弹簧是机械部件,旨在在压缩、拉伸或扭曲时存储和释放能量。它们通常由钢或特种合金等材料制成,并通过卷绕、热处理、磨削、涂层和精加工等工艺制造。弹簧具有多种用途,例如减震、减振和机械中的受控运动。此外,它们还是日常生活中不可或缺的多功能组件,可实现汽车悬架的平稳行驶、钟表的精确计时以及家具的舒适性和支撑性。
一些弹簧是为满足精确应用而定制的,而另一些弹簧是为一般功能而批量生产的。如果您的应用需要特定类型的弹簧,那么确定所需的确切类型非常重要。在本文中,我们将深入研究弹簧的工作原理,探索各种类型的弹簧及其应用,并考虑如何为您的项目选择合适的弹簧。
Spring的工作原理
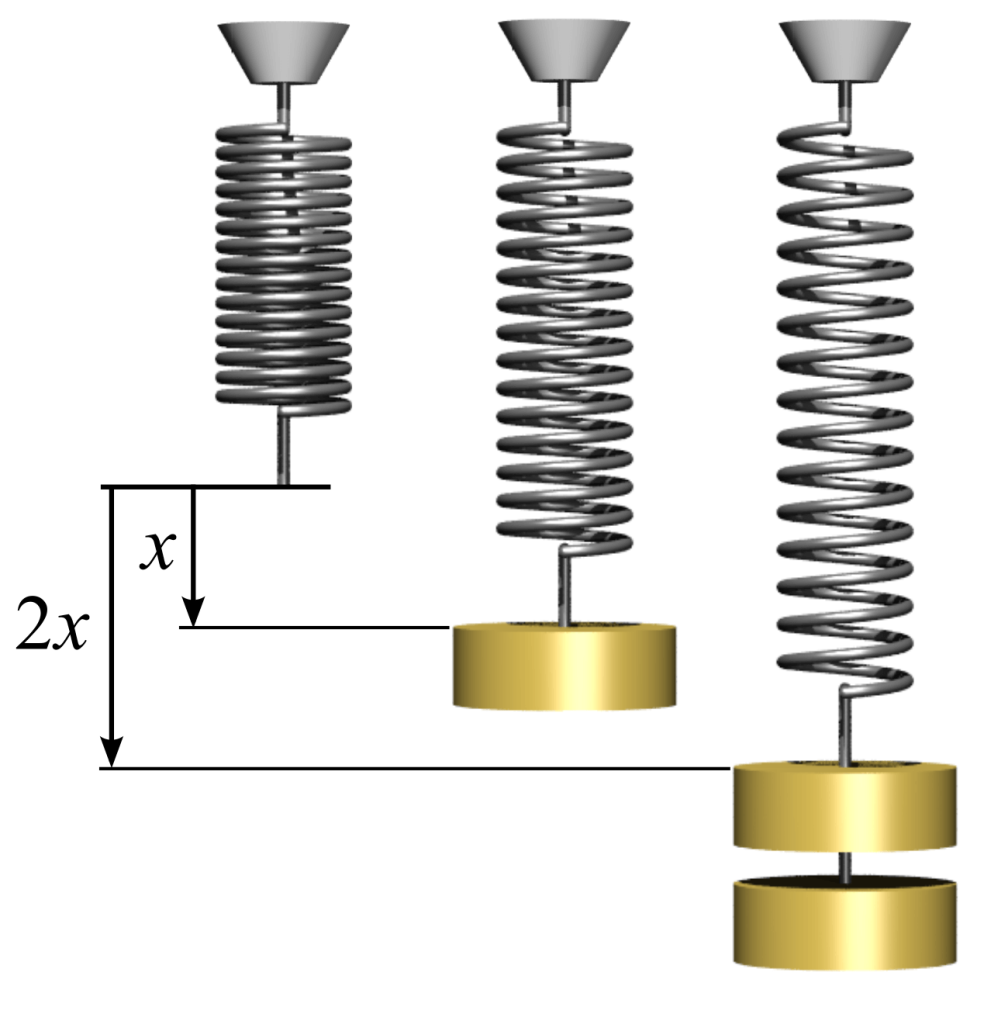
弹簧设计为在受力时变形,并在此过程中储存能量。这种变形会产生恢复力,一旦力被移除,恢复力就会释放,从而使弹簧恢复到其原始形状和尺寸。胡克定律解释了这种行为。
胡克定律是物理学的基本原理,描述弹性材料(特别是弹簧)的变形与施加到其上的力之间的关系。它是由英国科学家罗伯特·胡克在17世纪末提出的。
在数学上,胡克定律表示为:
F = -kx
负号表示弹簧施加的恢复力与外力引起的位移方向相反。
“F”是施加到弹簧上的力。
“k”是弹簧常数,量化弹簧的刚度。在线性弹簧中,“k”取决于线材直径、线圈直径和线圈数量等因素。相反,在扭转弹簧中,“k”受到扭转角(扭转角,通常以弧度为单位)和臂长(从施力点到扭转轴的距离)的影响。
“x”代表位移;对于线性弹簧,它是从平衡位置拉伸或压缩的距离,对于扭转弹簧,它是扭转的角度。
弹簧的种类及其应用
弹簧基本上分为三种基本类型:机械弹簧、气体弹簧和空气弹簧。气弹簧利用压缩密封气体产生力,常见于汽车尾门和可调节椅背。另一方面,空气弹簧使用压缩空气来吸收冲击和负载,通常用于汽车和卡车的悬架系统。
本文将主要关注机械弹簧——几乎所有消费设备和工业设备中最常见的类型,它进一步分为三个子类别:螺旋弹簧、盘弹簧和叶弹簧。让我们从螺旋弹簧开始。
第一类:螺旋弹簧
螺旋弹簧,也称为螺旋弹簧,通常使用卷簧机通过缠绕钢丝以形成螺旋形状来制造。这些弹簧具有高弹性和柔韧性,这使得它们能够吸收冲击并在广泛的负载条件下保持力。
1.压缩弹簧
压缩弹簧是开放式螺旋弹簧,具有恒定的线圈直径和线圈之间的空间。它们只能沿其轴向方向被压缩。为了保持均匀的力分布并确保稳定的装配,这些弹簧的端部通常经过精密研磨。典型应用包括床垫、阀门、圆珠笔和称重机。
2.拉伸弹簧
拉伸弹簧是紧密盘绕的弹簧,旨在抵抗拉伸或拉力。这些弹簧的端部通常形成环或钩,以方便连接到其他部件。 数控加工 用于创建这些复杂的端部形状,特别是对于定制、重型或特殊用途的弹簧。常见应用包括车库门、称重机和汽车悬架。
