El doblado de chapa es una de las técnicas de conformado más comunes utilizadas en la fabricación de chapa. Dependiendo de la aplicación específica, a veces se lo denomina prensa plegadora, bridado, doblado de matrices, plegado o canteado. Este proceso implica aplicar fuerza para deformar el material en formas angulares.
¿Cuáles son los métodos de flexión más comunes? ¿Cuáles son las consideraciones de diseño para el doblado de chapa metálica? ¿Cómo afectan los parámetros clave a la flexión? ¿Cómo se calculan el factor k y el margen de flexión? En este artículo encontrarás las respuestas a estas preguntas una por una.
¿Qué es el doblado de chapa metálica?
El doblado de chapa metálica es un proceso de conformado en el que se aplica fuerza para deformar una lámina de metal hasta darle la forma deseada, lo que normalmente da como resultado dobleces o curvas angulares. Esta fuerza excede el límite elástico del material, asegurando que la deformación sea permanente sin causar que el material se rompa. El proceso generalmente maneja materiales con espesores que oscilan entre 0,5 mm y 6 mm, aunque el rango específico depende del tipo de material y del equipo utilizado. Los materiales más gruesos pueden requerir maquinaria especializada y mayor fuerza para lograr las curvaturas deseadas. El doblado de chapa metálica a menudo se combina con el corte por láser para una producción eficiente de volumen bajo a medio.
Existen varios tipos de máquinas utilizadas para doblar chapa, siendo las prensas plegadoras las más comunes. Los tipos principales incluyen plegadoras mecánicas, neumáticas e hidráulicas. Una prensa plegadora típica consta de un troquel inferior fijo y un troquel superior móvil, también conocidos como punzón y ariete, respectivamente. El punzón aplica fuerza para doblar la chapa a medida que desciende el ariete. Cada variante de plegadora ofrece diferentes niveles de fuerza, según el mecanismo utilizado. En particular, las plegadoras hidráulicas suelen estar equipadas con sistemas CNC, lo que permite operaciones de doblado precisas. Son particularmente populares para realizar trabajos complejos de chapa con alta precisión, especialmente en aplicaciones industriales.
1.V-flexión
El doblado en V es el método más común en el doblado de chapa. En este proceso, un punzón presiona la chapa en una ranura en forma de V en la matriz, lo que permite varios ángulos de curvatura. El ángulo de curvatura se ajusta controlando la profundidad del punzón. El doblado en V se puede dividir en tres subcategorías: doblado por aire, doblado por fondo y acuñado.
Entre estas, el doblado por aire y el doblado por fondo representan la mayoría de las operaciones de doblado de chapa, mientras que el acuñado se usa con menos frecuencia y generalmente se reserva para aplicaciones que requieren una precisión excepcionalmente alta y una recuperación elástica mínima.
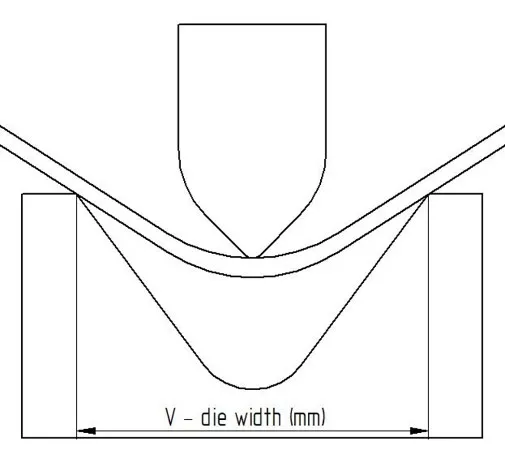
Doblado por aire
El doblado por aire, o doblado parcial, utiliza un punzón para doblar la lámina de metal en el ángulo deseado sin que el metal entre en contacto completamente con la parte inferior del troquel. En cambio, queda un pequeño espacio de aire debajo de la lámina, lo que permite un mayor control sobre el ángulo de curvatura. Por ejemplo, con un troquel y un punzón de 90°, el doblado con aire le permite obtener un resultado entre 90 y 180 grados.
