Los componentes del metal tienden a envejecer y empañarse con el tiempo debido a la exposición al oxígeno, la humedad, las altas temperaturas y el desgaste mecánico. El pulido crea una superficie suave con espejo que minimiza los sitios de inicio de corrosión y previene la contaminación de la superficie. El acabado resultante mejora el atractivo decorativo y ofrece una alta reflectividad para usos funcionales, como reflectores ópticos. Además, al eliminar las irregularidades de la superficie, el pulido elimina los micro-muescos que actúan como concentradores de estrés, mejorando así la vida de la fatiga.
En este artículo, cubrimos los pasos y métodos clave de pulido, exploramos sus beneficios y aplicaciones comunes, y compartimos consejos prácticos para ayudarlo a mantener el rendimiento y la apariencia de sus piezas.
¿Cuál es un acabado de pulido y cómo funciona?
El pulido utiliza abrasivos para eliminar gradualmente las imperfecciones y los rasguños depiezas mecanizadas, con el objetivo de lograr una superficie lisa y reflectante. Se pueden aplicar varias técnicas dependiendo del material y del resultado deseado. Por ejemplo, el pulido mecánico se usa comúnmente para metales, mientras que los métodos químicos son más adecuados para ciertos tipos de piedra, vidrio o plástico.
Independientemente del material o la calidad del acabado, el proceso de pulido generalmente sigue varios pasos clave para transformar una superficie rugosa en un acabado similar a un espejo.
Paso #1: Boughing
Comience con una molienda gruesa para eliminar las principales irregularidades de la superficie y los rasguños profundos del mecanizado, el soldadura y la fundición. Use un molinillo angular o una lijadora de banda equipada con 40–60 discos o cinturones para derribar las manchas altas rápidamente. Luego cambie a una lijadora orbital aleatoria cargada con papel de lija de arena de 120–240 para nivelar la superficie y borrar las marcas de molienda restantes.
Paso #2: pulido
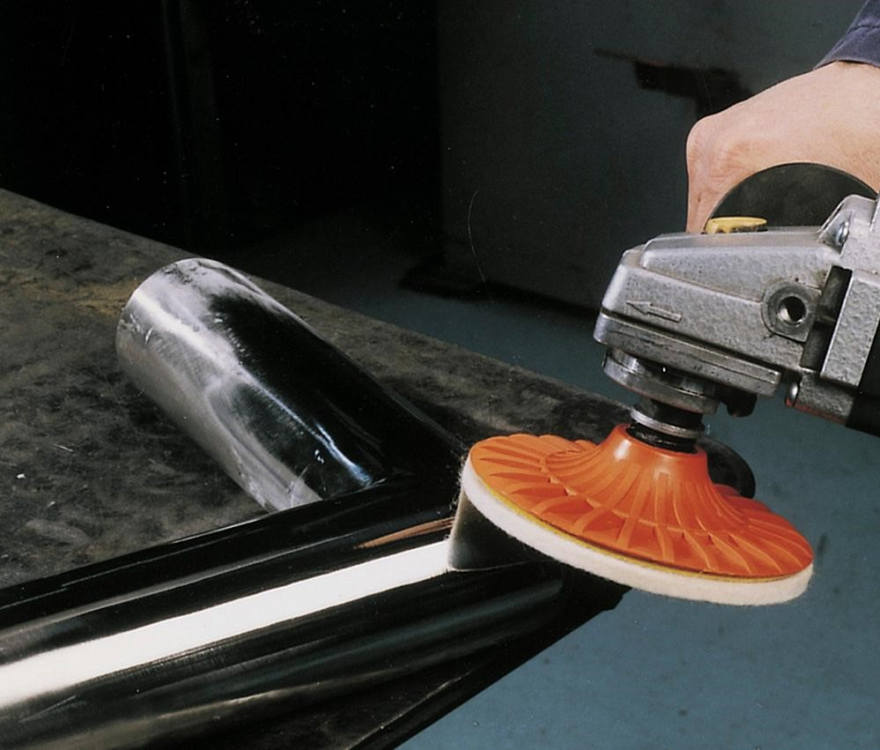
Después de desgarrar, aplique un compuesto de corte a la pieza utilizando un capó de pulido de lana o una rueda de algodón de algodón montada en un pulidor de banco o una herramienta giratoria de mano. Una vez que el compuesto grueso ha eliminado los rasguños restantes, cambie a almohadillas de pulido de espuma o ruedas de tela más finas cargadas con compuestos de pulido más finos y finos para borrar micro-grooves y construir un brillo similar a un espejo. Termine limpiando la superficie con un paño de microfibra limpio para eliminar cualquier residuo compuesto y verificar un acabado uniforme de alta reflectividad.
