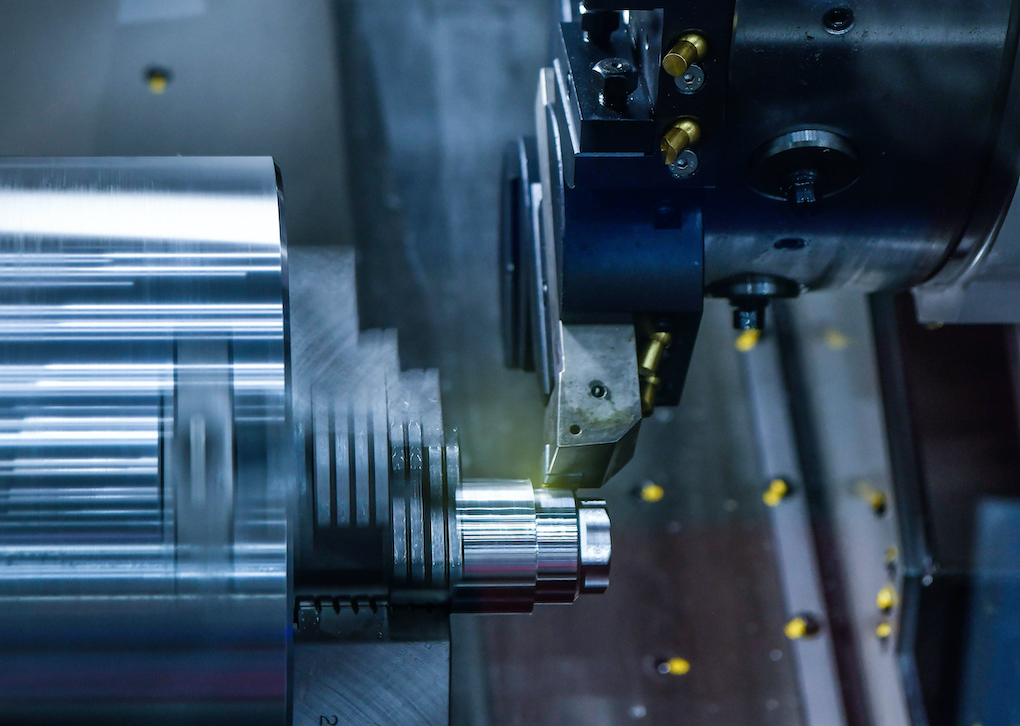
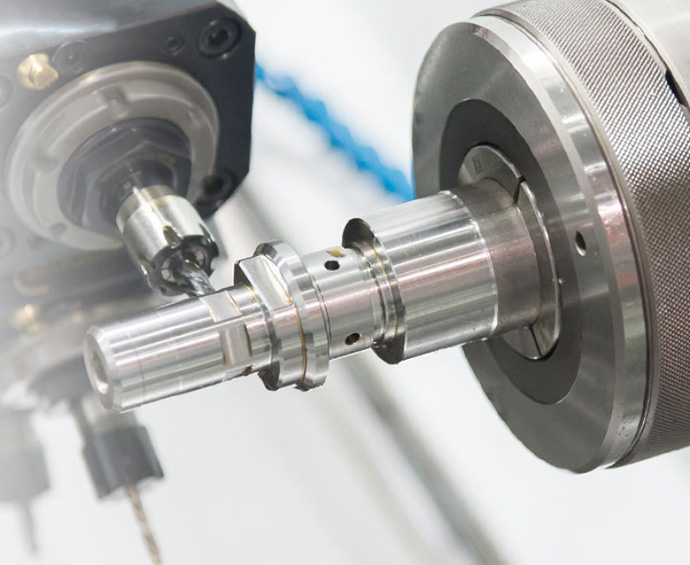
El torneado CNC es uno de los procesos de mecanizado CNC más utilizados, muy apreciado en la industria manufacturera por su precisión y versatilidad. Se trata de una herramienta de corte estacionaria que elimina material de una pieza de trabajo giratoria en un torno o centro de torneado. Este proceso se utiliza principalmente para producir piezas con características circulares o axisimétricas. Dependiendo del tipo de operación de corte, puede crear componentes cilíndricos, cónicos, roscados, ranurados o perforados, así como piezas con texturas superficiales específicas.
Ya sea que esté en la industria considerando si el torneado CNC es adecuado para su proyecto o simplemente tenga curiosidad sobre las tecnologías de fabricación, ¡está en el lugar correcto! Este artículo responderá a todas sus preguntas sobre el torneado CNC.
¿Qué es el torneado CNC?