Este método requiere menos fuerza y ofrece una gran flexibilidad, ya que se pueden lograr diferentes ángulos de curvatura utilizando la misma herramienta. Además, permite que el metal se estire ligeramente al doblarse, lo que reduce el riesgo de agrietamiento y da como resultado una curvatura más suave.
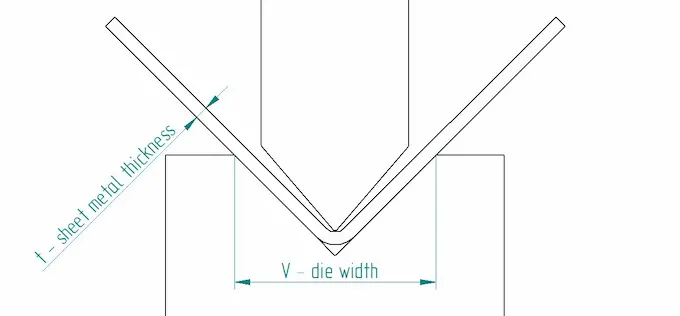
Tocando fondo
Como lo implica el nombre "tomar fondo" (o "doblar el fondo"), el punzón presiona la lámina de metal firmemente en la parte inferior del troquel en V, asegurando un contacto estrecho con la superficie del troquel. En comparación con el doblado por aire, el doblado requiere más fuerza para presionar completamente la chapa en el troquel. Aunque este proceso puede aumentar el riesgo de distorsión o agrietamiento, es ideal para lograr curvaturas precisas con una recuperación elástica mínima, especialmente para materiales que pueden soportar tensiones más altas y cuando se crean curvas muy pronunciadas.
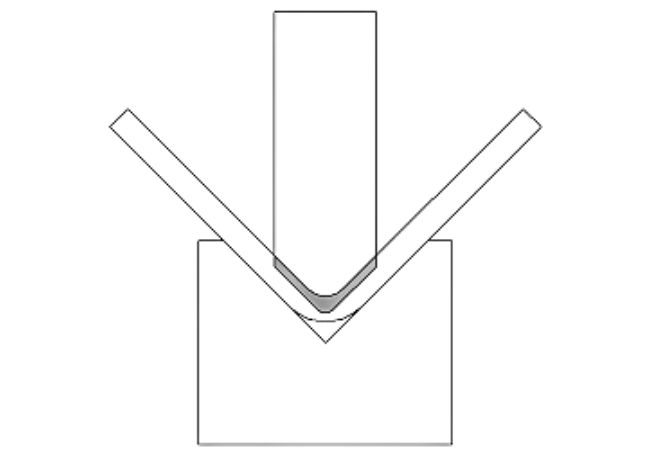
acuñar
La acuñación deriva su nombre de la producción de monedas, que requiere una precisión extremadamente alta para garantizar la coherencia. En el doblado, el acuñado logra resultados igualmente precisos al aplicar una presión significativamente mayor, generalmente de 5 a 10 veces más que en los procesos de doblado estándar. Esta alta presión fuerza a la chapa a entrar en el troquel, provocando deformación plástica y formando la forma y el ángulo exactos. En comparación con otros métodos de doblado, el acuñado requiere más fuerza pero ofrece una precisión superior y prácticamente elimina el retorno elástico.
2.Doblado en U
El doblado en U funciona con un principio similar al doblado en V, ya que ambos procesos aplican presión a través de un punzón y una matriz para deformar plásticamente la lámina de metal. La diferencia clave es que en el doblado en U, el punzón y la matriz tienen forma de U, lo que permite la creación de canales y perfiles en forma de U. Si bien este método es sencillo, en la producción a gran escala, a menudo se prefieren técnicas más eficientes como el perfilado debido a su mayor flexibilidad y velocidad para producir formas similares.
