La anodización, también conocida como anodización, es un proceso electroquímico que se utiliza para crear una capa de óxido decorativa y resistente a la corrosión en superficies metálicas. Si bien se pueden anodizar varios metales no ferrosos, incluidos el magnesio y el titanio, el aluminio es particularmente adecuado para este proceso. De hecho, el anodizado de aluminio se usa ampliamente hoy en día porque mejora significativamente tanto la durabilidad como la apariencia del material.
Este artículo se centrará en el anodizado de aluminio, describiendo el proceso de anodizado en detalle, explicando sus tipos, beneficios, aplicaciones y consejos de diseño del anodizado de aluminio.
¿Qué es el anodizado de aluminio?
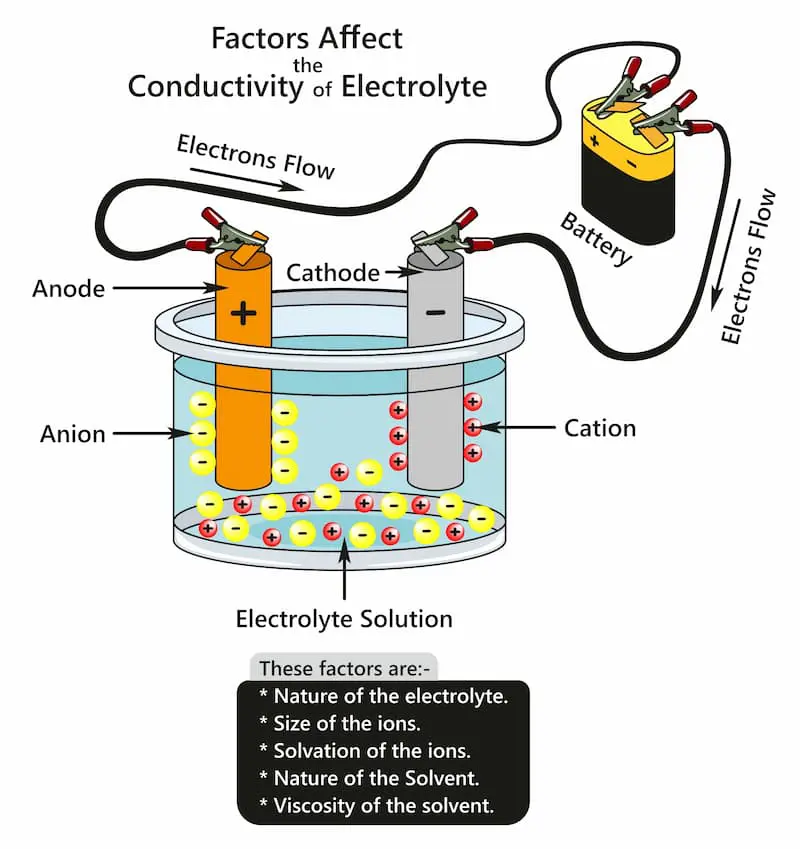
La anodización del aluminio es un proceso electrolítico que se lleva a cabo más comúnmente en una solución diluida de ácido sulfúrico. Durante este proceso, una corriente eléctrica pasa a través de la pieza de aluminio, lo que hace que los átomos de aluminio de la superficie pierdan electrones y se conviertan en iones de aluminio cargados positivamente (Al3+). Estos iones de aluminio luego reaccionan con las moléculas de agua (H2O) en el electrolito, formando una capa duradera de óxido de aluminio que es significativamente más fuerte y resistente a la corrosión que la capa de óxido natural del metal.