Interpretado literalmente, el "Torneado CNC" se puede dividir en dos partes:
CNC (Control numérico por computadora): Se refiere al uso de programas informáticos para controlar con precisión cómo se mueven y operan las máquinas.
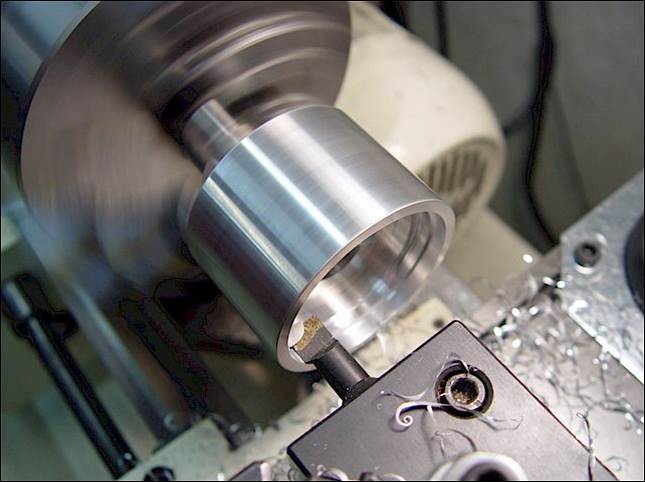
Torneado: en el mecanizado, el torneado es un proceso en el que se elimina material de una pieza de trabajo giratoria mediante una herramienta de corte, generalmente una herramienta de corte de un solo punto, que se mantiene estacionaria o se mueve a lo largo de una trayectoria predeterminada.
Por lo tanto, el torneado CNC combina la precisión de las operaciones controladas por computadora con el proceso de torneado tradicional, dando forma eficiente a una pieza de trabajo en la forma deseada con alta precisión y repetibilidad. Los tornos CNC y los centros de torneado CNC son las máquinas estándar utilizadas en la industria para estas operaciones.
¿Cuál es la diferencia entre centros de torneado CNC y tornos CNC?
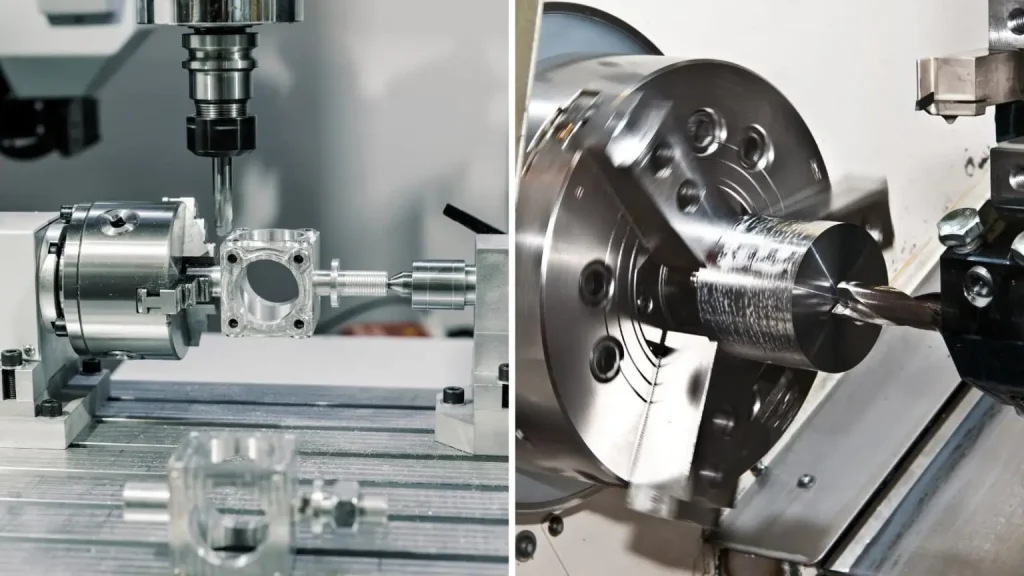
Los tornos CNC son principalmente máquinas de 2 ejes diseñadas para operaciones de torneado estándar, centrándose en el mecanizado de piezas cilíndricas o cónicas. Ofrecen una configuración más sencilla, un coste menor y, por lo general, no tienen una carcasa protectora alrededor de la máquina.
Por el contrario, los centros de torneado CNC son sistemas avanzados de múltiples ejes equipados con herramientas activas, lo que les permite realizar múltiples operaciones como torneado, fresado, taladrado y roscado en una sola configuración. Esto da como resultado una mayor productividad, mayor flexibilidad y la capacidad de producir piezas complejas. Sin embargo, esto también significa una mayor inversión inicial y una mayor complejidad operativa.
¿Cómo funciona el torneado CNC?