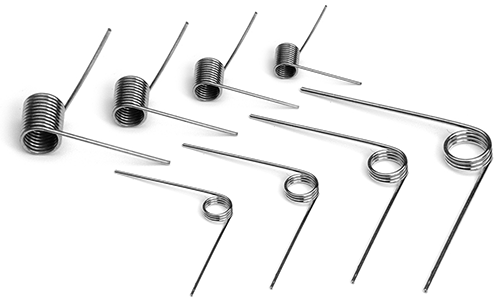
3.扭转弹簧
扭力弹簧的两端固定在其他部件上,当这些部件绕弹簧中心旋转时,弹簧将它们拉回到初始位置,产生扭矩或旋转力。这种类型的弹簧用于铰链、平衡重、闭门器和车库门。
螺旋弹簧,也称为时钟弹簧或扁平螺旋弹簧,是一种特殊类型的扭转弹簧。它们是通过将矩形金属带卷成扁平螺旋制成的,能够以恒定的速率存储和释放能量。由于螺旋弹簧能够持续释放能量,因此特别适合机械手表、玩具和座椅躺椅。
第二类:碟形弹簧
碟形弹簧通常是通过高精度冲压工艺 由平板金属制成的。它们的圆锥形状允许它们以各种配置堆叠,以实现特定的力-偏转特性。因此,它们是在有限空间内需要高力的应用中的首选。
1.贝尔维尔温泉
碟形弹簧采用标准圆锥形设计,中央开口,边缘较厚,中心较薄。由于其紧凑配置中的高弹簧刚度和负载能力,它们通常用作机械工具、阀门、离合器和断路器。
2.曲盘弹簧
弯碟形弹簧也称为月牙形垫圈。它们具有一定的曲率,使它们在轴向载荷下经历预定的变形路径。这种非线性负载特性使其广泛应用于需要灵活响应和渐进控制的安全阀和压力控制阀的调节元件。
3.开槽碟形弹簧
开槽碟形弹簧的特点是其外径或内径上有槽,允许在压缩过程中产生更大的横向膨胀。随着压缩增加,弹簧的刚度通常会降低,从而导致响应变软。此外,这些弹簧的负载响应在不同的压缩阶段表现出非线性变化,使其成为需要精确控制力和位移的应用的理想选择。这些弹簧通常用于自动变速器中,以促进平稳换档,并用于过载耦合器中,以通过动态调整刚度来防止过载。
4.波盘弹簧
波形碟形弹簧具有起伏形状,每个线圈有多个波形。这种独特的设计使它们能够以非常紧凑的形式吸收大量的轴向压缩,从而使它们能够在更小的空间内提供与传统螺旋弹簧相同的力输出。此外,它们提供渐进负载,这意味着弹簧施加的力随着压缩而逐渐增加。这些特性在需要在紧凑组件内进行精确负载管理的应用中特别有利,例如阀门组件、电子设备和轻型机械。
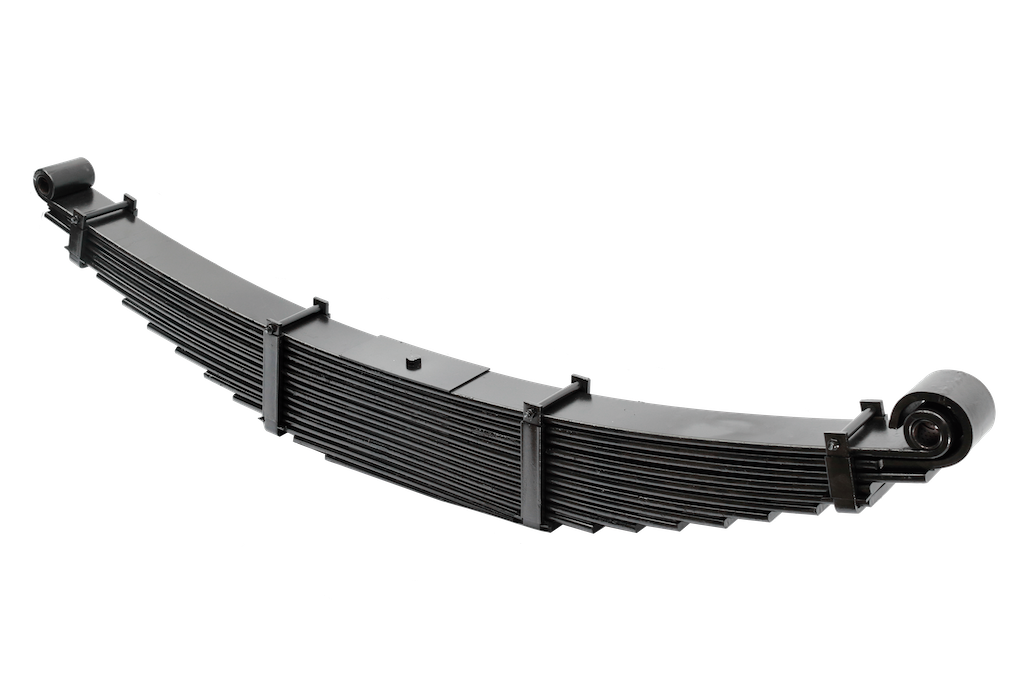
第三类:板簧
板簧是分层或堆叠排列的狭长板,通常通过切割然后通过热成型或冷弯成型来制造。板簧以其坚固的结构和处理极重负载的能力而闻名,多年来一直是车辆悬架系统的重要组成部分。然而,随着材料和技术的进步,现代悬架系统,例如空气悬架,开始在某些应用中取代传统的板簧系统。
1.单板簧
单片弹簧也称为单片弹簧,由一块厚金属制成,从中心到末端逐渐变细。这种设计使弹簧更轻,同时仍然能够承受较大的负载。此外,它们的制造和安装通常更容易且更便宜。单板簧可用于轻型和重型车辆,但特别受高性能车辆和轻型商用车的青睐。