Paso #3: pulido o brillo
Después de pulir, las piezas pueden tener una ligera neblina o micro-scratches. Para lograr un acabado uniforme en forma de espejo, monte las ruedas suaves de tela o los trapas de pulido de franela en su pulidor y aplique un compuesto fino con luz, incluso presión hasta que la neblina desaparezca. Este paso de pulido final aumenta aún más el brillo de la superficie, ofreciendo un acabado consistente de alta reflectividad.
Paso #4: Protección
Para preservar el acabado pulido, aplique una capa delgada de cera protectora, aceite o laca transparente para sellar la superficie. Esta capa ayuda a mantener el brillo, bloquea la humedad y los contaminantes, y extiende la vida útil del componente. Ya sea que incluya este paso, y qué recubrimiento elija, depende del material, el entorno operativo y los requisitos de durabilidad de la pieza.
Diferentes tipos de métodos de pulido y sus pros y contras
Pulido mecánico
Esta es la técnica de acabado más común en metalurgia y generalmente precede al pulido químico o electrolítico. Se basa en el contacto directo entre una herramienta abrasiva y la pieza de trabajo para eliminar el material y suavizar los rasguños, las marcas de herramientas y otros defectos de la superficie. Puede hacerlo a mano o con equipos alimentados como pulidores de banco, molineras de ángulo y lijadoras orbitales equipadas con cinturones abrasivos, discos, ruedas o almohadillas.
Pros
Buen control sobre la textura de la superficie y el brillo
Eliminación efectiva de defectos y rebabas pesadas
Bajo costo de equipo y herramientas ampliamente disponibles
Capaz de lograr un verdadero acabado de espejo en metales
Ayuda a reducir las concentraciones de estrés
Contras
Trabajo intensivo y puede llevar mucho tiempo
Genera calor que puede distorsionar o decolorar la pieza
Requiere habilidad del operador para evitar áreas desiguales o marcas de remolino
Desafiante para geometrías complejas y materiales blandos
Pulido químico
En el pulido químico, la pieza de trabajo se sumerge en un baño controlado cuya solución disuelve selectivamente las manchas altas microscópicas, alisando la rugosidad de la superficie para producir un acabado uniforme y brillante. Al ajustar la temperatura del baño, la concentración y el tiempo de inmersión, este proceso puede tratar geometrías apretadas o complejas sin ninguna abrasión mecánica.
Pros
Ofrece un acabado uniforme sin contacto mecánico
Alcanza canales internos y formas complejas a las que las herramientas no pueden acceder
Permite el procesamiento por lotes de varias piezas a la vez
No pone estrés mecánico en la pieza de trabajo o las herramientas
Mejora la resistencia a la corrosión dejando una superficie limpia y pasivada
Contras
Implica el manejo y la eliminación de productos químicos peligrosos
Proporciona menos control sobre la textura fina en comparación con los métodos mecánicos
Los parámetros del baño (temperatura, tiempo, concentración) deben manejarse estrechamente para evitar el exceso
Requiere enjuague y neutralización exhaustivos para detener la reacción y evitar la corrosión posterior al servicio
Pulido electrolítico (electropolishing)
A menudo se considera el reverso deelectro Excripción. En lugar de depositar metal, la pieza de trabajo sirve como electrodo positivo (ánodo) en un electrolito ácido, con un cátodo colocado junto. Cuando fluye la corriente de CC, los iones metálicos se disuelven preferentemente de las manchas altas microscópicas en el ánodo, alisando la superficie en un acabado brillante y de espejo.
Pros
Logra la AR extremadamente baja (rugosidad de la superficie) y un brillo similar a un espejo superior al pulido mecánico
Mejora la resistencia a la corrosión al eliminar las impurezas integradas
No pone estrés mecánico en la parte o herramientas
Puede alcanzar y pulir agujeros internos, canales y otras características ocultas
Contras
Requiere equipo especializado (suministro de energía de CC, tanque resistente al ácido, filtración) y un cuidadoso manejo de productos químicos peligrosos
Solo funciona en metales eléctricamente conductores
Accesorios complejos (cátodos o plantillas personalizados) a menudo necesarios para agujeros profundos o geometrías irregulares
Exige un tratamiento previo y posterior a la exigencia (desplazamiento, enjuague, neutralización)
Pulido de vapor
El pulido de vapor se usa principalmente en plásticos transparentes o translúcidos, especialmente ABS impreso en 3D, PMMA o PC, para mejorar la claridad óptica y la suavidad de la superficie. La pieza se coloca en una cámara sellada donde el vapor disolvente (por ejemplo, acetona o diclorometano) derrite suavemente los picos de la capa superficial, borrando las líneas de capas sin ninguna abrasión mecánica.