El torneado CNC es un proceso complejo, pero lo simplificaremos en tres pasos principales y resaltaremos las consideraciones clave en cada etapa para ayudarlo a lograr mejores resultados. ¡Empecemos!
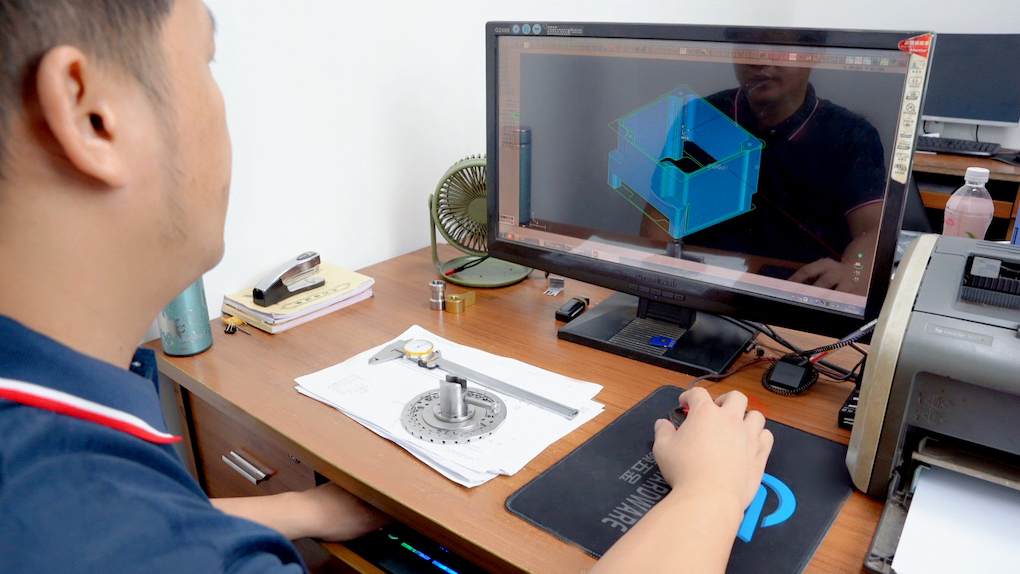
Paso n.º 1: diseño y programación
El primer paso es diseñar tu pieza. Con software CAD como AutoCAD o SolidWorks, puede transformar su concepto (a menudo comenzando con uno o más bocetos 2D) en un modelo digital 3D detallado. Este modelo incluirá todos los detalles esenciales como dimensiones, formas y características de la pieza.
Una vez que el archivo CAD está listo, se importa al software CAM. En esta etapa, un ingeniero de fabricación revisa el diseño para garantizar que sea factible de fabricar. Luego determinan las operaciones de mecanizado necesarias, seleccionan las herramientas adecuadas y establecen parámetros de mecanizado como la velocidad y la profundidad de corte. Finalmente, estas decisiones se compilan en un conjunto de instrucciones, conocido como código G, que las máquinas CNC pueden entender y ejecutar.
Es necesario tener en cuenta dos parámetros en esta etapa: la velocidad de giro y el avance. La velocidad de giro (a menudo utilizada indistintamente con velocidad de corte) es la velocidad a la que la superficie de una pieza de trabajo giratoria pasa por la herramienta de corte, generalmente medida en metros por minuto (m/min) o pies por minuto (ft/min). La velocidad de avance es la velocidad a la que avanza la herramienta de corte a lo largo de la pieza de trabajo giratoria, definida como la distancia que recorre la herramienta durante una revolución de la pieza.
Estos parámetros deben ser determinados cuidadosamente por un experto, ya que afectan significativamente la vida útil de la herramienta, el tiempo de mecanizado y la calidad general de su proyecto. Normalmente, se emplea una velocidad de giro más baja combinada con una velocidad de avance más alta para la etapa de desbaste inicial para eliminar rápidamente el material. Para la etapa de acabado, se prefiere una velocidad de giro más alta y una velocidad de avance más baja para lograr superficies lisas y piezas con tolerancias precisas.
Paso 2: preparar el torno CNC
A continuación, un operador sigue principalmente estos pasos para preparar eficazmente el torno de torneado CNC:
Preparación del material: Selecciona el material que deseas utilizar para tu pieza y cárgalo en el mandril del torno. El mandril es un dispositivo de sujeción responsable de sujetar y rotar el material durante el proceso de torneado.Instalación de herramientas: Instale las herramientas de corte necesarias para el trabajo en la torreta de la máquina. La torreta puede contener múltiples herramientas y girar para alternar entre ellas durante el mecanizado.Programación de la máquina: Ingrese el código CNC (generado en el paso 1) en el sistema de control de la máquina. Este programa guía las operaciones de la máquina.
