在力学中,“螺纹”一词专指“螺纹”,是连接器、紧固件和传动元件不可或缺的重要部件。螺纹广泛应用于各种设备和结构中,如螺栓、螺母、螺杆、丝杠等,都是依靠螺纹来实现其功能的。无论是在生产制造还是日常生活中,螺纹的使用都是无处不在的。没有它们,大多数机器将无法正常运行。
那么,螺纹到底是什么?有哪些不同类型?本文提供有关螺纹的详细信息,帮助您了解各种类型并确定最适合您的项目的螺纹。
什么是螺纹?
螺纹是指缠绕在圆柱或圆锥表面圆周上的螺旋脊或凹槽。这种螺旋特征使得两个或多个部件能够通过旋转运动紧密地连接在一起,或者将旋转运动转换为线性运动。
螺纹的设计会在部件之间产生摩擦,从而实现安全紧固或锁定。另外,螺纹具有一定的自锁能力,即在没有外力的情况下,连接的部件不会自行松动。
螺纹有多种类型,根据不同的标准进行分类。在介绍螺纹类型之前,我们先来了解一下螺纹的主要几何参数。
螺纹的关键几何参数
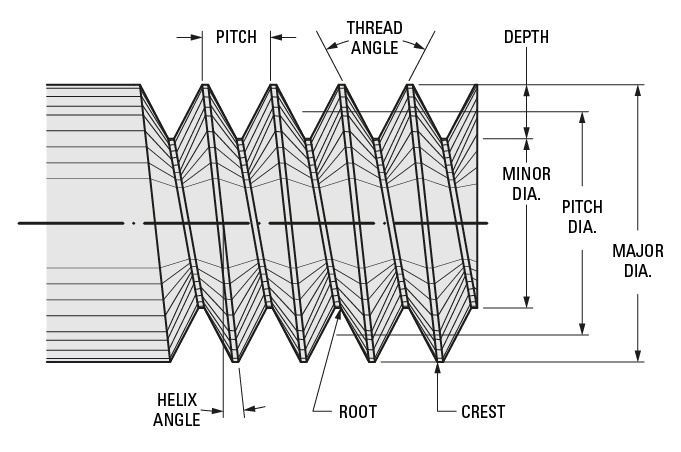
上图直观地展示了重要指标。以下是有关这些参数的详细信息:
大直径是螺纹牙顶之间的最大直径。该尺寸对于确定螺纹的尺寸和强度至关重要,影响其拉伸和剪切性能。此外,它确保内螺纹和外螺纹之间的正确啮合和配合。
小直径是螺纹根部之间的最小直径。它是螺纹强度和配合的重要参数,决定螺纹的剪切强度和疲劳强度,并确保外螺纹和内螺纹之间的正确啮合。
中径是指螺纹牙顶和牙底宽度相等时的直径。它位于螺纹牙形的中点,是内外螺纹的主要接触和承载区域。中径决定了螺栓和螺母拧在一起时的配合紧密度和啮合深度,影响螺纹牙之间的载荷分布。此外,适当的中径可以增强螺纹的自锁性能。
螺距是指相邻螺纹牙顶之间的轴向距离,以毫米 (mm) 为单位,通常用于公制螺纹。它决定螺纹的密度和每转的进给距离。通常使用螺纹螺距规快速测量螺距。
TPI(每英寸螺纹数)是指每英寸的螺纹牙顶数,通常用于英制螺纹。 TPI和音调之间的关系是互为倒数。
导程是螺杆在一整周内沿其轴线前进的距离。它决定了螺纹中将旋转运动转换为直线运动的效率,即传动效率。此外,铅还会影响螺纹的接触面积和载荷分布。较小的导程值通常将负载分布在较长的接触面积上,从而提高负载能力和耐磨性。
螺旋角是螺纹的螺旋线与垂直于螺纹轴线的平面之间的角度。它描述了螺纹沿螺杆轴线上升的角度,影响传动效率和制造工艺的选择。较大的螺旋角通常会提高传动效率,但也可能导致更高的摩擦和磨损。
螺纹角是螺纹牙侧与垂直于螺钉轴线的平面相交所形成的角度。该角度通常为 60 度,这在标准螺纹设计中很常见,尤其是在 ISO 公制螺纹和统一螺纹标准 (UTS) 螺纹中。它主要影响螺纹的几何形状和机械性能,如强度、载荷分布、自锁性能等。
在螺纹应用中,齿角和螺纹角通常是相同的,都是指螺纹牙形中两个相邻螺纹的牙侧之间的角度。然而,在更广泛的机械设计背景下,齿角可以特指齿轮齿的齿形角,而螺纹角专门用于螺纹设计。
如何识别线程类型?
