El diseño juega un papel fundamental en el mecanizado CNC, ya que sienta las bases de todo el proceso de fabricación. Como es sabido, el mecanizado CNC utiliza máquinas controladas por computadora para eliminar con precisión el material de una pieza de trabajo. El proceso es muy versátil, repetible y preciso; además, es compatible con una amplia gama de materiales, desde espuma y plástico hasta madera y metal.
Lograr estas capacidades depende en gran medida del diseño del mecanizado CNC. Un diseño eficaz no sólo garantiza la calidad de la pieza, sino que también ahorra los costos de producción y el tiempo asociados con las piezas mecanizadas por CNC.
En esta guía, analizaremos las restricciones de diseño y proporcionaremos reglas de diseño prácticas y valores recomendados para las características más comunes que se encuentran en el mecanizado CNC. Estas pautas le ayudarán a lograr los mejores resultados para sus piezas.
Restricciones de diseño para el mecanizado CNC
Para diseñar correctamente piezas para el mecanizado CNC, primero debemos tener una comprensión clara de las diversas restricciones de diseño inherentes al proceso. Estas restricciones surgen naturalmente de la mecánica del proceso de corte y se refieren principalmente a los siguientes aspectos:
Geometría de la herramienta
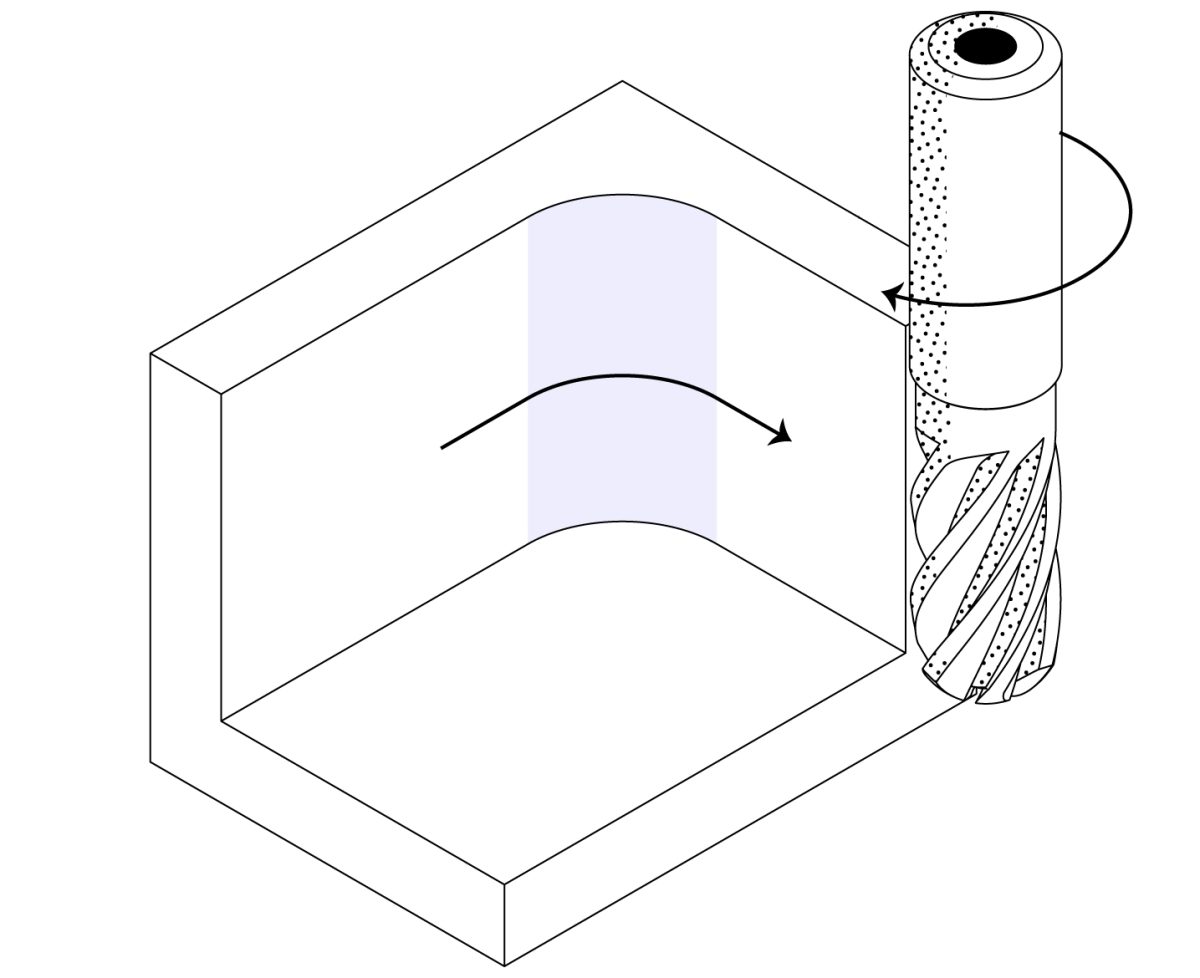
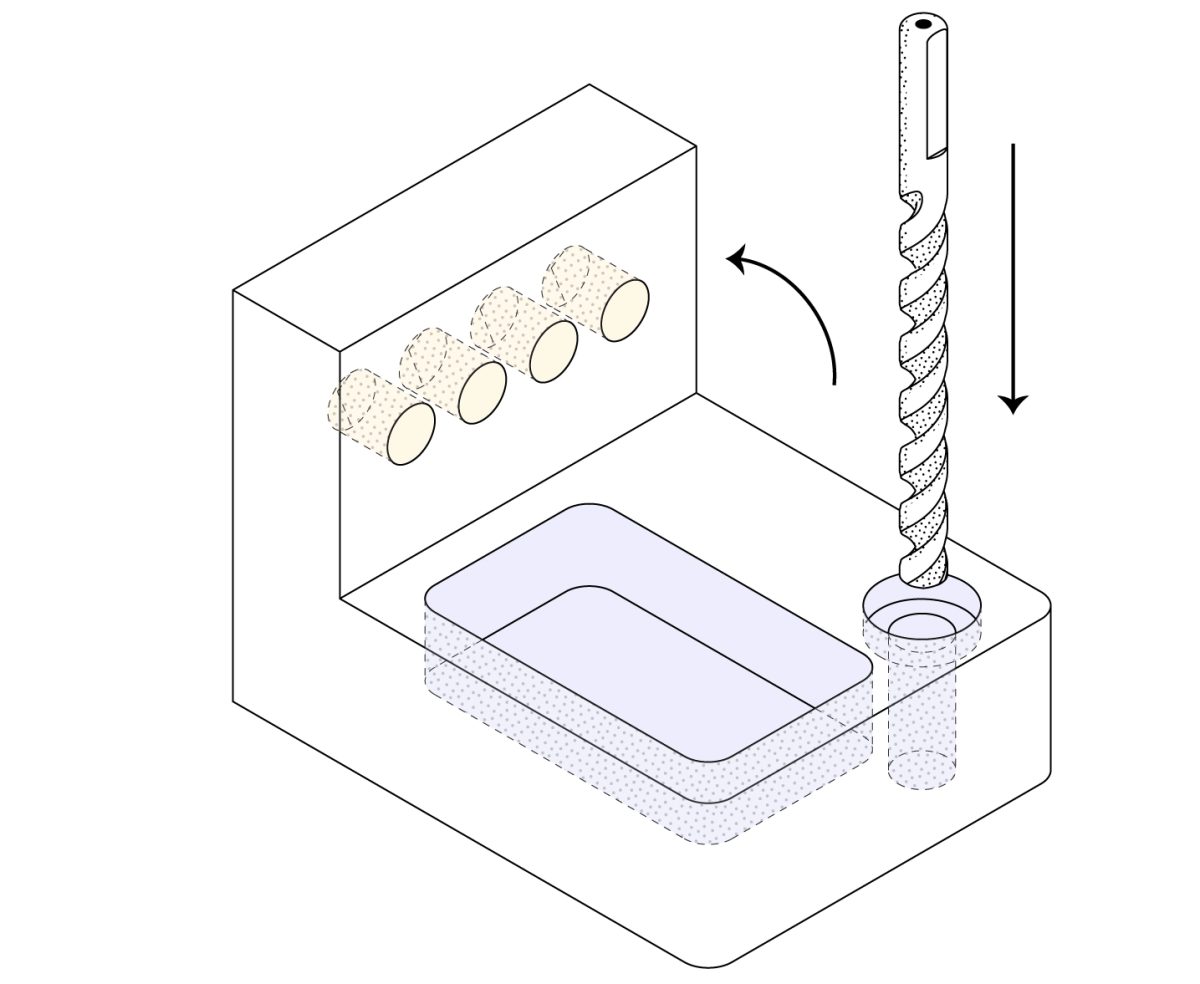
La mayoría de las herramientas de corte de mecanizado CNC tienen forma cilíndrica y una longitud de corte limitada. Al retirar material de una pieza de trabajo, estas herramientas de corte transfieren su geometría a la pieza. Esto significa que las esquinas internas de una pieza CNC siempre tendrán un radio, sin importar cuán pequeña sea la herramienta de corte. Además, la longitud de la herramienta limita la profundidad máxima que se puede mecanizar. Las herramientas más largas generalmente tienen una rigidez reducida, lo que puede provocar vibraciones o deformaciones.
Acceso a herramientas