2.多片簧
多片弹簧由多层金属片堆叠而成,通常按长度分级。每个叶片都设计用于支撑一部分负载,叶片一起工作以将负载更均匀地分布在弹簧上。因此,多片弹簧比单片弹簧能够更好地处理更重的负载并提供更高的耐用性。它们还表现出卓越的减震和负载分布能力。这些特性使其常用于卡车、货车和 SUV 等重型车辆。
用于制造弹簧的材料
弹簧通常由金属制成,但有时也采用复合材料和橡胶。接下来我们重点介绍一下制作弹簧常用的金属材料。
高碳钢
高碳钢含有较高比例的碳(通常在0.6%至1.5%之间),这使其具有高硬度和强度。这使其能够承受重负载和高压。它还具有高抗疲劳性和耐磨性,这对于经历多次压缩和释放循环的弹簧至关重要。然而,它比较脆并且容易腐蚀。
低合金钢
低合金钢是合金元素总含量低于5%的钢种。它通常含有镍、铬和钼等元素,可增强强度和韧性等机械性能。这使得低合金钢制成的弹簧能够承受更大的载荷而不会断裂。此外,低合金钢比碳钢具有更好的耐腐蚀性,并且比不锈钢更具成本效益。
不锈钢
不锈钢是一种至少含有 10.5% 铬的高合金钢,非常适合制造在暴露于潮湿、化学品或盐的恶劣环境中使用的弹簧。添加镍、钼、锰等其他合金元素可增强其强度、耐磨性和抗疲劳性。此外,不锈钢在高温和低温下均表现良好,非常适合在多变温度环境下工作的弹簧。
镍合金
镍合金具有优异的耐高温和耐腐蚀性,同时保持良好的机械强度。它们是制造在极端环境条件下需要高性能的弹簧的首选。
铜合金
铜合金具有优良的导电性、导热性、耐腐蚀性,且易于成型。它们通常用于制造弹簧,用于需要优异导电性和耐腐蚀性的应用,例如电池触点和连接器。
钛
钛因其低密度和高强度而受到青睐,但其生物相容性在医疗领域尤其受到重视。它还可以在极端环境下承受高负载,这使得钛弹簧常用于高性能运动器材和航空航天部件。
在实际制作弹簧时,上述金属材料通常需要经过一系列处理,以增强其性能和耐用性:
冷拔: 改善材料的晶体结构,增强其拉伸强度和抗疲劳性。
热处理:
淬火和回火: A common heat treatment process that involves heating the metal to a specific temperature, then rapidly cooling it (quenching), followed by moderate reheating (tempering). This process enhances the toughness and wear resistance of the metal.