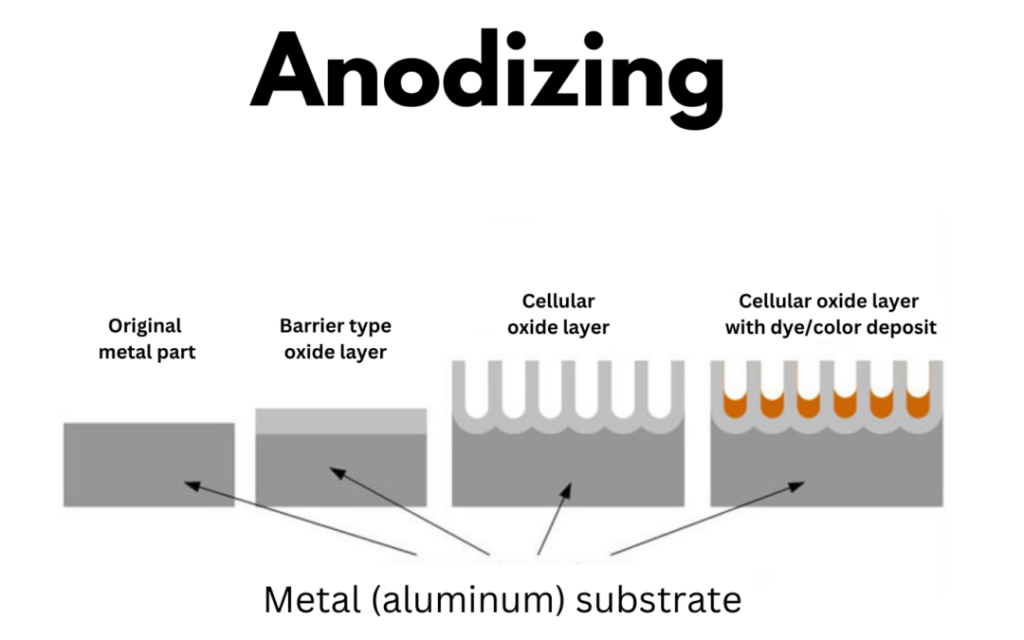
Este óxido de aluminio no se aplica a la superficie como la pintura o el revestimiento, sino que está completamente integrado con el sustrato de aluminio subyacente, por lo que no se puede astillar ni pelar. Además, la capa de óxido tiene una estructura porosa muy ordenada, que permite procesos secundarios como coloración y sellado. Estos tratamientos mejoran aún más la resistencia a la corrosión, la durabilidad y la flexibilidad estética de la superficie anodizada, permiten que el aluminio adopte varios colores manteniendo su acabado metálico y amplían la gama de aplicaciones del aluminio anodizado, particularmente en productos de consumo, arquitectura y diseño.
Proceso de anodizado de aluminio paso a paso
Paso 1: limpieza
El proceso de anodizado comienza limpiando a fondo la pieza de aluminio para eliminar grasa, aceite, suciedad u otros contaminantes. Esto se puede lograr sumergiendo el aluminio en un baño de detergente alcalino o ácido. Este paso asegura una superficie limpia y activa, lo cual es esencial para una anodización uniforme.
Paso 2: Pretratamiento
A continuación, la superficie de aluminio se prepara para anodizar mediante procesos químicos o mecánicos. El pretratamiento químico suele incluir grabado, en el que una solución de grabado como hidróxido de sodio elimina las irregularidades de la superficie, y desmutación, que utiliza soluciones que contienen nítrico o sulfúrico. ácido para eliminar manchas (un residuo de elementos de aleación insolubles u óxidos que quedan en la superficie después del grabado) de los componentes de aluminio.
También se puede aplicar un pretratamiento mecánico, con técnicas como pulido abrasivo, chorro de arena y granallado para alisar o texturizar aún más la superficie según sea necesario.
Paso 3: anodizado
Después de enjuagues adicionales, la pieza de aluminio limpia y pretratada se transfiere al tanque de anodizado y se sumerge en una solución electrolítica, generalmente ácido sulfúrico o crómico. Luego se pasa una corriente eléctrica a través de la solución, con la parte de aluminio sirviendo como ánodo (de ahí el término "anodizado") y un material inerte como acero inoxidable o plomo actuando como cátodo.