关于螺纹类型,越来越常见的分类是基于关键参数的细微差别。在上一节中,我们介绍了螺纹的关键几何参数。在接下来的内容中,当我们学习如何识别螺纹类型时,我们会逐渐了解到这些参数的细微差别对于决定特定螺纹类型能否与您的设备实现最佳兼容性起着至关重要的作用。
现在,我们结合目视检查、基本测量和标准比较来系统地识别和确认螺纹类型。
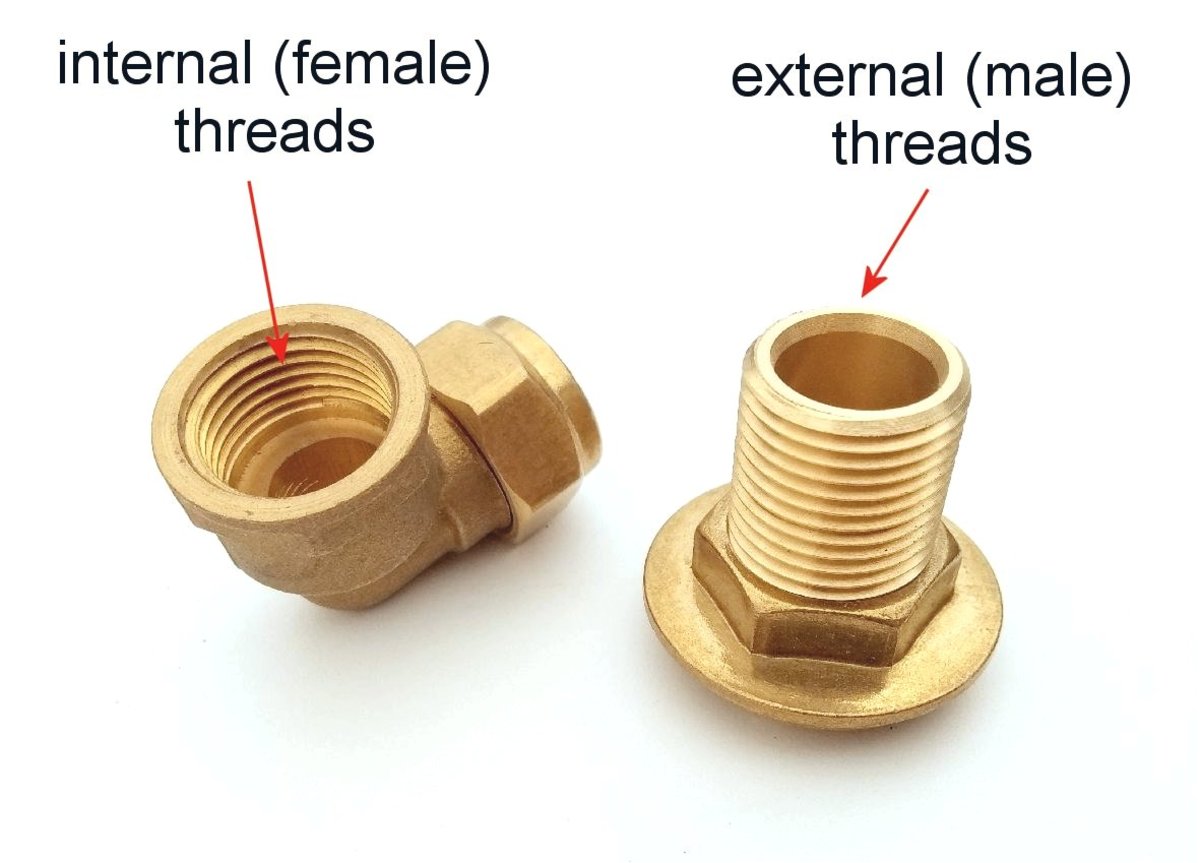
第 1 步:外螺纹与内螺纹
首先,通过观察螺纹的整体形状和结构来识别螺纹是公螺纹还是母螺纹。外螺纹是螺栓或螺钉等部件上的外螺旋脊,而内螺纹是螺母或孔内的内螺旋凹槽。
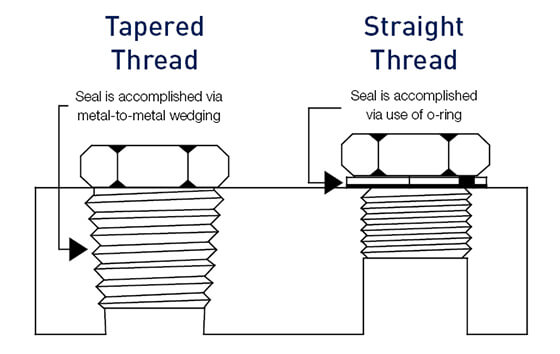
第 2 步:锥螺纹与平行螺纹
接下来,检查螺纹是否为锥度或平行。锥形螺纹的直径沿其长度向一端逐渐减小,而平行螺纹的直径沿螺纹的长度保持一致。有时可以通过目视检查来确定此特性,但如果不能,则卡尺会有所帮助。使用卡尺测量第一个、第四个和最后一个完整螺纹。如果测量值相同,则为并行线程。如果尺寸减小,则为锥形螺纹。
步骤 3:测量螺距
识别螺纹类型的下一步是确定螺距尺寸。将螺距规放置在螺纹上并进行调整,直至其紧贴在连续螺纹之间。随后,读取指示的螺距值,该值代表螺纹之间的精确距离。
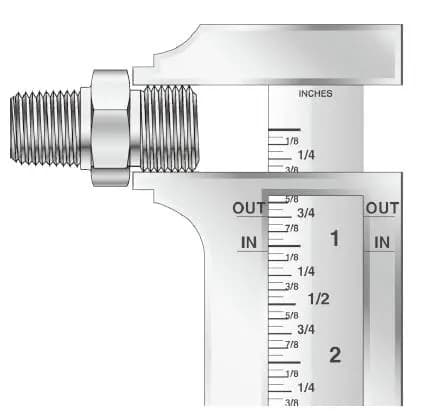
步骤 4:测量螺纹直径
确定螺距尺寸后,下一步是测量螺纹直径。此步骤中获得的直径与指定螺纹的指定公称尺寸并不完全相同。造成这种变化的主要原因是工业或生产公差。不同的直径参数需要不同的测量工具。以下是一些用于特定参数的常用工具:
大直径(外径): 这是最容易直接测量的参数。通常使用游标卡尺或千分尺等外径工具进行测量。
小直径(内径): 测量小直径需要更高的精度。建议使用内径千分尺、内径规或小孔规等工具。
中径(有效直径): 测量中径更为复杂,通常需要专门的仪表或间接方法。标准工具包括螺纹环规和螺纹塞规。为了获得更高的精度,可以使用螺纹千分尺或三线法。
第5步:测量螺纹角度
使用螺纹角规测量螺纹角。将量规与螺纹侧面对齐,并确保其紧密贴合,以获得两个相邻螺纹侧面之间的角度。记录测量的角度。