Para eliminar material, la herramienta de corte debe acercarse directamente a la pieza de trabajo. Las superficies o características a las que no se puede llegar con una herramienta de corte no se pueden mecanizar mediante CNC. Por ejemplo, las estructuras internas complejas, especialmente cuando hay múltiples ángulos o características dentro de una pieza que están bloqueadas por otra característica o cuando hay una gran relación de profundidad a ancho, pueden dificultar que la herramienta alcance ciertas áreas. Las máquinas CNC de cinco ejes pueden aliviar algunas de estas limitaciones de acceso a las herramientas girando e inclinando la pieza de trabajo, pero no pueden eliminar por completo todas las restricciones, especialmente problemas como la vibración de la herramienta.
Rigidez de la herramienta
Al igual que la pieza de trabajo, la herramienta de corte puede deformarse o vibrar durante el mecanizado. Esto puede resultar en tolerancias más flexibles, mayor rugosidad de la superficie e incluso rotura de herramientas durante el proceso de fabricación. Este problema se vuelve más pronunciado cuando aumenta la relación entre la longitud de la herramienta y su diámetro o cuando se cortan materiales de alta dureza.
Rigidez de la pieza de trabajo
Debido a la importante cantidad de calor generada durante el proceso de mecanizado y las fuertes fuerzas de corte involucradas, los materiales con baja rigidez (como ciertos plásticos o metales blandos) y estructuras de paredes delgadas son propensos a deformarse durante el mecanizado.
sujeción de piezas
La geometría de una pieza determina cómo se sujetará en la máquina CNC y la cantidad de configuraciones necesarias. Las piezas de trabajo complejas o de forma irregular pueden resultar difíciles de sujetar y pueden requerir fijaciones especiales, lo que puede aumentar los costes y el tiempo de mecanizado. Además, al reposicionar manualmente los elementos de sujeción, existe el riesgo de introducir errores de posición pequeños pero no despreciables.
Directrices de diseño de mecanizado CNC
Ahora es el momento de traducir esas restricciones en reglas de diseño viables. No existe un estándar universalmente aceptado en el mundo del mecanizado CNC, principalmente porque la industria y las máquinas utilizadas están en constante evolución. Sin embargo, las prácticas de procesamiento a largo plazo han acumulado suficiente experiencia y datos. Las siguientes pautas resumen los valores recomendados y factibles para las características más comunes de las piezas mecanizadas por CNC.