Paso n.° 3: comience la operación de giro
Finalmente, la máquina CNC comienza haciendo girar la pieza de trabajo rápidamente. Luego, las herramientas de corte siguen el programa CNC para realizar una serie de operaciones como tornear, taladrar y refrentar. Factores como la complejidad de su pieza y las tolerancias requeridas determinarán cuántos ciclos de mecanizado se someterá su pieza. Calcular el tiempo de cada ciclo le ayudará a conocer el tiempo final dedicado al componente, lo cual es esencial para el cálculo de costos y la planificación de la producción. Además, esto puede ayudar a optimizar el proceso de mecanizado y aumentar la eficiencia de la producción.
Normalmente, el tiempo del ciclo de giro comprenderá:
Tiempo de configuración: Preparativos antes de que comience el torneado, como carga de la pieza de trabajo, instalación de herramientas y configuración del programa CNC.Tiempo de corte: Cuando la herramienta elimina activamente material, influenciado por la velocidad de rotación de la pieza de trabajo , velocidad de avance y profundidad de corte.Tiempo de cambio de herramienta: Necesario para intercambiar herramientas de corte para diferentes operaciones, como torneado, taladrado y refrentado.Tiempo de inactividad: Períodos en los que el la máquina no está mecanizando, como ajustar posiciones entre cortes o moverse a un nuevo punto de partida para la siguiente operación de corte.
Tipos de operaciones de torneado CNC
Para satisfacer diversas necesidades de fabricación, una amplia gama de procesos de torneado ahora incorporan varios tipos de herramientas de torno en tornos y máquinas de torneado CNC. Esto permite mecanizar más allá de la producción de piezas simples axialmente simétricas, como componentes cilíndricos y cónicos, para incluir geometrías complejas como polígonos y piezas intrincadas con curvas especiales. A continuación se detallan algunos de los tipos más comunes de operaciones de torneado:
1. Giro recto
El torneado recto implica retirar material del exterior de la pieza de trabajo para reducir su diámetro a una dimensión específica. A menudo es un paso inicial en el proceso de mecanizado, centrado en reducir rápidamente la pieza de trabajo hasta cerca del tamaño deseado. Debido a que se ocupa principalmente de eliminar material rápidamente, es posible que esta operación no produzca las dimensiones finales con la mayor precisión. Como tal, a veces se le llama torneado en bruto. Después del torneado recto, generalmente se requieren operaciones de acabado adicionales para refinar la superficie y lograr las dimensiones y tolerancias exactas necesarias para la pieza.
2. Torneado cónico
El torneado cónico es una operación de mecanizado realizada en ángulo, no paralela al eje de rotación de la pieza. Implica reducir gradualmente la profundidad de corte a lo largo de la pieza de trabajo para crear una forma cónica.
3.frente
El refrentado es un proceso que se utiliza para crear una superficie plana en el extremo de una pieza de trabajo. El objetivo es hacer que la superficie sea perpendicular al eje de rotación de la pieza de trabajo. Durante la operación de refrentado, la herramienta de refrentado avanza perpendicularmente a través del eje de rotación de la pieza. Este proceso se puede realizar como un corte de desbaste o como un corte de pasada final.
4.Perforación
La perforación se refiere a la creación de un agujero en el centro de la pieza de trabajo utilizando una herramienta de corte giratoria llamada broca. Si bien no es una operación de torneado tradicional, comúnmente se incorpora a los centros de torneado CNC con capacidades de herramientas en vivo. En los centros de torneado más avanzados, los agujeros se pueden perforar en casi cualquier orientación y no se limitan al eje central.
5.Aburrido
La perforación se utiliza para agrandar un agujero existente o mejorar su precisión cilíndrica. Se emplea comúnmente en aplicaciones donde la perforación por sí sola puede no proporcionar el nivel necesario de precisión o acabado superficial.
