随着各行业对复杂形状和高精度零件的需求日益增加,加上新材料的应用,传统的三轴加工已无法满足这些需求。因此,CNC(计算机数控)多轴加工技术迅速发展。如今,最先进的数控机床最多可以实现12 个轴 的同步控制。其中,五轴机床最为流行,应用最为广泛。
5轴数控机床主要有两种类型:3+2轴机床和联动5轴机床。然而,一些机械师和设计师经常将它们混淆。它们的机制相同吗?如果不是,它们之间有什么区别?在本文中,您将找到答案。让我们首先深入研究这两种加工方法的概念。
什么是联动 5 轴加工?
为了更好地了解同步 5 轴加工 ,让我们首先解释一下 CNC 加工中轴数的含义。轴数是指切削刀具(或工作台)可以移动以创建所需产品的方向数。本质上,机器拥有的轴越多,工具和工作台的运动和旋转范围就越大,最终能够生产更复杂和更精确的部件。
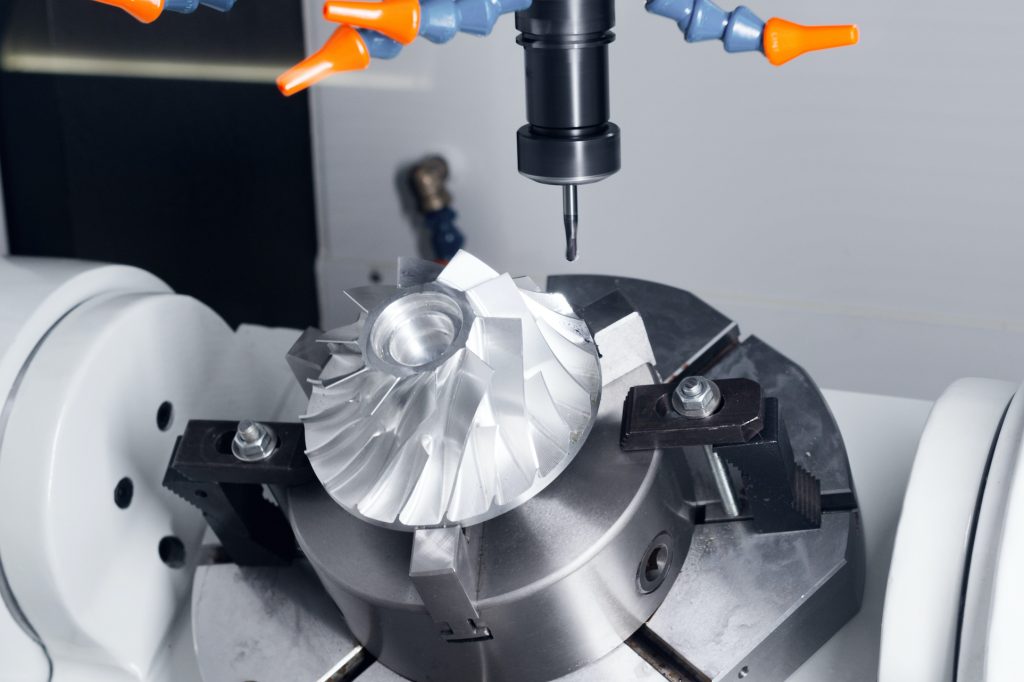
同步 5 轴加工,也称为全连续 5 轴加工,是 CNC 加工的一种高级形式,涉及使用三个线性轴与两个旋转轴同时运行,以高精度和高效率生产复杂的零件。这五个轴是:
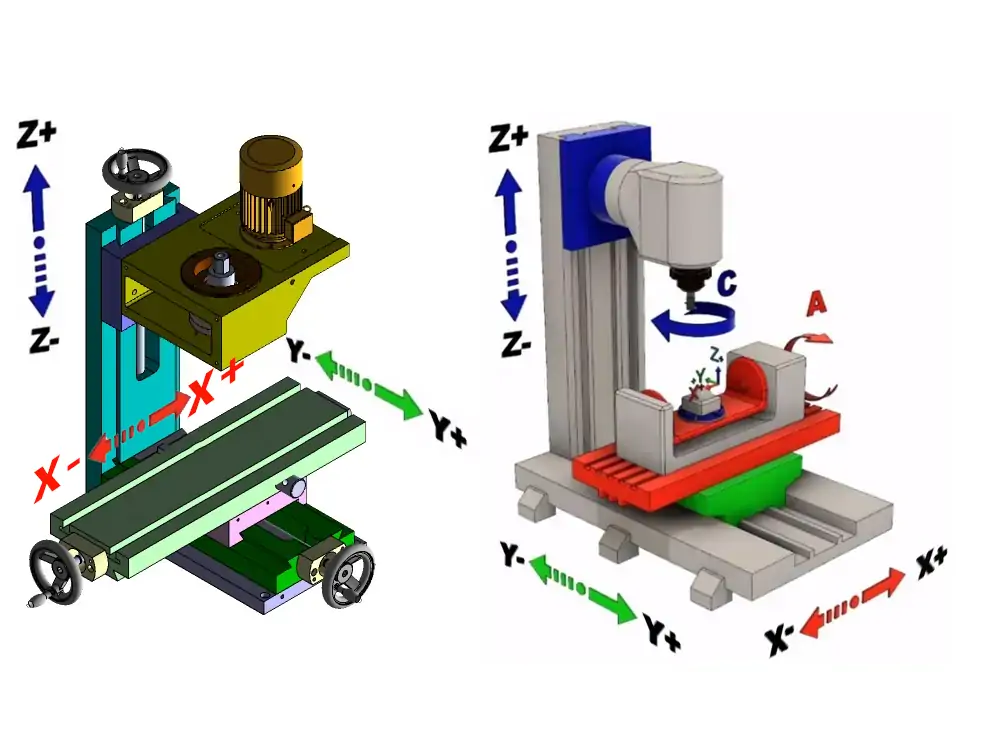
X、Y 和 Z 轴(线性轴):
这是切削刀具或工件可以移动的三个主要线性轴。
X轴:水平移动(左右) Y轴:水平移动(前后) Z轴:垂直移动(上下)
A 轴和 B 轴(旋转轴):
这是两个附加的旋转轴,允许工件或切削刀具倾斜或旋转。
A轴:绕X轴旋转(前后倾斜) C轴:绕Z轴旋转(顺时针和逆时针旋转)
这些轴的具体配置可能会根据 5 轴 CNC 机床的类型而有所不同。在某些情况下,机器可能使用 B 轴(沿 Z 轴旋转)而不是 C 轴(沿 Z 轴旋转)。无论配置如何,全连续 5 轴加工都允许刀具和工件同时移动,从而能够在一次装夹中加工工件的五个面。这样就无需在多个工作站或设备之间移动工件,从而缩短循环时间并提高精度。
什么是3+2轴加工?
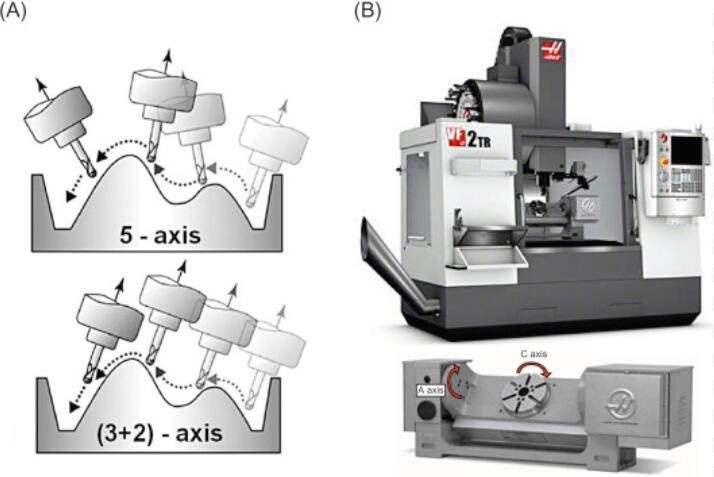
3+2轴加工,也称为定位5轴加工,使用5轴机器,但没有充分发挥其完整的5轴同步运动能力。在 3+2 轴加工中,两个旋转轴(从 A、B 和 C 轴中选择)用于倾斜和旋转工件到所需位置。定位后,即可仅使用 X、Y 和 Z 轴进行典型的 3 轴加工。
这使得3+2轴加工更类似于传统的3轴加工。虽然它使用的是5轴机床的硬件,但在加工过程中两个旋转轴是固定定位的,因此3+2轴加工的切削阶段更类似于传统的3轴加工。