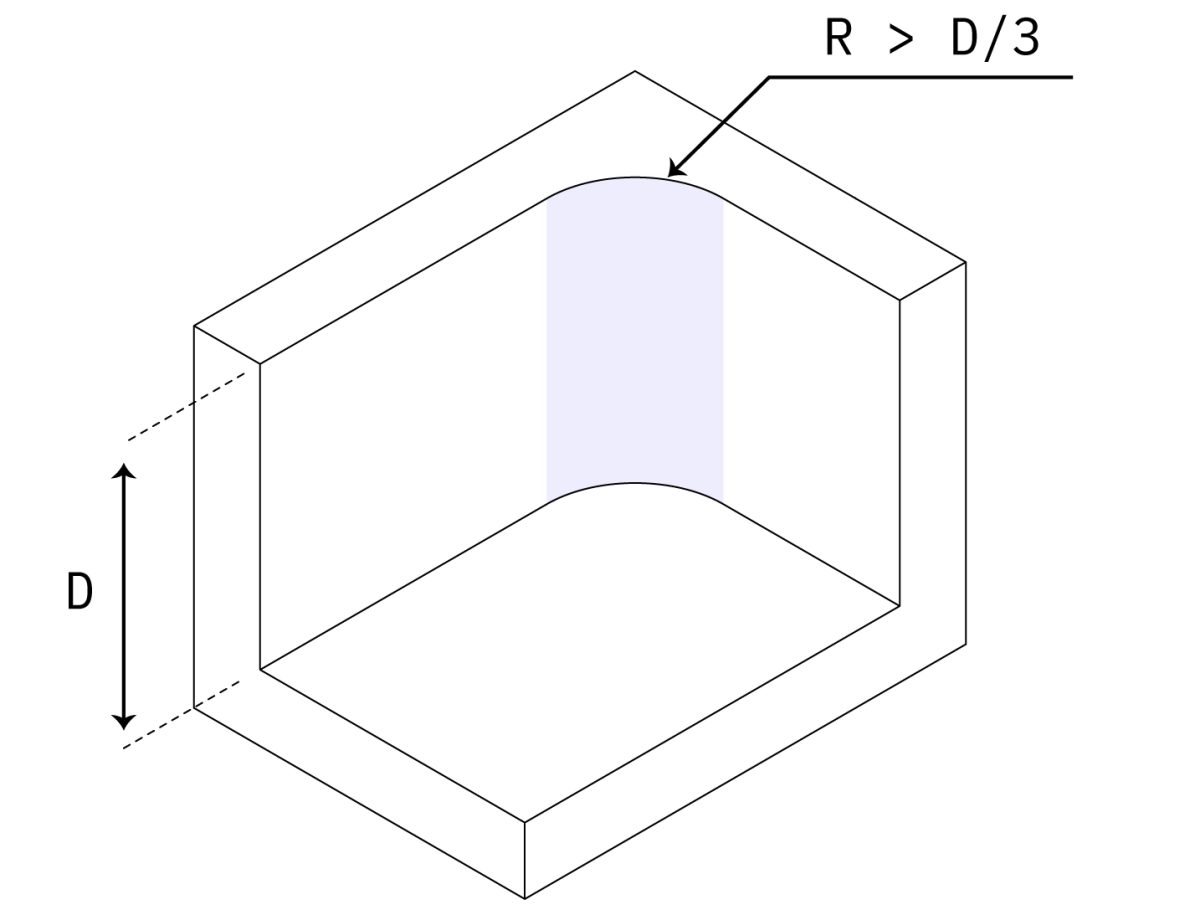
Bordes internos
Radio de esquina vertical recomendado: ⅓ veces la profundidad de la cavidad (o mayor)
Generalmente es aconsejable evitar las esquinas internas afiladas. La mayoría de las herramientas CNC son cilíndricas, lo que dificulta lograr ángulos internos agudos. El uso de los radios de esquina internos recomendados permite que la herramienta siga una trayectoria circular, lo que reduce los puntos de concentración de tensiones y las marcas de mecanizado, lo que da como resultado un mejor acabado superficial. Esto también garantiza que se utilicen herramientas del tamaño adecuado, evitando que sean demasiado grandes o demasiado pequeñas, manteniendo así la precisión y la eficiencia del mecanizado. Para ángulos agudos de 90 grados, se recomienda utilizar cortadores con ranura en T o corte de alambre en lugar de reducir los radios de las esquinas.
Radio de piso recomendado: 0,5 mm, 1 mm o sin radio
Radio de piso factible: cualquier radio
Las herramientas de fresado suelen tener bordes cortantes inferiores planos o ligeramente redondeados. Si el radio inferior diseñado se alinea con el valor recomendado, se pueden utilizar fresas de extremo estándar para el mecanizado. Los maquinistas prefieren este diseño porque permite el uso de herramientas fáciles de usar y ampliamente disponibles, lo que ayuda a equilibrar los costos de procesamiento y la calidad en la mayoría de los casos. Si bien las fresas de extremo de bolas pueden adaptarse a cualquier radio inferior, pueden aumentar el tiempo y los costos de mecanizado debido a su forma.