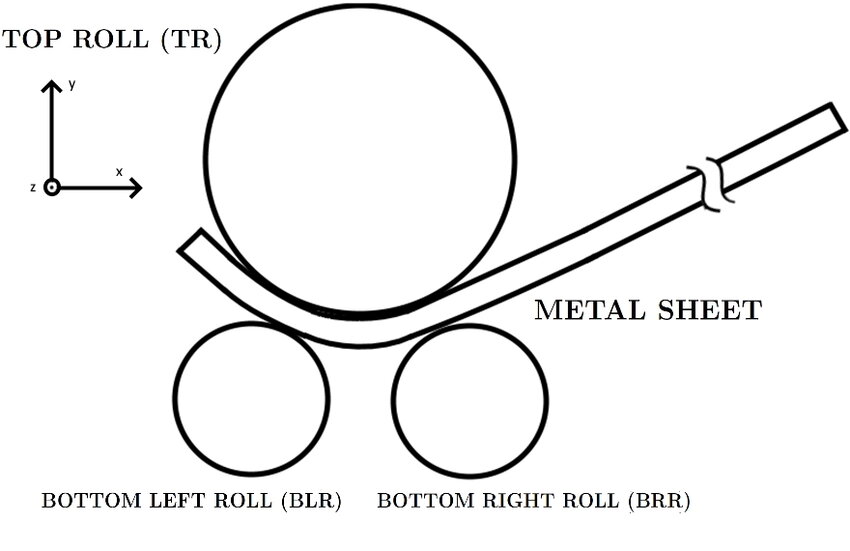
3. Doblado de rollos
El doblado por rodillos es un proceso de doblado continuo que utiliza una serie de rodillos para doblar gradualmente la lámina de metal hasta darle una forma curva. El espaciado y la presión de los rodillos se pueden ajustar para controlar el radio y el ángulo de curvatura. Este método es particularmente adecuado para crear curvas de gran radio y curvas largas y continuas, que comúnmente se requieren en industrias como la construcción, la automoción y la energía para producir componentes estructurales de gran tamaño.
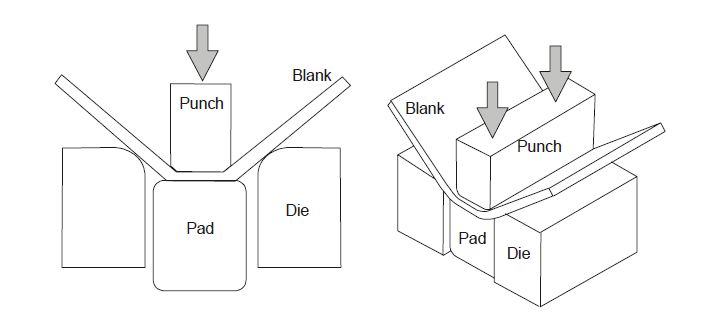
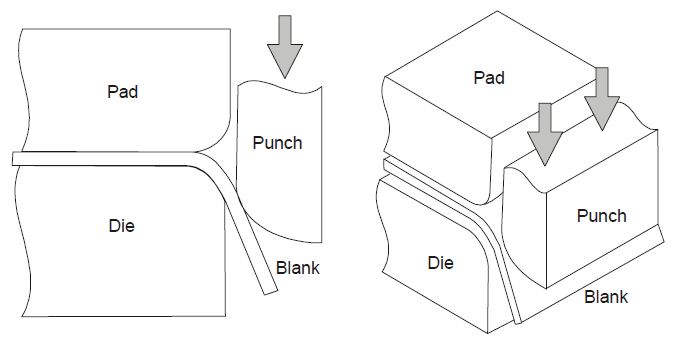
4. Limpiar la flexión
En el doblado por barrido, la chapa metálica se sujeta de forma segura contra un troquel por barrido mediante una almohadilla de presión. Luego, un punzón (generalmente un punzón recto) empuja contra la parte de la hoja que se extiende más allá del troquel y la almohadilla de presión, lo que hace que se doble sobre el borde del troquel. El doblado con paño es relativamente simple y capaz de lograr dobleces precisos con una distorsión mínima. Se utiliza comúnmente en aplicaciones de producción de gran volumen donde se requiere un doblado preciso de los bordes.
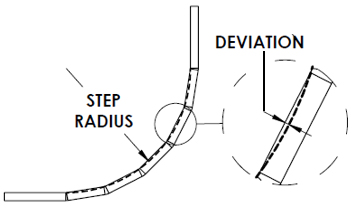
5. Doblado por pasos
La flexión escalonada, también conocida como flexión de protuberancias, es esencialmente una flexión en V repetitiva. Este método crea curvas de gran radio o curvas complejas realizando múltiples curvas en V pequeñas en sucesión. Cuantas más curvas se apliquen, más suave será la curva, lo que reducirá los bordes afilados y las irregularidades. El doblado escalonado se usa ampliamente en aplicaciones que requieren curvaturas de gran radio, como tolvas cónicas y quitanieves. Se puede realizar con herramientas estándar, como una plegadora típica, lo que simplifica la configuración del equipo y reduce los costos, particularmente para la producción de lotes pequeños.