然而,值得注意的是,与传统的 3 轴加工或同步 5 轴加工相比,3+2 轴加工允许使用更短、更坚固的切削刀具,这些刀具可以与工件表面成一定角度。此功能在粗加工和高速加工中提供了显着的优势,因为它能够快速去除大量材料。此外,较短的工具可以更轻松地到达困难区域,例如空腔内部和陡峭的墙壁。这使得 3+2 加工特别适合模具制造和其他涉及曲线或有角度的管状形状的应用。
同步 5 轴加工与 3+2 轴加工:各自的优点和缺点
根据前面的介绍,联动5轴加工和3+2轴加工的主要区别在于加工过程中轴的使用方式。与同步 5 轴加工(所有五个轴在加工过程中连续移动)不同,3+2 轴加工涉及以固定角度定位工件,然后使用三个线性轴进行加工。
虽然同步 5 轴加工几乎可以执行 3+2 轴加工的所有功能,但这并不意味着所有项目都需要完全连续的 5 轴 CNC 加工。在某些情况下,3+2轴加工可能更高效。要确定 5 轴加工和 3+2 加工之间的最佳选择,必须了解它们各自的优缺点。
联动 5 轴 CNC 加工的优点
5 轴 CNC 加工具有众多优势,使其成为各种高精度和高复杂性制造应用的首选。以下是一些主要优点:
同时移动所有五个轴的能力允许动态调整工具的角度和位置,从而更好地接近工件的难以到达的区域。这使得能够加工高度复杂的几何形状,例如深腔、底切、自由曲面和复杂的轮廓,而这对于其他方法来说是非常困难或不可能的。
5 轴机床可在一次设置中加工零件的多个侧面,从而最大限度地减少多次设置和重新定位的需要。这种不间断的过程减少了停机时间,提高了总体吞吐量,并加快了生产周期。此外,优化的刀具路径可减少切削刀具上的应力和热量,从而延长其使用寿命。更长的刀具寿命意味着更少的刀具更换或维护中断,从而实现更连续、更高效的加工操作。
刀具在工件上连续移动可确保更光滑的表面光洁度和更少的刀具痕迹。此外,在一次设置中加工零件可以消除多次重新定位带来的误差,从而显着提高整体精度。
5 轴加工的先进功能为设计和创新开辟了新的可能性。工程师和设计师可以突破可能的界限,创造出更复杂、更精密的零件,以满足各个行业不断变化的需求。
五轴数控加工的缺点
尽管有其优点,5 轴 CNC 加工也有一定的局限性:
联动 5 轴 CNC 机床比传统 3 轴甚至 3+2 轴机床昂贵得多。此外,由于这些机器有大量的移动部件和复杂的控制系统,需要定期维修和校准,因此维护成本较高。此外,操作员需要接受专门培训才能有效操作 5 轴数控机床。
5 轴加工编程更加复杂,需要专门的 CAM(计算机辅助制造)软件和高技能的操作员。此外,该过程非常耗时,需要详细的规划和验证,以确保准确有效的刀具路径。这种复杂性可能会导致培训成本增加和设置时间更长。