第 6 步:确认螺纹类型
最后,根据测量的直径、螺距和角度,参考本文后半部分提供的标准螺纹图表或手册来确认螺纹类型。
常见螺纹标准和螺纹类型
螺纹分类是根据不同的标准和应用要求进行的。例如,管螺纹用于管道连接(如BSP和NPT),机器螺纹用于一般机械和结构连接(如ISO和UTS)。以下是一些常见的螺纹标准和类型:
1.ISO公制螺纹标准
标准编号: ISO 68-1、ISO 261、ISO 965-1、ISO965-2
ISO公制螺纹标准是由国际标准化组织(ISO)制定的全球公认的螺纹标准。它采用公制螺纹尺寸,螺纹角为60度,直径和螺距以毫米为单位。常见的螺纹类型包括粗牙螺纹和细牙螺纹。
粗牙螺纹 细牙螺纹 螺纹尺寸 (毫米) 沥青 (毫米) 主要的 直径 (毫米) 次要的 直径 (毫米) 螺纹尺寸 (毫米) 沥青 (毫米) 主要的 直径 (毫米) 次要的 直径 (毫米) M3 0.5 2.980 2.459 M3*0.35 0.35 2.981 2.621 M4 0.7 3.978 3.342 M4*0.5 0.5 3.978 3.242 M5 0.8 4.976 4.134 M5*0.5 0.5 4.980 4.459 M6 1 5.974 4.917 M6*0.75 0.75 5.978 5.188 M8 1 7.974 6.917 M8*0.75 0.75 7.978 7.188 M10 1.5 9.968 8.376 M10*0.75 0.75 9.978 9.188 M10*1 1 9.974 8.917 M10*1.25 1.25 9.972 8.647 M12 1.75 11.97 10.106 M12*1 1 11.97 10.917 M12*1.25 1.25 11.97 10.674 M12*1.5 1.5 11.97 10.376 M16 2 15.96 13.835 M16*1 1 15.97 14.917 M16*1.5 1.5 15.97 14.376 M20 2.5 19.96 17.294 M20*1 1 19.97 18.917 M20*1.5 1.5 19.97 18.376 M20*2 2 19.96 17.835 M24 3 23.95 20.752 M24*1.0 1.0 23.97 22.917 M24*1.5 1.5 23.97 22.376