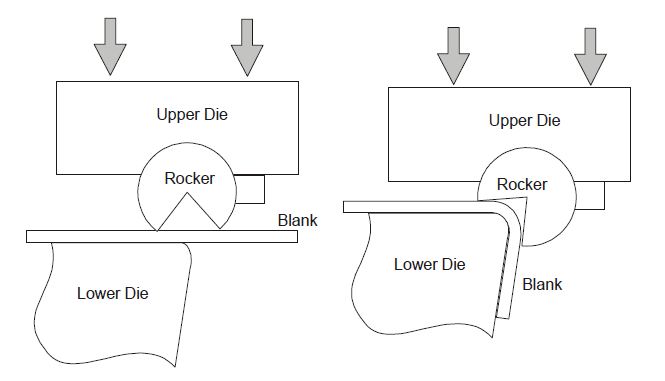
6.Doblado rotatorio
En el proceso de doblado rotatorio, la chapa o el tubo se sujetan firmemente a un troquel y una herramienta de doblado (normalmente un brazo doblador) gira alrededor del troquel fijo para doblar el material al ángulo deseado. Este método proporciona un mejor control y minimiza los rayones en la superficie. y reducir el estrés material.
En particular, cuando el doblado rotatorio involucra tubos de paredes delgadas o materiales susceptibles a arrugarse, a menudo se emplea la técnica de doblado rotatorio, que incorpora un mandril de soporte interno. Este mandril evita las arrugas en el interior del pliegue y garantiza resultados de alta calidad. Esta es una de las ventajas clave del proceso de doblado por estirado rotatorio sobre otros métodos de doblado.
Consideraciones de diseño para el doblado de chapa metálica
El diseño para el doblado de chapa implica varias consideraciones clave para garantizar que el producto final cumpla con los requisitos tanto funcionales como estéticos. Estos son los factores principales a considerar:
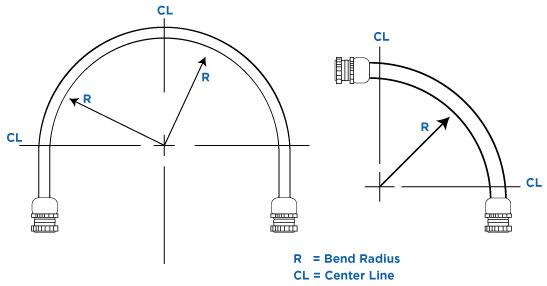
1.Radio de curvatura
Cualquier metal que esté doblado tendrá un radio a lo largo de la curvatura. El radio de curvatura mide la curvatura del borde interior de la curvatura. El radio de curvatura de la chapa varía según los diferentes materiales de curvatura, geometrías de herramientas y condiciones del material.
Si el radio de curvatura es demasiado pequeño, puede provocar grietas o deformaciones permanentes del material. Una pauta general es garantizar que el radio de curvatura sea al menos igual al espesor del material o mayor. Además, es una buena práctica utilizar un radio de curvatura consistente para todas las curvaturas de una pieza específica, ya que esto simplifica la configuración de la herramienta y reduce los costos.