Pros
Particularmente efectivo en materiales transparentes
Tiempos de ciclo rápidos en comparación con el lijado manual
Proceso sin contacto, adecuado para geometrías delicadas o complejas
Suave y sella micro-pores, mejorando la resistencia química y la facilidad de la limpieza
Contras
Requiere un control preciso para evitar la sobreexposición y la deformación
Implica vapores de solvente peligroso, lo que requiere ventilación adecuada y PPE
Limitado a plásticos compatibles con solventes; no aplicable a todos los polímeros
Aplicaciones del acabado de la superficie de pulido
Una superficie altamente pulida es lisa, lo que reduce la fricción y el desgaste entre las partes móviles. Esta suavidad también hace que las superficies tengan menos probabilidades de albergar bacterias y más fáciles de limpiar, reduciendo los riesgos de contaminación.
Además, el brillo de los metales pulidos aumenta la reflectividad de la luz, a menudo vinculada al lujo y la calidad, y ayuda a reflejar el calor, ayudando al manejo térmico. Estos beneficios permiten una amplia gama de aplicaciones en todas las industrias, que incluyen:
Componentes mecánicos y piezas automotrices, como engranajes, rodamientos, parachoques, llantas y molduras.
Dispositivos médicos, incluidos instrumentos quirúrgicos e implantes.
Componentes aeroespaciales, como cuchillas de turbina pulida en motores a reacción.
Sistemas de flujo de fluido, particularmente las superficies internas de las tuberías y las piezas aeroespaciales de manejo de líquidos.
Sistemas de iluminación y dispositivos ópticos, incluidos espejos telescopios y faros automotrices.
Bienes de consumo, desde superficies de contacto con alimentos hasta joyas y relojes.
Opciones de calificación de acabado para fines de pulido
Diferentes industrias y regiones utilizan varios sistemas para clasificar las calificaciones de superficie pulida. Dos formas comunes de especificar un acabado son por el tamaño de la arena abrasiva (que se correlaciona con la rugosidad de la superficie) y por el brillo visual. Las clasificaciones típicas se muestran a continuación.
Grado de acabado
Tamaño de arena(ANSI)
Descripción
Grueso
40-60
Pulido pesado para eliminar rasguños grandes y marcas de soldadura
Medio
80-120
Pulido estándar para suavidad moderada
Bien
180-240
Fino pulido para lograr una superficie más suave
Muy bien
320-1200
Pulido ultra fino para un acabado muy suave o cercano
Rugosidad de la superficie por tamaño de arena
Calificación
Descripción lustre
Aplicaciones típicas
Mate
Sheen tenue que difunde la luz
Hardware, instalaciones de arte donde se debe minimizar el resplandor
Satín
Apariencia de bajo brillo y apagado
Elementos de diseño de interiores, paneles de electrodomésticos
Brillante
Brillo reflectante
Detalles automotrices, joyas, adornos orientados al consumidor
Espejo brillo
Reflectividad extremadamente alta e perfecta
Dispositivos ópticos, espejos, piezas decorativas de alta gama
Grados de brillo visual
Consejos para resultados óptimos en pulido
Para un acabado de calidad de espejo consistentemente suave, considere estas mejores prácticas:
Seleccione la técnica de pulido correcta
El mejor método depende de su material, geometría de parte, acabado deseado y tamaño por lotes. Para la mayoría de los metales, el pulido mecánico ofrece control directo para eliminar las marcas de herramientas, mientras que el pulido químico o la electropolización ofrece un brillo brillante y resistente a la corrosión sin contacto e incluso alcanza canales ocultos. El pulido de vapor borra las líneas de capa en plásticos transparentes. El acabado vibratorio maneja lotes grandes de manera eficiente, y las herramientas manuales o los vapores de solventes funcionan mejor para prototipos únicos.
Use los abrasivos y herramientas correctos
Seleccione abrasivos para que coincida con cada etapa de pulido: 40–80 cinturones de arena o discos para la extracción de defectos pesados, 120–240 almohadillas de arena para suavizado de la superficie y 400–800 grano en algodón suave o ruedas de espuma para el brillo final. Además, elija la rigidez de la almohadilla para adaptarse a la forma de la pieza: almohadillas rígidas para áreas planas y almohadillas más suaves y flexibles para curvas y contornos. Finalmente, ajuste la velocidad y la presión de la herramienta para cada grano: las RPM más bajas y la presión más ligera evitan el sobrecalentamiento y extienden la vida abrasiva.