粗牙螺纹适用于大多数工业和机械应用,易于制造和组装,是一般紧固应用的理想选择。细牙螺纹用于要求较高强度和精度的连接,在振动较大的情况下提供更好的锁定性能。
2. 统一螺纹标准(UTS)
标准号: ASME B1.1
统一螺纹标准在美国和加拿大广泛使用。它还具有 60 度的螺纹牙形角,直径和螺距以英寸为单位。 UTS下有多个系列,包括UNC(统一国家粗粒度)、UNF(统一国家细粒度)和UNEF(统一国家特细粒度)。
北卡罗来纳大学 (2A) 联合国基金会 (2A) 标称尺寸 主要的 直径 (毫米) 次要的 直径 (毫米) TPI 标称尺寸 主要的 直径 (毫米) 次要的 直径 (毫米) TPI 1/4" x 20 UNC 6.322 4.978 20 1/4" x 28 UNF 6.325 5.360 28 5/16" x 18 UNC 7.907 6.401 18 5/16" x 24 UNF 7.910 6.782 24 3/8" x 16 UNC 9.491 7.798 16 3/8" x 24 UNF 9.497 8.382 24 7/16" x 14 UNC 11.076 9.144 14 7/16" x 20 UNF 11.079 9.728 20 1/2" x 13 UNC 12.661 10.592 13 1/2" x 20 UNF 12.667 11.328 20 5/8" x 11 UNC 15.834 13.386 11 5/8" x 18 UNF 15.839 14.351 18 3/4" x 10 UNC 19.004 16.307 10 3/4" x 16 UNF 19.012 17.323 16 7/8" x 9 UNC 22.176 19.177 9 7/8" x 14 UNF 22.184 20.269 14 1" x 8 UNC 25.349 21.971 8 1" x 12 UNF 25.354 23.114 12 2 英寸 x 4.5 UNC 50.726 44.679 4.5