油淬: Involves cooling the heat-treated metal in oil to improve the spring's fatigue resistance and elasticity.贝氏体硬化: A special heat treatment process that controls the cooling rate to form a bainitic microstructure, enhancing the material’s strength and toughness.
表面处理: 弹簧通常经过镀锌、镍或镀铬处理,以防止氧化并延长其使用寿命。或者,采用喷砂或抛光等表面质量改进来减少疲劳裂纹的发生。
应力消除 :通过适度加热,然后让材料自然冷却,该过程有效消除了弹簧制造过程中产生的内应力。
弹簧的好处
泉水以多种方式为我们的日常生活做出贡献,通过其功能为我们带来诸多便利。这些包括但不限于以下内容:
减振
振动阻尼旨在减少系统内振动的强度和持续时间。例如,在工业机械中,弹簧用于吸收和耗散振动能量,最大限度地减少振动能量通过机械及其支撑结构的传递。这不仅可以延长设备的使用寿命,还可以通过降低噪音水平和减轻与振动相关的疲劳来提高操作员的安全性和舒适度。此外,通过弹簧实现的有效减振可确保工业机械的更精确运行。
减震
与注重振幅的振动阻尼不同,减震专门旨在减轻突然、极端冲击(例如碰撞或速度快速变化)的影响。这对于汽车悬架系统尤其有价值,可以吸收道路颠簸和坑洼的影响,从而实现更平稳的行驶。
力供给和运动控制
弹簧可以产生恢复力以提供推力、拉力或压缩力,从而控制运动或保持平衡。例如,在日常生活中,闭门器中使用弹簧来提供平稳、安全地关闭门所需的受控力。
支持和补偿
弹簧可以支撑和补偿各种负载,根据需要进行平衡或调整。一个常见的例子是办公椅。当用户改变体重或改变椅子的高度时,弹簧会进行调整以保持舒适度并提供符合人体工程学的支撑,有效地补偿负载和位置的变化。
能量储存与释放
弹簧可以通过变形储存能量并在需要时释放。这使得它们能够充当电池等设备,在机械手表和驾驶玩具等应用中存储和释放能量。
如何为您的应用选择合适的弹簧
为您的应用选择合适的弹簧对于确保最佳性能和耐用性至关重要。以下是一些详细的步骤和注意事项,可帮助您选择最适合您需求的弹簧。
选择弹簧类型
弹簧,无论是螺旋弹簧还是板弹簧,都在如下所述的三种情况之一中起作用。如果您需要弹簧来释放存储的能量并产生推动运动,那么压缩弹簧可能是您的最佳选择。对于拉伸动作,例如延伸或缩回,拉伸弹簧是合适的。如果需要旋转或径向运动,扭力弹簧通常是首选。