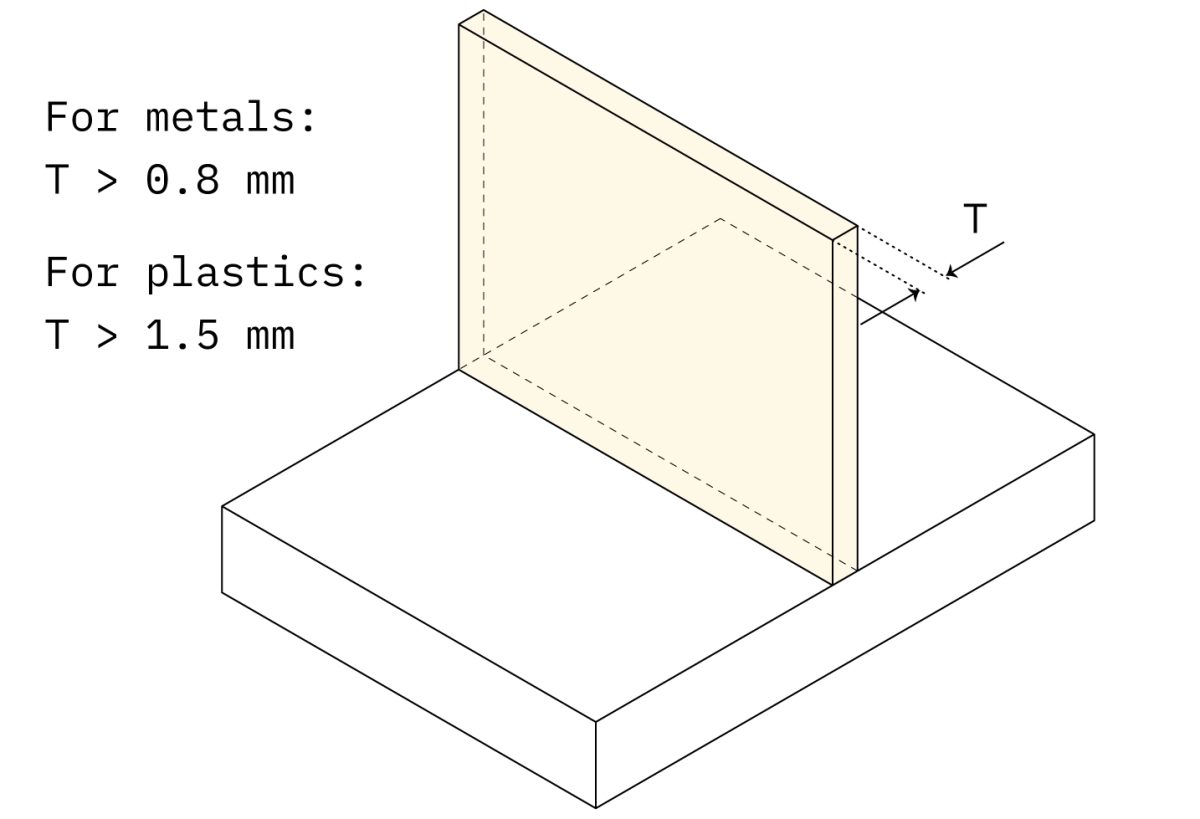
Paredes delgadas
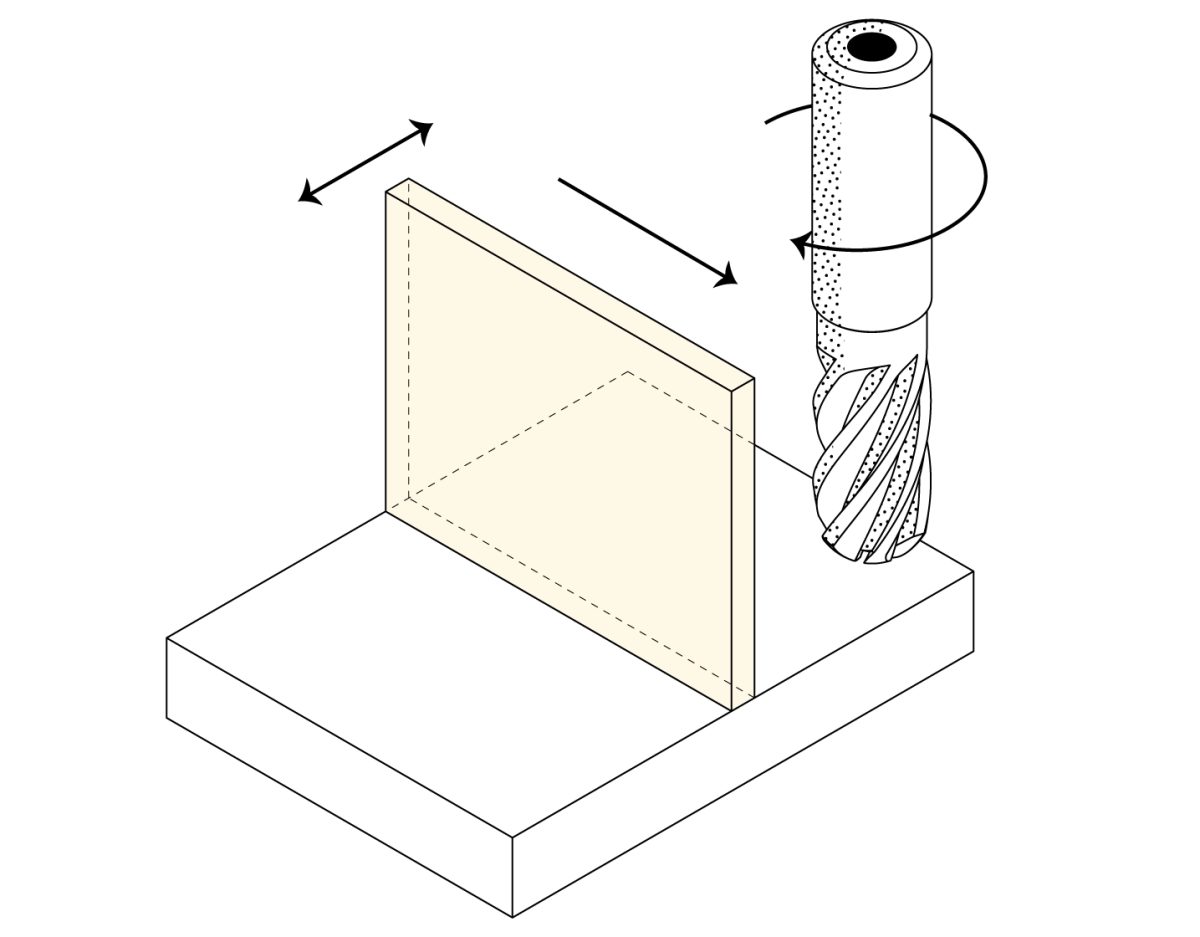
Espesor de pared mínimo recomendado: 0,8 mm (metales), 1,5 mm (plásticos)
Espesor mínimo de pared factible: 0,5 mm (metales), 1,0 mm (plásticos)
Las máquinas CNC tienen límites para mecanizar paredes muy delgadas, porque la disminución del espesor de la pared afecta la rigidez del material y reduce la precisión alcanzable, lo que puede provocar un aumento de las vibraciones durante el mecanizado. Los valores recomendados y factibles mencionados anteriormente deben evaluarse cuidadosamente caso por caso, ya que los materiales difieren en dureza y propiedades mecánicas. Para paredes más delgadas, podrían ser preferibles procesos alternativos como la fabricación de chapa.
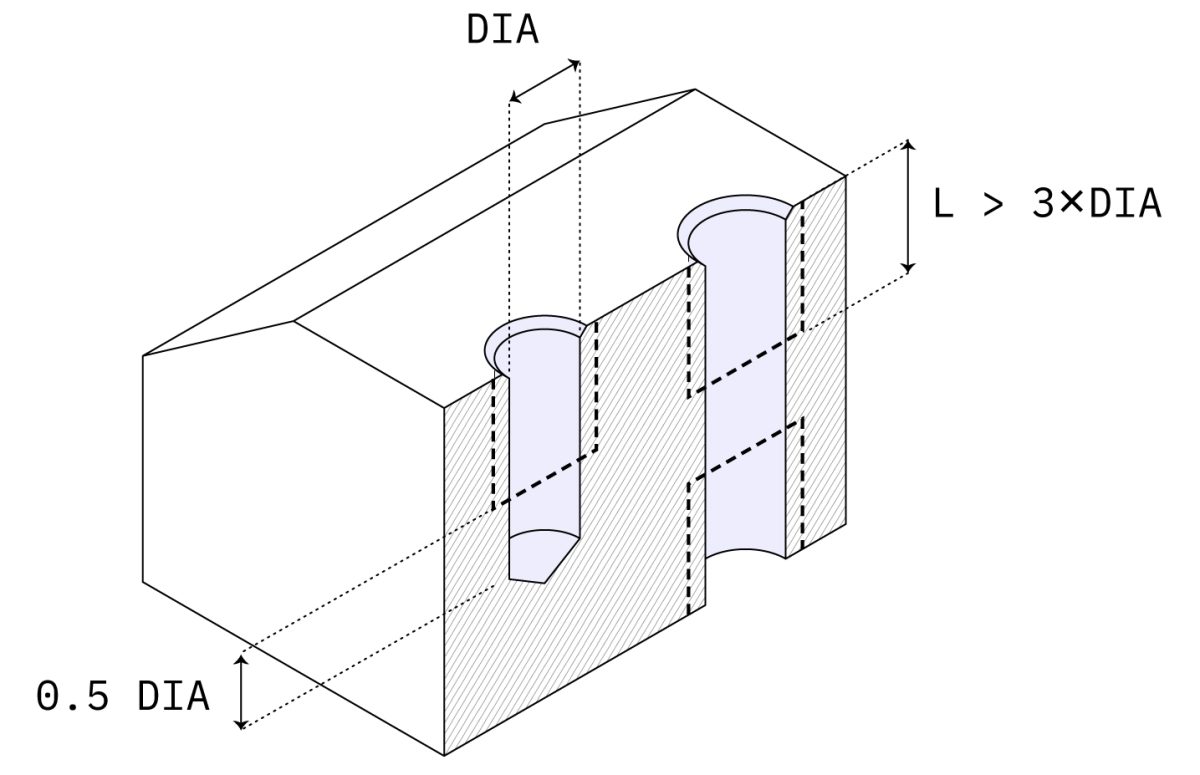
Agujeros
Diámetro de orificio recomendado: Broca estándar
Diámetro del orificio factible: al menos 1 mm
Los agujeros se mecanizan utilizando una broca o una fresa. Las brocas están disponibles en tamaños estándar bien definidos, tanto en unidades métricas como imperiales. Los diseñadores suelen especificar los tamaños de los orificios en función de estos diámetros estándar para garantizar que las herramientas adecuadas estén disponibles. Esta práctica evita la necesidad de herramientas personalizadas y puede generar importantes ahorros de costos, especialmente para orificios de alta precisión con diámetros inferiores a 20 mm, donde se recomienda encarecidamente utilizar un diámetro estándar.