Esta corriente hace que los átomos de aluminio pierdan electrones y se conviertan en iones de aluminio, que reaccionan con las moléculas de agua en el electrolito para formar una capa de óxido de aluminio (Al₂O₃) que se deposita en la superficie de la pieza, creando una capa protectora y duradera. Las reacciones en cada electrodo se resumen a continuación:
Reacciones en el ánodo(Oxidación del Aluminio)
Al → Al3+ + 3e- 2Al3++3H2O→Al2O3+6H+
Reacciones en la Cátodo(Reducción de iones de hidrógeno)
6H++ 6e-→3H2
Reacción general
2Al + 3H2O → Al2O3+ 3H2
Reacciones electroquímicas en el anodizado
Durante la fase de electrólisis, se pueden formar dos tipos distintos de películas de óxido, dependiendo de la composición química del baño de electrolito:
Película de óxido de barrera:
Se forma una película de barrera de óxido cuando se produce la anodización en una solución neutra o ligeramente alcalina, como las que contienen composiciones de borato, fosfato o tartrato de amonio. En estas soluciones, el óxido de aluminio permanece insoluble, lo que permite la formación de una capa de óxido continua, delgada y no porosa que se une directamente al sustrato de aluminio. Esta capa de barrera es muy densa y sirve como capa protectora, evitando una mayor oxidación y corrosión.
Película de óxido porosa:
Cuando la anodización se realiza en una solución ácida diluida como ácido sulfúrico, fosfórico o crómico, la corriente eléctrica impulsa la formación de una capa de óxido en la superficie del aluminio. Al mismo tiempo, el electrolito ácido disuelve parcialmente el óxido, especialmente en las zonas expuestas o más débiles. Este equilibrio dinámico entre la formación y disolución del óxido da como resultado que parte del óxido se retenga para formar una película estable, mientras que otras partes se disuelven, creando una estructura porosa regular.
El espesor de la capa de óxido poroso está influenciado por factores como el voltaje aplicado, la temperatura del electrolito y el tiempo de anodizado. Los voltajes más altos y las duraciones más largas dan como resultado películas más gruesas. Además, el tamaño y la densidad de los poros dependen de la concentración de ácido y la temperatura del electrolito.
Paso 4: colorear (opcional)
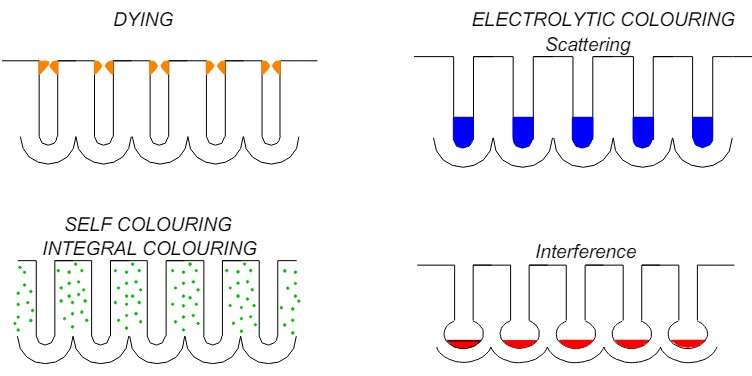
Si se desea un acabado coloreado, existen varios métodos disponibles, siendo los más comunes el teñido (coloración por inmersión) y la coloración electrolítica.
En la tintura, la parte anodizada se sumerge en un baño que contiene tintes orgánicos. El tinte penetra en los poros superficiales de la capa de óxido y se adhiere en su interior. El color final depende del tinte específico utilizado, así como de factores como su concentración y estructura molecular. Este método es rentable y permite aplicar una amplia variedad de colores a piezas de aluminio. Sin embargo, la película coloreada resultante es menos resistente a la luz ultravioleta, lo que significa que el color puede desvanecerse con el tiempo cuando se expone a la luz solar.