每种类型的弹簧因其所提供的特定机械性能而具有最常用的区域。例如,拉伸弹簧不是自限性的,因为它们可以拉伸超过其断裂点,这与设计的压缩弹簧不同具有最大压缩点,以防止弹簧失效。拉伸弹簧主要用于故障不是主要问题的非关键应用,例如蹦床和车库门。扭转弹簧是最常见的弹簧类型,常见于衣夹和剪贴板等日常用品,以及车库门和车辆悬架等更复杂的系统中。
考虑应用要求
除了弹簧类型外,还必须考虑特定应用的具体要求。
1.力量要求
首先,辨别负载类型至关重要,无论是静态负载还是动态负载。一般来说,为了承受动态载荷,需要更耐用的材料或能够控制力波动的特殊设计(例如渐进式弹簧)。
其次,必须确定弹簧能够承受的最大力,并在力计算中纳入安全系数(通常在 1.2 到 2 倍之间)。这确保弹簧能够承受意外的过载并防止故障。
最后,通过确定线径、线圈直径和线圈数量等参数,将这些力要求转化为特定的弹簧设计。为了使弹簧能够承受更大的载荷,可以选择更粗的线径和更紧密的线圈间距,以增强弹簧的整体强度。
2.评估环境条件
对于在高温下运行的应用,由 Inconel 600 或 Inconel X-750 等镍基合金制成的弹簧是理想的选择,它们具有出色的耐热性。在腐蚀环境中,钛合金或不锈钢弹簧因其耐腐蚀性而成为绝佳选择,涂层和喷砂等额外的表面处理可以进一步增强其耐腐蚀性并减少摩擦。对于承受高负载的应用,更常用由硅钢(例如 AISI 5160)或铬钒钢(例如 AISI 6150)等材料制成的弹簧,这些材料以其优异的强度和抗疲劳性而闻名。使用时,抗疲劳性是应特别考虑的首要因素。优先选用疲劳极限高、弹性好的材料,如铬硅钢、铬钒钢、不锈钢等。或者,通过结合圆形过渡和均匀线圈分布等功能来优化弹簧设计,有助于延长疲劳寿命。
3.空间限制
可用空间将决定弹簧的尺寸及其可能的配置。例如,与传统弹簧相比,碟形弹簧在相同的轴向空间内提供更大的力,使其适合空间有限的应用。当空间在宽度上受到限制但在长度上不受限制时,例如在卡车和火车车厢的底盘中,板簧是有利的。
库存与定制
库存弹簧的最大优势在于其即时可用。您无需等待,可以立即获取它们。此外,它们通常比定制弹簧便宜。然而,弹簧作为辅助部件,必须满足各种应用的具体要求。定制弹簧可提供精确的匹配,因此在许多应用中很受欢迎。如果选择定制弹簧,选择一家遵守行业标准和最佳实践的信誉良好的制造商非常重要。 Chiggo 是一家以供应各种定制弹簧而闻名的公司。
与 Chiggo 合作定制弹簧
弹簧在制造业中发挥着举足轻重的作用。如果您正在寻找可靠的合作伙伴来为您的产品生产必需的弹簧,Chiggo 是您的理想选择!凭借十多年的加工专业知识,我们每天与各种弹簧打交道,这使我们对其性能有了无与伦比的了解。我们致力于以适合您预算的价格提供一流的弹簧,帮助您实现您的目标。立即联系我们 了解更多信息。