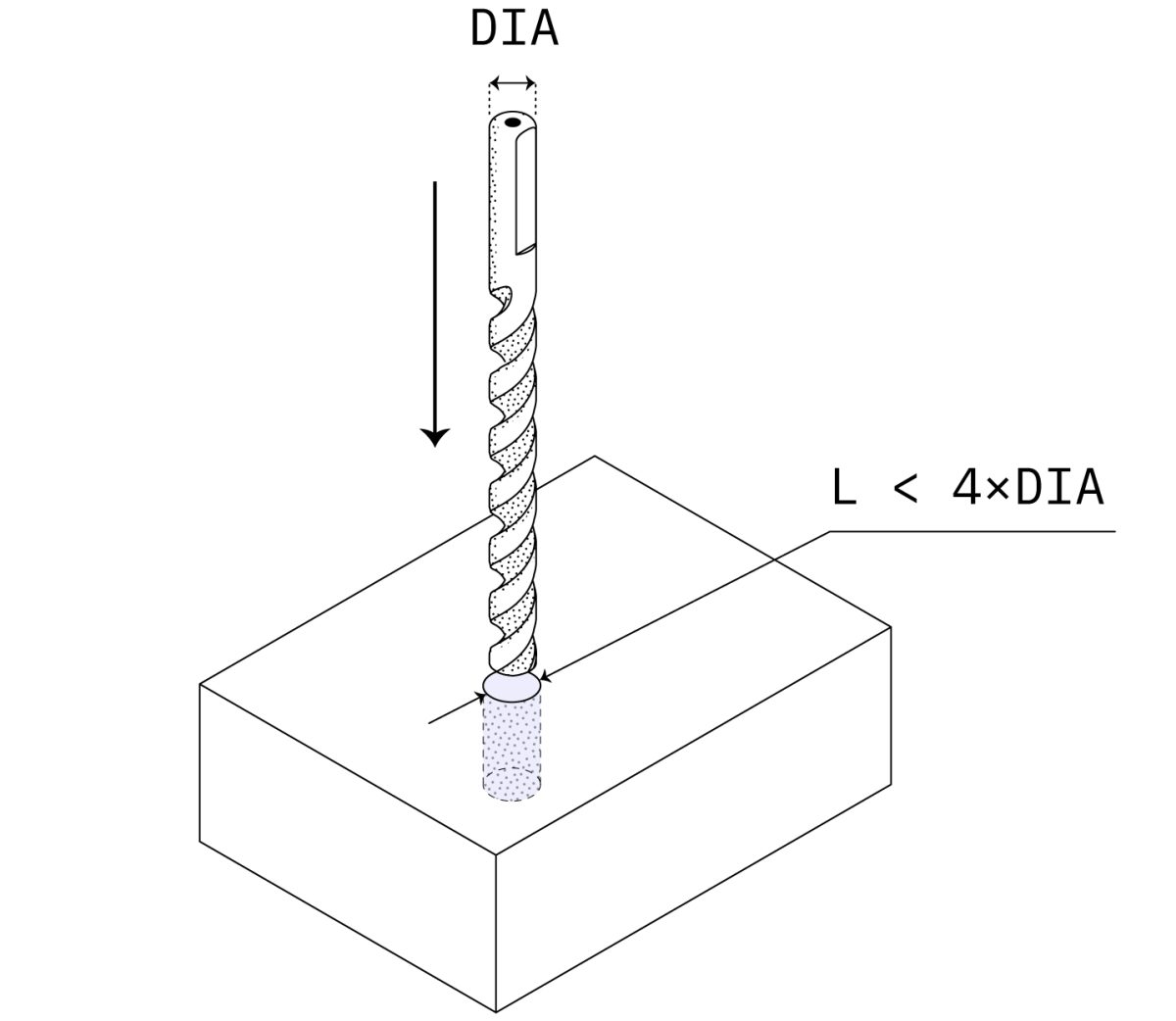
Profundidad máxima recomendada: 4 veces el diámetro nominal
Cuando el diámetro de un orificio no se alinea con el tamaño de una broca estándar, se utiliza una herramienta de fresado. Sin embargo, al mecanizar agujeros no estándar con una fresa de ranurar, es importante seguir la profundidad máxima de cavidad recomendada para garantizar la estabilidad y la calidad del proceso de mecanizado. Si la profundidad del orificio excede el máximo recomendado, es posible que se necesiten brocas especializadas. 10 veces el diámetro nominal es típico y 40 veces el diámetro nominal es factible.
Las brocas suelen crear agujeros ciegos con un fondo cónico (en un ángulo de 135 grados), mientras que los agujeros mecanizados con una fresa tienen un fondo plano. En el mecanizado CNC, generalmente no hay preferencia entre agujeros pasantes y agujeros ciegos, lo que significa que los diseñadores eligen el tipo de agujero en función de las necesidades de diseño o la funcionalidad específicas.