En la coloración electrolítica, la pieza anodizada se sumerge en un baño que contiene sales metálicas (como estaño, níquel o cobalto) y se aplica una corriente eléctrica. Esto hace que los iones metálicos se depositen en los poros de la capa de óxido, creando un color distintivo en la superficie anodizada. El color final y su calidad dependen del tipo de metal utilizado y de la concentración de depósitos metálicos dentro de los poros.
¿Qué colores se pueden anodizar el aluminio?
Puede lograr la mayoría de los colores mediante los métodos descritos anteriormente, junto con técnicas adicionales como la coloración integral y la coloración de interferencia.
Los posibles colores de anodizado incluyen negro, azul, azul grisáceo, marrón, dorado, gris, verde, verde oliva, rosa, rojo, violeta y amarillo. Algunos métodos, como la coloración electrolítica con sales metálicas inorgánicas, producen colores resistentes a los rayos UV, lo que los hace ideales para aplicaciones en exteriores donde la estabilidad del color es importante.
Ciertos procesos, como la coloración por interferencia, crean colores a través de efectos de interferencia óptica dentro de la capa anodizada, lo que da como resultado tonos únicos que pueden cambiar según el ángulo de visión. Otros métodos se basan en la dispersión de la luz, lo que influye en cómo la luz interactúa con la superficie para generar tonos específicos.
Además, el aluminio anodizado es excelente para aceptar pintura, serigrafía o materiales reflectantes aplicados (como los que se utilizan en las señales de tráfico). Esta versatilidad permite lograr colores y acabados que no son posibles mediante el anodizado solo, como el blanco puro o superficies altamente reflectantes.
Paso 5: Sellado
El último paso en el proceso de anodizado es el sellado, que cierra los poros de la capa anodizada para evitar más reacciones químicas y fijar cualquier color. Esto generalmente se hace sumergiendo la pieza en un baño de agua desionizada hirviendo, pero también se pueden usar otros métodos como el sellado con vapor o el sellado químico. Una vez sellada, la capa anodizada se vuelve estable y la pieza adquiere una mayor resistencia al desgaste y la corrosión. Dado que la película de óxido es sensible, el sellado se debe realizar inmediatamente después de colorear para garantizar la calidad y longevidad del acabado.
Tipos de procesos de anodizado de aluminio
Según MIL-PRF-8625 (que reemplaza a MIL-A-8625), existen tres procesos primarios de anodizado de aluminio, cada uno de ellos diseñado para aplicaciones específicas y que ofrece propiedades únicas en términos de apariencia, durabilidad y resistencia a la corrosión.
Tipo I - Anodizado con ácido crómico
La anodización con ácido crómico, el método de anodización más antiguo, utiliza ácido crómico como electrolito para crear una fina película de óxido sobre superficies de aluminio, que normalmente oscila entre 0,5 y 2,5 micrones de espesor. A pesar de ser el más delgado entre los tres tipos de anodizado, el Tipo I mejora significativamente la resistencia a la corrosión en comparación con el aluminio desnudo. La fina capa de óxido resultante provoca cambios dimensionales insignificantes, lo que la hace ideal para componentes que requieren tolerancias estrictas. También produce un acabado mate no reflectante, deseable para aplicaciones militares y aeroespaciales. Además, la película más delgada es más flexible que las capas anodizadas de capa dura Tipo III más gruesas, lo que le permite resistir mejor la tensión y la flexión.
Sin embargo, el anodizado Tipo I presenta preocupaciones ambientales porque el ácido crómico es tóxico y cancerígeno. En consecuencia, las instalaciones que realizan este proceso deben implementar sistemas especializados de tratamiento de aguas residuales para gestionar los subproductos del ácido crómico. Además, el espesor limitado de la capa de óxido reduce su capacidad para absorber tintes, lo que a menudo hace que la película tenga un aspecto grisáceo incluso cuando se tiñe de negro.