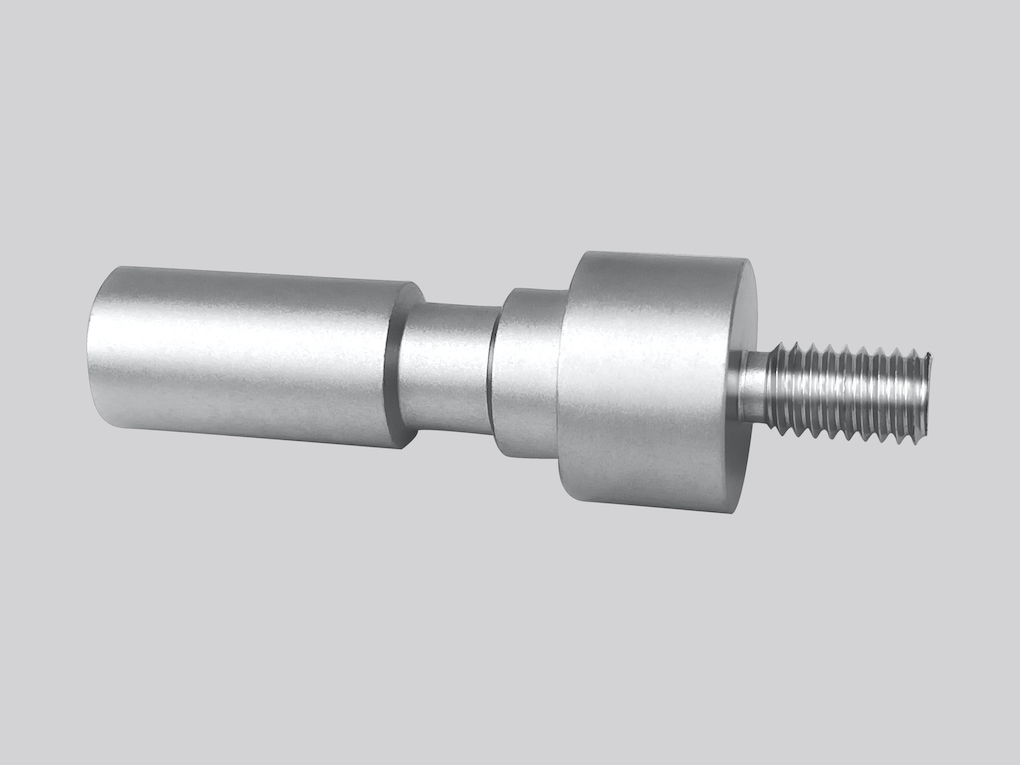
6.Enhebrado
El roscado es el proceso de cortar ranuras helicoidales en la superficie interna o externa de una pieza de trabajo para crear roscas, que se utilizan para sujetar componentes entre sí. Esto se puede hacer internamente (dentro de un orificio, como para la rosca de un tornillo) o externamente (en la superficie exterior, como para la rosca de un perno). En este proceso se utilizan herramientas de corte especializadas, como machos para roscas internas y matrices para roscas externas.
7.Moleteado
El moleteado se utiliza para crear un patrón texturizado en la superficie de una pieza de trabajo. Este patrón, que normalmente consiste en una serie de líneas rectas, en ángulo o cruzadas, se presiona o enrolla en el material utilizando una herramienta moleteadora especializada. El objetivo principal del moleteado es proporcionar un mejor agarre de piezas, como mangos de herramientas, perillas o sujetadores.
8.Ranurado
Ranurar implica crear una o más ranuras de ancho y profundidad específicos en una pieza de trabajo. Esta operación se utiliza normalmente para crear ranuras para anillos de sello, chaveteros, ranuras para aceite, etc. Se puede realizar en el diámetro interior o exterior de una pieza de trabajo, así como en las caras de los extremos.
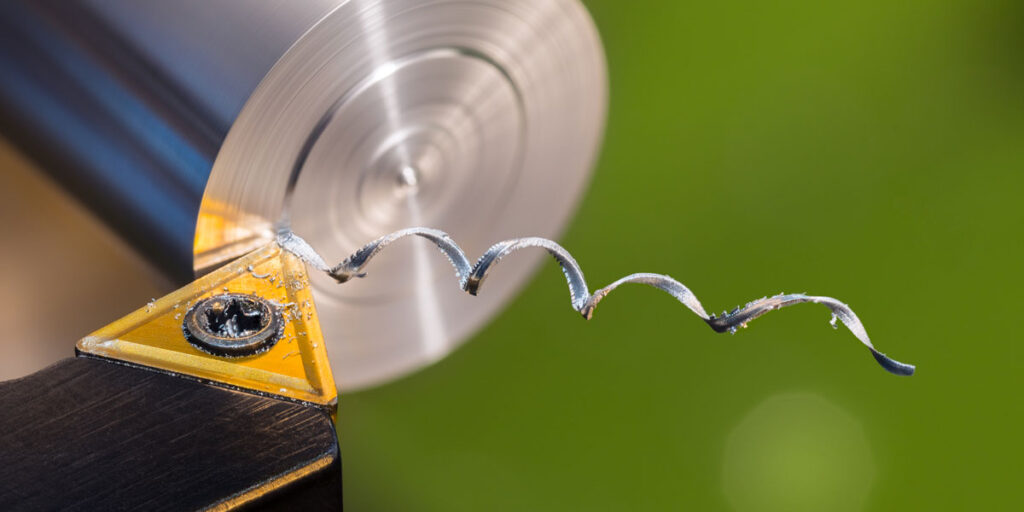
9.Partida (corte)
Es el proceso de cortar una pieza de trabajo del material original o dividir una pieza larga de material en piezas más cortas. Esta operación normalmente se realiza radialmente alrededor de la pieza de trabajo hasta que el material se corta por completo.