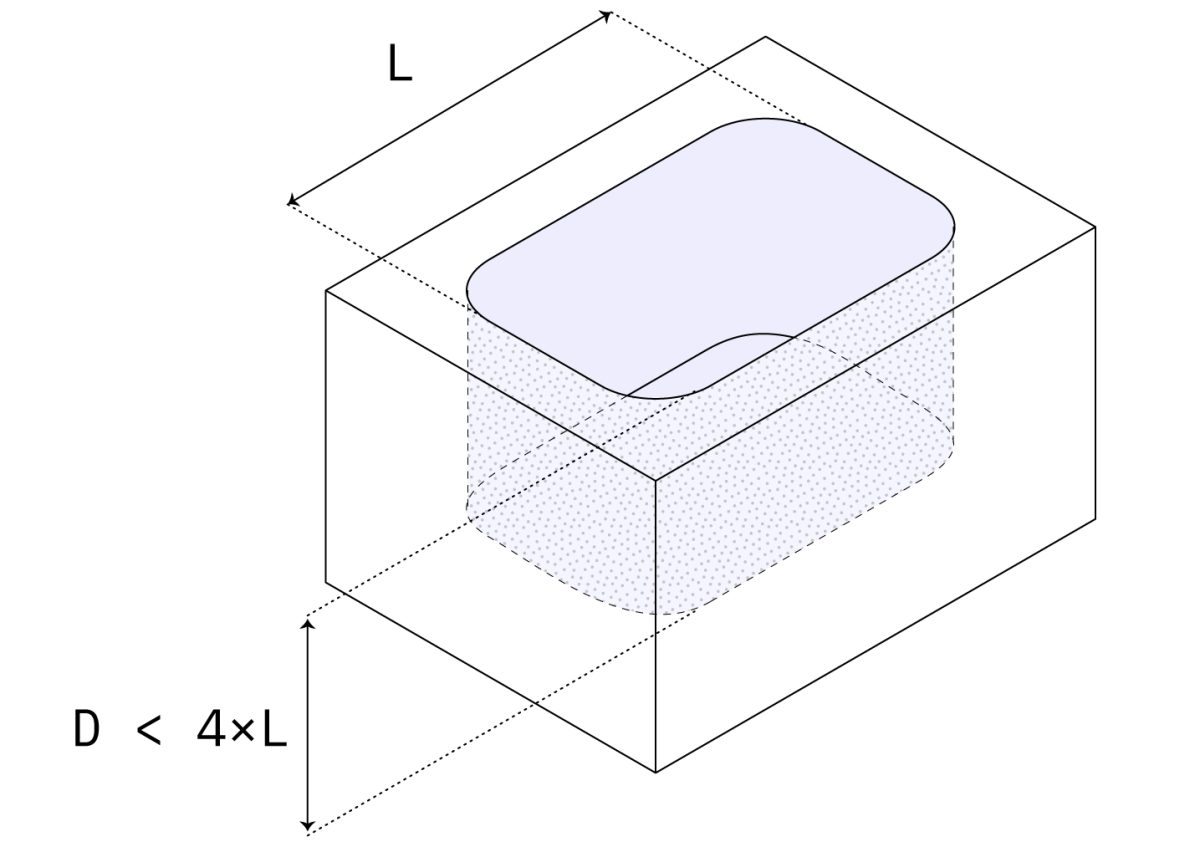
Cavidades y bolsas
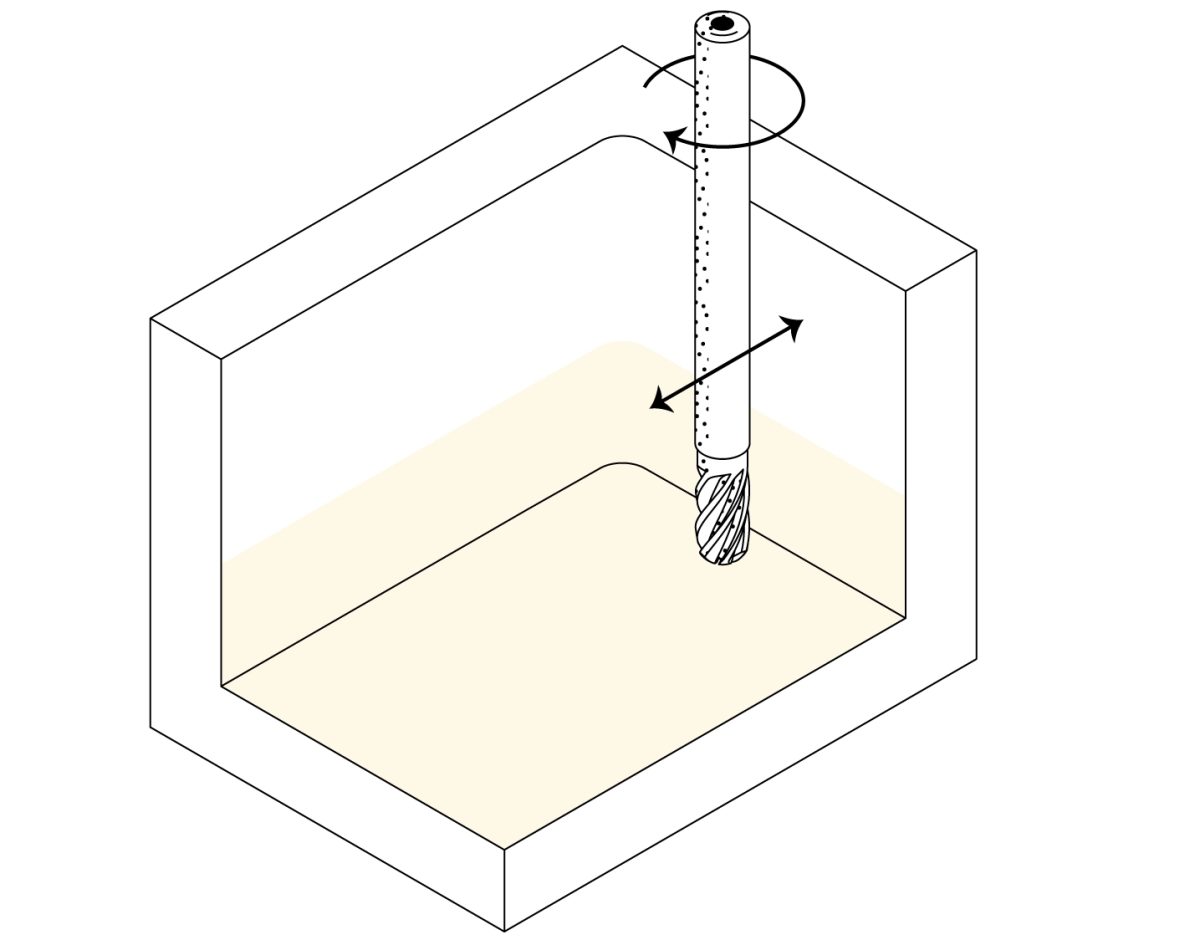
Profundidad de cavidad recomendada: no más de 4 veces el ancho de la cavidad
Para un mecanizado óptimo, la profundidad de las cavidades no debe exceder cuatro veces su ancho. Las cavidades con una profundidad superior a seis veces el diámetro de la herramienta se consideran profundas y pueden complicar el proceso de mecanizado. Estos desafíos pueden incluir deflexión de la herramienta, mala evacuación de virutas e incluso rotura de la herramienta. Si se necesitan mayores profundidades, es aconsejable diseñar piezas con profundidades de cavidad variables.
Trapos
Tamaño de rosca recomendado: M6 o mayor
Las roscas internas se cortan con machos y las externas con matrices. Se pueden utilizar machos y matrices para cortar roscas hasta M2. Sin embargo, las herramientas de roscado CNC son comunes y las preferidas por los maquinistas, ya que limitan el riesgo de rotura del macho. Se pueden utilizar herramientas de roscado CNC para cortar roscas hasta M6.