Tipo II - Anodizado con ácido sulfúrico
La anodización con ácido sulfúrico es el método de anodización más utilizado y emplea ácido sulfúrico como electrolito en lugar de ácido crómico. Este proceso generalmente produce una capa de óxido más gruesa de entre 2,5 y 25 micrones, que proporciona una resistencia superior a la abrasión y la corrosión en comparación con las piezas anodizadas Tipo I y generalmente es más dura.
El mayor espesor y porosidad de la capa de óxido permiten una absorción efectiva de tintes, pinturas y adhesivos, lo que la hace ideal para aplicaciones decorativas. Además, este tipo de anodizado es más rentable que el Tipo I debido a menores costos de productos químicos, menor consumo de energía y procesos de tratamiento de residuos más simples.
Tipo III: anodizado duro (anodizado de capa dura)
El anodizado duro utiliza ácido sulfúrico como el anodizado Tipo II, pero funciona a temperaturas mucho más bajas, voltajes más altos y mayores densidades de corriente. Este proceso forma una capa de óxido que puede superar los 25 micrones de espesor y es excepcionalmente dura, alcanzando a menudo la dureza del acero para herramientas. Como resultado, el anodizado tipo III ofrece una protección superior contra el desgaste, lo que lo convierte en la mejor opción para piezas utilizadas en entornos industriales y mecánicos con alto desgaste.
Sin embargo, la película resultante suele ser oscura y puede dejarse sin teñir o teñirse de negro. Aunque el anodizado Tipo III es respetuoso con el medio ambiente como el Tipo II, es más costoso debido a las estrictas condiciones del proceso requeridas.
¿Qué tipo de anodizado es mejor para usted?
La siguiente tabla resume las características clave de los tres tipos de anodizado y destaca sus aplicaciones más comunes, lo que le ayudará a seleccionar el tipo de anodizado que mejor se adapte a sus necesidades.
Propiedades
Tipo I (Anodizado con ácido crómico)
Tipo II (Anodizado con ácido sulfúrico)
Tipo III (Anodizado duro)
Espesor del recubrimiento
0,5-2,5 micras
2,5-25 micras
>25 micras
Resistencia a la corrosión
Bien
Mejor
Excelente
Resistencia al desgaste
Pobre
Moderado
Excelente
Porosidad
Bajo
Moderado
Bajo
Apariencia
Gris mate o color natural
Claro o teñido
Claro duro o negro duro
Respetuoso con el medio ambiente
No
Sí
Sí
Costo
Moderado a alto; mayor debido a las medidas de seguridad para el ácido crómico
Bajo; proceso de anodizado más económico
Alto; debido a las estrictas condiciones del proceso y los requisitos energéticos
Aplicaciones
- Piezas que necesitan tolerancias dimensionales estrictas - Requieren procesamiento adicional como unión adhesiva o pintura
- Equilibrando la dureza de la superficie y la estética. - Proyectos que requieren durabilidad y colores vibrantes y personalizables.
- Entornos de alto desgaste - Piezas utilizadas en condiciones difíciles
Comparación de tres tipos de anodizado
¿Cuáles son los beneficios de anodizar el aluminio?
Ya hemos mencionado varias ventajas del anodizado del aluminio. Ahora, reunamos estos beneficios para discutirlos y explorar las aplicaciones específicas que surgen de ellos.
Resistencia a la corrosión mejorada
La capa anodizada actúa como una barrera protectora contra factores ambientales como la humedad, la sal y los contaminantes. Esto es particularmente beneficioso en las industrias arquitectónica y marina, donde la exposición a condiciones climáticas adversas y ambientes corrosivos es común. Las aplicaciones típicas incluyen fachadas de edificios, techos, marcos de ventanas y equipos marinos.