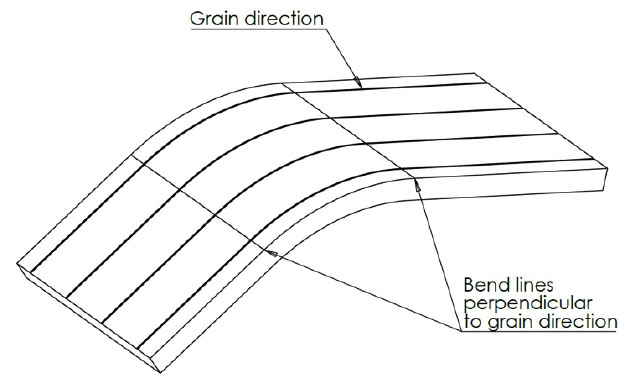
2.Dirección y orientación de curvatura
Al diseñar para doblar chapa metálica, se debe considerar cuidadosamente cómo es la dirección de doblado en relación con la dirección de la fibra (o fibra) del material. Doblar paralelo a la fibra presenta un mayor riesgo de agrietamiento, ya que la estructura de grano del material es más propensa a separarse. bajo estrés. Por el contrario, la flexión perpendicular a la fibra mejora la ductilidad y reduce la probabilidad de fracturas. Además, alinear la dirección de flexión con la dirección de corte (o corte) del material ayuda a minimizar la propagación de cualquier defecto o microfisura que pueda haberse introducido durante el proceso de corte, lo que garantiza una mejor integridad estructural.
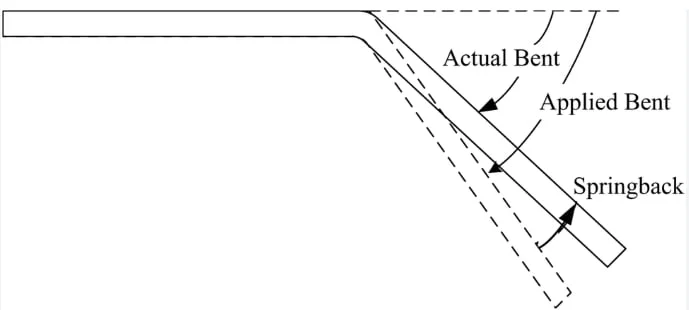
3.Retroceso elástico de flexión
La recuperación elástica por flexión es un fenómeno en el conformado de chapa metálica en el que el material vuelve parcialmente a su forma original una vez completado el proceso de flexión. Esto ocurre principalmente porque el material almacena energía elástica durante la flexión. Una vez que se elimina la fuerza de flexión, el lado interior comprimido y el lado exterior estirado del metal intentan volver al equilibrio, lo que produce un retorno elástico. La cantidad de springback depende principalmente de varios factores:
Resistencia a la compresión: Materials with a higher tensile strength typically exhibit more springback.
Radio de curvatura: Smaller bend radii generally lead to less springback, while larger radii cause more.
Ancho de apertura del troquel: Wider die openings result in more springback due to reduced material constraint.
Grosor del material: When the bend radius is large relative to material thickness, springback increases.
Tipo de material: Different materials, such as aluminum, steel, and stainless steel, have varying elastic moduli. Higher elastic modulus leads to more significant springback.
Para abordar la recuperación elástica de manera efectiva y garantizar que las piezas dobladas cumplan con las especificaciones de diseño, se pueden emplear varias estrategias de compensación. Durante la fase de diseño, seleccionar los materiales apropiados, optimizar el diseño de la matriz y utilizar el análisis de elementos finitos (FEA) puede ayudar a reducir las incertidumbres de la producción y crear una base sólida para la fabricación. Durante la producción, el doblado excesivo, la compensación automática CNC y el doblado de doble golpe pueden proporcionar ajustes en tiempo real para garantizar la precisión del producto final.
4.Distancia del agujero desde la curva
Colocar los orificios demasiado cerca del doblez puede causar deformación o desgarro del material durante el proceso de doblado. Como regla general, elementos como orificios, ranuras y recortes deben colocarse al menos tres veces el espesor del material alejados del borde doblado.