¿Es el torneado CNC la opción correcta para su pieza?
Hasta ahora, hemos llegado a comprender algunas de las ventajas clave del torneado CNC. Estos incluyen su precisión, gracias a la naturaleza automatizada del sistema, su flexibilidad debido a la capacidad de realizar varios tipos de operaciones y sus resultados más rápidos. Además, su compatibilidad con un amplio espectro de materiales, como metales, plásticos, madera, vidrio y cera, permite que el torneado CNC se aplique ampliamente en numerosas industrias, incluidas, entre otras, las de automoción, eléctrica e industrial.
¿Pero significa esto que el torneado CNC es adecuado para todas las piezas? Ciertamente no. Hay varios factores cruciales que deben considerarse para determinar si el torneado CNC es una opción eficaz para su proyecto.
Geometría de la pieza
El torneado CNC es más eficiente para piezas con simetría rotacional, como cilindros, conos o discos. Para piezas con características complejas o no rotacionales, los métodos de fabricación alternativos como el fresado CNC, la impresión 3D o el moldeo por inyección podrían ser más adecuados.
Propiedades de los materiales
El torneado CNC se adapta a una amplia gama de materiales, pero cada material tiene propiedades que influyen significativamente en cómo responde al proceso de torneado. Factores como la maquinabilidad, el desgaste de las herramientas, los acabados alcanzables y el comportamiento bajo tensiones de mecanizado son consideraciones cruciales.
Tomemos como ejemplo el aluminio, que se prefiere para el torneado CNC debido a su equilibrio ideal entre resistencia, peso y facilidad de mecanizado. Por el contrario, los materiales más duros, como el acero inoxidable y el titanio, ofrecen una mayor durabilidad, pero requieren herramientas de corte y parámetros de mecanizado especializados para evitar el endurecimiento por trabajo y asegurar un acabado de alta calidad. Además, si bien los metales se pueden mecanizar hasta obtener un alto brillo, los plásticos pueden requerir un manejo especial para evitar que se derritan o se deformen.
Por lo tanto, una evaluación exhaustiva de las propiedades del material de su producto es esencial para determinar si el torneado CNC es el método de fabricación más eficiente y rentable para sus necesidades.
Requisitos de tolerancia y tamaño
El torneado CNC puede lograr alta precisión y tolerancias estrictas, de hasta ±0,02 mm (±0,0008 pulgadas). Sin embargo, debido a las limitaciones físicas del diseño de la máquina y su capacidad de manipulación de piezas, los tornos CNC tienen limitaciones de tamaño. Por lo tanto, para piezas que requieren tolerancias más estrictas o que son muy grandes, pueden ser necesarios procesos de mecanizado alternativos.
Volúmenes de producción
Para volúmenes de producción pequeños y medianos, el torneado CNC suele ser una opción económica y eficiente, ya que proporciona alta precisión, capacidades de iteración rápida y la capacidad de mecanizar formas complejas sin la necesidad de moldes costosos. Cuando se trata de producción a gran escala, aunque el torneado CNC es aplicable, otros métodos de fabricación, como el moldeo por inyección o la fundición a presión, pueden ser más económicos debido a consideraciones de costo unitario (incluida la amortización de los costos del molde y el desperdicio de material durante el proceso CNC). proceso de torneado) y eficiencia de producción.