Longitud de rosca recomendada: 3 veces el diámetro nominal
La mayor parte de la carga aplicada a la rosca la absorben los primeros dientes (hasta 1,5 veces el diámetro nominal). Generalmente no son necesarias roscas tres veces más largas que el diámetro nominal.
Para machos que cortan roscas (como M6 e inferiores), generalmente se deja una longitud sin rosca equivalente a 1,5 veces el diámetro nominal de la rosca. Esto asegura que la porción principal de la rosca que soporta carga esté completamente formada sin riesgo de dañar la herramienta.
Para roscas grandes procesadas con herramientas de roscado CNC, debido a la alta precisión y al mejor control de las herramientas CNC, a veces las roscas se pueden procesar cerca del fondo del orificio, pero generalmente aún queda una pequeña cantidad de pieza sin rosca para garantizar Calidad de mecanizado y seguridad de herramientas.
Profundidad de rosca recomendada: 1,5 veces el diámetro nominal
La profundidad adecuada de enganche de la rosca puede garantizar la resistencia y confiabilidad de la conexión y al mismo tiempo evitar el procesamiento excesivo o el desperdicio de material. Si la profundidad de enganche es demasiado pequeña, es posible que la rosca no pueda soportar la carga esperada; si es demasiado profundo, puede aumentar la dificultad y el costo del procesamiento. Una profundidad de 1,5D generalmente se considera una opción segura que puede proporcionar suficiente resistencia, especialmente en aplicaciones mecánicas generales.
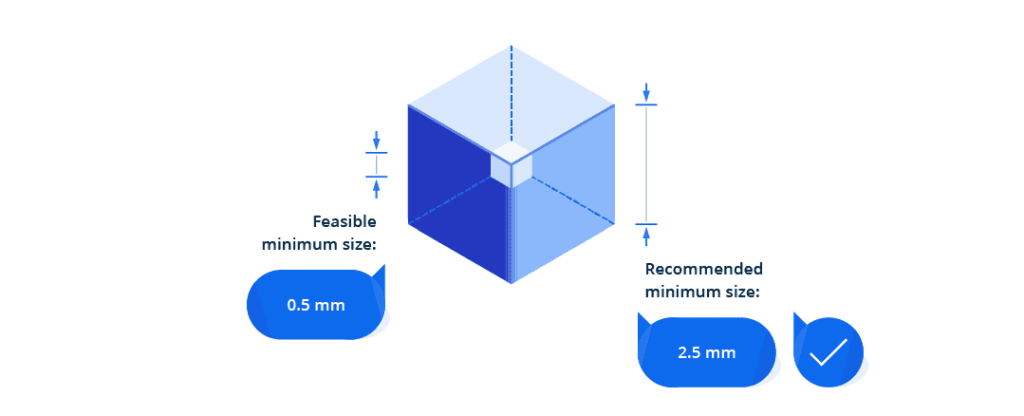
Pequeñas características
Tamaño mínimo recomendado: 2,5 mm
Tamaño mínimo factible: 0,5 mm
La mayoría de las máquinas CNC tienen un diámetro mínimo de herramienta de 2,5 mm, lo que significa que cualquier característica menor a 2,5 mm sería difícil de mecanizar. Por ejemplo, para mecanizar una pequeña característica de 0,5 mm, normalmente se requieren microherramientas muy pequeñas o métodos de mecanizado específicos, como el microfresado o el mecanizado por descarga eléctrica (EDM). Si bien estos métodos pueden lograr características muy pequeñas, aumentan significativamente el tiempo de mecanizado e imponen mayores demandas sobre los equipos y las técnicas operativas, lo que a su vez aumenta los costos de mecanizado.
Texto y letras
Recomendado: Tamaño de fuente 20 (o mayor), con profundidad de grabado de 5 mm
Se prefiere el texto grabado al texto en relieve porque requiere la eliminación de menos material, lo que reduce el tiempo de mecanizado y el desperdicio de material. Las fuentes sans-serif simples, como Arial o Helvetica, con una profundidad de 5 mm, suelen ofrecer buena legibilidad y resultados de mecanizado. Además, muchas máquinas CNC vienen preprogramadas con estas fuentes comunes, lo que facilita el proceso de mecanizado sin requerir programación adicional ni configuraciones complejas.
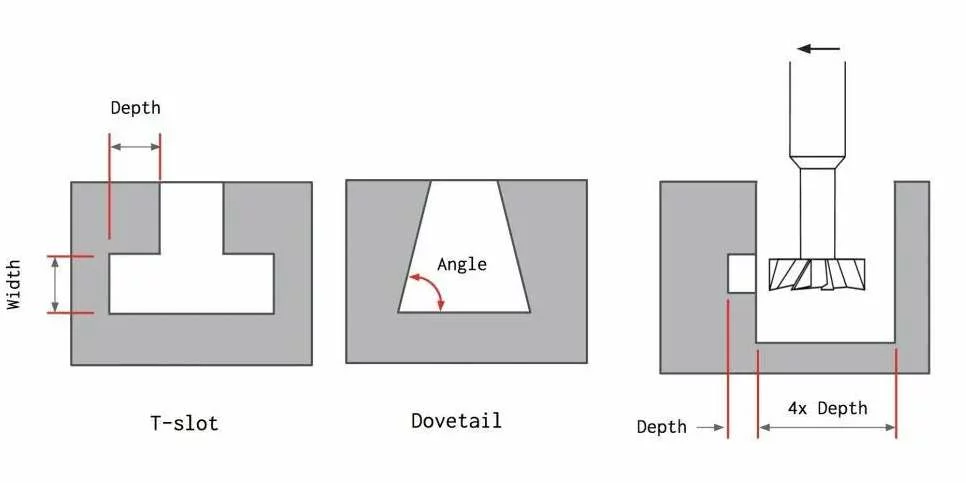
Recortes
Un corte socavado es una característica de una pieza de trabajo que las herramientas de corte verticales estándar no pueden alcanzar directamente, a menudo porque partes de la superficie están bloqueadas. Estas áreas requieren herramientas especializadas para el mecanizado. Hay dos tipos principales de socavados: ranuras en T y colas de milano.
Una ranura en T es una forma recortada común que se asemeja a la letra "T". Las herramientas utilizadas para mecanizar ranuras en T constan de filos de corte horizontales y un eje vertical, lo que les permite cortar eficazmente la sección socavada en espacios reducidos. El ancho del corte suele oscilar entre 3 mm y 40 mm. Es recomendable utilizar tamaños estándar (como milímetros enteros o pulgadas fraccionarias comunes), ya que es más probable que coincidan con las herramientas disponibles, evitando el costo y el tiempo adicionales asociados con las herramientas personalizadas.