5.Longitud mínima de brida
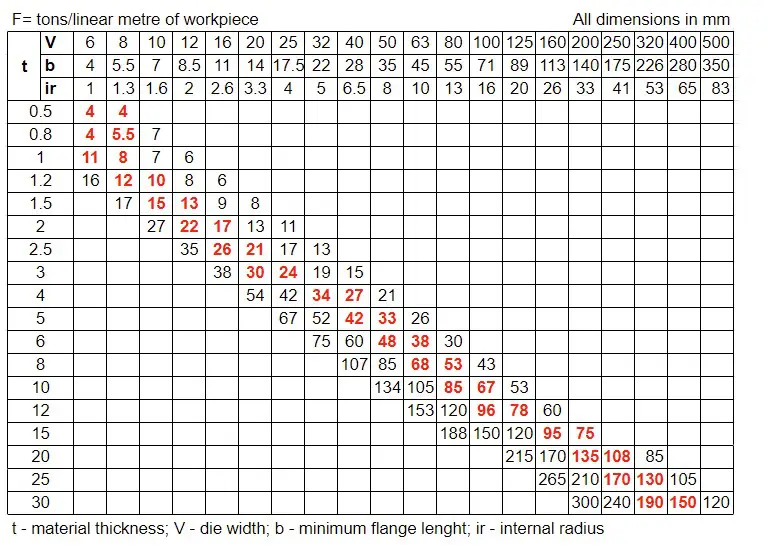
Si la brida es demasiado corta, es posible que no encaje correctamente con la matriz durante el doblado, lo que podría causar dobleces imprecisos o distorsión del material. Normalmente, la longitud de la brida debe ser al menos cuatro veces el espesor del material, pero esto puede variar según los anchos específicos de la matriz y las propiedades del material. Para evitar problemas, consulte las tablas de fuerza de flexión para seleccionar la longitud de brida adecuada según el espesor del material y la configuración del troquel.
6.Formación de compensación
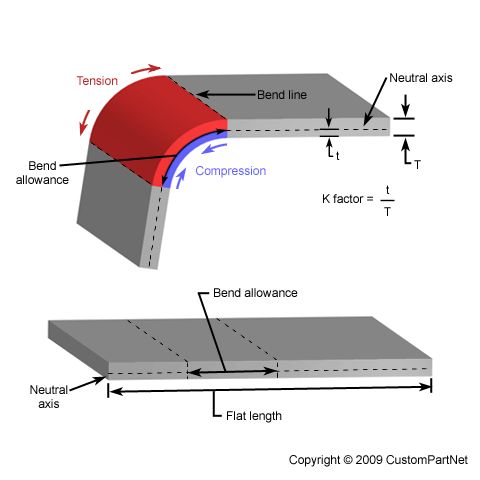
La compensación de formación es un cálculo crucial que tiene en cuenta la deformación del metal durante el proceso de doblado. En pocas palabras, la compensación de formación ayuda a predecir con precisión la longitud del patrón plano (el tamaño plano de la lámina de metal antes de doblarse) durante la etapa de diseño inicial. Esto asegura que la pieza metálica doblada tendrá la forma y dimensiones correctas. Dos parámetros clave para lograr esta compensación son el factor K y el margen de flexión.
Factor K
El factor K es una relación que representa la ubicación del eje neutro dentro del espesor del material. El eje neutro es la capa del material que no se estira ni se comprime durante la flexión.
El factor K ayuda a predecir la cantidad de material necesario para doblar y es crucial para realizar cálculos precisos del margen de doblado. Normalmente, el factor K oscila entre 0,3 y 0,5, pero puede variar según factores como el tipo de material, el grosor y el radio de curvatura.
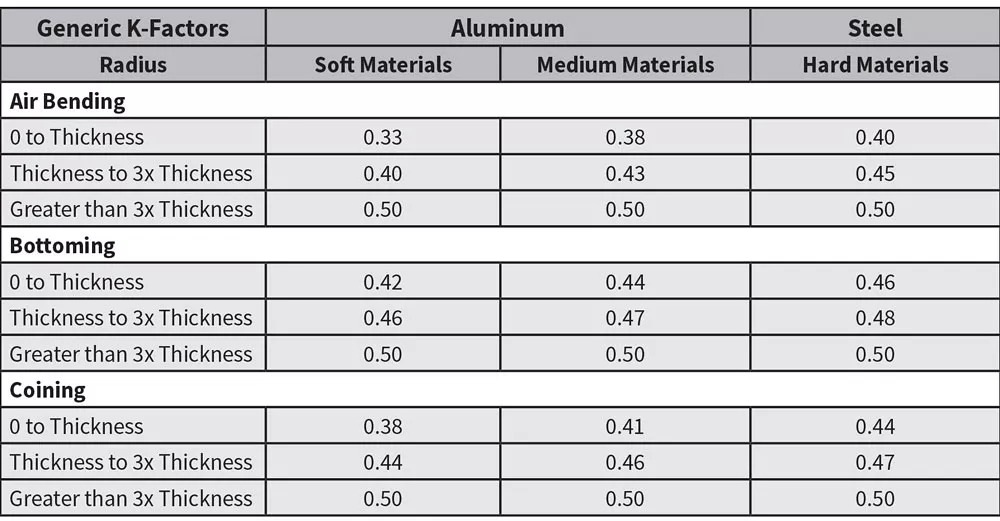
Una forma de obtener el valor del factor K es a partir del cuadro genérico del factor K que aparece a continuación, que se basa en información del Manual de maquinaria y ofrece valores promedio del factor K para una variedad de aplicaciones.