Tipos de torno CNC
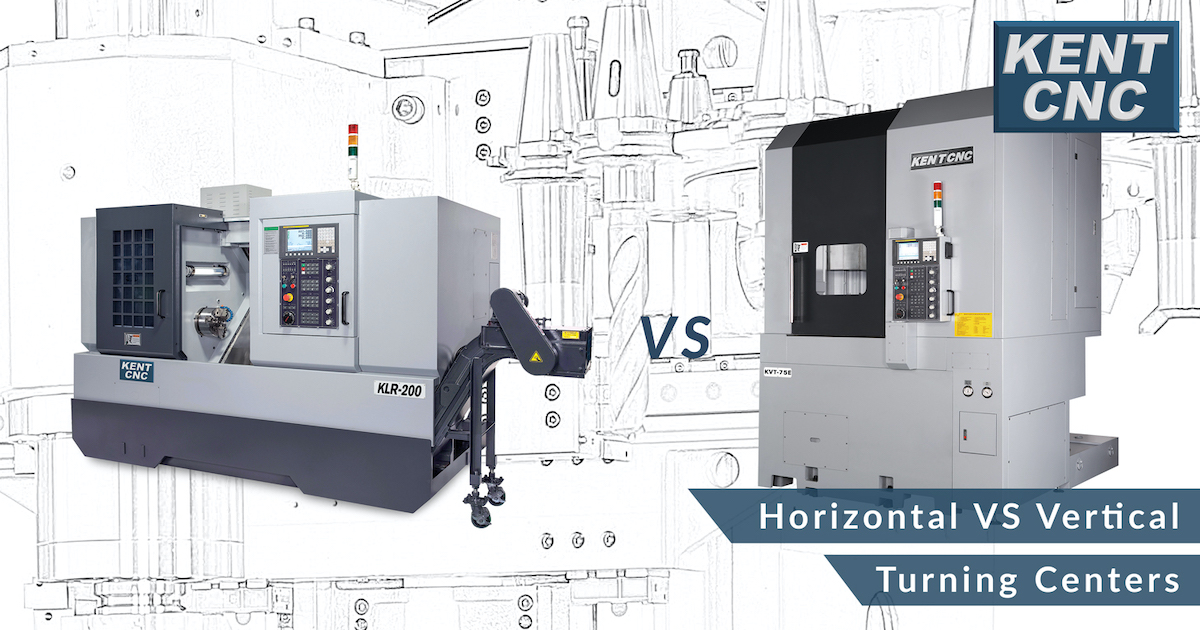
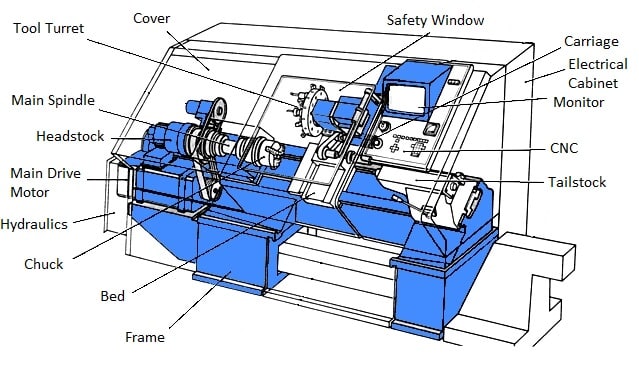
De:KENT CNC
Como se mencionó anteriormente, los tornos y centros de torneado son las máquinas típicas que se utilizan para las operaciones de torneado. En la práctica, estas máquinas se clasifican además en función de las necesidades y aplicaciones de fabricación específicas. A continuación se ofrece una descripción general de los tipos principales de tornos CNC.
Tornos CNC Horizontales
Los tornos CNC horizontales son el tipo típico y más utilizado de tornos CNC. En estas máquinas, la pieza de trabajo se monta horizontalmente y gira alrededor de un eje horizontal. Son capaces de realizar operaciones de corte, roscado y mandrinado externos e internos.
Tornos CNC verticales
Al igual que en los tornos horizontales, la principal diferencia radica en cómo se sujeta la pieza de trabajo. Los tornos CNC verticales aseguran la pieza de trabajo en una orientación vertical, lo que es particularmente útil para mecanizar piezas de trabajo grandes y pesadas que pueden ser difíciles de montar o mantener la estabilidad en un torno horizontal. Esta configuración también puede resultar ventajosa en entornos donde el espacio es limitado.
Centros de torneado horizontal
Los centros de torneado horizontal son versiones avanzadas de tornos horizontales que incorporan funciones adicionales como taladrado y fresado. Esta capacidad multitarea permite el mecanizado completo de una pieza sin la necesidad de transferir la pieza a diferentes máquinas para realizar pasos de mecanizado adicionales. Además, la orientación horizontal ayuda a eliminar las virutas al permitir que la gravedad las aleje naturalmente del área de corte, lo que mejora tanto la estabilidad como la limpieza del proceso de mecanizado.
Centros de torneado vertical
Los centros de torneado vertical combinan las características de los tornos CNC verticales con las fresadoras CNC, brindando la versatilidad para realizar operaciones de torneado, fresado y taladrado. Con un diseño en el que el mandril giratorio se coloca más cerca del suelo, el centro de gravedad del material está alineado con el eje de rotación, lo que ayuda a evitar el efecto voladizo. Por lo tanto, los centros de torneado vertical se utilizan idealmente para mecanizar piezas de gran diámetro pero cortas y pesadas.