UNC 适用于大多数通用机械和结构连接,特别是强度要求较低的应用,例如建筑框架和通用机械装配。相比之下,UNF 用于需要更高强度和精度的机械连接,常见于汽车和航空航天工业。对于需要更高精度和更紧密配合的应用,例如高精度仪器和小型机械部件,UNEF 是首选。
3.英国螺纹标准
标准编号: BS 84、BS 2779 (ISO 228-1)、BS 21(ISO 7-1)、BS 93
英国标准螺纹主要用于英国和英联邦国家。它们包含多种类型,其中大多数螺纹角为 55 度,直径和螺距以英寸为单位。常见的螺纹类型有:
英国标准惠氏螺纹 (BSW) : 英国标准细牙螺纹 (BSF) :英国标准管螺纹 (BSP) : 英国螺纹协会 (BA) :
4. 国家管螺纹(NPT)
标准号: ANSI/ASME B1.20.1
国家管螺纹(NPT)是在美国和其他国家广泛使用的锥形螺纹标准。螺纹角为60度,锥度为每英寸1/16英寸。 NPT螺纹通过螺纹过盈配合实现密封,广泛应用于高压液体和气体管道系统、工业设备和建筑管道。
螺纹尺寸 大直径(毫米) TPI 1/16" - 27 NPT 7.938 27 1/8" - 27 NPT 10.287 27 1/4"- 18 NPT 13.716 18 3/8" - 18 NPT 17.145 18 1/2" - 14 NPT 21.336 14 3/4" - 14 NPT 26.670 14 1" - 11½ NPT 33.401 11.5 2" - 11½ NPT 60.325 11.5
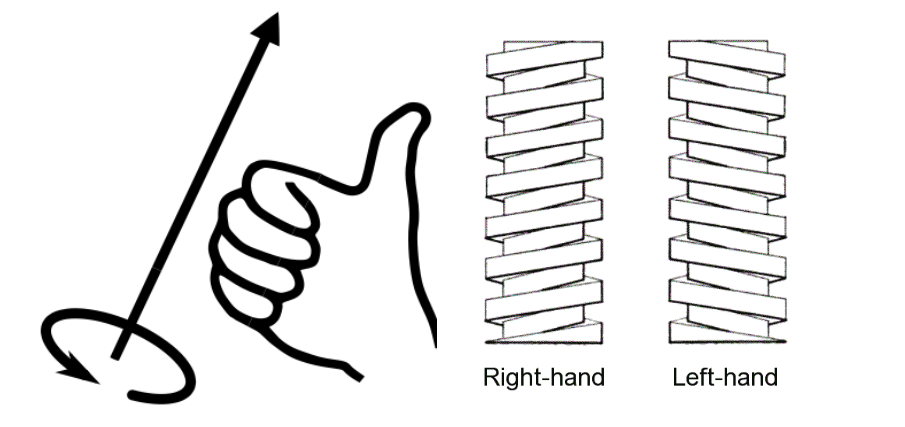
5. 右旋螺纹 (RH) 和左旋螺纹 (LH)
如果顺时针旋转时拧紧的螺纹称为右旋螺纹。它是大多数应用中最常用的螺纹方向。相反,左旋螺纹在逆时针旋转时会拧紧。左旋螺纹通常用于需要防止螺纹因自行移动而松动的情况,例如左旋自行车踏板。
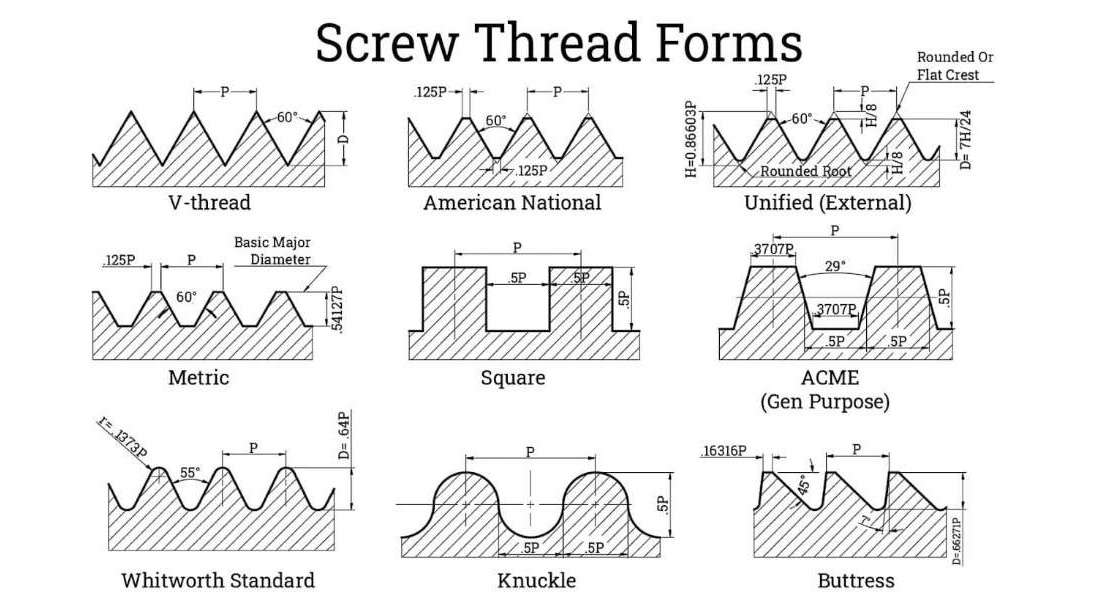
6.“V”形螺纹