Limpiar entre pasos
Después de cada etapa de pulido, retire todos los residuos antes de cambiar de arena. Limpie la parte con un paño sin pelusa y un poco de solvente (por ejemplo, alcohol isopropílico), luego despeje ranuras con aire comprimido. Para formas intrincadas, enjuague con agua tibia y detergente suave, luego seque completamente. Esto evita que las partículas gruesas causen nuevos rasguños y asegura que cada arena funciona de manera efectiva para un acabado consistente y suave.
Inspeccionar y medir regularmente
Las verificaciones regulares en las etapas clave mantienen sus piezas en las especificaciones y fuera de retrabajo. Después de cada etapa de arena, inspeccione la superficie bajo una buena iluminación o con una lupa para confirmar la extracción de arañazos e incluso el brillo. Mida la rugosidad utilizando un perfilómetro portátil o probador de lápidas para verificar la AR, y usar pinzas o un micrómetro para verificar las dimensiones críticas. Atrapar cualquier acabado fuera del objetivo o desviaciones dimensionales temprano le permite ajustar la presión, la velocidad o la arena abrasiva inmediatamente, lo que garantiza que el proceso de pulido permanezca en el camino.
Documente su proceso
Cuando documente su proceso de pulido, trátelo como una receta que desea clavar cada vez. Registre la ID de la pieza, la fecha y el operador, luego tenga en cuenta las herramientas y abrasivos exactos que utilizó: tipo de máquina, material de almohadilla o rueda, y tamaños de arena en cada etapa. Anote su configuración de presión, velocidad del huso o rpm de la herramienta de mano, y cuánto tiempo pasó en cada arena. Después de pulir, el registro midió los valores de la superficie de la superficie, cualquier defecto que haya visto y qué ajustes hizo. Mantener estos detalles en un formato compartido, ya sea una hoja de cálculo simple o una forma digital, le permite reproducir configuraciones ganadoras, patrones de detección cuando las cosas salen mal y entrenar a los nuevos miembros del equipo más rápido.
Conclusión
Cuando el acabado de la superficie de pulido mejora el atractivo estético de sus productos, también mejora su funcionalidad. En Chiggo, entendemos esto, y estamos listos para convertir su visión de prototipos en realidad. Ofrecemos de alta calidadMecanizado CNCy servicios de impresión 3D, junto con acabados de primer nivel, incluidos los acabados superficiales pulidos. Garantizamos los resultados que espera a un precio competitivo.Contáctenos hoy para una cotización instantánea!
Preguntas frecuentes de acabado superficial de pulido
¿Qué son los compuestos de pulido?
Los compuestos de pulido son sustancias que contienen partículas abrasivas finas mezcladas en un medio, que puede estar en forma de pasta, barra, líquido o polvo. Por lo general, se usan junto con las herramientas de pulido, como ruedas, almohadillas o telas, para suavizar y mejorar el acabado superficial de los objetos.
¿Cuál es la diferencia entre pulido y pulido?
El pulido es un proceso utilizado para suavizar las imperfecciones de la superficie y preparar la superficie, típicamente utilizando abrasivos más gruesos. Crea un acabado uniforme pero no necesariamente agrega brillo. El pulido, por otro lado, se realiza después de pulir y usa abrasivos más finos con ruedas más suaves para lograr un acabado de alto brillo o espejo.
Si bien el pulido se centra en nivelar la superficie, el pulido está dirigido a mejorar el brillo.
¿Cuál es la diferencia entre el cepillado y el pulido?
El cepillado y el pulido sirven diferentes propósitos y producen acabados distintos. El cepillado crea un acabado mate texturizado que mejora la durabilidad y ayuda a ocultar imperfecciones y huellas digitales. En contraste, el pulido produce una superficie altamente reflectante y lisa, mejorando tanto la calidad de la superficie como la apariencia.
¿Cuál es la diferencia entre pulir y terminar?
El pulido y el acabado son términos relacionados pero no idénticos. El acabado es un término amplio que cubre todos los procesos utilizados para mejorar la superficie de una parte después del mecanizado o la fabricación, incluida la limpieza, desacuerdo, recubrimiento, pintura, anodización y más. El pulido es solo un tipo de proceso de acabado, específicamente dirigido a suavizar y iluminar una superficie usando abrasivos para reducir la rugosidad y crear una apariencia uniforme, a menudo brillante. En resumen, todo el pulido está terminando, pero no todo el acabado es el pulido.