Mayor durabilidad y dureza
La capa de óxido de aluminio es mucho más dura que el aluminio en bruto, lo que ayuda a que la pieza resista rayones, abrasión y otras formas de desgaste. Esto hace que el aluminio anodizado sea perfecto para productos de mucho tráfico o uso, como utensilios de cocina, dispositivos electrónicos y componentes automotrices. como ruedas, molduras y componentes del motor.
Versatilidad estética
La naturaleza porosa de la capa anodizada le permite absorber los tintes de manera eficiente, ofreciendo una amplia gama de opciones de color. Esto permite a los diseñadores integrar la funcionalidad con el atractivo visual, ofreciendo alto rendimiento y flexibilidad estética. Es particularmente valorado en industrias como la electrónica de consumo y la arquitectura, donde el aluminio anodizado se utiliza en productos como teléfonos inteligentes, computadoras portátiles y exteriores de edificios.
Aislamiento térmico y eléctrico mejorado
Los revestimientos anódicos mejoran la eficacia de los disipadores de calor al aumentar la emisividad de la superficie en un orden de magnitud en comparación con el aluminio desnudo, lo que mejora la transferencia de calor por radiación. Esto resulta beneficioso en aplicaciones que requieren resistencia al calor, como componentes de motores y utensilios de cocina. Además, el anodizado proporciona un aislamiento eléctrico eficaz, lo que resulta especialmente útil en la industria electrónica.
Mejor adherencia para revestimientos y selladores
La superficie anodizada proporciona una base excelente para pinturas, selladores y adhesivos, lo que mejora la longevidad y durabilidad general del producto. Esta característica es particularmente valiosa en las industrias automotriz y aeroespacial, donde la adhesión confiable es esencial para recubrimientos y acabados que deben soportar condiciones duras. El aluminio anodizado también es popular en aplicaciones arquitectónicas, ya que garantiza acabados duraderos en exteriores de edificios y elementos estructurales.
Proceso respetuoso con el medio ambiente
El anodizado es un proceso relativamente ecológico en comparación con otras técnicas de acabado de metales. Produce una cantidad mínima de desechos peligrosos y la capa anodizada no es tóxica y es reciclable, lo que la convierte en una opción segura para utensilios de cocina y equipos de procesamiento de alimentos. A medida que las industrias avanzan hacia una fabricación más ecológica, el aluminio anodizado se está volviendo más popular por su sostenibilidad, especialmente en sectores como el transporte, donde existe una demanda creciente de materiales livianos y energéticamente eficientes.
Consideraciones al elegir aluminio anodizado
El anodizado es un proceso relativamente sencillo y se ha convertido en una opción popular en muchas industrias de fabricación de piezas. Sin embargo, para garantizar los mejores resultados, se deben considerar varios factores al diseñar piezas para anodizar. A continuación se ofrecen algunos consejos y consideraciones clave.
1. Considere la aleación
Las diferentes aleaciones de aluminio reaccionan de manera diferente al proceso de anodizado. Por ejemplo, las aleaciones con un contenido de cobre del 2 % o más, como las de la serie 2000 y algunas series 7000, generalmente tienen una menor resistencia al desgaste cuando se prueban con recubrimientos MIL Spec Tipo III. Esto significa que una capa dura Tipo III sobre estas aleaciones puede no ser tan resistente al desgaste como sobre el aluminio 6061. Si tiene dudas sobre la aleación que está utilizando, es mejor consultar con su proveedor.
2. Preocupación por las tolerancias y los cambios dimensionales
Todos los tipos de anodizado dan como resultado algunos cambios dimensionales, especialmente los procesos Tipo II y Tipo III. Recuerde compensar el espesor del anodizado al finalizar las dimensiones de la pieza y establecer las tolerancias de las características. Esto es particularmente crucial para piezas acopladas o secciones roscadas, donde incluso pequeños cambios pueden afectar significativamente el rendimiento.