这些螺纹具有三角形或V形横截面,夹角为60度。这是最常见的螺纹形式,由于其多功能性和易于制造而被用于各种应用。 “V”形螺纹适用于通用紧固和承载应用。示例包括统一螺纹标准 (UTS) 和 ISO 公制螺纹。
7. 方螺纹
与“V”形螺纹不同,这种类型的螺纹具有方形横截面,并且难以制造。方螺纹由于其垂直的螺纹侧面而具有较小的摩擦和磨损。这种设计还确保了负载沿螺纹的分布更加均匀,从而降低了在重负载下卡住或卡住的风险。因此,方螺纹非常适合需要高效率和传输大力的应用,例如丝杠和丝杠。
8. 极致线程
Acme螺纹 可以被认为是方螺纹的变形,但生产起来更容易。它们具有梯形轮廓和 29 度螺纹角。由于其横截面设计更宽、更稳定,Acme 螺纹在负载下比方螺纹更坚固。 Acme 螺纹广泛用于需要高强度和精度的应用,例如黄铜阀门、台虎钳和螺纹车床。
9. 指节螺纹
转向节螺纹具有圆形顶部和底部,这种独特的设计可通过减少锋利边缘并最大限度地减少磨损来提供高抗损坏和耐磨性。光滑的圆形轮廓还有助于防止污垢、碎屑和其他污染物的积累,使转向节螺纹特别适合螺纹频繁啮合和分离或暴露在恶劣环境中的应用。因此,转向节螺纹通常用于铁路和重型机械等对坚固性和耐用性至关重要的行业。它们还常见于在恶劣条件下需要坚固且有弹性的连接,例如需要反复拧紧和拧松的接头、盖子和盖子。
10. 偏梯形螺纹
锯齿螺纹是一种特殊的螺纹,设计用于承受一个方向的高轴向推力。螺纹牙形具有几乎垂直的承载面和倾斜的尾随面,通常角度约为 45 度。这种设计可以沿着螺钉的轴线有效地传递较大的力,同时最大限度地降低螺纹变形的风险。偏梯形螺纹通常用于需要在一个方向上具有显着承载强度的应用,例如液压机、虎钳、起重设备以及处理重负载或高压的机械。
11. 蜗杆螺纹
蜗杆螺纹用于蜗轮,在不相交的垂直轴之间传递运动和动力。蜗杆具有蜗杆螺纹,类似于螺钉并与蜗轮啮合。蜗杆螺纹的螺纹轮廓设计为与蜗轮的齿有效啮合,提供平稳、连续的运动。这种类型的齿轮系统提供高减速比,可大幅降低速度并倍增扭矩。蜗杆螺纹通常用于需要精确控制和高扭矩的输送系统、升降机、转向机构和机械等应用。该设计还具有自锁功能,可防止在某些条件下反向驱动,从而增强许多应用中的安全性和控制性。