Además, con los avances en la tecnología, existen otros tipos y variantes específicos de máquinas CNC diseñadas para satisfacer una gama más amplia de necesidades y aplicaciones de fabricación. Un ejemplo notable son los tornos CNC de tipo suizo, que son particularmente adecuados para el mecanizado de precisión de piezas pequeñas y complejas.
Componentes de la máquina de torneado CNC
Si bien existen muchos tipos diferentes de tornos, todos comparten algunos componentes clave comunes. Comprender estos componentes es crucial para operar una máquina de torneado CNC de manera efectiva y realizar el mantenimiento. Echemos un vistazo breve a estos elementos esenciales.
Panel de control
El panel de control es la interfaz de usuario de la máquina CNC, donde los maquinistas y técnicos ingresan el código G o el programa CAM que dicta los movimientos y operaciones de la máquina.
Huso
El husillo mantiene la pieza de trabajo en su lugar mientras gira. La potencia y la velocidad del husillo son fundamentales para el proceso de mecanizado, ya que determinan la velocidad a la que se puede eliminar el material.
La mayoría de los tornos CNC básicos están equipados con un solo husillo, que es suficiente para la gran mayoría de aplicaciones de torneado. Sin embargo, los centros de torneado CNC más avanzados pueden presentar configuraciones de doble o multihusillo, lo que permite operaciones de corte más complejas y eficientes.
Clavijero
El cabezal generalmente está ubicado en el lado izquierdo de la máquina (desde la perspectiva del operador) y sirve como alojamiento para el mecanismo de accionamiento del husillo del torno.
El husillo principal pasa a través del cabezal y se utiliza para asegurar la pieza de trabajo o un dispositivo de sujeción del trabajo, como un mandril. El mecanismo de accionamiento incluye el motor, engranajes, correas o poleas, que trabajan juntos para transferir energía del motor al husillo, permitiéndole girar a varias velocidades.
Contrapunto
El contrapunto, situado en el extremo opuesto al cabezal, está diseñado para proporcionar soporte y estabilidad a la pieza de trabajo durante el mecanizado. Puede moverse a lo largo de la bancada del torno para acomodar piezas de trabajo de diferentes longitudes y sostiene herramientas como centros o brocas en su eje ajustable para diversas operaciones, como perforar orificios centrales precisos. Por tanto, es muy adecuado para garantizar la precisión del mecanizado y conseguir acabados de calidad en piezas largas o pesadas.
Arrojar
Un mandril es un dispositivo que normalmente se monta en el husillo principal y sujeta la pieza de trabajo que se va a cortar. A menudo presenta mordazas intercambiables para adaptarse a diferentes tipos y tamaños de piezas de trabajo. Si bien lo más común es tener tres mordazas, algunos mandriles tienen cuatro mordazas, lo que puede resultar útil para sujetar barras cuadradas y permitir el giro descentrado.
Carro
El carro es un componente móvil que se desliza a lo largo de la plataforma de la máquina. Sirve para sostener, posicionar y alimentar la herramienta de corte en la pieza de trabajo. El carro consta de varias partes, incluido el sillín, el carro transversal, el soporte compuesto y el poste de herramientas, entre otros.
Torreta
La torreta, montada sobre el carro, contiene varias herramientas de corte. Puede girar para llevar rápidamente cualquier herramienta a la posición de corte, eliminando la necesidad de cambios manuales. Las torretas pueden ser de varios tipos, incluidas estáticas (donde las herramientas no giran durante la operación de corte) y vivas (donde las herramientas pueden girar, permitiendo operaciones como taladrado o fresado). Los centros de torneado CNC pueden tener una sola torreta o varias torretas para una mayor eficiencia. y complejidad en el mecanizado.
Cama
La bancada, generalmente hecha de material de hierro fundido, es la base del torno giratorio que soporta todos los demás componentes, incluidos el cabezal, los mandriles, los contrapuntos, etc. Está diseñada para garantizar estabilidad y rigidez durante el mecanizado.
Trabaje con Chiggo para sus piezas torneadas CNC personalizadas
Ahora que ha obtenido información detallada sobre el torneado CNC, si está buscando el socio adecuado para su proyecto, no busque más que Chiggo. Como instalación certificada ISO 9001:2015 con casi dos décadas de experiencia en mecanizado, garantizamos que sus productos cumplan con los más altos estándares de calidad, todo a precios competitivos.
Ofrecemos soluciones de fabricación bajo demanda adaptadas a sus necesidades específicas, con soporte experto disponible las 24 horas, los 7 días de la semana, desde el diseño hasta la entrega. Cargue su archivo CAD hoy para recibir un análisis DFM gratuito y dé el primer paso para darle vida a su proyecto.