3. Evite los bordes afilados
Los bordes afilados pueden provocar un anodizado desigual porque la corriente eléctrica tiende a concentrarse en estas áreas, lo que genera capas de óxido más gruesas. Para lograr una capa de óxido más uniforme y mejorar tanto la durabilidad como la apariencia, se recomienda redondear o achaflanar los bordes durante la fase de diseño.
4. Recubrimientos combinados
En la práctica, el anodizado se puede combinar con otras tecnologías de recubrimiento para mejorar aún más el rendimiento de la pieza. Por ejemplo, aplicar un recubrimiento de polímero (como epoxi o poliuretano) sobre la capa anodizada puede mejorar la resistencia al desgaste, la resistencia química y la protección UV. Alternativamente, la galvanoplastia (por ejemplo, con níquel o cromo) después de la anodización puede aumentar la dureza de la superficie, mejorar la resistencia al desgaste y agregar un acabado brillante.
5. Considere el color y la estética
El aluminio anodizado ofrece una gran flexibilidad estética, gracias a su capa de óxido porosa que absorbe tintes para una variedad de acabados. Antes de teñir la pieza, puedes considerar los siguientes puntos:
Métodos de coloración:
Como se mencionó anteriormente, el aluminio anodizado se puede colorear utilizando diferentes métodos, cada uno con aplicaciones y beneficios únicos. La elección del método debe depender de sus necesidades específicas:
Coloración por inmersión: este método es sencillo y permite obtener colores vibrantes, lo que lo hace adecuado para aplicaciones decorativas donde la variedad de colores es una prioridad. Sin embargo, los tintes utilizados en este método son menos resistentes a la luz y al calor, lo que provoca una posible decoloración con el tiempo.
Coloración electrolítica: Produce colores muy duraderos y resistentes a los rayos UV, comúnmente utilizados en aplicaciones arquitectónicas y exteriores. Los colores típicos incluyen oro, bronce y negro.
Coloración integral: Forma colores que se integran con la capa de óxido, dando como resultado una alta resistencia al desgaste y a la corrosión. A menudo se utiliza en aplicaciones automotrices y aeroespaciales donde se requiere alta resistencia y durabilidad.
Coloración de interferencia: crea tonos únicos, nacarados o metálicos que son resistentes a la decoloración, y que se encuentran comúnmente en productos decorativos de alta gama, como elementos arquitectónicos y carcasas electrónicas.
Consistencia del color:
El color final puede verse influenciado por varios factores, incluida la composición de la aleación, el acabado de la superficie y el espesor del óxido. Como resultado, mantener la consistencia del color durante el anodizado puede resultar un desafío. Incluso con condiciones controladas, aún pueden ocurrir variaciones dentro del mismo lote o entre lotes diferentes. Para reducir estas variaciones, puede resultar útil realizar una pequeña prueba antes de la producción completa o colaborar con varios proveedores.
Capacidad de respuesta al tinte:
Las diferentes aleaciones de aluminio responden de manera diferente a los tintes. Por ejemplo, determinadas aleaciones pueden producir colores desiguales o apagados debido a su composición. Las aleaciones con alto contenido de silicio o cobre pueden presentar un tono grisáceo después de la anodización, lo que puede afectar el color teñido final. Cuando el color es una prioridad, es fundamental elegir una aleación que responda bien al teñido para conseguir el acabado deseado.
Conclusión
El anodizado del aluminio ya se ha establecido como un proceso crítico en muchas industrias, mejorando tanto el rendimiento como la apariencia de los productos cotidianos. A medida que avanza la tecnología, el anodizado desempeñará un papel aún más importante en la fabricación sostenible, el diseño de materiales innovadores y campos emergentes como la nanotecnología y la biomedicina.
En Chiggo, nos especializamos en brindar servicios de anodizado de aluminio de alta calidad diseñados para satisfacer sus necesidades específicas y ayudarlo a mantenerse a la vanguardia en un mercado competitivo. Sube tu archivo y ¡comencemos!