona como una alternativa avanzada a la galvanoplastia tradicional en ciertas aplicaciones.