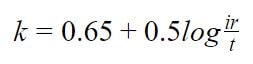
Otra forma es mediante el uso de una fórmula de cálculo:
Donde,k – factor k (una constante que refleja la posición del eje neutro)ir – radio interior (mm)t – espesor del material (mm)
Tolerancia de curvatura
El margen de pliegue es la longitud del eje neutro curvo en la región de pliegue, que se utiliza para calcular el material necesario para el pliegue y para determinar la longitud del plano.
Calcular el margen de curvatura implica el uso de fórmulas específicas:
Para curvas de 0 a 90 grados:
Para curvas de 90 a 165 grados:
donde ß es el ángulo de curvatura (en grados).
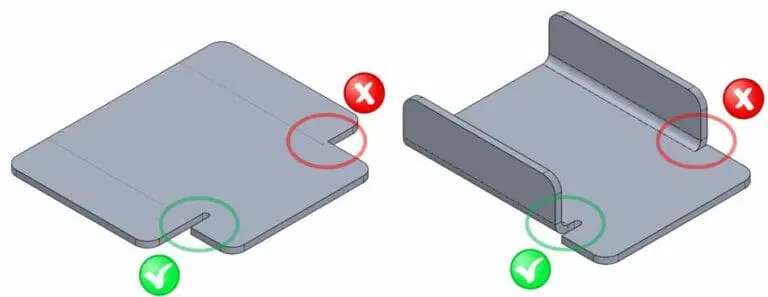
7.Relieves de curvatura
Los relieves de curvatura son pequeñas muescas o recortes que se colocan en los bordes de una curvatura en una chapa de metal para evitar desgarros, distorsiones o deformaciones no deseadas durante el proceso de curvatura. Cuando se dobla una chapa de metal, especialmente cerca de esquinas o bordes, el material puede experimentar una gran tensión, lo que provoca grietas o deformaciones. Los relieves de curvatura ayudan a aliviar esta tensión al proporcionar un espacio para que el metal fluya más libremente.
8.Propiedades y espesor del material
Los diferentes metales tienen diferentes propiedades, incluida la ductilidad, la resistencia y el comportamiento de rebote. El radio de curvatura mínimo, en relación con el espesor del material, es crucial para un doblado exitoso. Comprender estas propiedades ayuda a seleccionar técnicas de flexión adecuadas y predecir la respuesta del material. Por ejemplo, materiales como el aluminio requieren especial atención al rebote, mientras que los metales más duros pueden limitar las direcciones de flexión para evitar grietas. Desarrollaremos este tema en la siguiente parte.
¿Qué materiales de chapa son adecuados para doblar?
La idoneidad de un material de chapa para doblar depende en gran medida de sus propiedades mecánicas, como ductilidad, resistencia y formabilidad, así como del espesor del material, los requisitos específicos del proceso de doblado y la aplicación de uso final.
Los materiales con poca ductilidad o alta dureza, como ciertos aceros de alta resistencia y metales fundidos, son menos adecuados para doblarse y pueden requerir procesos especializados o preparación adicional. Algunos materiales de chapa comunes adecuados para doblarse incluyen:
Aluminio 5052El aluminio 5052 es versátil e ideal para doblar láminas de metal debido a su excelente formabilidad y resistencia moderada. Su buena ductilidad permite formas intrincadas sin agrietarse. La aleación también ofrece una fuerte resistencia a la corrosión, especialmente en entornos marinos, lo que la hace ideal para uso en exteriores. Su naturaleza liviana reduce el peso del producto final, mejorando la eficiencia del combustible en el transporte y reduciendo los costos de instalación.