Al diseñar ranuras en T, una buena regla general es proporcionar un espacio libre equivalente a cuatro veces la profundidad del corte, asegurando que la herramienta tenga suficiente espacio operativo. Es importante tener en cuenta que la profundidad de corte de las herramientas de corte estándar a menudo está limitada por el diseño de la herramienta, ya que la relación típica entre el diámetro de corte y el diámetro del eje es 2:1. Esto significa que la profundidad de mecanizado del socavado es limitada y esto debe tenerse en cuenta durante el proceso de diseño.
Las ranuras de cola de milano tienen forma de cola de golondrina y un ligero ángulo, normalmente utilizadas en aplicaciones que requieren un fuerte entrelazado mecánico. Aunque en el mercado hay disponibles herramientas con varios ángulos (que van desde 5 grados hasta 120 grados), las herramientas de 45 grados y 60 grados son estándar y se usan comúnmente.
Otras reglas para el diseño de mecanizado CNC
Utilice herramientas con diámetros grandes o estándar: diseñe piezas que puedan mecanizarse con herramientas de diámetro grande o estándar para garantizar un procesamiento más rápido y evitar la necesidad de herramientas especializadas.
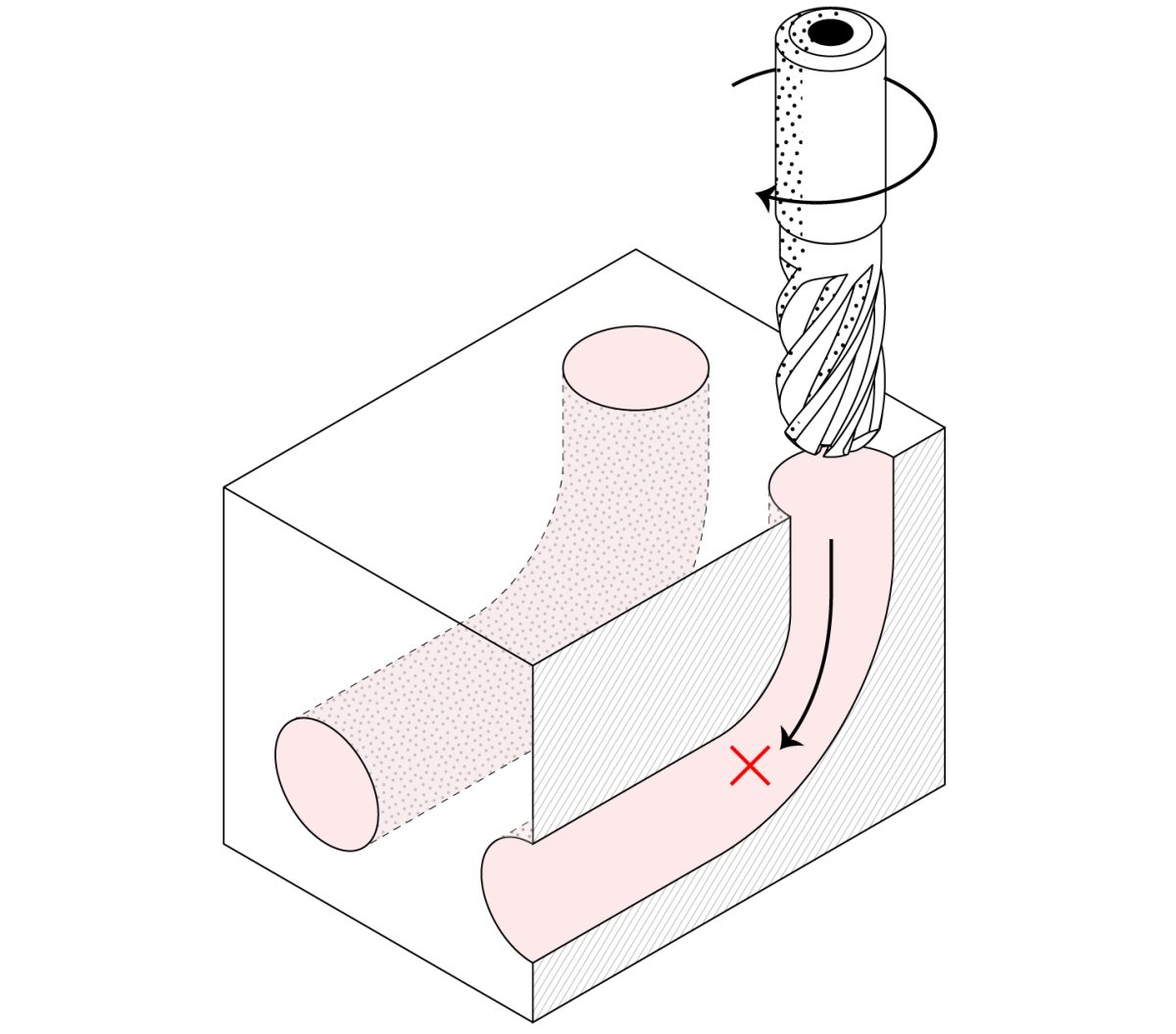
Evite características no mecanizables: Ciertas características, como los agujeros curvos, no se pueden producir con fresadoras, tornos o taladros CNC estándar. Si su diseño requiere tales características, considere utilizar mecanizado por descarga eléctrica (EDM).
Especifique las tolerancias cuidadosamente: si no especifica tolerancias en su diseño, los fabricantes normalmente utilizarán el grado estándar ISO 2768. Si bien las máquinas CNC modernas pueden lograr tolerancias más estrictas que las especificadas por la norma ISO 2768, evite tolerancias estrictas innecesarias, ya que aumentan tanto el tiempo como el costo.
Priorizar la función sobre la estética: centrarse en la precisión de las características esenciales en lugar de la estética. Las mejoras estéticas se logran mejor mediante procesos posteriores al mecanizado.
Evite los agujeros de fondo plano: los agujeros de fondo plano requieren un mecanizado avanzado y pueden causar problemas en operaciones posteriores como el escariado.
Asegure la perpendicularidad de los orificios: Al perforar, asegúrese de que las superficies de entrada y salida sean perpendiculares al eje de perforación. Esto evita que la punta de la broca se desvíe y reduce la dificultad de eliminar las rebabas alrededor de la salida del orificio.
Transforme su diseño CNC en piezas mecanizadas con Chiggo
El mecanizado CNC ofrece una versatilidad increíble, pero no todos los diseños se pueden transformar fácilmente en un producto físico. Cada detalle del proceso de diseño requiere una cuidadosa consideración y verificación. Cuando estés listo para hacer realidad tu idea, Chiggo está aquí para ayudarte.
Somos una empresa de diseño y fabricación de mecanizado CNC con más de diez años de experiencia en la creación de productos y componentes para diversas industrias. Nuestro equipo de diseñadores, ingenieros y maquinistas expertos no solo optimiza su diseño sino que también agiliza el proceso de fabricación, garantizando tiempos de entrega más rápidos y precios competitivos. Simplemente sube tu diseño y recibirás rápidamente un informe DFM (Diseño para la Manufacturabilidad) gratuito.