当切削刀具以倾斜角度工作时,切削力不再直接沿刀具轴线作用,而是与刀具成一定角度。这会导致力分布不均匀,增加工具振动的可能性。此外,如果刀柄太宽,则会限制刀具在倾斜角度下的自由度,增加刀具与工件或夹具之间发生干涉的风险。过宽的刀柄还会导致刀具重心发生偏移,使其在斜角切削时更容易受到侧向力的影响,从而增加振动和不稳定。在这种情况下,3 轴加工可能更合适。
3+2轴数控加工的优点
3+2 轴 CNC 加工具有多种独特的优势,使其成为精密制造领域的宝贵选择:
3+2 轴加工允许使用更短、更坚固的切削刀具,使其特别适合制造陡峭的墙壁、型腔中的底切和其他复杂的特征。能够以特定角度定位工件,可以创建比 3 轴 CNC 加工更复杂的几何形状。
与同步 5 轴加工相比,3+2 轴加工的编程通常更简单,因为一旦旋转轴定位,刀具路径通常是线性的。程序员可以更直观地理解和规划刀具路径,而无需处理复杂的几何变换和旋转角度。
当您需要加工五个或更多表面时,如果使用传统的三轴加工,您将不得不多次停止主轴以进行频繁的换刀和重新定位。然而,3+2轴加工可以克服这一挑战。通过一次装夹,3+2轴加工能够一次性完成零件五个不同侧面的加工,这明显减少了总体装夹时间。
在3+2轴加工中,旋转轴在切削过程中被锁定,这意味着刀具方向是固定的并且在加工过程中不会动态变化。这减少了在同步 5 轴加工中不断调整刀具方向时可能发生的振动。减少的振动提高了加工精度和稳定性。
3+2 轴加工通常比同时 5 轴加工更具成本效益,因为它涉及更简单的编程、更低的机器成本和更少的维护要求。尽管具有这些成本优势,3+2 轴加工仍然具有显着的灵活性,并且能够通过将工件定位在特定角度来加工复杂的几何形状。
3+2轴加工的缺点
在 3+2 轴加工中,工件旋转到特定方向以访问特定表面。这限制了工具进入某些区域,特别是那些因工件形状而凹陷或隐藏的区域。复杂的内部几何形状可能需要额外的设置或替代的加工策略。
为了在3+2轴加工中加工复杂零件的不同表面,刀具主轴通常设置在特定角度并保持固定。覆盖所有必要的表面可能需要多个倾斜方向,这可能导致刀具路径重叠并增加加工时间。
在某些情况下,3+2 轴加工可能会留下粗糙表面,并且各个刀具路径段之间会出现过渡线。因此,需要额外的精加工操作来达到所需的表面质量。
全5轴加工与3+2轴加工:哪个更好?
这两种技术都有其独特的优点和局限性。选择同步 5 轴加工还是 3+2 轴加工很大程度上取决于具体场景。为了让大家更直观的了解,我们将它们的特点总结如下表,供大家参考:
同步 5 轴加工 3+2轴加工 优点 ▪Unparalleled production efficiency ▪Shorter, more rigid cutting tools can be used. 局限性 ▪Programming complexity ▪Tool access limitations
当您做出选择时,以下是一些有用的考虑因素:
1. 如果成本是首要考虑因素,您可以优先使用3+2轴加工。这是因为 3+2 轴加工结合了 5 轴机床的灵活性与 3 轴机床的成本效益和编程简单性,提供了前面提到的一系列显着优势。
此外,许多商店已经拥有 3 轴机床,可以通过最少的投资升级为执行 3+2 轴加工,例如安装旋转轴和升级控制软件,这对于那些希望在不购买新设备的情况下扩展能力的人来说是一个有吸引力的选择设备。
2. 在以下情况下,全五轴加工是更好的选择。
灵活性和生产效率是优先考虑的。 5 轴加工在加工复杂几何形状(例如底切、不规则形状和紧角)方面提供了无与伦比的灵活性。它消除了对多个设置或夹具的需要,从而减少了处理时间和潜在的错误。 通过在一次设置中完成零件,5 轴加工可以显着缩短生产时间并提高产量。这对于高混合、小批量生产或原型制作尤其有利。
对于特别复杂的表面或需要连续改变刀具方向的加工任务,3+2 轴加工可能会达不到要求。 3+2轴加工虽然效率高、精度高,但其加工能力受到固定刀具方向的限制。相比之下,五轴加工能够解决这些挑战,因为它允许刀具在加工过程中不断调整其方向和角度,以适应工件表面的变化。
您需要出色的表面光洁度并拒绝对表面进行后处理。 5 轴加工中的连续切削运动和减小的刀具啮合角度通常会带来更光滑的表面光洁度,从而减少二次精加工操作的需要。相比之下,在某些情况下,3+2 轴加工可能会留下粗糙的表面或需要额外的精加工操作才能达到所需的表面质量。
与 Chiggo 合作生产 5 轴 CNC 加工零件
全面了解同步 5 轴 CNC 加工和 3+2 CNC 加工之间的差异后,是时候与可靠的 CNC 加工公司合作了。 Chiggo 就是您的最佳选择!
我们最先进的设施配备先进的 3 轴、4 轴和 5 轴机床,使我们能够精确高效地应对复杂的加工挑战。我们的工程团队拥有 10 多年的行业专业知识,随时准备与您密切合作,优化您项目的设计和制造流程。
立即上传您的设计 ,您将尽快收到报价以及免费的可制造性设计 (DFM) 分析。选择奇高!我们致力于提供高质量的结果、有竞争力的价格和快速的周转时间。