Acero inoxidableReconocido por su durabilidad, resistencia a la corrosión y alta resistencia, el acero inoxidable es ideal para doblar láminas de metal en aplicaciones exigentes. Funciona bien en entornos hostiles, como altas temperaturas y exposición a productos químicos, lo que lo hace adecuado para el procesamiento de alimentos, equipos médicos y uso arquitectónico. Aunque su formabilidad es algo menor que la de otros metales debido a su resistencia, elegir grados específicos (como 304 o 316) y utilizar un tratamiento térmico puede mejorarla. Su superficie lisa y brillante también añade valor estético a los productos acabados.
Acero dulceEl acero dulce, o acero con bajo contenido de carbono, es una opción rentable para doblar láminas de metal debido a su disponibilidad y facilidad de procesamiento. Ofrece buena conformabilidad, lo que permite diversas formas sin un endurecimiento significativo. Si bien carece de la resistencia a la corrosión del acero inoxidable y de las propiedades livianas del aluminio, el acero dulce puede recubrirse o pintarse para mejorar la resistencia a la oxidación. Su versatilidad y bajo costo lo hacen popular en la fabricación de automóviles, construcción y muebles.
Acero galvanizadoEl acero galvanizado está recubierto con una capa de zinc para mejorar la resistencia a la corrosión, lo que lo hace ideal para uso en exteriores. Conserva la conformabilidad y resistencia del acero normal, lo que permite diversas formas sin comprometer la integridad estructural. Su durabilidad y asequibilidad lo convierten en una opción práctica para cercas, canalones y otras aplicaciones donde la resistencia, la resistencia a la corrosión y la rentabilidad son importantes.
Acero de aleación recocidoEl acero de aleación recocido se trata térmicamente para ablandar el material, mejorando la conformabilidad y la ductilidad. Esto lo hace adecuado para plegados complejos con alta precisión. Combina la resistencia del acero con una mejor maquinabilidad y flexibilidad, lo que lo hace ideal para aplicaciones que requieren tanto resistencia como flexibilidad. Su capacidad para soportar altas tensiones y variaciones de temperatura también lo hace adecuado para entornos industriales exigentes.
Cobre y latónEl cobre y el latón son metales no ferrosos conocidos por su excelente formabilidad, resistencia a la corrosión y atractivo estético. El cobre, gran conductor de electricidad y calor, es ideal para componentes eléctricos e intercambiadores de calor. El latón, una aleación de cobre y zinc, ofrece un equilibrio entre la ductilidad del cobre y la resistencia del zinc, lo que facilita su forma y mantiene una buena resistencia. Ambos metales se pueden pulir hasta obtener un alto brillo y son populares en aplicaciones decorativas y funcionales en construcción y arquitectura debido a su resistencia a la corrosión y su apariencia atractiva.
TitanioEl titanio es un metal ligero y fuerte conocido por su excelente resistencia a la corrosión, especialmente en entornos hostiles como aplicaciones marinas y aeroespaciales. Ofrece buena conformabilidad, aunque no es tan fácil de doblar como el aluminio, y es biocompatible, lo que lo hace adecuado para implantes médicos. La alta relación resistencia-peso del titanio lo hace valioso en aplicaciones donde la reducción de peso es fundamental.
Conclusión
En comparación con otros procesos de fabricación de chapa, el doblado de chapa ofrece distintas ventajas, como preservar la resistencia estructural, reducir los costos y proporcionar una alta flexibilidad de diseño. También reduce el número de uniones y soldaduras, lo que mejora la consistencia de las piezas y minimiza los defectos o la corrosión causados por la soldadura. Con un diseño bien pensado y tecnologías modernas como las plegadoras CNC, se pueden lograr ángulos y formas de plegado precisos de forma rápida y precisa.
Chiggo es un proveedor líder de servicios de conformado de chapa en China. Brindamos servicios de plegado de alta calidad a empresas de diversas industrias. También ofrecemos una gama de servicios de estampado para producción en masa y mecanizado CNC avanzado para piezas complejas, lo que garantiza que podemos satisfacer todas sus necesidades de fabricación. Nos complace colaborar en el diseño de su producto y ayudarlo a elegir el mejor proceso de fabricación para sus requisitos específicos. Trabajemos juntos para hacer realidad su visión.