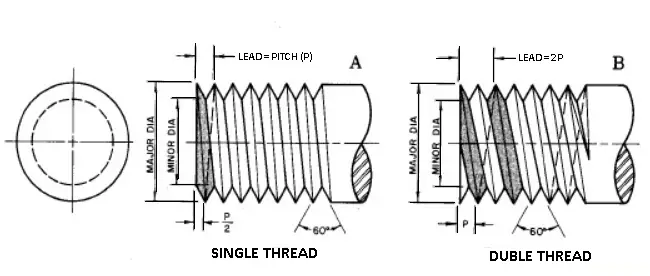
12. 单线程和多线程
单螺纹具有单个螺旋脊。单螺纹每旋转一整圈,螺杆就会向前移动一个螺距长度。这种设计提供了强度和易于制造的平衡,是最简单和最常用的螺纹类型。
多螺纹具有两个或多个螺旋脊,每次旋转都能实现更快的线性前进。例如,双头螺纹有两个螺旋脊,这意味着螺杆每转前进两个螺距长度。与单螺纹相比,这种设计减少了实现相同线性运动所需的时间和精力。多线程在需要快速移动的应用中特别有用,例如高速机械、执行器和精密仪器。
结论
有多种螺纹类型,每种类型都有自己的设计风格和所需的精度级别。在产品设计中,应考虑不同的螺纹类型。我们希望本文可以帮助您识别不同的螺纹类型并选择适合您的机械和工程需求的螺纹。
在 Chiggo,我们对 CNC 加工紧固件 方面的专业知识感到自豪。针对不同材质的产品,采用不同的螺纹类型和螺纹加工方法,并采用专业检测来控制质量。我们的工程团队拥有超过 10 年的行业经验,随时准备与您密切合作,为您的项目提供合适的螺纹解决方案。 立即上传您的 CAD 文件 !
常问问题
NPTF 中的“F”代表什么:Female、Fine 或 Fuel?
NPTF 中的“F”代表“燃料”。 NPTF 代表 National Pipe Taper Fuel,它是一种干密封螺纹,用于密封至关重要的应用,例如燃油系统。与标准 NPT(国家管道锥度)螺纹不同,NPTF 螺纹旨在无需额外密封剂即可形成密封。
NPT 和 BSP 管螺纹可以互换吗?
NPT 和 BSP 管螺纹由于标准、螺距和螺纹角度不同,因此不能互换。 NPT 遵循国家管螺纹标准,螺纹角为 60 度,而 BSP 遵循英国标准管螺纹,螺纹角为 55 度。螺纹螺距也随螺纹尺寸的不同而变化;例如,1/2" NPT 螺纹每英寸有 14 个螺纹,1/2" BSP 螺纹每英寸也有 14 个螺纹,但它们的物理尺寸和螺纹牙形不同。这些物理尺寸和结构上的关键差异使得 NPT 和 BSP 管螺纹无法直接互换。如果需要这两种不同标准之间的连接,则必须使用特殊的适配器。